

Friction and Wear Behavior of 3D-Printed Inconel 718 Alloy under Dry Sliding Conditions
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
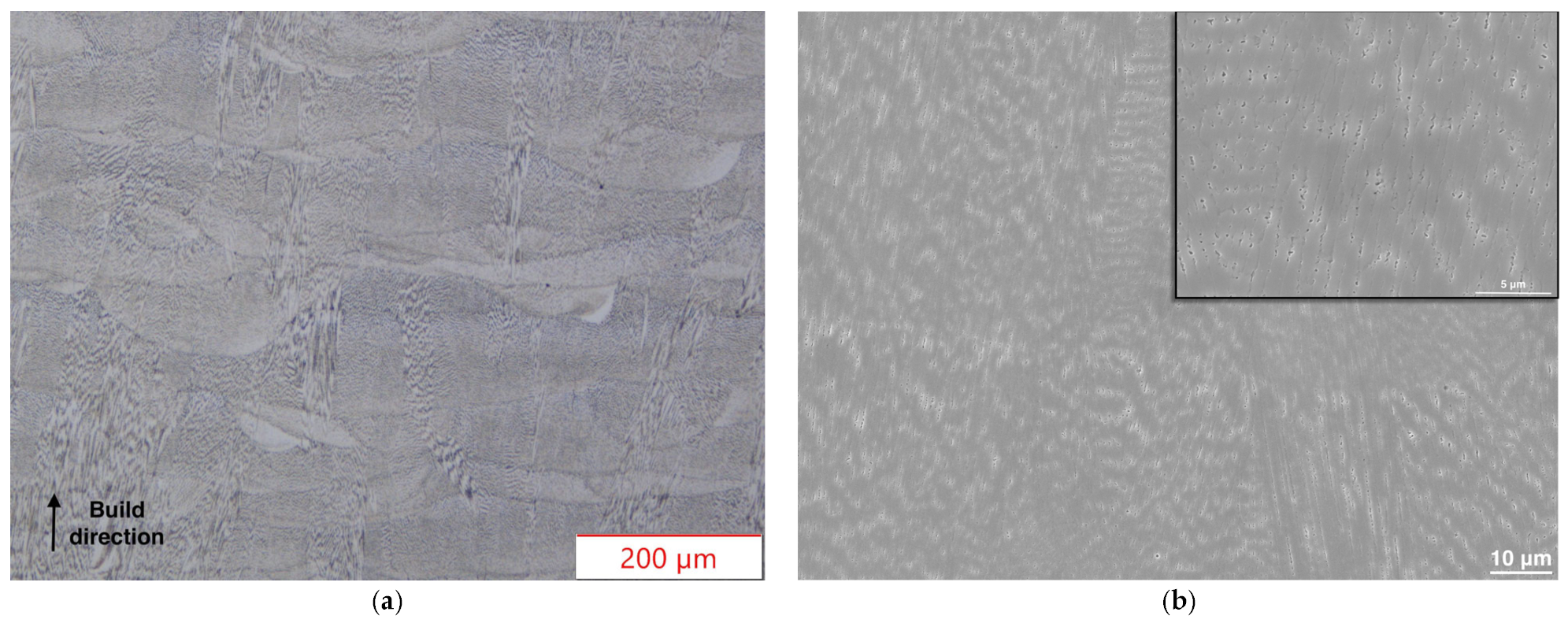
3.1. Specimen Characterization
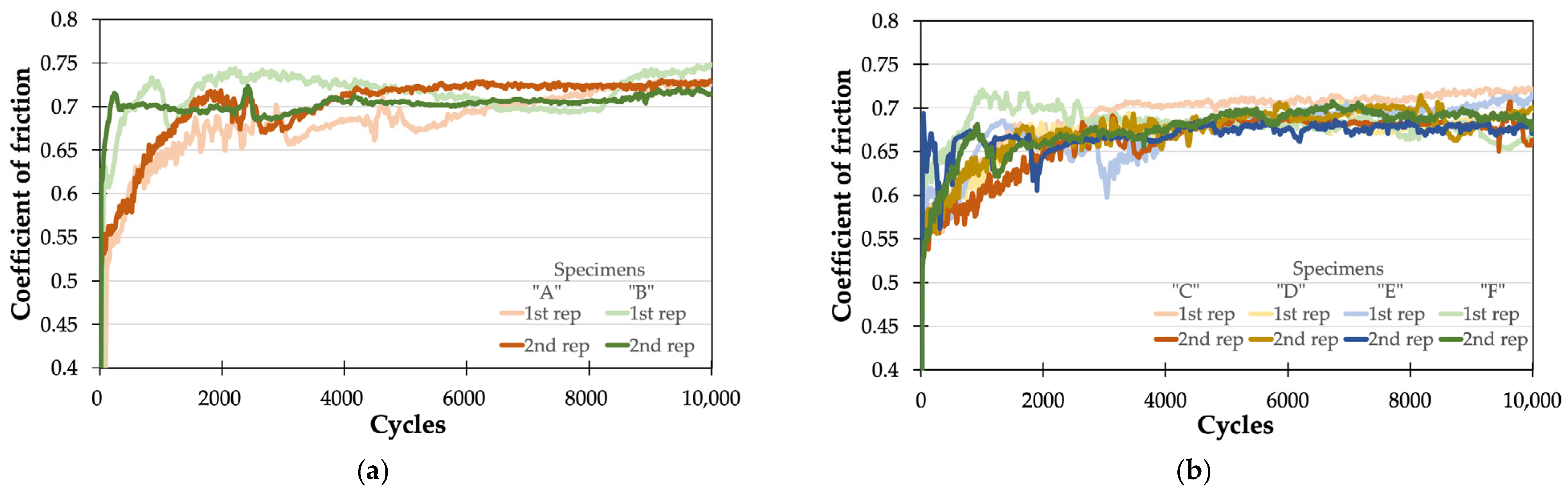
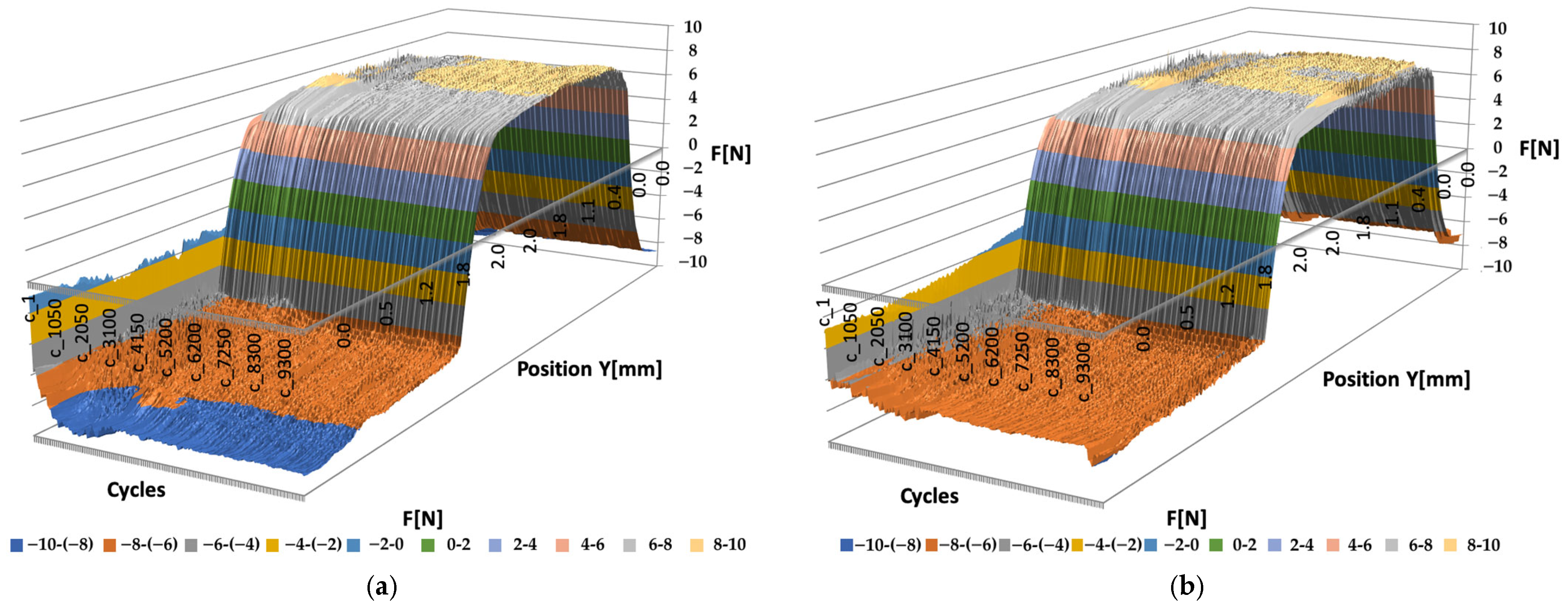
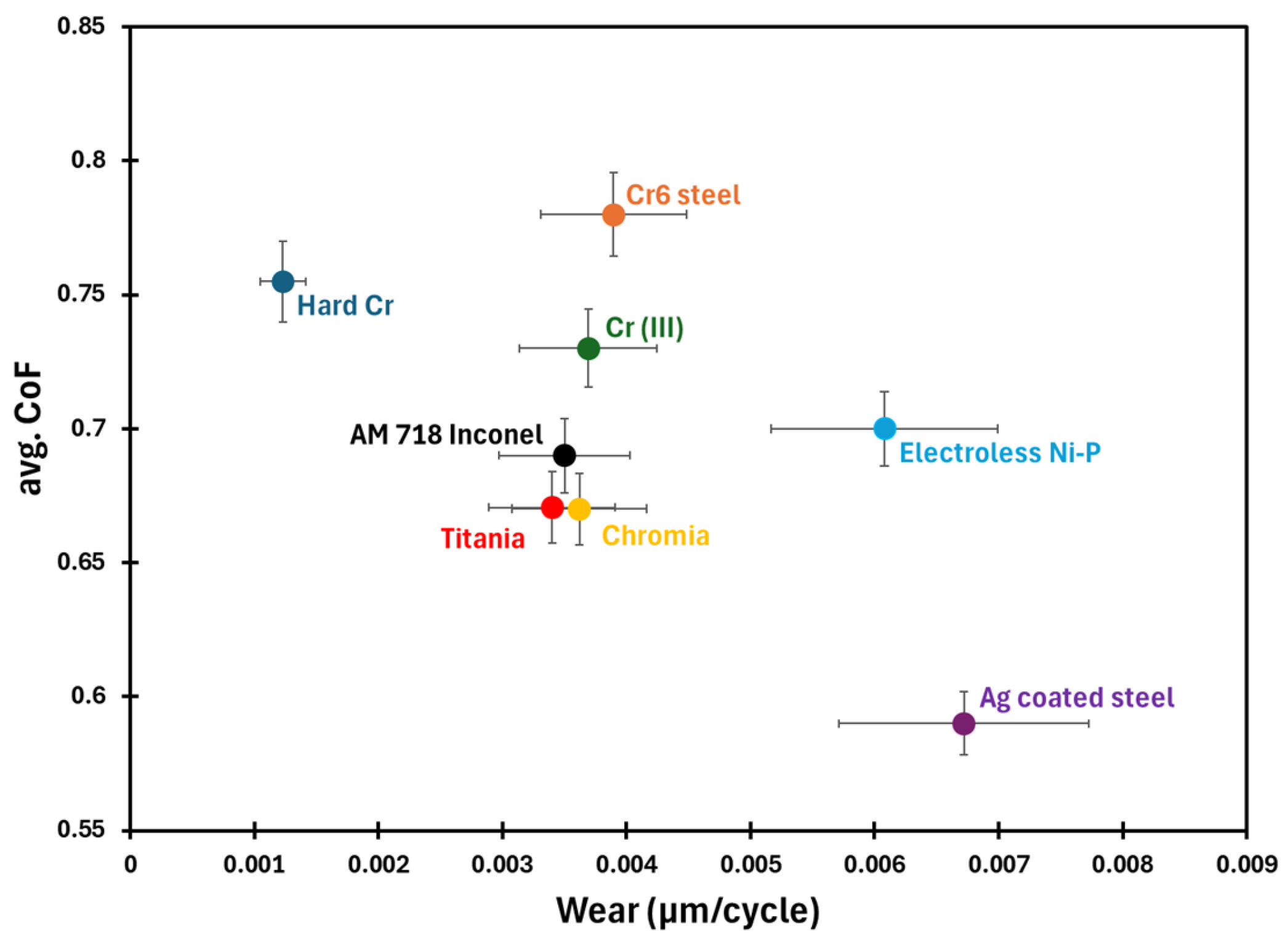
3.2. Triboscopical Performance
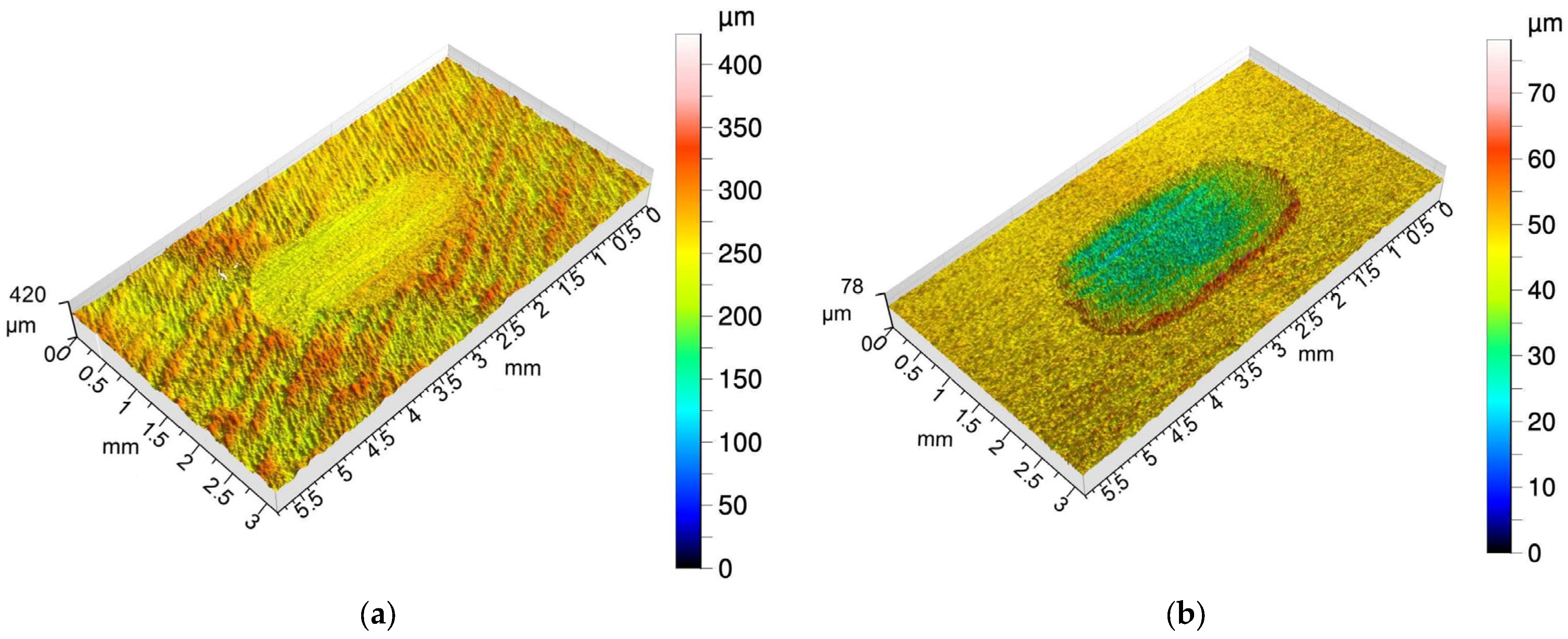
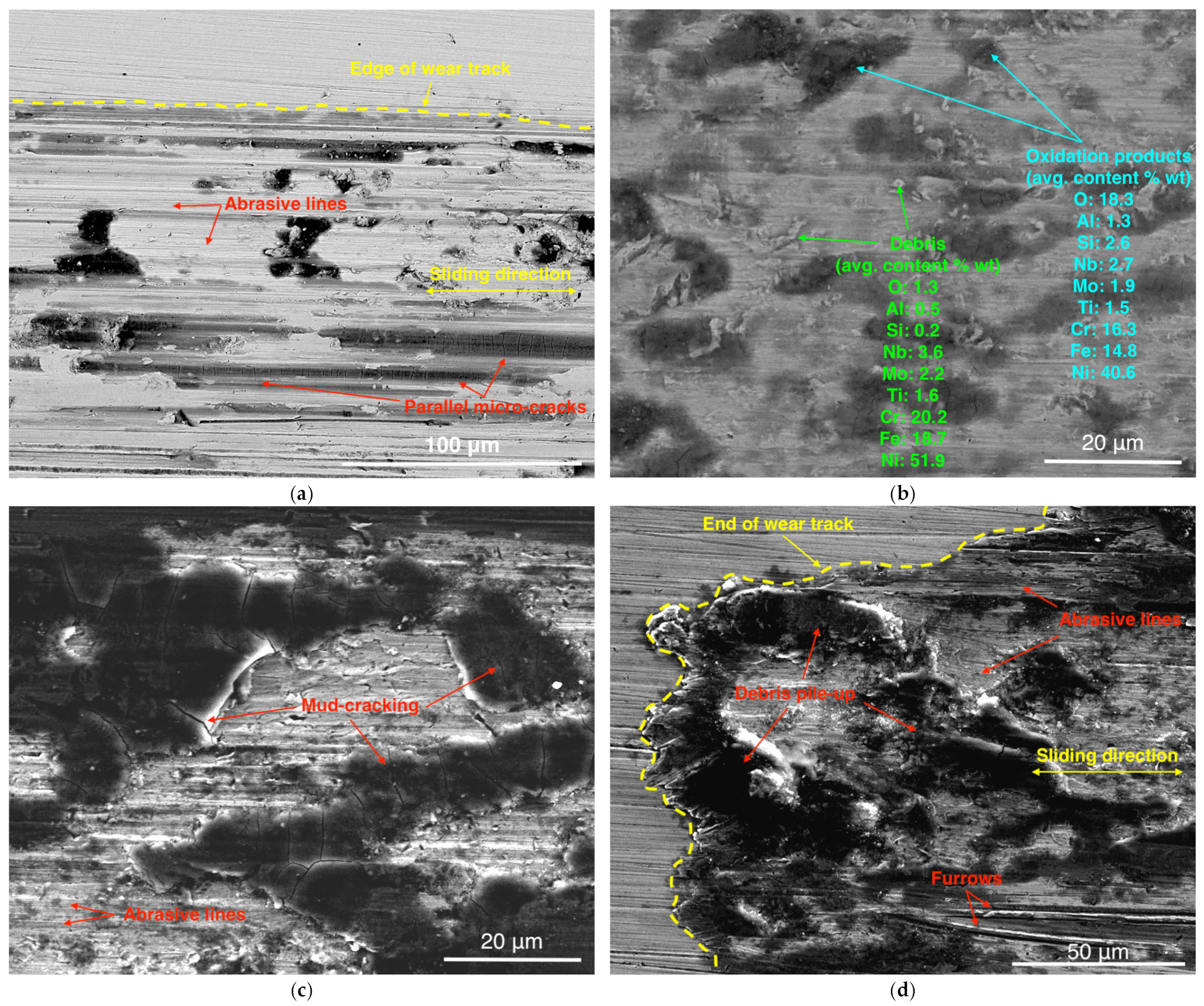
3.3. Wear Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Afkhami, S.; Amraei, M.; Unt, A.; Piili, H.; Björk, T. Metal Additive Manufacturing for Industrial Applications; LUT University: Lappeenranta, Finland, 2021. [Google Scholar]
- Gu, D.; Shi, X.; Poprawe, R.; Bourell, D.L.; Setchi, R.; Zhu, J. Material-structure-performance integrated laser-metal additive manufacturing. Science 2021, 372, 1487. [Google Scholar] [CrossRef] [PubMed]
- Kant, R. Modern Materials and Manufacturing Techniques; CRC Press: Boca Raton, FL, USA, 2024. [Google Scholar]
- Gao, B.; Zhao, H.; Peng, L.; Sun, Z. A review of research progress in selective laser melting (SLM). Micromachines 2022, 14, 57. [Google Scholar] [CrossRef]
- Singla, A.K.; Banerjee, M.; Sharma, A.; Singh, J.; Bansal, A.; Gupta, M.K.; Khanna, N.; Shahi, A.S.; Goyal, D.K. Selective laser melting of Ti6Al4V alloy: Process parameters, defects and post-treatments. J. Manuf. Process. 2021, 64, 161–187. [Google Scholar] [CrossRef]
- Bhate, D. Design for Additive Manufacturing: Concepts and Considerations for the Aerospace Industry; SAE International: Warrendale, PA, USA, 2018. [Google Scholar]
- Raja, S.; Al-Tmimi, H.M.; Ghadir, G.K.; Mustafa, M.A.; Alani, Z.K.; Rusho, M.A.; Rajeswari, N. An analysis of polymer material selection and design optimization to improve Structural Integrity in 3D printed aerospace components. Appl. Chem. Eng. 2024, 7, 1875. [Google Scholar]
- Madhavadas, V.; Srivastava, D.; Chadha, U.; Raj, S.A.; Sultan, M.T.H.; Shahar, F.S.; Shah, A.U.M. A review on metal additive manufacturing for intricately shaped aerospace components. CIRP J. Manuf. Sci. Technol. 2022, 39, 18. [Google Scholar] [CrossRef]
- Jordan, J.M. 3D Printing; MIT Press: Cambridge, MA, USA, 2019. [Google Scholar]
- Greene, G.A.; Finfrock, C.C. Oxidation of Inconel 718 in air at high temperatures. Oxid. Met. 2001, 55, 505–521. [Google Scholar] [CrossRef]
- Zhao, S.; Xie, X.; Smith, G.D.; Patel, S.J. Research and improvement on structure stability and corrosion resistance of nickel-base superalloy INCONEL alloy 740. Mater. Des. 2006, 27, 1120–1127. [Google Scholar] [CrossRef]
- Shankar, V.; Rao, K.B.S.; Mannan, S.L. Microstructure and mechanical properties of Inconel 625 superalloy. J. Nucl. Mater. 2001, 288, 222–232. [Google Scholar] [CrossRef]
- Hosseini, E.; Popovich, V.A. A review of mechanical properties of additively manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Tang, Y.; Shen, X.; Liu, Z.; Qiao, Y.; Yang, L.; Lu, D.; Zou, J.; Xu, J. Corrosion behaviors of selective laser melted inconel 718 alloy in NaOH solution. Acta Met. Sin. 2021, 58, 324–333. [Google Scholar]
- Zhang, Q.; Zhang, J.; Zhuang, Y.; Lu, J.; Yao, J. Hot corrosion and mechanical performance of repaired Inconel 718 components via laser additive manufacturing. Materials 2020, 13, 2128. [Google Scholar] [CrossRef] [PubMed]
- Luo, S.; Huang, W.; Yang, H.; Yang, J.; Wang, Z.; Zeng, X. Microstructural evolution and corrosion behaviors of Inconel 718 alloy produced by selective laser melting following different heat treatments. Addit. Manuf. 2019, 30, 100875. [Google Scholar] [CrossRef]
- Zhang, L.N.; Ojo, O.A. Corrosion behavior of wire arc additive manufactured Inconel 718 superalloy. J. Alloys Compd. 2020, 829, 154455. [Google Scholar] [CrossRef]
- Sanviemvongsak, T.; Monceau, D.; Desgranges, C.; Macquaire, B. Intergranular oxidation of Ni-base alloy 718 with a focus on additive manufacturing. Corros. Sci. 2020, 170, 108684. [Google Scholar] [CrossRef]
- Ur Rahman, N.; Matthews, D.T.A.; De Rooij, M.; Khorasani, A.M.; Gibson, I.; Cordova, L.; Römer, G.W. An overview: Laser-based additive manufacturing for high temperature tribology. Front. Mech. Eng. 2019, 5, 16. [Google Scholar] [CrossRef]
- Basha, M.M.; Sankar, M.R. Experimental tribological study on additive manufactured Inconel 718 features against the hard carbide counter bodies. J. Tribol. 2023, 145, 121702. [Google Scholar] [CrossRef]
- Peng, J.; Lv, X.; Lu, Z.; Liu, X.; Li, Z.; Xu, Z. Investigations of the mechanical and high-temperature tribological properties of the Inconel 718 alloy formed by selective laser melting. Tribol. Int. 2023, 188, 108813. [Google Scholar] [CrossRef]
- Zhang, Y.; Pan, Q.; Yang, L.; Li, R.; Dai, J. Tribological behavior of IN718 superalloy coating fabricated by laser additive manufacturing. Lasers Manuf. Mater. Process. 2017, 4, 153–167. [Google Scholar] [CrossRef]
- Tombakti, I.A.; Adesina, A.Y.; Alharith, A.; Attallah, M.M.; AlMangour, B. Effect of Laser Mode and Power on the Tribological Behavior of Additively Manufactured Inconel 718 Alloy. J. Tribol. 2023, 145, 101703. [Google Scholar] [CrossRef]
- Basha, M.M.; Sankar, M.R.; Murthy, T.C.; Sahu, A.K.; Majumdar, S. Tribological Investigations on Additively Manufactured Inconel 718 Features with Silicon Carbide Ball: Role of the Tribo-Oxide Layer. Tribol. Lett. 2024, 72, 59. [Google Scholar] [CrossRef]
- Siddaiah, A.; Kasar, A.; Kumar, P.; Akram, J.; Misra, M.; Menezes, P.L. Tribocorrosion behavior of inconel 718 fabricated by laser powder bed fusion-based additive manufacturing. Coatings 2021, 11, 195. [Google Scholar] [CrossRef]
- Mondragón-Rodríguez, G.C.; Torres-Padilla, N.; Camacho, N.; Espinosa-Arbeláez, D.G.; de León-Nope, G.V.; González-Carmona, J.M.; Alvarado-Orozco, J.M. Surface modification and tribological behavior of plasma nitrided Inconel 718 manufactured via direct melting laser sintering method. Surf. Coat. Technol. 2020, 387, 125526. [Google Scholar] [CrossRef]
- Georgiou, E.P.; Drees, D.; Timmermans, G.; Zoikis-Karathanasis, A.; Pérez-Fernández, M.; Magagnin, L.; Celis, J.-P. High Performance Accelerated Tests to Evaluate Hard Cr Replacements for Hydraulic Cylinders. Coatings 2021, 11, 1511. [Google Scholar] [CrossRef]
- Koutsomichalis, A.; Lontos, A.; Loukas, G.; Vardavoulias, M.; Vaxevanidis, N. Fatigue behaviour of plasma sprayed titania and chromia coatings. MATEC Web Conf. 2021, 349, 02009. [Google Scholar] [CrossRef]
- Calandri, M.; Yin, S.; Aldwell, B.; Calignano, F.; Lupoi, R.; Ugues, D. Texture and microstructural features at different length scales in Inconel 718 produced by selective laser melting. Materials 2019, 12, 1293. [Google Scholar] [CrossRef]
- Moussaoui, K.; Rubio, W.; Mousseigne, M.; Sultan, T.; Rezai, F. Effects of Selective Laser Melting additive manufacturing parameters of Inconel 718 on porosity, microstructure and mechanical properties. Mater. Sci. Eng. A 2018, 735, 182–190. [Google Scholar] [CrossRef]
- Zhao, J.-R.; Hung, F.-Y.; Lui, T.-S. Microstructure and tensile fracture behavior of three-stage heat treated Inconel 718 alloy produced via laser powder bed fusion process. J. Mater. Res. Technol. 2020, 9, 3357–3367. [Google Scholar] [CrossRef]
- Popovich, V.A.; Borisov, E.V.; Heurtebise, V.; Riemslag, T.; Popovich, A.A.; Sufiiarov, V.S. Creep and thermomechanical fatigue of functionally graded Inconel 718 produced by additive manufacturing. In TMS 2018 147th Annual Meeting & Exhibition Supplemental Proceedings; Springer International Publishing: Cham, Switzerland, 2018; pp. 85–97. [Google Scholar]
- Popovich, V.A.; Borisov, E.V.; Popovich, A.A.; Sufiiarov, V.S.; Masaylo, D.V.; Alzina, L. Impact of heat treatment on mechanical behaviour of Inconel 718 processed with tailored microstructure by selective laser melting. Mater. Des. 2017, 131, 12–22. [Google Scholar] [CrossRef]
- Khan, H.; Yerramilli, A.S.; D’Oliveira, A.; Alford, T.L.; Boffito, D.C.; Patience, G.S. Experimental methods in chemical engineering: X-ray diffraction spectroscopy-XRD. Can. J. Chem. Eng. 2020, 98, 1255–1266. [Google Scholar] [CrossRef]
- Zhao, Y.; Guan, K.; Yang, Z.; Hu, Z.; Wang, H.; Ma, Z. The effect of subsequent heat treatment on the evolution behavior of second phase particles and mechanical properties of the Inconel 718 superalloy manufactured by selective laser melting. Mater. Sci. Eng. A 2020, 794, 139931. [Google Scholar] [CrossRef]
- Blau, P.J. On the nature of running-in. Tribol. Int. 2005, 38, 1007–1012. [Google Scholar] [CrossRef]
- Blau, P.J. Running-in: Art or engineering? J. Mater. Eng. 1991, 13, 47–53. [Google Scholar] [CrossRef]
- Totten, G.E. Friction, Lubrication, and Wear Technology. In ASM Handbook; ASM International: Materials Park, OH, USA, 1992; Volume 18. [Google Scholar]
- Schroeder, C.J.; Parrington, R.J.; Maciejewski, J.O.; Lane, J.F. Fractography. In ASM Handbook; Prepared under the Direction of the ASM Handbook Committee; ASM International: Materials Park, OH, USA, 1987; Volume 12. [Google Scholar]
- Becker, W.T.; Shipley, R.J. Failure Analysis and Prevention. In ASM Handbook; ASM International: Materials Park, OH, USA, 2002; Volume 11. [Google Scholar]
- Zarogiannis, P. Environmental Risk Reduction Strategy and Analysis of Advantages and Drawbacks for Hexavalent Chromium; Risk & Policy Analysts Ltd.: Norwich, UK, 2005. [Google Scholar]
- Sherrington, I.; Hayhurst, P. Simultaneous observation of the evolution of debris density and friction coefficient in dry sliding steel contacts. Wear 2001, 249, 182–187. [Google Scholar] [CrossRef]
- Arif Mahmood, M.; Chioibasu, D.; Ur Rehman, A.; Mihai, S.; Popescu, A.C. Post-Processing Techniques to Enhance the Quality of Metallic Parts Produced by Additive Manufacturing. Metals 2022, 12, 77. [Google Scholar] [CrossRef]
- Malakizadi, A.; Mallipeddi, D.; Dadbakhsh, S.; M’Saoubi, R.; Krajnik, P. Post-processing of additively manufactured metallic alloys—A review. Int. J. Mach. Tools Manuf. 2022, 179, 103908. [Google Scholar] [CrossRef]
- Mahmood Khan, M.; Karabulut, Y.; Kitay, O.; Kaynak, Y.; Jawahir, I.S. Influence of the post-processing operations on surface integrity of metal components produced by laser powder bed fusion additive manufacturing: A review. Mach. Sci. Technol. 2021, 25, 118–176. [Google Scholar] [CrossRef]
- Maleki, E.; Bagherifard, S.; Bandini, M.; Guagliano, M. Surface post-treatments for metal additive manufacturing: Progress, challenges, and opportunities. Addit. Manuf. 2021, 37, 101619. [Google Scholar] [CrossRef]
- Careri, F.; Umbrello, D.; Essa, K.; Attallah, M.M.; Imbrogno, S. The effect of the heat treatments on the tool wear of hybrid Additive Manufacturing of IN718. Wear 2021, 470–471, 203617. [Google Scholar] [CrossRef]
- Karabulut, Y.; Tascioglu, E.; Kaynak, Y. Heat treatment temperature-induced microstructure, microhardness and wear resistance of Inconel 718 produced by selective laser melting additive manufacturing. Optik 2021, 227, 163907. [Google Scholar] [CrossRef]
- Lesyk, D.A.; Dzhemelinskyi, V.V.; Martinez, S.; Mordyuk, B.N.; Lamikiz, A. Surface Shot Peening Post-processing of Inconel 718 Alloy Parts Printed by Laser Powder Bed Fusion Additive Manufacturing. J. Mater. Eng. Perform. 2021, 30, 6982–6995. [Google Scholar] [CrossRef]
- Jinoop, A.N.; Subbu, S.K.; Paul, C.P.; Palani, I.A. Post-processing of Laser Additive Manufactured Inconel 718 Using Laser Shock Peening. Int. J. Precis. Eng. Manuf. 2019, 20, 1621–1628. [Google Scholar] [CrossRef]
- Kaynak, Y.; Tascioglu, E. Post-processing effects on the surface characteristics of Inconel 718 alloy fabricated by selective laser melting additive manufacturing. Prog. Addit. Manuf. 2020, 5, 221–234. [Google Scholar] [CrossRef]
- Kato, K. Wear in relation to friction—A review. Wear 2000, 241, 151–157. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Nb | Mo | Ti | Al | Fe |
|---|---|---|---|---|---|---|---|
| Content in wt. % | 52.5 | 19.5 | 5.2 | 2.9 | 1.1 | 0.7 | Remainder |
| Nominal composition | 50–55 | 17–21 | 4.8–5.5 | 2.8–3.3 | 0.7–1.2 | 0.2–0.8 | Remainder |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karagiannidis, I.; Tzanis, A.; Drees, D.; Lopes, L.; Chondrakis, G.; Dardavila, M.M.; Georgiou, E.; Koutsomichalis, A. Friction and Wear Behavior of 3D-Printed Inconel 718 Alloy under Dry Sliding Conditions. Coatings 2024, 14, 1029. https://doi.org/10.3390/coatings14081029
Karagiannidis I, Tzanis A, Drees D, Lopes L, Chondrakis G, Dardavila MM, Georgiou E, Koutsomichalis A. Friction and Wear Behavior of 3D-Printed Inconel 718 Alloy under Dry Sliding Conditions. Coatings. 2024; 14(8):1029. https://doi.org/10.3390/coatings14081029
Chicago/Turabian StyleKaragiannidis, Ioannis, Athanasios Tzanis, Dirk Drees, Lais Lopes, Georgios Chondrakis, Maria Myrto Dardavila, Emmanuel Georgiou, and Angelos Koutsomichalis. 2024. "Friction and Wear Behavior of 3D-Printed Inconel 718 Alloy under Dry Sliding Conditions" Coatings 14, no. 8: 1029. https://doi.org/10.3390/coatings14081029