

The Change of Sealing Property in the Aging Process of NBR Sealing Equipment Based on Finite Element Analysis

 ,
,
Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Aging Methods
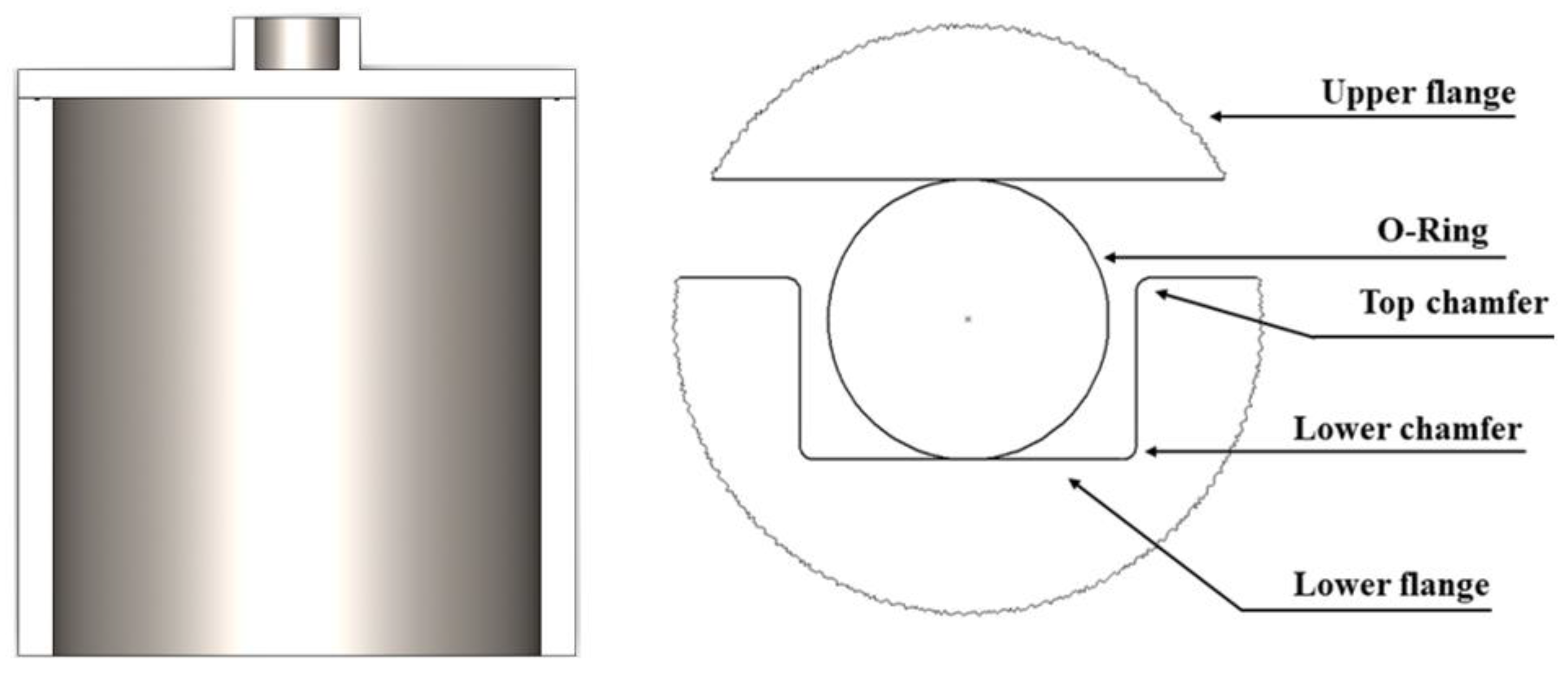
2.3. Compressed Permanent Deformation Tests
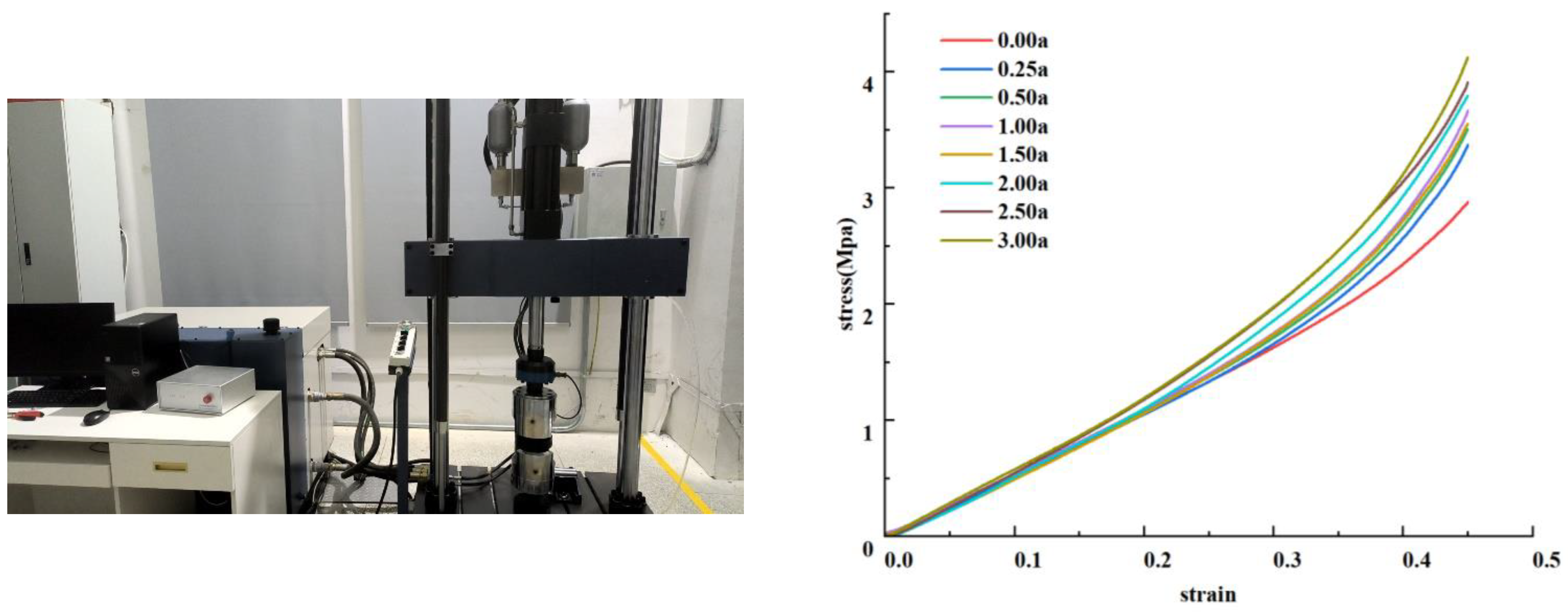
2.4. Uniaxial Compression Tests
3. Test Results and Analysis
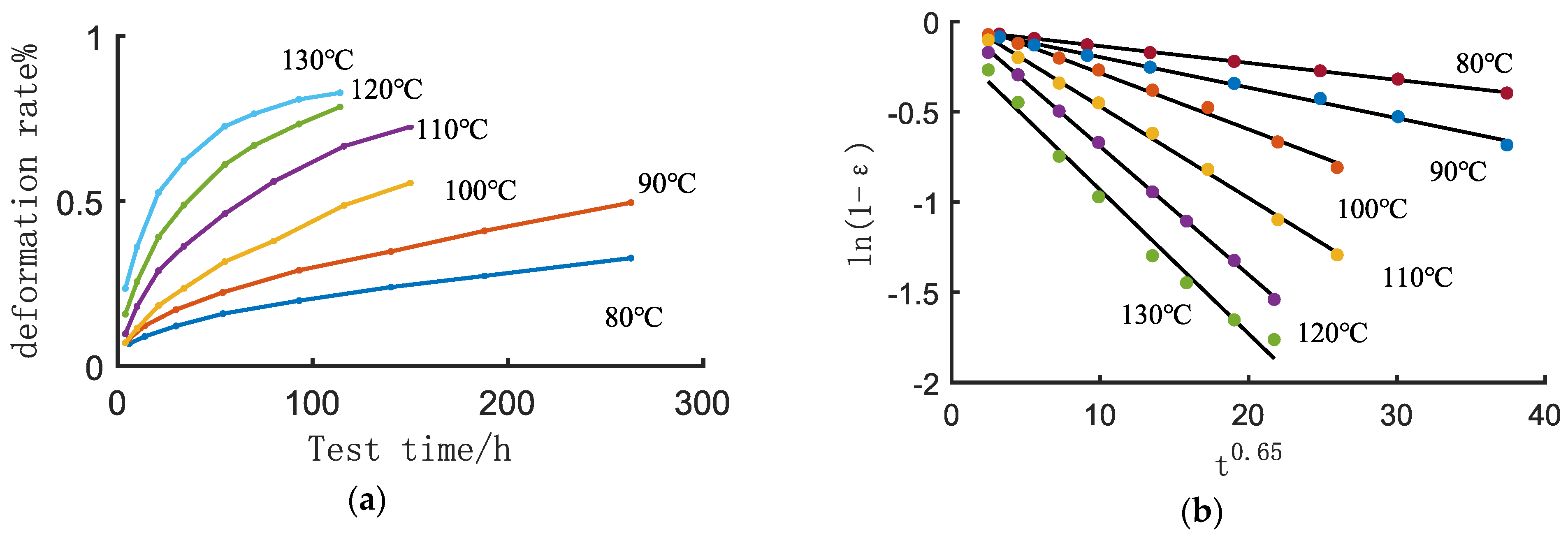
3.1. Analysis of Compression Set
3.2. Analysis of Stress–Strain
3.3. Finite Element Analysis
3.3.1. Analytical Model of Sealing Structure
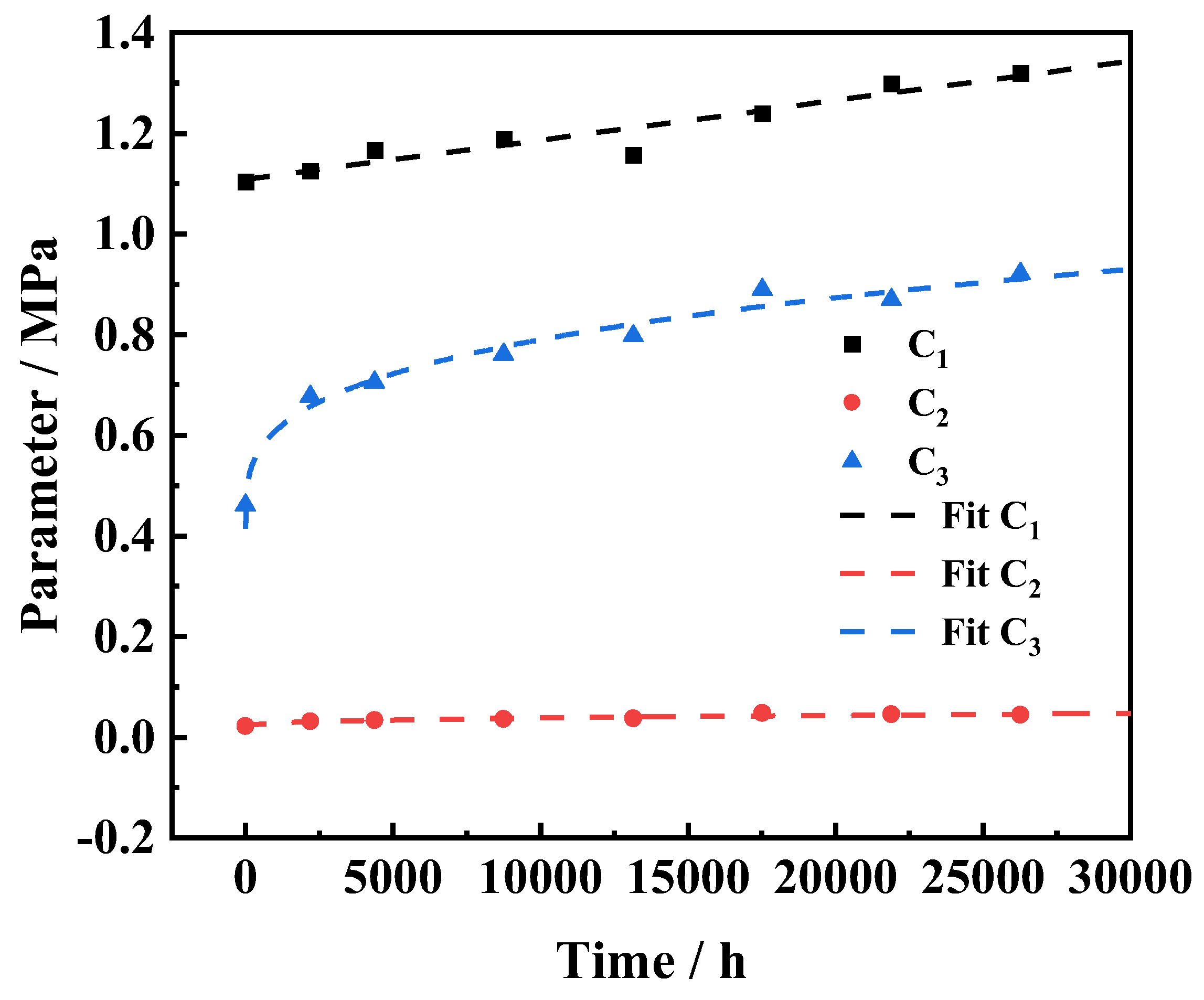
3.3.2. Mechanical Properties of Sealing Rings
3.3.3. Sealing Performance of Sealing Rings
4. Conclusions
- (1)
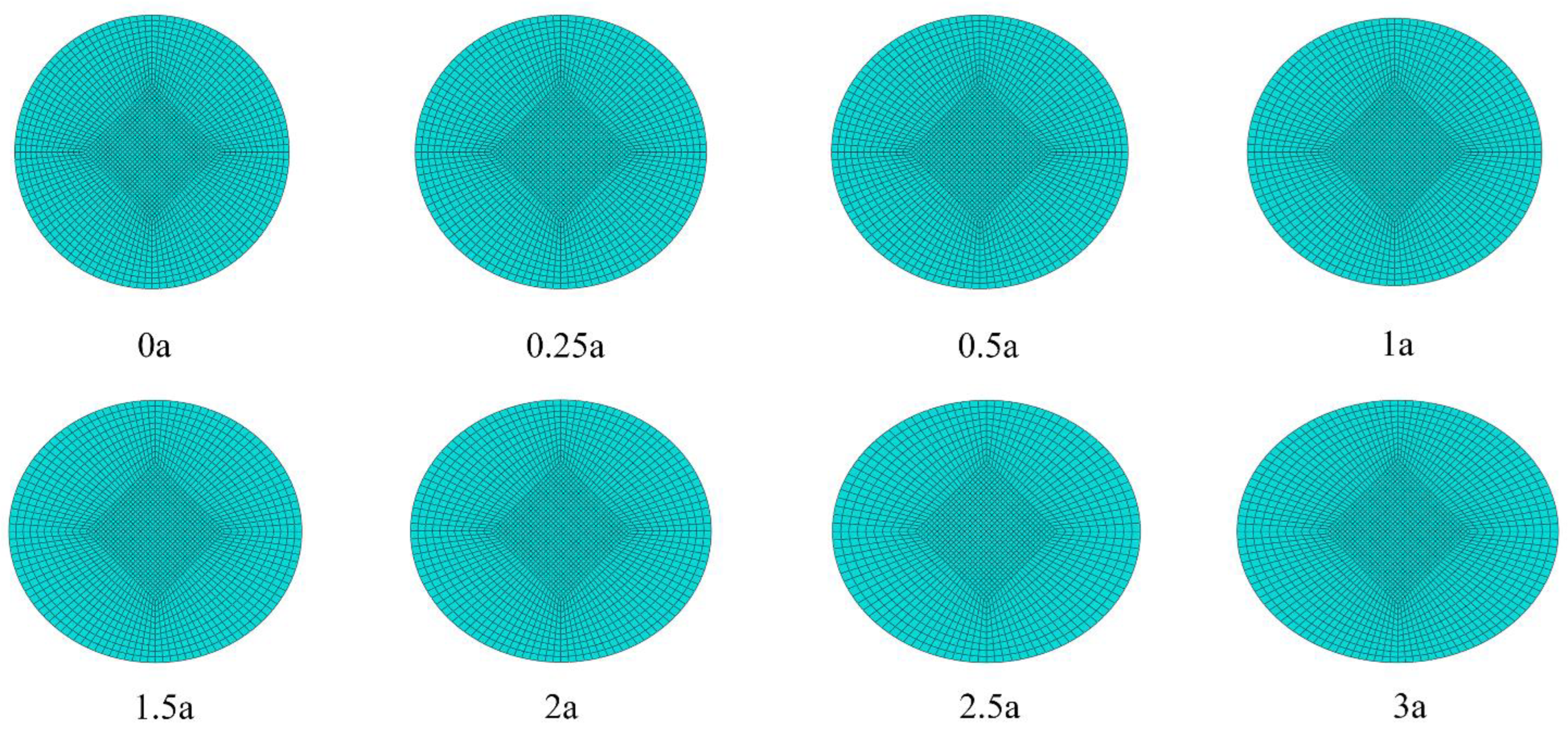
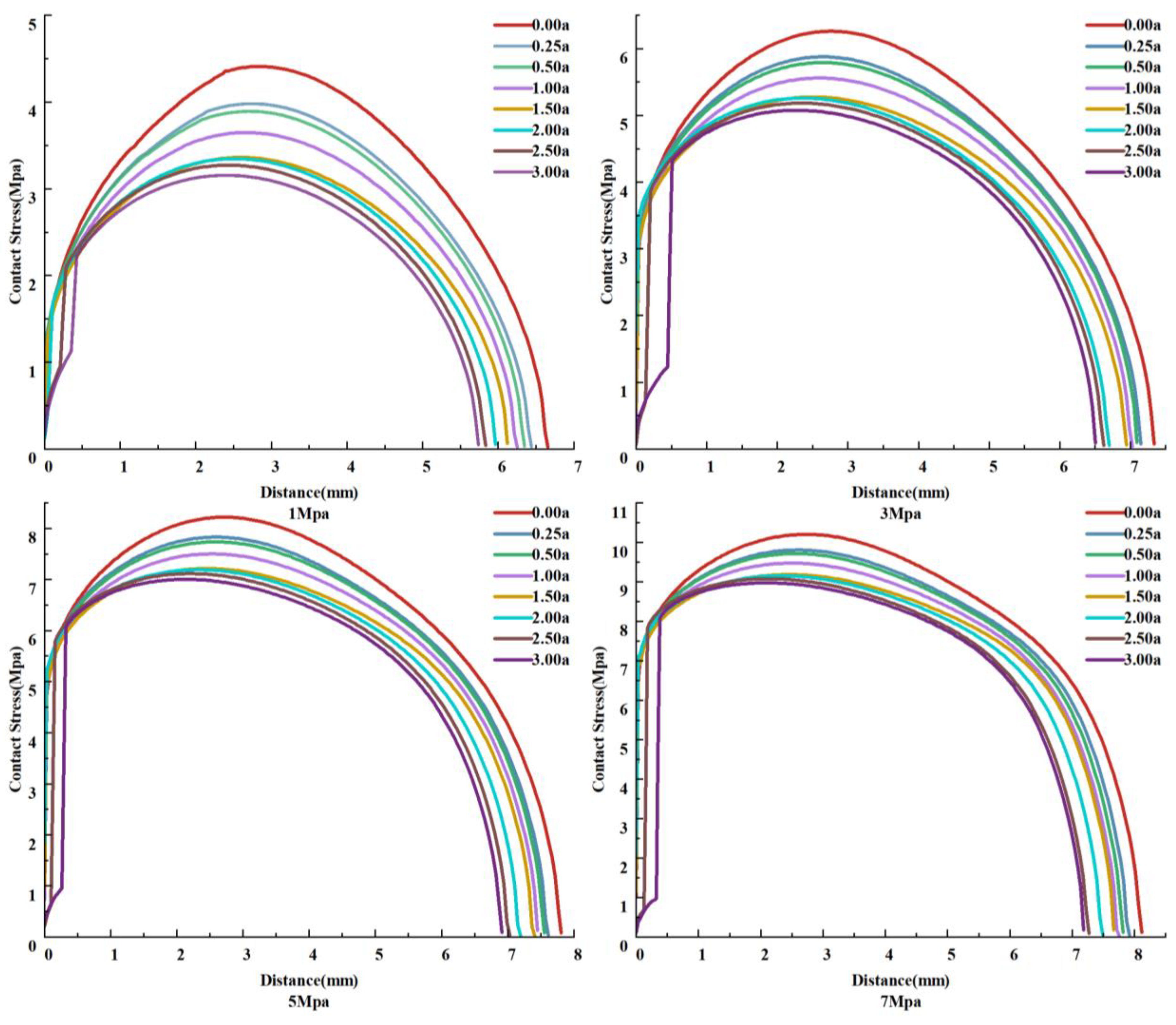
- By constructing a finite element analysis model to study the aging and deformation of seals, it is found that the decrease in contact pressure and contact length caused by the aging deformation of the seal ring gradually leads to the degradation of sealing performance. When considering the geometric boundary deformation of the seal ring, in the absence of gas pressure, the maximum contact pressure of an aged 0.25a seal ring decreased by 11.7% compared to that of an unaged seal ring, and the contact length decreased by 3.3%; for an aged 3a seal ring, compared to an unaged one, the maximum contact pressure decreased by 34.7%, and the contact length decreased by 14.2%. The aging deformation of seal rings is an important factor leading to degradation in sealing performance.
- (2)
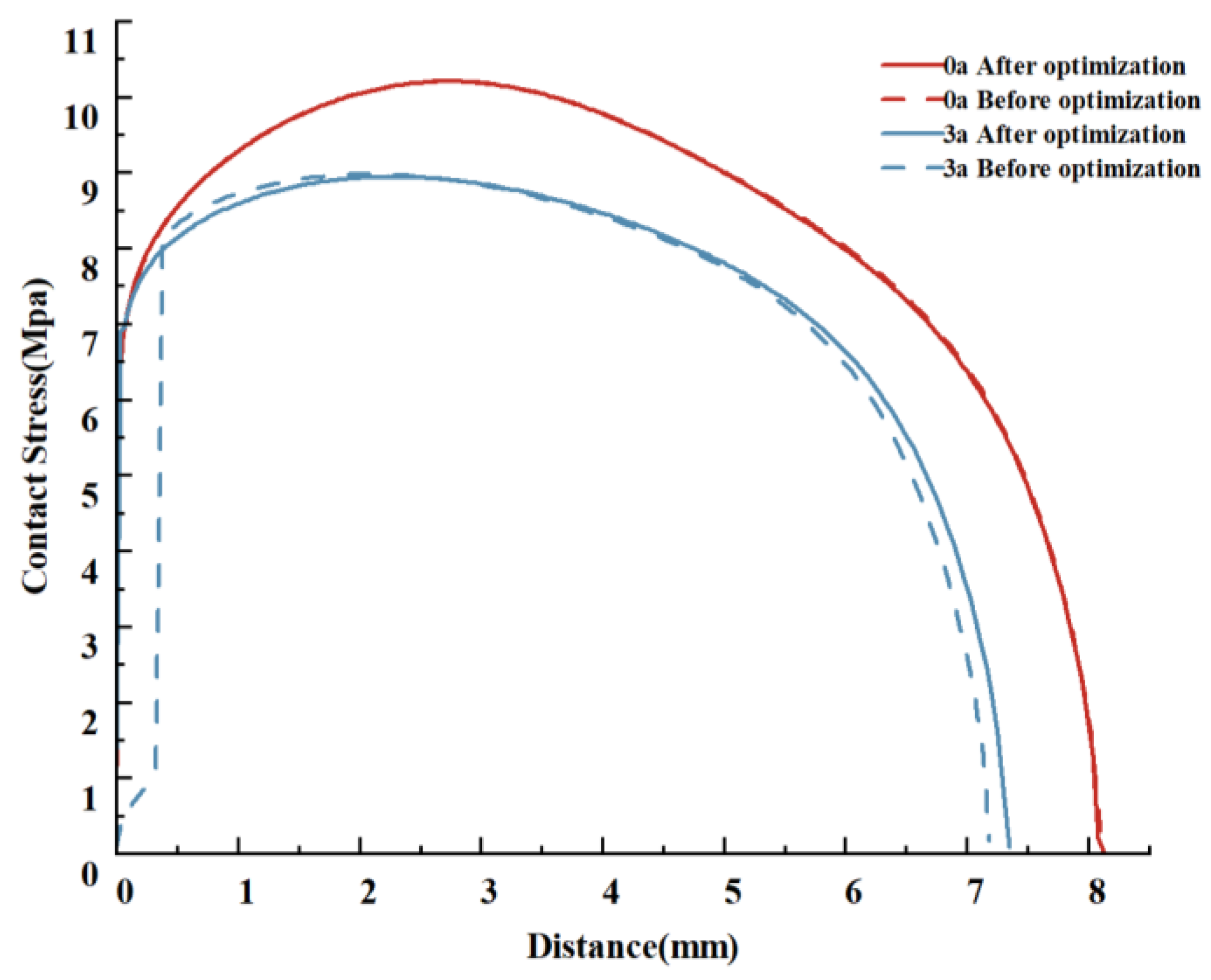
- When designing the parameters of the sealing structure, if the sealing ring cannot be replaced for a long time, the width of the sealing groove can be appropriately increased to improve the sealing performance after aging of the sealing ring. Different degrees of aging of the sealing ring correspond to an appropriate width of the sealing groove. If the width is increased too much, it will accelerate wear and tear on lightly aged sealing rings. Therefore, further analysis should be conducted based on actual working conditions.
- (3)
- Relying solely on the criterion that the maximum contact pressure is greater than the sealing pressure is not accurate enough. The leakage of the seal ring requires not only an analysis of the degradation of contact pressure, but also a further analysis of the formation of leakage channels caused by aging of the rubber seal ring. At the same time, this study made a relatively idealized assumption when considering the aging deformation of the seal ring. It should be further studied to establish a precise model for geometric boundaries driven by physical conditions after rubber seal ring aging over time, combining the degradation model of contact stress and the mechanism for forming leakage channels to fully describe a mechanistic model for leakage caused by the aging deformation of rubber seal rings. Further work in this area is needed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhu, D.; Lin, Y.; Zhang, H.; Li, Y.; Zeng, D.; Liu, W.; Qiang, C.; Deng, K. Corrosion evaluation of packer rubber materials in CO2 injection wells under supercritical conditions. J. Pet. Sci. Eng. 2017, 151, 311–317. [Google Scholar] [CrossRef]
- Zhou, C.; Chen, G.; Liu, P. Finite Element Analysis of Sealing Performance of Rubber D-Ring Seal in High-Pressure Hydrogen Storage Vessel. J. Fail. Anal. Prev. 2018, 18, 846–855. [Google Scholar] [CrossRef]
- Zhu, J.; Li, X.; Beamish, S.; Dwyer-Joyce, R.S. An ultrasonic method for measurement of oil films in reciprocating rubber O-ring seals. Tribol. Int. 2022, 167, 107407. [Google Scholar] [CrossRef]
- Lian, Y.Q.; Li, C.L.; Li, Z.J. Underwater rubber elastic launch torpedo interior ballistic simulation. J. Nav. Eng. Univ. 2016, 28, 100–106. [Google Scholar]
- Cam, J.B.L.; Huneau, B.; Verron, E.; Gornet, L. Mechanism of Fatigue Crack Growth in Carbon Black Filled Natural Rubber. Macromolecules 2004, 37, 5011–5017. [Google Scholar] [CrossRef]
- Beurrot, S.; Huneau, B.; Verron, E. In situ SEM study of fatigue crack growth mechanism in carbon black-filled natural rubber. J. Appl. Polym. Sci. 2010, 117, 1260–1269. [Google Scholar] [CrossRef]
- Shi, C.; Cao, C.; Lei, M.; Peng, L.; Shen, J. Time-dependent performance and constitutive model of EPDM rubber gasket used for tunnel segment joints. Tunn. Undergr. Space Technol. 2015, 50, 490–498. [Google Scholar] [CrossRef]
- Liu, J.; Li, X.; Xu, L.; He, T. Service lifetime estimation of EPDM rubber based on accelerated aging tests. J. Mater. Eng. Perform. 2017, 26, 1735–1740. [Google Scholar] [CrossRef]
- Li, C.; Ding, Y.; Yang, Z.; Yuan, Z.; Ye, L. Compressive stress-thermo oxidative ageing behaviour and mechanism of EPDM rubber gaskets for sealing resilience assessment. Polym. Test. 2020, 84, 106366. [Google Scholar] [CrossRef]
- Mei, Y.; Yi-min, X.; Yong, R.; Zhang, B.; Wang, Y. Design of O-ring with skeleton seal of cutter changing robot storage tank gate for large diameter shield machine. Tribol. Int. 2023, 185, 108591. [Google Scholar]
- Xie, C.J.; Huang, X.; Zhang, X.Z.; Jin, G.L.; Zhang, J.Q. Correlating the time-dependent behavior of EPDM gaskets with the long-term sealant performance of gasketed joints in shield tunnels. Constr. Build. Mater. 2024, 419, 135526. [Google Scholar] [CrossRef]
- Jiguang, J.; Xiaotian, L.; Chengzhi, S.; Xiaolong, H.; Kun, Q. The performance of double-layer rubber sealing ring under the action of low temperature environment. Vibroengineering Procedia 2023, 48, 120–125. [Google Scholar]
- Liu, W.; He, G. Storage life of silicone rubber sealing ring used in solid rocket motor. Chin. J. Aeronaut. 2014, 27, 1469–1476. [Google Scholar] [CrossRef]
- Hang, L.; Jian, W.; Fei, T.; Benlong, S.; Haohao, L. Multiscale simulation on dynamic friction behavior of cylinder sealing rings under hydrothermal aging. J. Appl. Polym. Sci. 2021, 138, 50453. [Google Scholar]
- GB/T 7759-2015; Determination of Compression Set at Room Temperature, High Temperature, and Low Temperature for Vulcanized Rubber and Thermoplastic Rubber. China Standard Press: Beijing, China, 2015.
- Zhang, J.; Li, Q.; Zhang, C.; An, P.; Yan, Y. High-temperature sealing performance and structure optimization of rubber core for conical blowout preventer. Geoenergy Sci. Eng. 2024, 234, 212606. [Google Scholar] [CrossRef]
- Chao, Z.; Xuefei, Z.; Jie, Q.; Peng, L.; Abulimiti, A. Nonlinear finite element analysis on the sealing performance of rubber packer for hydraulic fracturing. J. Nat. Gas Sci. Eng. 2021, 85, 103711. [Google Scholar]
- Zhang, Q.; Meng, G.; Geng, H.; Suo, S.; Zhang, J. Finite element analysis of silicone rubber based on Yeoh constitutive model and Ogden constitutive model. IOP Conf. Ser. Earth Environ. Sci. IOP Publ. 2021, 714, 032078. [Google Scholar] [CrossRef]
- Huang, Y.; Li, Y.; Zhao, H.; Wen, H. Research on constitutive models of hydrogenated nitrile butadiene rubber for packer at different temperatures. J. Mech. Sci. Technol. 2020, 34, 155–164. [Google Scholar] [CrossRef]
- Li, K.; Shi, W.; Ding, H.; Chen, Z. Research of thermal oxygen ageing on tensile properties of rubber based on Peck-Yeoh model. Mater. Res. Express 2021, 8, 065303. [Google Scholar] [CrossRef]
- Mooney, M. A theory of large elastic deformation. J. Appl. Phys. 1940, 11, 582–592. [Google Scholar] [CrossRef]
- Rivlin, R. Large elastic deformation of isotropic matcrials, I. Fundamental concepts, II. Some uniqueness theories for pure homogeneous deformations. Philos. Trans. R. Soc. Lond. Ser. A 1948, 240, 459–508. [Google Scholar]
- Gu, Z.; Guo, F.; Tan, G.; Xiang, C.; Zhang, L. Study on the influence of rubber O-ring aging on sealing performance based on fluid structure coupling. Lubr. Seal. 2023, 48, 21–26. [Google Scholar]
- Ren, Q.; Cai, T.; Wang, R.; Hu, D. Research on structural parameters and failure criteria of rubber O-shaped sealing rings. Solid Rocket Technol. 2006, 1, 9–14. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equivalent Storage time/a (25 °C) | 0.25 | 0.50 | 1.00 | 1.50 | 2.00 | 2.50 | 3.00 |
| Compress deformation % | 10.28 | 13.48 | 18.82 | 23.37 | 27.40 | 31.04 | 34.38 |
| Accelerated aging Time/h | 19 | 38 | 76 | 114 | 152 | 189 | 228 |
| Equivalent Aging Degree/a | /MPa | /MPa | /MPa |
|---|---|---|---|
| 0.00 | 1.10405 | 0.02154 | 0.46121 |
| 0.25 | 1.12558 | 0.03165 | 0.67724 |
| 0.50 | 1.16638 | 0.03332 | 0.70538 |
| 1.00 | 1.18840 | 0.03564 | 0.76096 |
| 1.50 | 1.15646 | 0.03721 | 0.79654 |
| 2.00 | 1.24007 | 0.04723 | 0.88921 |
| 2.50 | 1.29882 | 0.04513 | 0.86855 |
| 3.00 | 1.32027 | 0.04373 | 0.92095 |
| Nodes | Max Contact Stress/MPa | Error % | Max Mises Stress/MPa | Error % |
|---|---|---|---|---|
| 4028 | 4.397 | - | 3.472 | - |
| 8949 | 4.404 | 0.16 | 3.477 | 0.14 |
| 16,692 | 4.407 | 0.07 | 3.479 | 0.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, M.; Ma, D.; Zhou, Y.; Huang, H.; Shao, Z.; Wu, F.; Li, B. The Change of Sealing Property in the Aging Process of NBR Sealing Equipment Based on Finite Element Analysis. Coatings 2024, 14, 1178. https://doi.org/10.3390/coatings14091178
Zhu M, Ma D, Zhou Y, Huang H, Shao Z, Wu F, Li B. The Change of Sealing Property in the Aging Process of NBR Sealing Equipment Based on Finite Element Analysis. Coatings. 2024; 14(9):1178. https://doi.org/10.3390/coatings14091178
Chicago/Turabian StyleZhu, Min, Desheng Ma, Yuan Zhou, Hanyuan Huang, Zhaoqun Shao, Fei Wu, and Biao Li. 2024. "The Change of Sealing Property in the Aging Process of NBR Sealing Equipment Based on Finite Element Analysis" Coatings 14, no. 9: 1178. https://doi.org/10.3390/coatings14091178
APA StyleZhu, M., Ma, D., Zhou, Y., Huang, H., Shao, Z., Wu, F., & Li, B. (2024). The Change of Sealing Property in the Aging Process of NBR Sealing Equipment Based on Finite Element Analysis. Coatings, 14(9), 1178. https://doi.org/10.3390/coatings14091178