
Effect of an Ultrasonic Vibration on the Microstructure and Properties of Al Alloy/Steel Laser Welding-Brazing Joints


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experiments on Ultrasonic Vibration-Assisted Laser Welding Brazing
2.3. Macro Morphology and Microstructure Analysis
2.4. Mechanical Property Testing
2.5. Corrosion Resistance Analysis
3. Results and Discussion
3.1. Macro Morphology Analysis
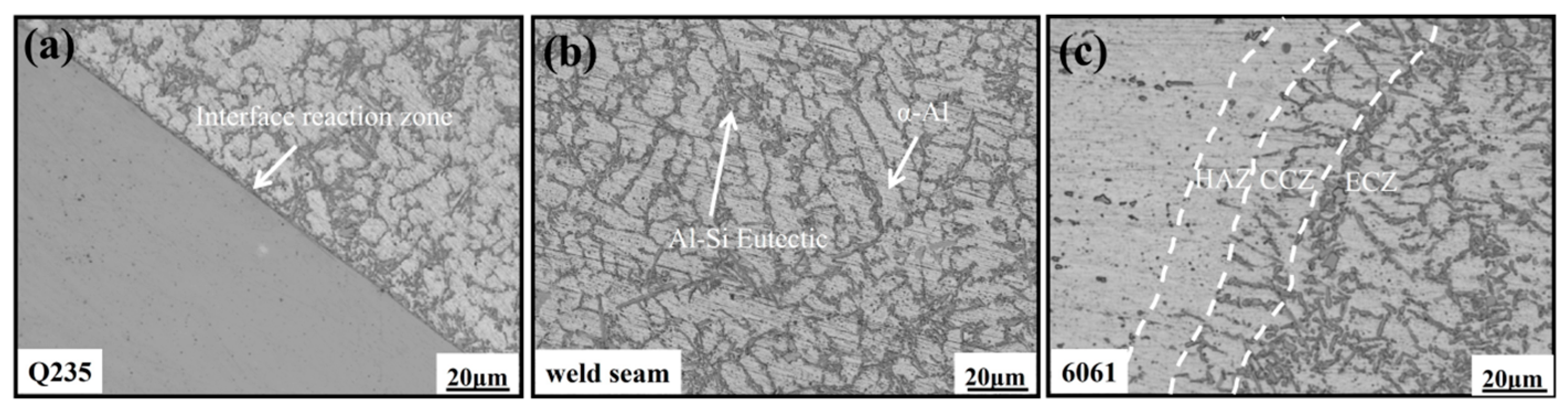
3.2. Microstructure Analysis
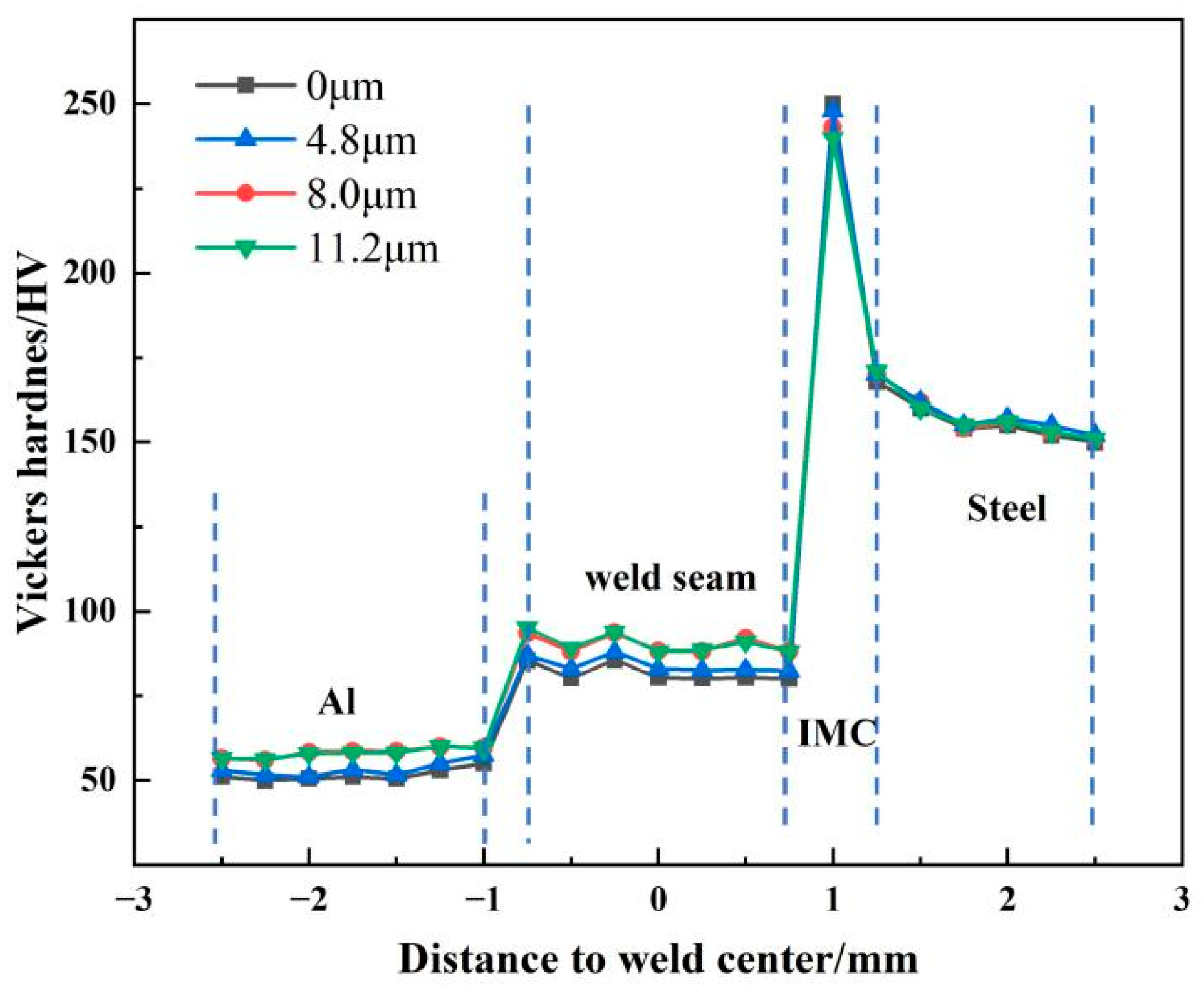
3.3. Hardness Analysis
3.4. Tensile Strength Analysis
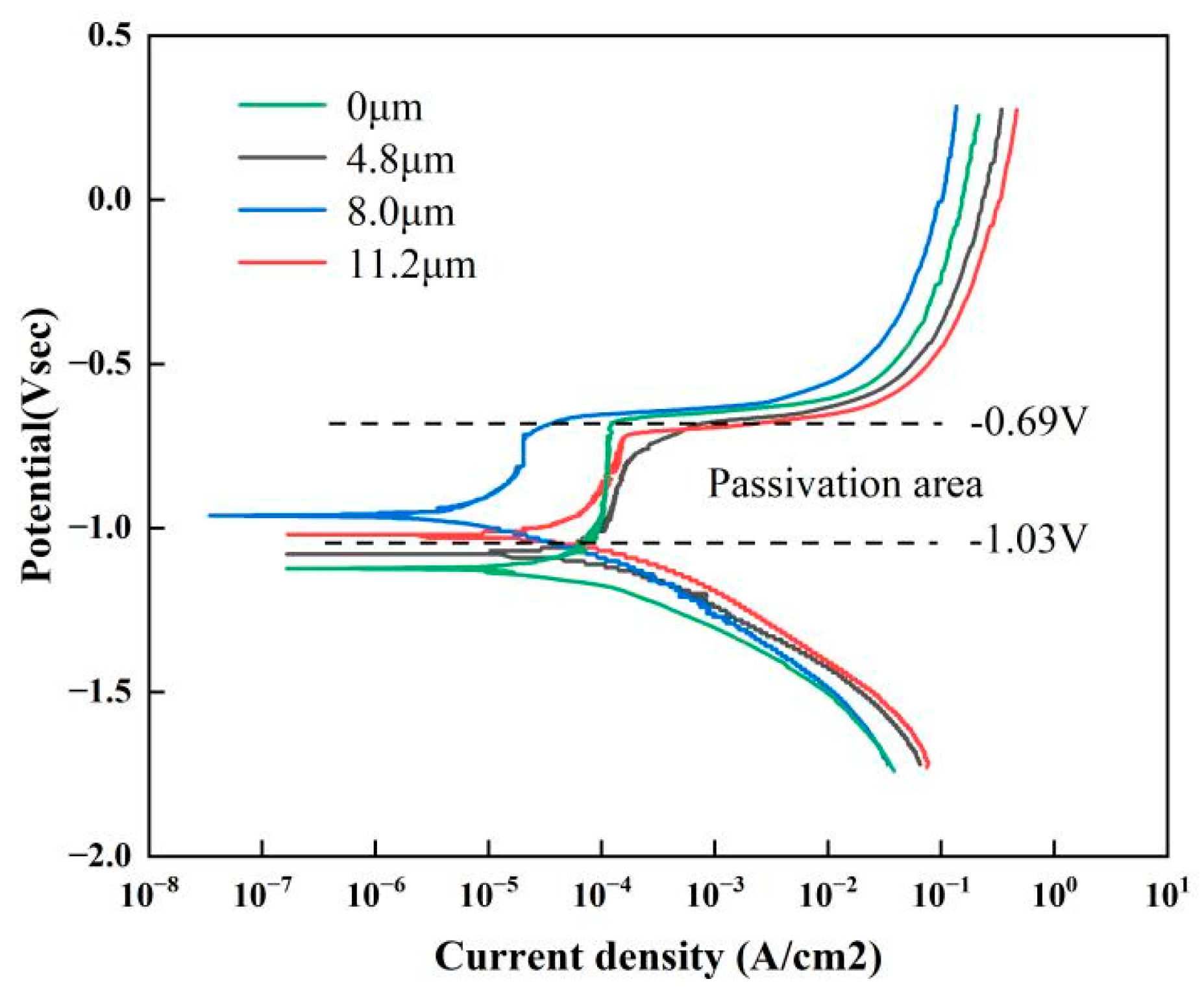
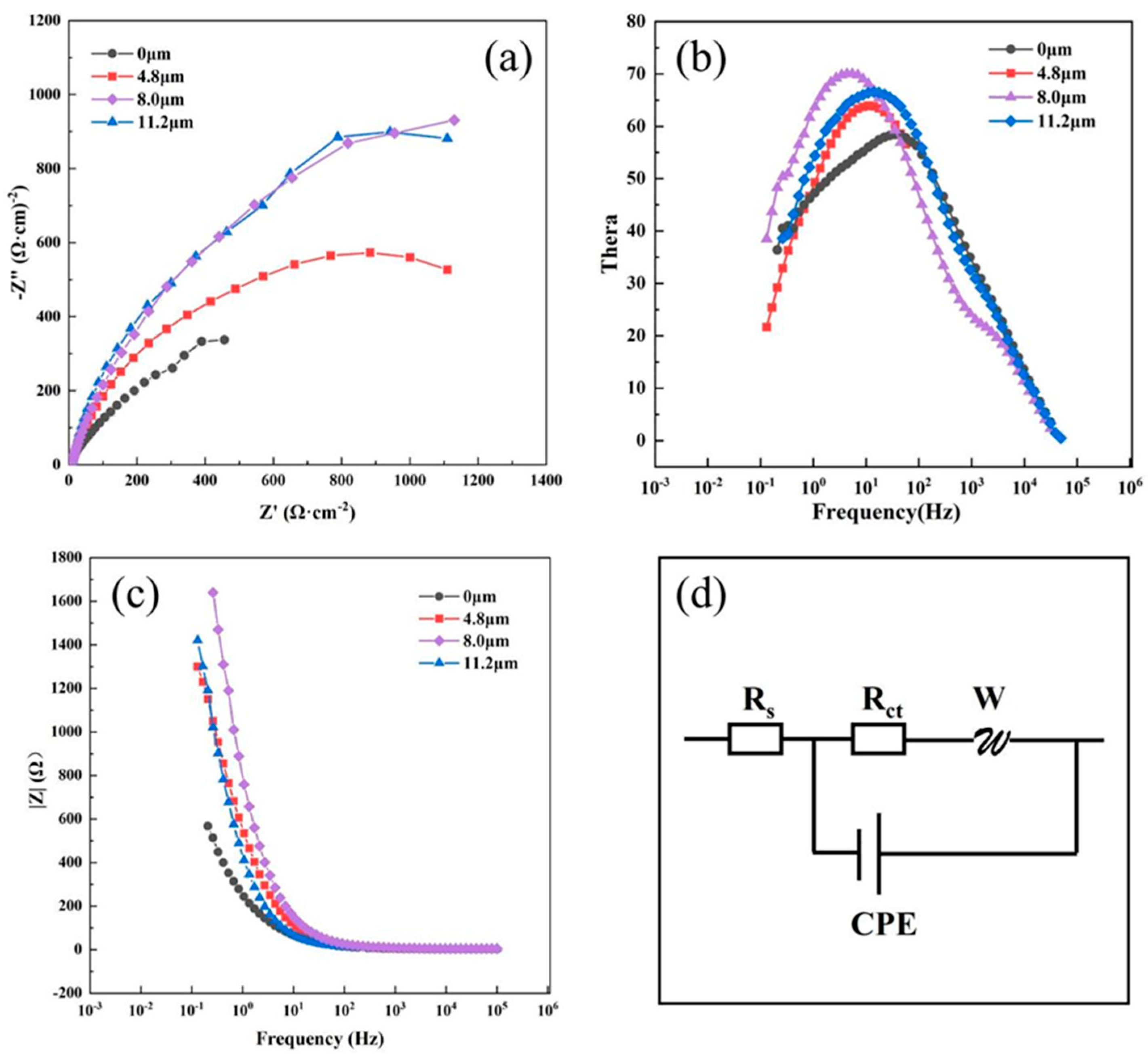
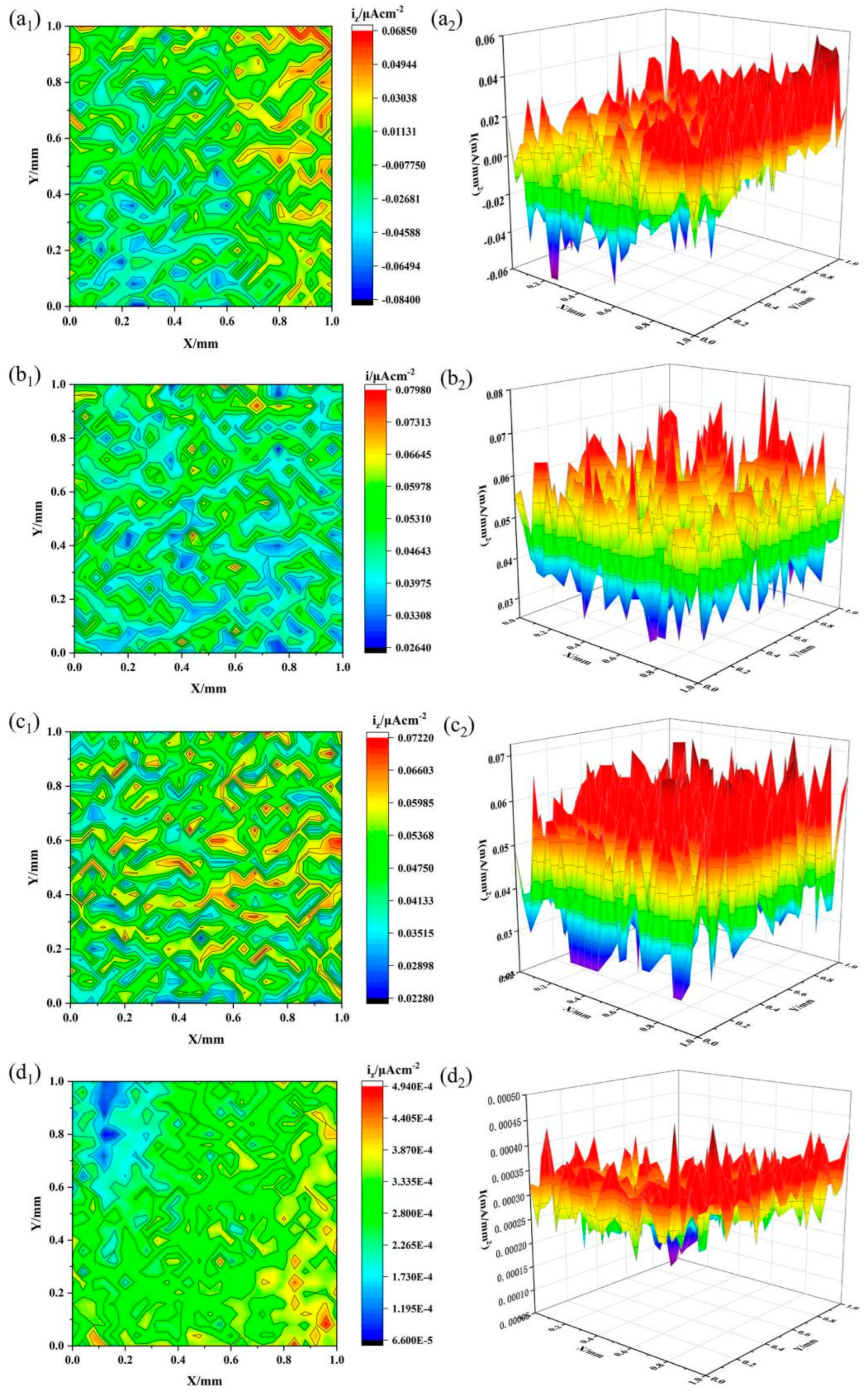
3.5. Corrosion Resistance Analysis
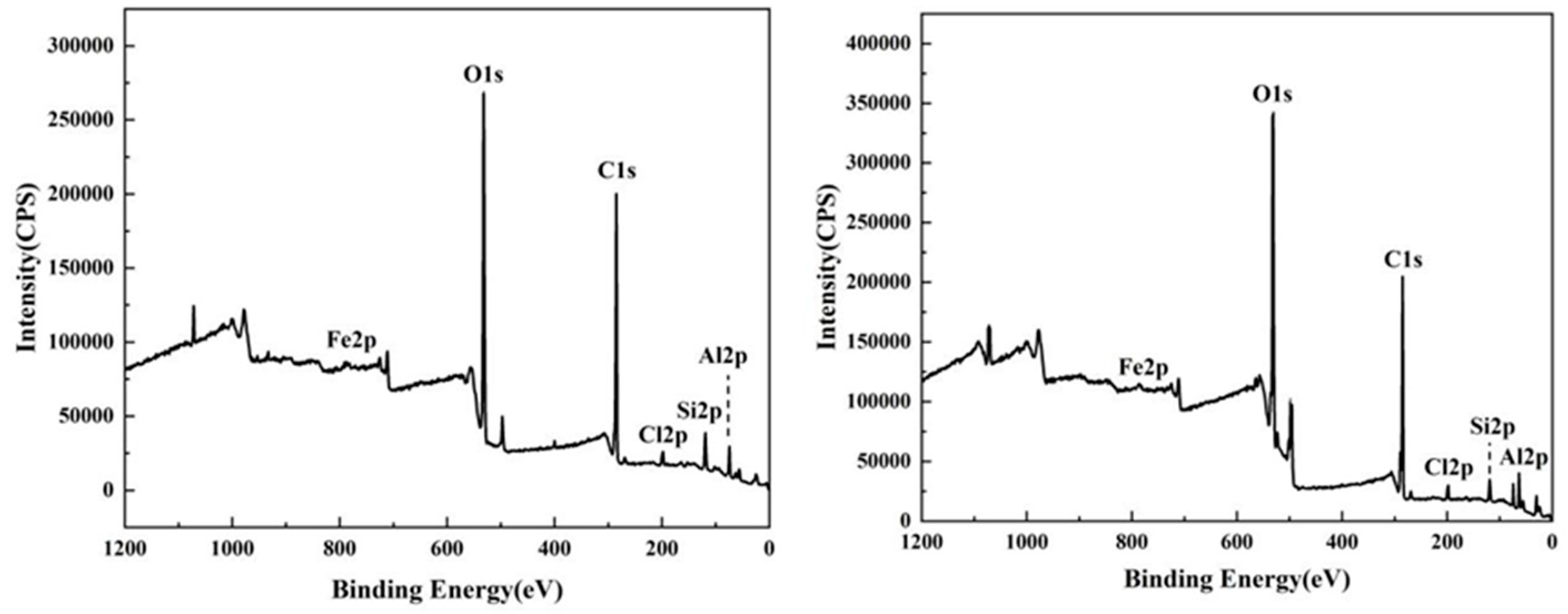
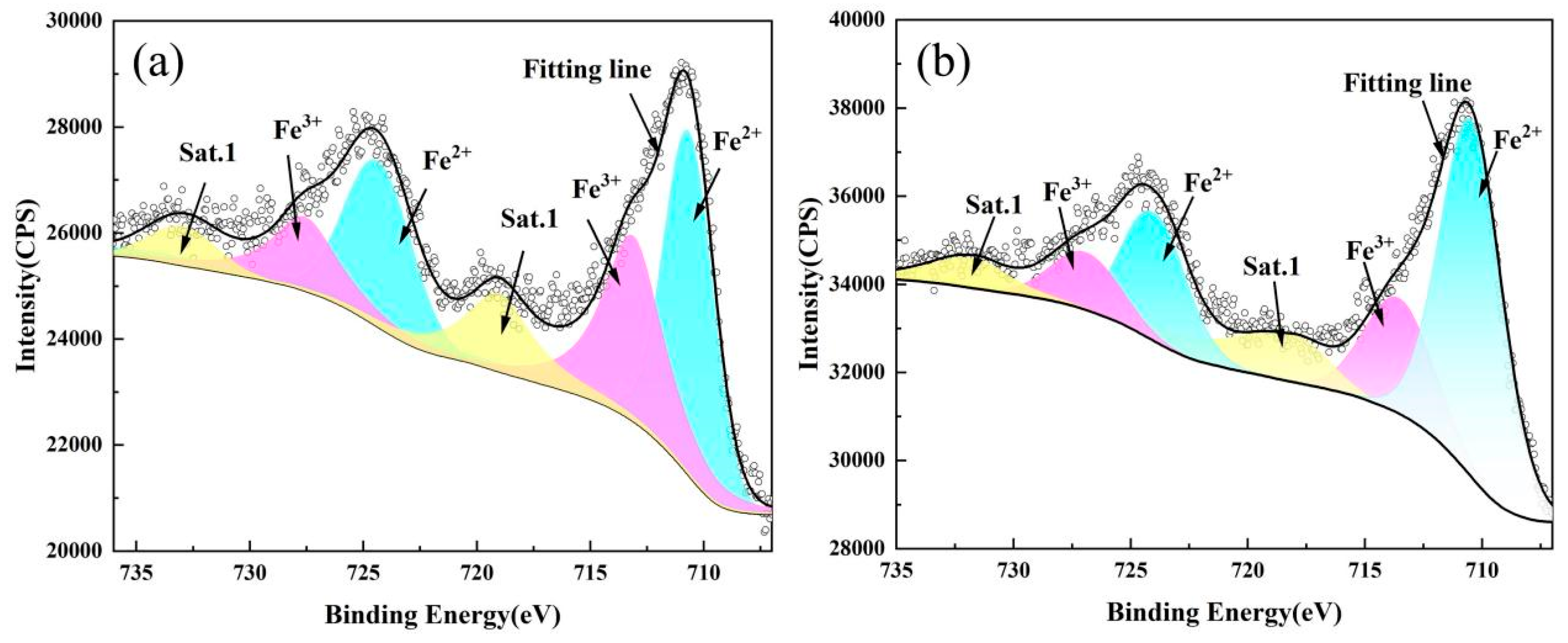
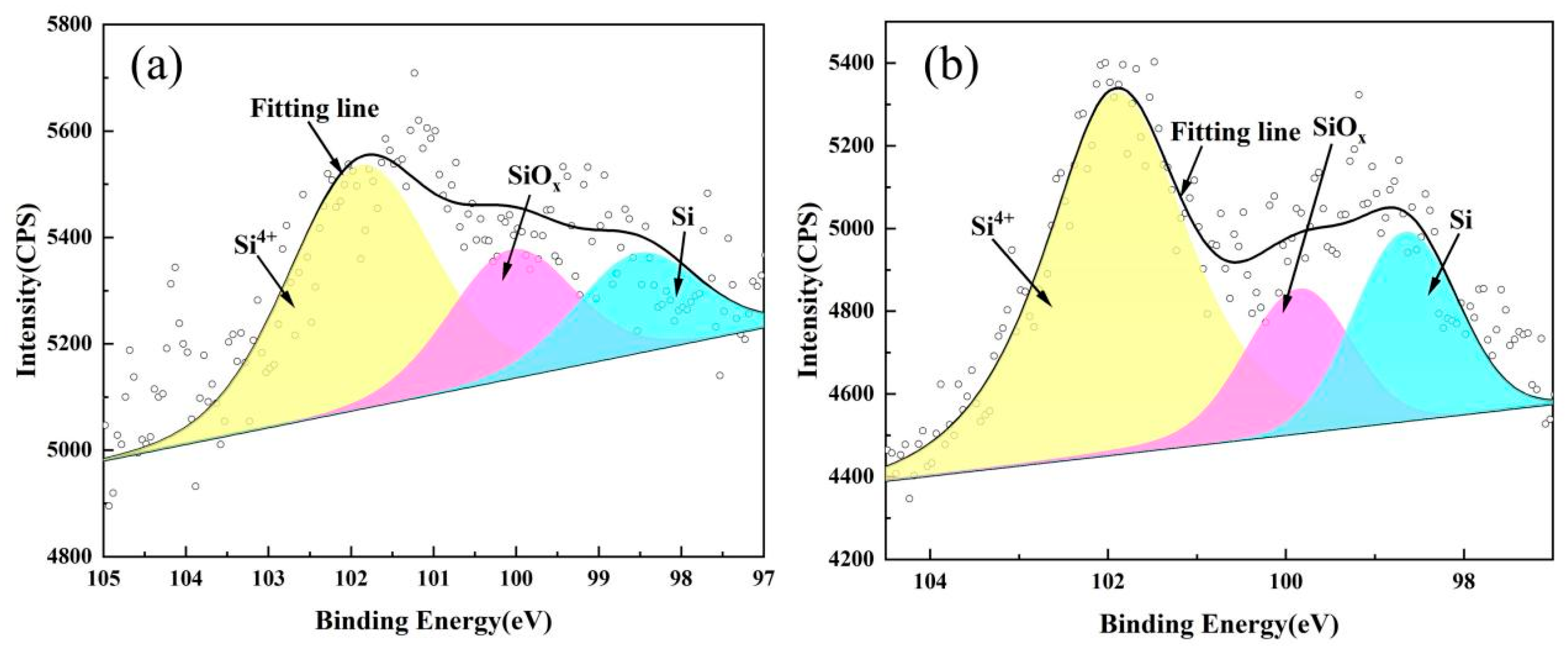
3.6. Corrosion Resistance Mechanism Analysis
4. Conclusions
- Applying an ultrasonic vibration into the process of laser welding brazing, the surface tension of the molten pool was reduced, and the fluidity of liquid metal was improved. The weld appearance was optimal with an ultrasonic amplitude of 8 μm.
- Al alloy/steel laser joints assisted were composed of θ-Fe(Al, Si)3 and τ5-Al7.2Fe1.8Si formed at the interface reaction zone as well as α-Al solid solution and Al-Si eutectic phase generated in the weld seam zone. The addition of ultrasonic vibration did not change the microstructure composition of the joints, but decreased the thickness of the IMC layers and refined the grains of the joints.
- The microhardness and tensile strength first increased and then decreased with an increase in the ultrasonic amplitude. When the ultrasonic amplitude was 8 μm, both the hardness and tensile strength were maximized as a result of the grain refinement in the weld seam and the thickness reduction of IMCs.
- The corrosion resistance of the joints was improved by adding ultrasonic vibration. When the ultrasonic amplitude was 8 μm, its corrosion resistance was optimum; this was ascribed to a dense oxide film forming on the surface of the metal under the action of ultrasonic vibration.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Taub, A.; De Moor, E.; Luo, A.; Matock, D.K.; Speer, J.G.; Vaidya, U. Materials for automotive lightweighting. Annu. Rev. Mater. Res. 2019, 49, 327–359. [Google Scholar] [CrossRef]
- Han, S.; Guang, X.; Li, Z.; Li, Y. Joining processes of CFRP-Al sheets in automobile lightweighting technologies: A review. Polym. Compos. 2022, 43, 8622–8633. [Google Scholar] [CrossRef]
- Wan, L.; Huang, Y. Friction stir welding of dissimilar aluminum alloys and steels: A review. Int. J. Adv. Manuf. Technol. 2018, 99, 1781–1811. [Google Scholar] [CrossRef]
- Zhang, Y.; Lai, X.; Zhu, P.; Wang, W. Lightweight design of automobile component using high strength steel based on dent resistance. Mater. Des. 2006, 27, 64–68. [Google Scholar] [CrossRef]
- Reza-E-Rabby, M.; Ross, K.; Overman, N.R.; Olszta, M.J.; McDonnell, M.; Whalen, S.A. Joining thick section aluminum to steel with suppressed FeAl intermetallic formation via friction stir dovetailing. Scr. Mater. 2018, 148, 63–67. [Google Scholar] [CrossRef]
- Matsuda, T.; Hayashi, K.; Iwamoto, C.; Nozawa, T.; Ohata, M.; Hirose, A. Crack initiation and propagation behavior of dissimilar interface with intermetallic compound layer in Al/steel joint using coupled multiscale mechanical testing. Mater. Des. 2023, 235, 112420. [Google Scholar] [CrossRef]
- Yang, J.; Oliveira, J.P.; Li, Y.; Tan, C.; Gao, C.; Zhao, Y.; Yu, Z. Laser techniques for dissimilar joining of aluminum alloys to steels: A critical review. J. Mater. Process. Technol. 2022, 301, 117443. [Google Scholar] [CrossRef]
- Pardal, G.; Meco, S.; Ganguly, S.; Williams, S.; Prangnell, P. Dissimilar metal laser spot joining of steel to aluminum in conduction mode. Int. J. Adv. Manuf. Technol. 2014, 73, 365–373. [Google Scholar] [CrossRef]
- Pardal, G.; Meco, S.; Dunn, A.; Williams, S.; Ganguly, S.; Hand, D.P.; Wlodarczyk, K.L. Laser spot welding of laser textured steel to aluminium. J. Mater. Process. Technol. 2017, 241, 24–35. [Google Scholar] [CrossRef]
- Li, H.Y.; Li, L.Q.; Zhang, Z.S.; Meng, X.Y.; Xia, H.B.; Chen, B.; Tan, C.W.; Song, X.G. Dynamic spreading and interfacial reactions during the laser-induced wetting process of aluminum on stainless steel. Appl. Surf. Sci. 2022, 587, 152869. [Google Scholar] [CrossRef]
- Xia, H.B.; Tan, C.W.; Tian, R.Y.; Meng, S.H.; Li, L.Q.; Ma, N.S. Influence of shielding gas on microstructure and mechanical properties of laser welded-brazed Al/steel lapped joint. J. Manuf. Process. 2020, 54, 347–358. [Google Scholar] [CrossRef]
- Li, L.Q.; Xia, H.B.; Tan, C.W.; Ma, N.S. Effect of groove shape on laser welding-brazing Al to steel. J. Mater. Process. Technol. 2018, 252, 573–581. [Google Scholar] [CrossRef]
- Sun, J.H.; Yan, Q.; Li, Z.; Huang, J. Effect of bevel angle on microstructure and mechanical property of Al/steel butt joint using laser welding-brazing method. Mater. Des. 2016, 90, 468–477. [Google Scholar] [CrossRef]
- Yu, G.Y.; Chen, S.H.; Li, S.Q.; Huang, J.H.; Yang, J.; Zhao, Z.Y.; Huang, W.H.; Chen, S.J. Microstructures and mechanical property of 5052 aluminum alloy/Q235 steel butt joint achieved by laser beam joining with Sn-Zn filler wire. Opt. Laser Technol. 2021, 139, 106996. [Google Scholar] [CrossRef]
- Bouayad, A.; Gerometta, C.; Belkebir, A.; Ambari, A. Kinetic interactions between solid iron and molten aluminum. Mater. Sci. Eng. A 2003, 363, 53–61. [Google Scholar] [CrossRef]
- Eskin, G.I. Principles of ultrasonic treatment application for light alloys melts. Adv. Perform. Mater. 1997, 4, 223–232. [Google Scholar] [CrossRef]
- Wu, W.H.; Wei, Z.; Hu, H.B.; Wei, B.B. Acoustic field and convection pattern within liquid material during ultrasonic processing. Acta Phys. Sin. 2017, 66, 194303. [Google Scholar]
- Chen, Q.H.; Lin, S.B.; Yang, C.L.; Fan, C.L.; Ge, H.L. Effect of ultrasound on heterogeneous nucleation in TIG welding of Al-Li alloy. Acta Metall. Sin. (Engl. Lett.) 2016, 29, 1081–1088. [Google Scholar] [CrossRef]
- Chen, C.; Fan, C.L.; Cai, X.Y.; Lin, S.B.; Liu, Z.; Fan, Q.K.; Yang, C.L. Investigation of formation and microstructure of Ti-6Al-4V weld bead during pulse ultrasound assisted TIG welding. J. Manuf. Process. 2019, 46, 241–247. [Google Scholar] [CrossRef]
- Hong, K.; Wang, Y.; Zhou, J.; Zhou, C.; Wang, L. Investigation on ultrasonic assisted friction stir welding of aluminum/steel dissimilar alloys. High Temp. Mater. Process. 2021, 40, 45–52. [Google Scholar] [CrossRef]
- Liu, T.; Gao, S.; Ye, W.; Shi, L.; Kumar, S.; Qiao, J. Achievement of high-quality joints and regulation of intermetallic compounds in ultrasonic vibration enhanced friction stir lap welding of aluminum/steel. J. Mater. Res. Technol. 2023, 25, 5096–5109. [Google Scholar] [CrossRef]
- GB/T 2651-2008; Tensile Test Method on Welded Joints. Ministry of Chemical Industry of the People Republic of China: Beijing, China, 2008.
- Zhang, C.; Wu, M.F.; Pu, J.; Shan, Q.; Sun, Y.B.; Wang, S.Q.; Hermann, S.K.U.G. Effect of Cu Coating on Microstructure and Properties of Al/Steel Welding-Brazing Joints Obtained by Cold Metal Transfer (CMT). Coatings 2022, 12, 1123. [Google Scholar] [CrossRef]
- Zhang, C.; Wu, M.F.; Pu, J.; Rao, J.W.; Long, W.M.; Shen, Y.X. Effect of Ni Coating on Microstructure and Property of Al Alloy/Steel CMT Welding-Brazing Joints. Coatings 2023, 13, 418. [Google Scholar] [CrossRef]
- Liu, H.D.; Pu, J.; Wu, M.F.; Zhang, C.; Rao, J.W.; Long, W.M.; Shen, Y.X. Research on the Microstructure and Properties of Al Alloy/Steel CMT Welding-Brazing Joints with Al-Si Flux-Cored Welding Wires. Coatings 2023, 13, 1590. [Google Scholar] [CrossRef]
- Kang, D.H.; Lee, H.W. Study of the correlation between pitting corrosion and the component ratio of the dual phase in duplex stainless steel welds. Corros. Sci. 2013, 74, 396–407. [Google Scholar] [CrossRef]
- Long, F.; Chen, G.Q.; Zhou, M.R.; Shi, Q.Y.; Liu, Q. Simultaneous enhancement of mechanical properties and corrosion resistance of as-cast Mg-5Zn via microstructural modification by friction stir processing. J. Magnes. Alloys 2023, 11, 1931–1943. [Google Scholar] [CrossRef]
- Yang, Z.; Huang, H.L. Corrosion behavior of ADC12 aluminum alloy welded joint using tungsten inert gas welding in 3.5 wt.% NaCl solution. Mater. Chem. Phys. 2023, 295, 127217. [Google Scholar] [CrossRef]
- Long, F.; Liu, Q.; Zhu, Y.X.; Zhou, M.R.; Chen, G.Q.; Shi, Q.Y. Research on regulating corrosion resistance of Mg-5Zn-0.6Zr alloy by friction stir processing. Mater. Rep. 2024, 38, 155–160. [Google Scholar]
- Abreu, C.M.; Cristóbal, M.J.; Losada, R.; Nóvoa, X.R.; Pena, G.; Pérez, M.C. The effect of Ni in the electrochemical properties of oxide layers grown on stainless steels. Electrochim. Acta 2006, 51, 2991–3000. [Google Scholar] [CrossRef]
- Guiñón-Pina, V.; Igual-Muñoz, A.; García-Antón, J. Influence of pH on the electrochemical behaviour of a duplex stainless steel in highly concentrated LiBr solutions. Corros. Sci. 2011, 53, 575–581. [Google Scholar] [CrossRef]
- Jin, T.Y.; Cheng, Y.F. In situ characterization by localized electrochemical impedance spectroscopy of the electrochemical activity of microscopic inclusions in an X100 steel. Corros. Sci. 2011, 53, 850–853. [Google Scholar] [CrossRef]
- Fan, Y.M.; Liu, W.; Sun, Z.T.; Chowwanonthapunya, T.; Zhao, Y.G.; Dong, B.J.; Zhang, T.Y.; Banthukul, W. Effect of chloride ion on corrosion resistance of Ni-advanced weathering steel in simulated tropical marine atmosphere. Constr. Build. Mater. 2021, 266, 120937. [Google Scholar] [CrossRef]
- Gerengi, H.; Cabrini, M.; Solomon, M.M.; Kaya, E.; Gritti, L.; Yola, M.L. Chemical, Electrochemical, and Surface Morphological Studies of the Corrosion Behavior of the AZ31 Alloy in Simulated Body Fluid: Effect of NaOH and H2O2 Surface Pretreatments on the Corrosion Resistance Property. ACS Omega 2022, 7, 26687–26700. [Google Scholar] [CrossRef] [PubMed]
- Long, F.; Liu, Q.; Chen, G.Q.; Zhou, M.R.; Shi, Q.Y. Improved corrosion resistance achieved in a friction stir processed Mg-5Zn-0.3 Ca alloy with fragmented precipitates. Corros. Sci. 2022, 208, 110675. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Elements (wt. %) | ||||||
|---|---|---|---|---|---|---|---|
| 6061Al Alloy | Al | Si | Fe | Mn | Mg | Cu | Zn |
| Bal. | 0.8 | 0.7 | 0.15 | 0.8 | 0.2 | 0.2 | |
| Q235 Steel | C | Si | Mn | S | P | Cr | Fe |
| 0.2 | 0.2 | 0.2 | 0.03 | 0.03 | 0.7 | Bal. | |
| AlSi12 Flux-Cored Welding Wire | Si | Cu | Zn | Mg | Mn | Fe | Al |
| 12.15 | 0.0057 | 0.0048 | 0.0002 | 0.075 | 0.209 | Bal. | |
| Process Parameters | Values |
|---|---|
| Laser Power | 3000 W |
| Wire Feeding Speed | 3.0 m/min |
| Welding Speed Shielding Gas Flow Rate | 7 mm/s 15 L/min |
| Ultrasonic Frequency | 20.5 kHz |
| Ultrasonic Amplitude | 4.8, 8.0, and 11.2 μm |
| UA | Points | (at %) | Possible Phase | ||
|---|---|---|---|---|---|
| Al | Si | Fe | |||
| 0 μm | P1 | 71.56 | 8.62 | 19.82 | θ-Fe(Al, Si)3 |
| P2 | 76.52 | 5.56 | 17.92 | τ5-Al7.2Fe1.8Si | |
| P3 | 78.56 | 5.98 | 18.46 | τ5-Al7.2Fe1.8Si | |
| 4.8 μm | P4 | 71.87 | 8.80 | 19.33 | θ-Fe(Al, Si)3 |
| P5 | 76.07 | 5.54 | 18.39 | τ5-Al7.2Fe1.8Si | |
| P6 | 75.96 | 5.58 | 18.46 | τ5-Al7.2Fe1.8Si | |
| 8.0 μm | P7 | 70.72 | 8.32 | 20.96 | θ-Fe(Al, Si)3 |
| P8 | 75.98 | 5.26 | 18.76 | τ5-Al7.2Fe1.8Si | |
| P9 | 75.82 | 5.56 | 18.62 | τ5-Al7.2Fe1.8Si | |
| 11.2 μm | P10 | 68.95 | 10.79 | 20.26 | θ-Fe(Al, Si)3 |
| P11 | 75.39 | 5.68 | 18.93 | τ5-Al7.2Fe1.8Si | |
| P12 | 75.86 | 5.82 | 18.32 | τ5-Al7.2Fe1.8Si | |
| Ultrasonic Amplitude | Self-Corrosion Potential Ecorr/V | Self-Corrosion Current Density Icorr/A·cm−2 |
|---|---|---|
| 0 μm | −1.1233 | 9.3703 × 10−5 |
| 4.8 μm | −1.1042 | 5.9486 × 10−6 |
| 8.0 μm | −0.9623 | 3.9032 × 10−6 |
| 11.2 μm | −1.0661 | 5.2355 × 10−6 |
| Ultrasonic Amplitude | Rs (Ω·cm2) | Rct (Ω·cm2) | CPE1 (Ω−1·Sn·cm−2 × 10−5) | n |
|---|---|---|---|---|
| 0 μm | 4.812 | 921 | 53.90 | 0.81 |
| 4.8 μm | 3.857 | 2216 | 48.32 | 0.85 |
| 8.0 μm | 4.574 | 3248 | 29.34 | 0.90 |
| 11.2 μm | 4.236 | 2935 | 35.63 | 0.82 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, C.; Du, D.; Wu, Z.; Sun, Y.; Wang, X.; Long, W.; Pu, J. Effect of an Ultrasonic Vibration on the Microstructure and Properties of Al Alloy/Steel Laser Welding-Brazing Joints. Coatings 2024, 14, 1219. https://doi.org/10.3390/coatings14091219
Zhang C, Du D, Wu Z, Sun Y, Wang X, Long W, Pu J. Effect of an Ultrasonic Vibration on the Microstructure and Properties of Al Alloy/Steel Laser Welding-Brazing Joints. Coatings. 2024; 14(9):1219. https://doi.org/10.3390/coatings14091219
Chicago/Turabian StyleZhang, Chao, Daozhong Du, Ziqian Wu, Yubo Sun, Xiaoyang Wang, Weimin Long, and Juan Pu. 2024. "Effect of an Ultrasonic Vibration on the Microstructure and Properties of Al Alloy/Steel Laser Welding-Brazing Joints" Coatings 14, no. 9: 1219. https://doi.org/10.3390/coatings14091219
APA StyleZhang, C., Du, D., Wu, Z., Sun, Y., Wang, X., Long, W., & Pu, J. (2024). Effect of an Ultrasonic Vibration on the Microstructure and Properties of Al Alloy/Steel Laser Welding-Brazing Joints. Coatings, 14(9), 1219. https://doi.org/10.3390/coatings14091219