
Roadblocks in Integrating Lean Six Sigma and Industry 4.0 in Small and Medium Enterprises

Department of Industrial Engineering, Faculty of Engineering-Rabigh Branch, King Abdulaziz University, Jeddah 21589, Saudi Arabia
Systems 2024, 12(4), 125; https://doi.org/10.3390/systems12040125
Submission received: 17 February 2024
/
Revised: 21 March 2024
/
Accepted: 3 April 2024
/
Published: 7 April 2024
(This article belongs to the Section Supply Chain Management)
Abstract
:To survive in highly competitive markets, industries focus on enhancing product quality and customer satisfaction. One specific iteration of this approach sees industries striving to optimize processes to improve product quality while generating minimum waste. This has encouraged companies to begin adopting management practices such as lean six sigma (LSS) and kaizen alongside their implementation of digital technologies of automating processing. This study aims to identify and analyze the barriers to integrating LSS practices with Industry 4.0 technologies for small and medium enterprises. Upon shortlisting fifteen barriers from an exhaustive literature review, the Grey-Decision-Making Trial and Evaluation Laboratory (DEMATEL) methodology is used to analyze those shortlisted barriers and establish causal relations between barriers and outcomes. The findings identify the lack of available infrastructure, lack of training on LSS, and lack of consultants in the field as the most dominant barriers in the cause group. Furthermore, the influence map of barriers produced demonstrates the relationship between cause-and-effect barriers. This study’s findings will ensure that small and medium enterprises formulate business strategies that mitigate the barriers to integrating LSS with Industry 4.0. This study offers insights into overcoming the identified challenges by proposing strategies to enhance product quality and the accuracy of enterprise decision-making, thereby facilitating a successful integration and fostering sustainable growth in SMEs.
1. Introduction
Lean six sigma (LSS) describes a set of management practices designed to remove excess or non-value-added events from industrial actions. The lean concept was first developed in Japan, and most industries now apply it to improve their performance, product quality, and value-added [1]. Lean business models represent financial consistency by reducing cost and increasing productivity, and lean manufacturing is a grouping of basic tools that reduce the waste produced by non-value-added events [2].
Meanwhile, Six Sigma is used to make important decisions by minimizing lead time and implementing Industry 4.0 (I4.0) for effective decision-making by including smart technologies. I4.0 and lean manufacturing satisfy the basic need to increase productivity in an ever-evolving production system. Integrating LSS and I4.0 can provide a way for organizations to deliver value-added high-quality goods to their clients [3].
Elsewhere, sustainable development has led to Green LSS, which is emerging in the I4.0 era as a business strategy that is instrumental to the circular economy [4], prominently exemplified by the implementation of the three Rs (i.e., reduce, reuse, recycle). This has made experts cautious about implementation processes due to their lack of knowledge about sustainable manufacturing despite their broad knowledge about and abilities in different industries. This suggests a need to reframe the current knowledge about green initiatives to analyze the critical success factors (CSFs). Notably, many countries have yet to identify the factors to be evaluated in this context.
Organizations have been considerably influenced by the green revolution, as demonstrated by various organizational measures. For example, one study of the lean tool application has observed environmental benefits drawn from the Toyota production system, which sees a lean environmental approach reduce cost and lead time by systematically eliminating waste [5]. The study highlights 5S practices for establishing an optimal work environment to enhance both water and plant efficiency concurrently.
In the business context, lean refers to reducing costs and increasing efficiency. Mayr et al. [6] suggested combining I4.0 and lean into a new concept: lean 4.0. Subsequent inquiries have considered whether this integration is sufficiently systematic. Until and unless the interest is not raised for integrated technology as the combined effect of lean and I4.0, the benefits should be signified in terms of more efficiency with a lower cost [2,7,8,9] Given the difficulties in implementing LSS and I4.0 individually, integrating the two is also not an easy task and a failure rate of 60–90% has been identified for lean manufacturing [10,11]. The failure rate is also high for lean manufacturing digitalization.
Although there are several studies on lean manufacturing and I4.0 identifying the barriers to implementation of one or the other [12], there is scarcity of research investigating the incorporation of both technologies together, with practical case studies being especially rare and mostly focused on financial rather than social benefits [13,14]. This indicates a need for exhaustive research analyzing the barriers to integrating the two concepts. The present study focuses on the benefits of an integrated approach that inquiries into the challenges industries confront in the context of integration and implementation, together with the CSFs [2,9].
This study marks an initial effort in pinpointing the challenges of merging LSS and I4.0 within an actual operational environment. It enriches the existing research by providing a comprehensive account of the advantages and obstacles associated with incorporating LSS and I4.0 in a tangible situation. Post-integration, there ought to be no deficiencies in either the social or environmental aspects of a company’s operations.
The remaining portion of this study is organized as follows: In Section 2, a survey of the pertinent literature is presented, and Section 3 delineates the research approach. The acquired results are discussed in Section 4, while Section 5 and Section 6 provide an implications and conclusions of the study.
2. Literature Review
A literature review is an integral part of any study that covers several areas of interest. This paper’s literature review concerns the integration of LSS and I4.0 practices, barriers to integrating LSS and I4.0, and the gaps in the existing research. This review also describes various relevant technologies and methodologies, including multi-criteria decision-making (MCDM), fuzzy analytic hierarchy process (F-AHP), Six Sigma, lean manufacturing, and I4.0.
2.1. Integrating LSS and I4.0 Practices
Kamble et al. [15] discussed the application of I4.0 to lean manufacturing in sustainable organizations. Zhong et al. [16] identified smart manufacturing and digital manufacturing as more flexibly able to meet the demands of current businesses. Industries must increase their production rate by utilizing supply chain mechanisms. Other studies have noted that faster growth can be achieved through advanced lean technologies, I4.0, cloud computing, and Internet of Things [17].
Pozzi et al. [18] studied the interaction between lean production and the fourth industrial revolution, relying on the capabilities of data science in the field of operations management. The work contains a series of case studies conducted in the context of Italian industrial production. Thus, the analysis and the obtained examples of data science manifested in various lean production techniques contain empirical material that is significant to both the practical sphere and the prospects for further, in-depth research.
Industries which adopt lean technologies try to map factors according to the industry sector. Few authors have advised hybridizing lean and I4.0 models to achieve the competitiveness goals of SMEs [19,20]. Nonetheless, some researchers have found that the real-time application of advanced technologies via machine learning (ML) and computer-related manufacturing technologies can increase industrial operational performance [21,22].
Significant effects of manufacturing applications have been observed in terms of cost, quality, flexibility, and lead time, indicating a huge need for I4.0 in the manufacturing sector for achieving goals and providing better solutions. For decades, industries have been stuck in the learning phase, moving towards adopting lean systems for the production process. Now, it is time for the industries to respond to market needs and frame digital solutions accordingly [18].
By implementing intelligent digital technologies, companies can achieve command over lean practices. Sanders et al. [23] demonstrated that I4.0 removes the barriers to lean implementation among manufacturing organizations, with lean manufacturing enabling the proper installation of modern technologies. Value Stream Mapping (VSM) stands as a fundamental tool within lean manufacturing. Its purpose is to illustrate the various activities encompassing the production process from its inception to the final delivery to the customer. In this context, I4.0 assumes a crucial role by furnishing precise insights into the manufacturing processes that influence the value stream in the realm of lean manufacturing. Paperwork is outdated in VSM due to the advent of sensors, software, and real-time data. I4.0 provides high-level integration of lean processes that further contributes to organizational development [24].
Meanwhile, the digitization and automation of features help reduce costs and lead time, increasing customer satisfaction. These factors also provide opportunities for the employees to gain knowledge that can increase their performance. Utilizing intelligent tools in the manufacturing industry has the potential to drive advancements in technology automation. However, the challenges associated with lean implementation include a lack of proper monitoring, communication, and integration, all of which are required to implement the high-end solutions provided by I4.0. Lean automation integrates ML with automation within the realm of lean manufacturing. This application involves tasks such as automated product inspection and error detection. Manufacturing entities have sought to leverage the synergies between lean principles and I4.0 with the shared goal of enhancing production output without compromising on quality [2].
Meanwhile, Six Sigma can be defined in different ways, with some researchers describing it as a statistical approach to measuring and analyzing processes to decrease variations based on the define, measure, analyze, improve, and control (DMAIC) methodology. Meanwhile, some researchers indicate that Six Sigma is a control methodology used to prevent machine errors during the production phase. According to Kumar et al. [25], the main aim of Six Sigma is collecting accurate and informative data via big data analytics, which extract important information from data by utilizing artificial intelligence (AI) and ML.
Big data analytics and ML techniques provide more knowledge compared to traditional data analysis methods. The interaction between Six Sigma and new digital technologies can provide better results concerning qualitative and quantitative data for industrial needs. Arcidiacono and Pieroni [26] defined certain LSS tools that depend on data to drive process improvements, with these processes being better resolved via the data analytics techniques available in I4.0. The researchers applied LSS 4.0 in the healthcare sector and identified positive approaches in terms of waste reduction and cost benefits. However, the potential incorporation of LSS into I4.0 represents a topic of interest, with the possibility of increased data extraction capable of optimizing business processes in the LSS context [27]. Henao et al. [28] identified sustainability as a major concern for LSS adoption by large and mid-level manufacturers wanting to incorporate I4.0 to improve product quality and the manufacturing culture. Using smart machines generates huge volumes of data that cannot be handled using statistical tools. As such, there is a need to create capabilities for machines to learn autonomously and predict outcomes. I4.0 features modern algorithms with good computational techniques for data-driven activities in real-time decision-making process that enable better-performing production processes.
According to Ren et al. [29], the advanced features of smart manufacturing address uncertainties, optimize resource utilization, and produce customized services and items. Kumar et al. [25] demonstrated that several companies have started using new edge technologies and Internet of Things sensors, AI, virtual reality, and cloud computing, verifying significant improvements in computing, connectivity, and data accessibility. This suggests that LSS practitioners must enhance their skills in terms of data collection to enable them to develop actionable insights from the collected data that can help them incorporate new advanced technologies into operational aspects.
2.2. Barriers to Integrating LSS and I4.0
This section is dedicated to identifying the key obstacles in implementing LSS within the framework of I4.0 systems. Raj et al. [30] conducted a comprehensive study on the impediments to the adoption of I4.0 across various countries. They employed the Grey-Decision-Making Trial and Evaluation Laboratory (Grey-DEMATEL) technique to analyze these barriers, pinpointing high expenditure with uncertain financial returns as the most prominent obstacle. Additionally, Yadav et al. [31] focused on discerning the factors contributing to sustainable adoption in Indian manufacturing industries using I4.0. They constructed and examined a model aimed at addressing the complexities associated with the effective management of sustainable supply chains involving circular economy, utilizing I4.0 measures. The research model’s effectiveness was evaluated using the Best Worth Method. Meanwhile, Ali and Aboelmaged [32] specifically identified the factors and obstacles associated with implementing I4.0 from a supply chain perspective within the food industry.
Bag et al. [33] employed a fuzzy index to model and enumerate the obstacles found in digital manufacturing, with the aim of enhancing sustainability within the circular economy. It is worth noting that while various researchers have elucidated the challenges in adopting I4.0 [15,34], and numerous authors have identified roadblocks to LSS, only a handful have addressed LSS barriers within the context of I4.0 [35,36].
Barriers identified through this literature review that may be seen as common to both LSS and I4.0 encompass high initial investment costs, insufficient infrastructure availability, a shortage of skilled workforce, coordination gaps in the supply chain, limited comprehension of LSS within the I4.0 context, absence of standardization, inadequate LSS training, absence of a robust database management system, scarcity of available data for effective analytics, insufficient top management commitment, concerns about security breaches, resistance to change, shortage of specialized consultants in the field, lack of clarity among different functional groups, and the potential for disruptive events [12,37,38,39]. The identified barriers to integrating LSS and I4.0 appear in Table 1.
2.3. Research Gaps
Güçdemir and Selim [54] used AHP to resolve the complex problems with LSS and I4.0 integration by breaking down significant decision challenges into multiple sub-criteria that align with hierarchical levels, with each level encompassing groups of items associated with each sub-criterion. AHP is a MCDM method in which each item has their importance or weight [55,56]. Due to certain inadequacies with AHP, some researchers have tried using F-AHP, which uses fuzzy set theory [57].
Elsewhere, Raval et al. [58] identified 40 CSFs that influence the implementation of LSS in manufacturing industries in India, with the authors identifying the relationships between factors using the DEMATEL approach in conjunction with fuzzy set theory. Meanwhile, Belhadi et al. [59] listed the probable solutions to the barriers to LSS implementation for SMEs using the fuzzy-TOPSIS methodology, and Govindan et al. [60] implemented fuzzy-AHP to analyze the barriers in the context of the manufacturing sector in India’s automotive industry. However, most authors have engaged fuzzy set theory in the context of the MCDM technique, considering this a better solution for problem identification in manufacturing industries, which can lead towards the improved amalgamation of LSS and I4.0.
3. Research Methodology
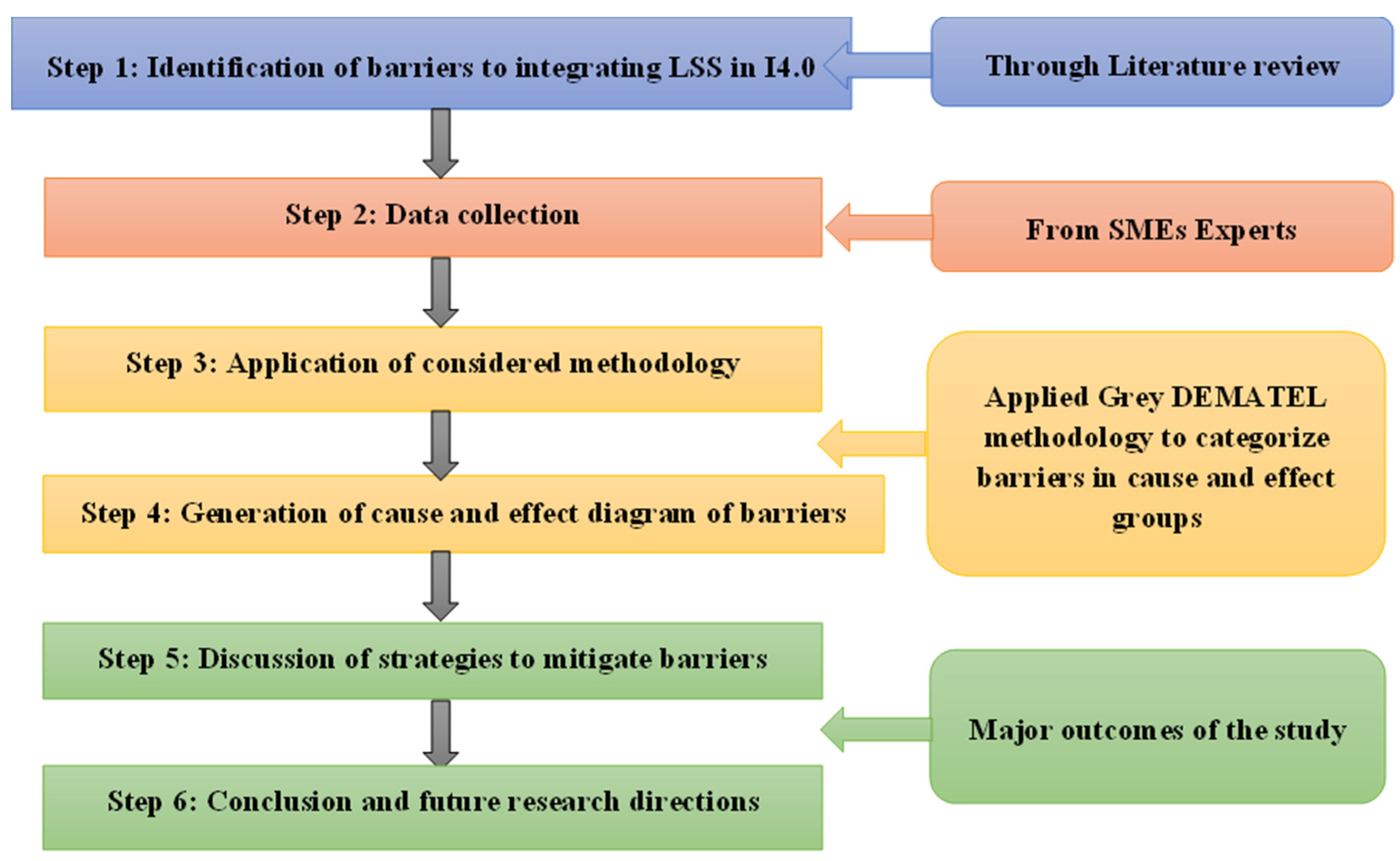
The present study’s research flow is presented in Figure 1. This study identified a total of 15 obstacles through an examination of the literature and consultations with professionals in the field. The identified list of barriers (see Table 1) was analyzed using the Grey-DEMATEL approach.
The shortlisted barriers to integrating LSS with I4.0 were analyzed by collecting data from experts from various SMEs. We reached out to various industries for data collection from industry practitioners. As the investigating field is very niche, very few industry experts are available in the field of LSS and I4.0. We tried connecting with LSS and I4.0 field experts but we were only able to discuss the theme with four experts. Therefore, we formed a team of those four experts who were working at different levels in the organizations (one general manager, two managers, and one industrial engineer). The input sheet was created and circulated to a team of four experts and their individual opinions were recorded. The collected input data from the experts were in the form of grey linguistic terms as specified in Table 2. The experts gave their response in the form of a grey linguistic variable representing the influence of one barrier on another. The collected data were then converted into a grey number in accordance with Table 2. Upon converting the expert data to grey numbers, data analysis was employed using the Grey-DEMATEL methodology, as presented in Section 3.1.
3.1. Grey-DEMATEL Methodology
Once the obstacles were identified by referencing the existing literature, the experts were tasked with offering input data by assigning scores using grey numbers. The Grey-DEMATEL-based multi-criteria decision-making technique was employed to assess the identified barriers. The input data, gathered from experts in the form of grey numbers, were used to establish the initial DEMATEL relationship matrix. The literature has widely used the DEMATEL technique to analyze barriers and classify them based on barriers associated with causes and effects. DEMATEL is a structural-modeling-and-prioritization approach that builds on identified interdependencies between different barriers [61]. There are different methods available for structural modeling, including ISM, TISM, and DEMATEL, with the advantage of using DEMATEL over ISM and TISM being its capacity to categorize barriers into cause-and-effect barriers. The structural modeling performed using DEMATEL is called a causal diagram and depicts the contextual relationships between barriers.
There are many reasons to select the DEMATEL methodology Firstly, DEMATEL is especially effective in addressing complex interrelationships between factors, which is vital for obtaining an in-depth knowledge of the intertwined complexities of LSS and I4.0 integration in SMEs. Unlike the Analytic Hierarchy Process (AHP) or Technique for Order of Preference by Similarity to Ideal Solution (TOPSIS), DEMATEL provides an opportunity to obtain a deeper understanding of the problem by enabling examinations of not only causal relationships, but also the direction and strength of their impact. Furthermore, DEMATEL does not need subjective pre-set weights for criteria, thereby reducing the probability of biases in the outcomes. Moreover, DEMATEL’s visualization of causal connections from a direct influence matrix simplifies finding the central driving and restraining factors, allowing for their better targeting.
Many researchers have used DEMATEL techniques for various applications [62], such as Shaik and Abdul-Kader [63], who employed the approach to analyze the interdependencies between reverse logistic performance factors and develop a performance model for reverse logistic operations in an enterprise. Kumar and Dixit [64] applied the DEMATEL approach to scrutinize obstacles in the adoption of e-waste management practices in India, while Singh et al. [65] employed the DEMATEL technique to assess barriers in adopting green practices within the manufacturing sector. The Grey-DEMATEL approach involves the following steps in problem-solving:
- Step 1: Preparation of direct relation matrix
The initial stage of the DEMATEL technique involves constructing a direct relation matrix based on data gathered from experts. These experts provide information regarding the interrelationships between barriers. During this phase, data are gathered concerning the impact of a factor on all other factors, expressed in linguistic terms. The scores provided by each expert are then aggregated, and their mean value is used to form a direct relation matrix (Z). The presented averaged direct relation matrix demonstrates the mean impact of a factor on other factors, considering input from various experts. Equation (1) defines the direct relation matrix.
Here, represents an individual element within the direct relation matrix, n stands for the total number of experts, and denotes the rating provided by expert k, signifying the influence of factor i on j.
- Step 2: Normalization of direct relation matrix
Following the establishment of the direct relation matrix, the subsequent phase involves generating a normalized relation matrix (N). This normalization process is achieved through the application of Equations (2) and (3), which standardize the data to facilitate meaningful comparisons.
- Step 3: Development of total relation matrix
Following the creation of the normalized decision matrix, we employ Equation (4) to generate the overall relation matrix. This matrix allows for the calculation of both the prominent score and relation score.
where I is the unit matrix.
- Step 4: Identification of influential and prominent barriers
To identify influential and prominent barriers, the total relation matrix undergoes a process of summing each row and column, denoted as (R) and (C), respectively. Additionally, prominence and relation scores are determined through the calculations of (R+C) and (R-C), where the highest values correspond to the most prominent and influential barriers, respectively.
3.2. Grey Systems
Grey numbers are widely used for systems with partially known and partially unknown information [66]. Grey systems are used in situations that include human perception errors and incomplete information [67]. Grey systems theory is often integrated with MCDM methods, such as DEMATEL, AHP, TOPSIS, and ANP to minimize the vagueness associated with decision-making problems [68]. For example, Xia et al. [69] used the Grey-DEMATEL approach to analyze barriers to re-manufacturing practices in automotive industries in China. Govindan et al. [70] used Grey-DEMATEL to analyze the criteria for shortlisting and selecting third-party logistics service providers. Furthermore, many literature reviews have used the Grey-DEMATEL approach with regard to, for example, analyzing enablers of circular economy practices in the supply chain, developing a structural model for sustainable production, barriers to re-manufacturing in the Indian scenario, enablers of supply chain risk in the electronics supply chain, and the CSFs of the business process [38,71,72]. Accordingly, this study uses a Grey-DEMATEL methodology to analyze the challenges to integrating LSS with I4.0, adopting the steps to solving grey system numbers from Majumdar et al. [73]. Table 2 shows the grey number system used in this study.
4. Results and Discussions
As indicated, steps one and two of the Grey-DEMATEL methodology involve developing the average direct relation matrix and normalized direct relation matrix, which are presented in Table A1 and Table A2 of Appendix A. Next, in accordance with step three, a total relation matrix was developed. This is presented in Table A3 of Appendix A. The next and final step involved identifying the relation and prominence score for each barrier. The sums of the rows (R) and columns (C) of the overall relationship matrix were evaluated for each barrier, and then (R+C) and (R-C) were calculated. The (R+C) score (i.e., the prominence score) of a barrier indicates the driving power or causal power, indicating its dependence on other barriers. The (R-C) value (i.e., the relation score) indicates the impact of a particular barrier on the system. The (R-C) score is considered to categorize the barriers in cause-and-effect barriers. A positive value of (R+C) is considered to represent a causal barrier. A negative (R-C) value indicates effect barriers. The prominence and relation scores of all barriers appear in Table 3.
4.1. Prominent and Causal Barriers
The prominence scores of the following barriers were positive: “lack of top management commitment” (B10) > “lack of consultants in the field” (B13) > “lack of understanding about LSS in the context of I4.0” (B5) > “lack of training on LSS” (B7) > “risk of security breaches” (B11) > “lack of available infrastructure” (B2) > “lack of coordination in the supply chain” (B4) > “lack of standardization” (B6) > “resistance to change” (B12) > “lack of clarity among the different functional group” (B14) > “risk of disruption” (B15) > “lack of skilled workforce” (B3) > “lack of available data for data analytics” (B9) > “high initial investment cost” (B1) > “lack of database management system” (B8). Amongst these, three barriers (“lack of consults in the field”, “lack of training on LSS”, and “lack of available infrastructure”) pertain to the category of cause category barriers due to their very high (R+C) value and positive (R-C) value.
“Lack of top management commitment” (B10) was revealed to be the most prominent barrier. This barrier was identified as an effect type, signifying that it is driven by other barriers. Table 3 reveals that of the fifteen barriers, seven were of a casual type: “lack of consultants in the field” (B13), “lack of training on LSS” (B7), “lack of available infrastructure” (B2), “lack of skilled workforce” (B3), “lack of available data for data analytics” (B9), “high initial investment cost” (B1), and “lack of database management system” (B8). Of these seven casual barriers, “lack of available infrastructure” (B2), “lack of database management system” (B8), “lack of consultants in the field” (B13), and “lack of available data for data analytics” (B9) were found to be prominent due to their very high (R-C) scores (1.509, 0.834, 0.77 and 0.745). This highlights the need for appropriate strategies to address these barriers. Yadav et al. [36] advised focusing on top management commitment for a successful deployment of LSS in industries. The pattern for attaining integration could be used by managers and consultants as a recommendation for the execution [44]. Practitioners must understand that the integrated model does not obviate the need for developing analytics for business intelligence and establishing essential KPI data mapping.
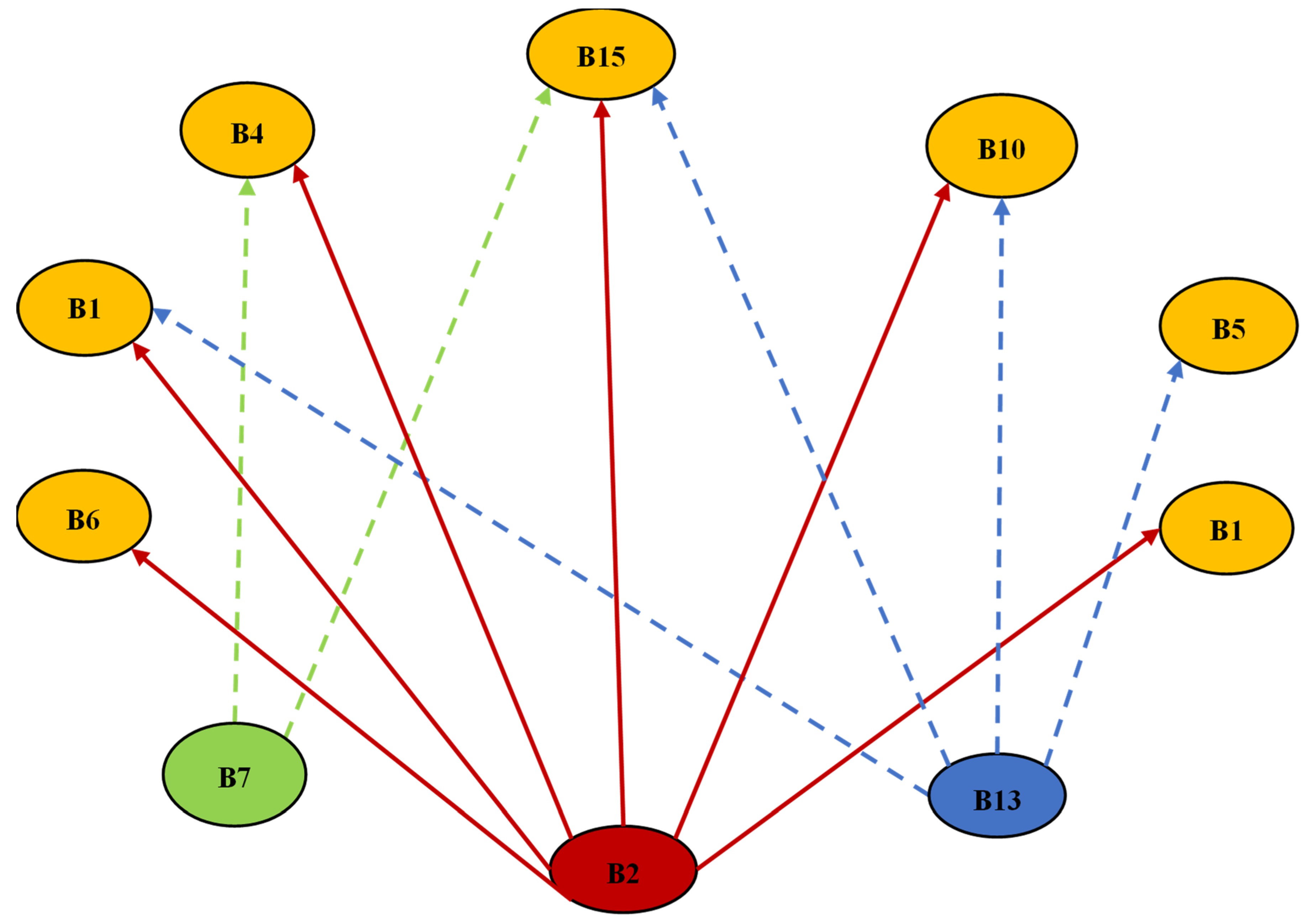
To illustrate how causal barriers influence the effect group barriers, the influence map presented in Figure 2 was generated. A threshold value was established that considers the results of the total relation matrix (Table A4 of Appendix A) to omit the weaker causal links. The results show that the mean and standard deviation were 0.2258 and 0.0522. When calculating the threshold value of 0.312, the single-tail test’s 95 percent confidence level (Z = 1.65) was considered. Therefore, only links that are relevant and scores above 0.312 are displayed. Five barriers—“risk of disruption” (B15), “lack of skilled workforce” (B3), “lack of available data for data analytics” (B9), “high initial investment cost” (B1), and “lack of database management system” (B8)—are not shown on the influence map because they do not influence other barriers or vice versa. Although B3, B9, B1, and B8 were observed in the causal category of barriers, their impact on other barriers was observed to be below the threshold value. Figure 2 also indicates that several barriers possess significant casual power, namely, “lack of consultants in the field” (B13), “lack of training on LSS” (B7), and “lack of available infrastructure” (B2). This strongly supports the findings presented in Table 3. Practitioners should prioritize addressing these challenges and formulating effective strategies for the seamless integration of LSS with I4.0 [42].
“Lack of available infrastructure” (B2) positively influences six barriers, namely, “lack of top management commitment” (B10), “risk of security breaches” (B11), “lack of coordination in the supply chain” (B4), “lack of standardization” (B6), “resistance to change” (B12), and “risk of disruption” (B15).
“Lack of training on LSS” (B7) positively influences “lack of coordination in the supply chain” (B4) and “risk of disruption” (B15). “Lack of consultants in the field” (B13) strongly influences the “lack of top management commitment” (B10), “lack of understanding about LSS in the context of I4.0” (B5), “resistance to change” (B12), and “risk of disruption” (B15). Other noteworthy findings include the high prominent score barrier for “lack of top management commitment” (B10), which was strongly influenced by two barriers “lack of available infrastructure” (B2) and “lack of consultants in the field” (B13). This implies that manufacturers ought to enlist knowledgeable and proficient individuals for advisory boards in order to proficiently carry out the implementation framework outlined in the industry’s vision document. It is imperative to establish a robust mechanism for assessing the economic advantages of LSS implementation within the context of I4.0 [42,74]. After reducing variation and streamlining business processes using LSS, manufacturers should begin implementing I4.0 technologies. With respect to the “lack of training on LSS” and “lack of understanding about LSS”, organizations can implement I4.0 solutions without first realizing LSS. However, although I4.0 technologies can reduce waste via automation, this may result in suboptimal solutions [44,75]. Given the lack of available infrastructure, it is possible that deploying I4.0 technologies in operational activities should be integrated with LSS, with manufacturing companies observing processes that utilize updated mapping tools, like a smart Value Stream Map (VSM), to incorporate I4.0 and LSS. The effectiveness of this integration largely hinges on the outcomes of the mapping process, potentially fostering horizontal integration [5,44].
As industries progress towards the era of Industry 5.0, which emphasizes human–technology collaboration and the integration of smart technologies with human-centered processes [4,14,74,75], addressing roadblocks in the integration of LSS and I4.0 becomes even more critical. By resolving challenges such as data interoperability, workforce upskilling, and cultural transformation, SMEs can lay a strong foundation for transitioning to Industry 5.0. Integrating LSS principles with I4.0 technologies enables SMEs to streamline processes, enhance quality, and improve decision-making, thus creating a solid framework for embracing the human-centric advancements of Industry 5.0. This proactive approach ensures that SMEs are well-positioned to leverage emerging technologies, empower their workforce, and drive sustainable growth in the evolving industrial landscape.
4.2. Establishment of Strategy for Overcoming the Barriers to Integration
Several rounds of discussion with top LSS professionals and I4.0 experts have provided insights concerning realizing strategies for overcoming the barriers of LSS and I4.0 integration. The experts explained the recognized barriers in the first round and then suggested adopting effective management as a strategy for overcoming the barriers. A lack of top management commitment hinders the smooth adoption of novel concepts. Manufacturing industries are simultaneously focused on creating high-quality goods and services, increasing productivity, and enhancing their ability to react quickly to customer needs to be healthy in this market. This suggests that programs raising awareness about LSS and I4.0 could contribute usefully, with exclusive sessions on LSS in I4.0 potentially assisting successful implementation in manufacturing industries. In I4.0, the workforce must be trained for LSS by highlighting the need for project selection and effective cross-function management. Finally, collaboration between industry, academia, and government is necessary to tackle areas of common concern related to LSS and I4.0 integration.
To effectively overcome barriers to integrating LSS and I4.0, SMEs should focus on enhancing process standardization and quality management systems to ensure consistent product quality. Moreover, fostering a data-driven decision-making culture supported by decision support systems and cross-functional collaboration will enhance the accuracy and effectiveness of decision-making processes. Implementing I4.0 technologies for real-time monitoring and predictive analytics further enables proactive quality control measures and informed decision-making. Additionally, aligning performance metrics with organizational goals and providing training programs to enhance critical thinking and data analysis skills among employees will support continuous improvement efforts in both product quality and decision-making accuracy.
5. Implications
5.1. Theoretical Implications
The current study makes significant contributions to the recognition and analysis of barriers to I4.0 and LSS integration. Companies intend to discover methods for the effective implementation of quality improvement by developing technologies in a continually changing manufacturing scenario. This study delivers a robust basis for researchers and practitioners to initiate a tactical route towards gaining command of the barriers to a successful execution of LSS in the context of I4.0. This study offers a complete list of the barriers that Indian manufacturing industries face when realizing LSS in association with an I4.0 approach. This research represents the initial examination of obstacles hindering the practical incorporation of LSS and I4.0. It adds to the current research by presenting the benefits and barriers to a combined LSS and I4.0 implementation in a practical scenario. There should be no gaps in the social and environmental dimensions of a company’s mission after integration.
5.2. Implications for Practitioners
The findings of this research have important implications for professionals in the industry. After conducting a comprehensive literature review and consulting with experts, this study identified 15 potential challenges hindering the smooth amalgamation of LSS with I4.0. The results of this study offer an opportunity for industrial practitioners to examine and tackle these obstacles that are impeding the amalgamation of LSS and I4.0. Prioritizing these barriers can guide practitioners in recognizing the most significant ones and devising strategies to overcome them. The analysis revealed that the most prominent barrier to the integration of LSS and I4.0 is a “lack of commitment from top management” (B10). Additionally, other barriers such as a “shortage of consultants in the field” (B13), a “limited understanding of LSS in the context of I4.0” (B5), and a “deficiency in LSS training” (B7) suggest that raising awareness about LSS in the context of I4.0 and establishing a technological foundation for small and medium-sized enterprises (SMEs) could be a productive focus. These observations suggest that, in addition to training, management-level staff members must also improve their ideological outlook. In this context, Indian SME policymakers may play a significant role by holding seminars and workshops to highlight the advantages of implementing LSS in I4.0, emphasizing that LSS and I4.0 implementation can positively impact operational and financial performance, enabling organizations to reap vast economic benefits and improve product and service quality. It is further advised that Indian SMEs note the ranking of different barriers to help them focus on particular problems during the implementation process. The findings of this research underscore the importance of strategic planning, resource allocation, and continuous improvement in overcoming roadblocks to integrating LSS and I4.0 in SMEs. Investing in training and skill development, fostering collaboration, and implementing pilot projects are essential strategies to effectively navigate integration challenges. Furthermore, practitioners should actively engage in knowledge-sharing activities and leverage best practices to accelerate their integration journey and achieve sustainable growth and competitiveness in the rapidly evolving business landscape. These strategies can then produce a set of operational guidelines for choosing the subsequent course of action.
6. Conclusions
LSS delivers a good foundation for maximizing the advantages of I4.0 for operational excellence. To reduce the risk of failure in terms of LSS and I4.0 integration, 15 barriers have been recognized from a comprehensive literature review and consultation with experts with rich operational experience. The present study has highlighted the significance of these barriers to LSS and I4.0 integration and suggested strategies for overcoming them. This study has also examined the relationships between these barriers by adopting Grey-DEMATEL as a solution methodology. This technique has been found to be effective for integrating the perspectives of experts, dividing complex sets of barriers into cause-and-effect barriers using a causal diagram. The top prioritized barriers concerning LSS and I4.0 integration according to prominence score were a “lack of top management commitment” (B10), “lack of consultants in the field” (B13), “lack of understanding of LSS in the context of I4.0” (B5), and “lack of training on LSS” (B7). To illustrate how these causal barriers influence the effect barriers, an influence map was established. The causal barriers identified were a “lack of consultants in the field” (B13), “lack of training on LSS” (B7), “lack of available infrastructure” (B2), “lack of skilled workforce” (B3), “lack of available data for data analytics” (B9), “high initial investment cost” (B1), and a “lack of database management system” (B8), with effect barriers being a “lack of top management commitment” (B10), “lack of understanding about LSS in context of I4.0” (B5), “risk of security breaches” (B11), “lack of coordination in supply chain” (B4), “lack of standardization” (B6), “resistance to change” (B12), “lack of clarity among different functional group” (B14) and “risk of disruption” (B15). There are some limitations to the present study. First, the findings only apply to SMEs, which are in the initial phase of I4.0 and LSS integration. Second, the assessment of the barriers depends upon the opinions of the experts recruited for this study and may include bias. In the future, the integration of I4.0 and LSS should be assessed by developing appropriate constructs for validation using statistical methods, namely, structural equation modeling. Future studies could also focus on an integration-based MCDM approach that develops a secondary level conceptual model to strengthen the findings. To establish generalizability, additional studies are required in the form of large-scale surveys comparing the data acquired via different MCDM approaches. Future research can be performed on strategies and barriers for confronting the LSS projects and the use of I4.0 technologies.
Funding
This research work was funded by Institutional Fund Projects under grant no. (IFPIP: 1024-829-1443). The authors gratefully acknowledge technical and financial support provided by the Ministry of Education and king Abdulaziz University. DSR, Jeddah, Saudi Arabia.
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the authors on request.
Conflicts of Interest
The author declares no conflict of interest.
Appendix A

{kind=link}
{kind=link}
Table A1.
Average direct relation matrix rendered in grey.
| “B1” | “B2” | “B3” | “B4” | “B5” | “B6” | “B7” | “B8” | “B9” | “B10” | “B11” | “B12” | “B13” | “B14” | “B15” | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| “B1” | (0, 0) | (0.313, 0.75) | (0.313, 0.75) | (0.375, 0.833) | (0.188, 0.583) | (0.5, 1) | (0.5, 1) | (0.313, 0.75) | (0.375, 0.833) | (0.688, 10.25) | (0.563, 10.083) | (0.688, 10.25) | (0.25, 0.667) | (0.188, 0.583) | (0.25, 0.667) |
| “B2” | (0.5, 1) | (0, 0) | (0.5, 1) | (0.5, 1) | (0.438, 0.917) | (0.625, 10.167) | (0.438, 0.917) | (0.438, 0.917) | (0.563, 10.083) | (0.625, 10.167) | (0.75, 10.333) | (0.625, 10.167) | (0.5, 1) | (0.375, 0.833) | (0.625, 10.167) |
| “B3” | (0.375, 0.833) | (0.25, 0.667) | (0, 0) | (0.625, 10.167) | (0.75, 10.333) | (0.375, 0.833) | (0.5, 1) | (0.188, 0.417) | (0, 0.167) | (0.5, 1) | (0.375, 0.833) | (0.5, 1) | (0.375, 0.833) | (0.5, 1) | (0.5, 1) |
| “B4” | (0.25, 0.667) | (0.375, 0.833) | (0.25, 0.5) | (0, 0) | (0.25, 0.5) | (0.5, 1) | (0.375, 0.833) | (0.25, 0.667) | (0.313, 0.75) | (0.625, 10.167) | (0.5, 1) | (0.5, 1) | (0.375, 0.833) | (0.375, 0.833) | (0.625, 10.167) |
| “B5” | (0.25, 0.667) | (0.375, 0.833) | (0.5, 1) | (0.5, 1) | (0, 0) | (0.625, 10.167) | (0.625, 10.167) | (0.125, 0.333) | (0.375, 0.667) | (0.5, 1) | (0.375, 0.833) | (0.5, 1) | (0.625, 10.167) | (0.5, 1) | (0.375, 0.833) |
| “B6” | (0.375, 0.833) | (0.25, 0.5) | (0.375, 0.833) | (0.5, 1) | (0.375, 0.833) | (0, 0) | (0.25, 0.667) | (0.25, 0.5) | (0.375, 0.833) | (0.5, 1) | (0.625, 10.167) | (0.25, 0.667) | (0.25, 0.5) | (0.25, 0.5) | (0.5, 1) |
| “B7” | (0.25, 0.667) | (0.375, 0.667) | (0.75, 10.333) | (0.75, 10.333) | (0.625, 10.167) | (0.5, 1) | (0, 0) | (0.5, 1) | (0.375, 0.667) | (0.5, 1) | (0.375, 0.833) | (0.5, 1) | (0.25, 0.5) | (0.5, 1) | (0.625, 10.167) |
| “B8” | (0.438, 0.917) | (0.625, 10.167) | (0.188, 0.583) | (0.625, 10.167) | (0.5, 1) | (0.563, 10.083) | (0.25, 0.5) | (0, 0) | (0.625, 10.167) | (0.25, 0.667) | (0.625, 10.167) | (0.25, 0.5) | (0.25, 0.5) | (0.25, 0.5) | (0.375, 0.833) |
| “B9” | (0.5, 1) | (0.375, 0.667) | (0.25, 0.5) | (0.5, 1) | (0.5, 1) | (0.375, 0.833) | (0.375, 0.833) | (0.375, 0.833) | (0, 0) | (0.25, 0.5) | (0.625, 10.167) | (0.25, 0.667) | (0.375, 0.833) | (0.625, 10.167) | (0.75, 10.333) |
| “B10” | (0.375, 0.667) | (0.375, 0.833) | (0.5, 1) | (0.625, 10.167) | (0.375, 0.833) | (0.375, 0.833) | (0.75, 10.333) | (0.375, 0.833) | (0.375, 0.833) | (0, 0) | (0.375, 0.833) | (0.625, 10.167) | (0.375, 0.833) | (0.625, 10.167) | (0.375, 0.833) |
| “B11” | (0.375, 0.667) | (0.25, 0.667) | (0.375, 0.667) | (0.25, 0.5) | (0.375, 0.833) | (0.375, 0.833) | (0.5, 1) | (0.563, 10.083) | (0.625, 10.167) | (0.375, 0.833) | (0, 0) | (0.625, 10.167) | (0.625, 10.167) | (0.25, 0.5) | (0.625, 10.167) |
| “B12” | (0.25, 0.5) | (0.25, 0.5) | (0.25, 0.667) | (0.375, 0.833) | (0.5, 1) | (0.25, 0.667) | (0.25, 0.667) | (0.25, 0.5) | (0, 0) | (0.625, 10.167) | (0.25, 0.5) | (0, 0) | (0.375, 0.833) | (0.375, 0.833) | (0.5, 1) |
| “B13” | (0.25, 0.5) | (0.5, 1) | (0.375, 0.833) | (0.5, 1) | (0.75, 10.333) | (0.625, 10.167) | (0.625, 10.167) | (0.25, 0.667) | (0.25, 0.667) | (0.625, 10.167) | (0.5, 1) | (0.75, 10.333) | (0, 0) | (0.75, 10.333) | (0.5, 1) |
| “B14” | (0.25, 0.667) | (0.25, 0.667) | (0.375, 0.833) | (0.625, 10.167) | (0.5, 1) | (0.375, 0.833) | (0.25, 0.667) | (0.188, 0.417) | (0.25, 0.5) | (0.375, 0.833) | (0.375, 0.833) | (0.5, 1) | (0.625, 10.167) | (0, 0) | (0.625, 10.167) |
| “B15” | (0.25, 0.5) | (0.25, 0.667) | (0.25, 0.667) | (0.063, 0.417) | (0.438, 0.917) | (0.188, 0.417) | (0.313, 0.583) | (0.188, 0.417) | (0.25, 0.5) | (0.313, 0.75) | (0.375, 0.833) | (0.313, 0.75) | (0.438, 0.917) | (0.188, 0.583) | (0, 0) |
Table A2.
Normalized relation matrix presented using crisp number.
| “B1” | “B2” | “B3” | “B4” | “B5” | “B6” | “B7” | “B8” | “B9” | “B10” | “B11” | “B12” | “B13” | “B14” | “B15” | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| “B1” | 0 | 0.044 | 0.042 | 0.05 | 0.027 | 0.068 | 0.066 | 0.045 | 0.052 | 0.091 | 0.073 | 0.09 | 0.036 | 0.027 | 0.035 |
| “B2” | 0.071 | 0 | 0.066 | 0.066 | 0.058 | 0.084 | 0.058 | 0.061 | 0.076 | 0.083 | 0.098 | 0.082 | 0.068 | 0.05 | 0.082 |
| “B3” | 0.054 | 0.036 | 0 | 0.082 | 0.098 | 0.052 | 0.066 | 0.022 | 0.002 | 0.067 | 0.05 | 0.066 | 0.052 | 0.066 | 0.066 |
| “B4” | 0.038 | 0.052 | 0.028 | 0 | 0.028 | 0.068 | 0.05 | 0.037 | 0.044 | 0.083 | 0.066 | 0.066 | 0.052 | 0.05 | 0.082 |
| “B5” | 0.038 | 0.052 | 0.066 | 0.066 | 0 | 0.084 | 0.082 | 0.015 | 0.043 | 0.067 | 0.05 | 0.066 | 0.084 | 0.066 | 0.05 |
| “B6” | 0.054 | 0.029 | 0.05 | 0.066 | 0.05 | 0 | 0.035 | 0.029 | 0.052 | 0.067 | 0.082 | 0.035 | 0.029 | 0.028 | 0.066 |
| “B7” | 0.038 | 0.043 | 0.098 | 0.098 | 0.082 | 0.068 | 0 | 0.069 | 0.043 | 0.067 | 0.05 | 0.066 | 0.029 | 0.066 | 0.082 |
| “B8” | 0.062 | 0.084 | 0.027 | 0.082 | 0.066 | 0.076 | 0.028 | 0 | 0.084 | 0.035 | 0.082 | 0.028 | 0.029 | 0.028 | 0.05 |
| “B9” | 0.071 | 0.043 | 0.028 | 0.066 | 0.066 | 0.052 | 0.05 | 0.053 | 0 | 0.028 | 0.082 | 0.035 | 0.052 | 0.082 | 0.098 |
| “B10” | 0.045 | 0.052 | 0.066 | 0.082 | 0.05 | 0.052 | 0.098 | 0.053 | 0.052 | 0 | 0.05 | 0.082 | 0.052 | 0.082 | 0.05 |
| “B11” | 0.045 | 0.036 | 0.042 | 0.028 | 0.05 | 0.052 | 0.066 | 0.078 | 0.084 | 0.051 | 0 | 0.082 | 0.084 | 0.028 | 0.082 |
| “B12” | 0.03 | 0.029 | 0.035 | 0.05 | 0.066 | 0.036 | 0.035 | 0.029 | 0 | 0.083 | 0.028 | 0 | 0.052 | 0.05 | 0.066 |
| “B13” | 0.03 | 0.068 | 0.05 | 0.066 | 0.098 | 0.084 | 0.082 | 0.037 | 0.036 | 0.083 | 0.066 | 0.098 | 0 | 0.098 | 0.066 |
| “B14” | 0.038 | 0.036 | 0.05 | 0.082 | 0.066 | 0.052 | 0.035 | 0.022 | 0.029 | 0.051 | 0.05 | 0.066 | 0.084 | 0 | 0.082 |
| “B15” | 0.03 | 0.036 | 0.035 | 0.013 | 0.058 | 0.022 | 0.035 | 0.022 | 0.029 | 0.043 | 0.05 | 0.042 | 0.06 | 0.027 | 0 |
Table A3.
Total relation matrix.
| “B1” | “B2” | “B3” | “B4” | “B5” | “B6” | “B7” | “B8” | “B9” | “B10” | “B11” | “B12” | “B13” | “B14” | “B15” | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| “B1” | 0.139 | 0.181 | 0.193 | 0.24 | 0.214 | 0.246 | 0.235 | 0.172 | 0.186 | 0.282 | 0.255 | 0.281 | 0.203 | 0.192 | 0.241 |
| “B2” | 0.25 | 0.184 | 0.261 | 0.313 | 0.301 | 0.319 | 0.283 | 0.225 | 0.252 | 0.337 | 0.337 | 0.336 | 0.287 | 0.264 | 0.349 |
| “B3” | 0.192 | 0.179 | 0.159 | 0.275 | 0.284 | 0.239 | 0.243 | 0.151 | 0.142 | 0.269 | 0.238 | 0.268 | 0.227 | 0.233 | 0.275 |
| “B4” | 0.173 | 0.187 | 0.177 | 0.188 | 0.212 | 0.242 | 0.218 | 0.161 | 0.177 | 0.271 | 0.246 | 0.256 | 0.217 | 0.209 | 0.281 |
| “B5” | 0.19 | 0.204 | 0.233 | 0.277 | 0.21 | 0.283 | 0.27 | 0.156 | 0.19 | 0.284 | 0.255 | 0.283 | 0.268 | 0.247 | 0.28 |
| “B6” | 0.176 | 0.153 | 0.183 | 0.231 | 0.213 | 0.163 | 0.19 | 0.143 | 0.172 | 0.239 | 0.243 | 0.211 | 0.181 | 0.174 | 0.247 |
| “B7” | 0.2 | 0.206 | 0.269 | 0.317 | 0.296 | 0.278 | 0.203 | 0.211 | 0.2 | 0.294 | 0.266 | 0.292 | 0.229 | 0.254 | 0.32 |
| “B8” | 0.204 | 0.223 | 0.181 | 0.271 | 0.251 | 0.261 | 0.205 | 0.132 | 0.224 | 0.237 | 0.273 | 0.23 | 0.204 | 0.194 | 0.262 |
| “B9” | 0.213 | 0.19 | 0.187 | 0.262 | 0.259 | 0.243 | 0.23 | 0.184 | 0.146 | 0.236 | 0.275 | 0.243 | 0.231 | 0.248 | 0.311 |
| “B10” | 0.202 | 0.21 | 0.238 | 0.299 | 0.264 | 0.26 | 0.289 | 0.196 | 0.204 | 0.228 | 0.262 | 0.303 | 0.244 | 0.266 | 0.288 |
| “B11” | 0.192 | 0.186 | 0.202 | 0.233 | 0.251 | 0.245 | 0.247 | 0.209 | 0.225 | 0.258 | 0.201 | 0.286 | 0.26 | 0.205 | 0.299 |
| “B12” | 0.137 | 0.14 | 0.156 | 0.2 | 0.21 | 0.18 | 0.173 | 0.127 | 0.108 | 0.235 | 0.174 | 0.158 | 0.185 | 0.18 | 0.225 |
| “B13” | 0.204 | 0.241 | 0.243 | 0.307 | 0.329 | 0.311 | 0.297 | 0.195 | 0.206 | 0.329 | 0.297 | 0.342 | 0.218 | 0.301 | 0.326 |
| “B14” | 0.171 | 0.173 | 0.197 | 0.263 | 0.247 | 0.229 | 0.205 | 0.145 | 0.16 | 0.245 | 0.23 | 0.258 | 0.248 | 0.163 | 0.28 |
| “B15” | 0.125 | 0.133 | 0.14 | 0.147 | 0.186 | 0.15 | 0.156 | 0.11 | 0.122 | 0.179 | 0.177 | 0.18 | 0.176 | 0.143 | 0.144 |
Table A4.
Total relation matrix for diagraph.
| “B1” | “B2” | “B3” | “B4” | “B5” | “B6” | “B7” | “B8” | “B9” | “B10” | “B11” | “B12” | “B13” | “B14” | “B15” | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| “B1” | 0.139 | 0.181 | 0.193 | 0.24 | 0.214 | 0.246 | 0.235 | 0.172 | 0.186 | 0.282 | 0.255 | 0.281 | 0.203 | 0.192 | 0.241 |
| “B2” | 0.25 | 0.184 | 0.261 | 0.313 | 0.301 | 0.319 | 0.283 | 0.225 | 0.252 | 0.337 | 0.337 | 0.336 | 0.287 | 0.264 | 0.349 |
| “B3” | 0.192 | 0.179 | 0.159 | 0.275 | 0.284 | 0.239 | 0.243 | 0.151 | 0.142 | 0.269 | 0.238 | 0.268 | 0.227 | 0.233 | 0.275 |
| “B4” | 0.173 | 0.187 | 0.177 | 0.188 | 0.212 | 0.242 | 0.218 | 0.161 | 0.177 | 0.271 | 0.246 | 0.256 | 0.217 | 0.209 | 0.281 |
| “B5” | 0.19 | 0.204 | 0.233 | 0.277 | 0.21 | 0.283 | 0.27 | 0.156 | 0.19 | 0.284 | 0.255 | 0.283 | 0.268 | 0.247 | 0.28 |
| “B6” | 0.176 | 0.153 | 0.183 | 0.231 | 0.213 | 0.163 | 0.19 | 0.143 | 0.172 | 0.239 | 0.243 | 0.211 | 0.181 | 0.174 | 0.247 |
| “B7” | 0.2 | 0.206 | 0.269 | 0.317 | 0.296 | 0.278 | 0.203 | 0.211 | 0.2 | 0.294 | 0.266 | 0.292 | 0.229 | 0.254 | 0.32 |
| “B8” | 0.204 | 0.223 | 0.181 | 0.271 | 0.251 | 0.261 | 0.205 | 0.132 | 0.224 | 0.237 | 0.273 | 0.23 | 0.204 | 0.194 | 0.262 |
| “B9” | 0.213 | 0.19 | 0.187 | 0.262 | 0.259 | 0.243 | 0.23 | 0.184 | 0.146 | 0.236 | 0.275 | 0.243 | 0.231 | 0.248 | 0.311 |
| “B10” | 0.202 | 0.21 | 0.238 | 0.299 | 0.264 | 0.26 | 0.289 | 0.196 | 0.204 | 0.228 | 0.262 | 0.303 | 0.244 | 0.266 | 0.288 |
| “B11” | 0.192 | 0.186 | 0.202 | 0.233 | 0.251 | 0.245 | 0.247 | 0.209 | 0.225 | 0.258 | 0.201 | 0.286 | 0.26 | 0.205 | 0.299 |
| “B12” | 0.137 | 0.14 | 0.156 | 0.2 | 0.21 | 0.18 | 0.173 | 0.127 | 0.108 | 0.235 | 0.174 | 0.158 | 0.185 | 0.18 | 0.225 |
| “B13” | 0.204 | 0.241 | 0.243 | 0.307 | 0.329 | 0.311 | 0.297 | 0.195 | 0.206 | 0.329 | 0.297 | 0.342 | 0.218 | 0.301 | 0.326 |
| “B14” | 0.171 | 0.173 | 0.197 | 0.263 | 0.247 | 0.229 | 0.205 | 0.145 | 0.16 | 0.245 | 0.23 | 0.258 | 0.248 | 0.163 | 0.28 |
| “B15” | 0.125 | 0.133 | 0.14 | 0.147 | 0.186 | 0.15 | 0.156 | 0.11 | 0.122 | 0.179 | 0.177 | 0.18 | 0.176 | 0.143 | 0.144 |
The highlighted values are critical values and have been considered for developing Figure 2.
References
- De la Vega, M.; Macias-Velasquez, S.; Baez-Lopez, Y.; Limon-Romero, J.; Tlapa, D.; Chávez-Moreno, E.A. Modeling Critical Success Factors of Lean Strategy in the Manufacturing Industry. Systems 2023, 11, 490. [Google Scholar] [CrossRef]
- Buer, S.-V.; Strandhagen, J.W.; Semini, M.; Strandhagen, J.O. The Digitalization of Manufacturing: Investigating the Impact of Production Environment and Company Size. J. Manuf. Technol. Manag. 2020, 32, 621–645. [Google Scholar] [CrossRef]
- Tissir, S.; Cherrafi, A.; Chiarini, A.; Elfezazi, S.; Bag, S. Lean Six Sigma and Industry 4.0 Combination: Scoping Review and Perspectives. Total Qual. Manag. Bus. Excell. 2022, 34, 261–290. [Google Scholar] [CrossRef]
- Raja Santhi, A.; Muthuswamy, P. Industry 5.0 or Industry 4.0S? Introduction to Industry 4.0 and a Peek into the Prospective Industry 5.0 Technologies. Int. J. Interact. Des. Manuf. (IJIDeM) 2023, 17, 947–979. [Google Scholar] [CrossRef]
- Sartal, A.; Ozcelik, N.; Rodríguez, M. Bringing the Circular Economy Closer to Small and Medium Enterprises: Improving Water Circularity without Damaging Plant Productivity. J. Clean. Prod. 2020, 256, 120363. [Google Scholar] [CrossRef]
- Mayr, A.; Weigelt, M.; Kühl, A.; Grimm, S.; Erll, A.; Potzel, M.; Franke, J. Lean 4.0—A Conceptual Conjunction of Lean Management and Industry 4.0. Procedia CIRP 2018, 72, 622–628. [Google Scholar] [CrossRef]
- Pagliosa, M.; Tortorella, G.; Ferreira, J.C.E. Industry 4.0 and Lean Manufacturing. J. Manuf. Technol. Manag. 2019, 32, 543–569. [Google Scholar] [CrossRef]
- Rossini, M.; Costa, F.; Staudacher, A.P.; Tortorella, G. Industry 4.0 and Lean Production: An Empirical Study. IFAC-Pap. 2019, 52, 42–47. [Google Scholar] [CrossRef]
- Tortorella, G.; Miorando, R.; Caiado, R.; Nascimento, D.; Portioli Staudacher, A. The Mediating Effect of Employees’ Involvement on the Relationship between Industry 4.0 and Operational Performance Improvement. Total Qual. Manag. Bus. Excell. 2021, 32, 119–133. [Google Scholar] [CrossRef]
- Dora, M.; Gellynck, X. House of Lean for Food Processing SMEs. Trends Food Sci. Technol. 2015, 44, 272–281. [Google Scholar] [CrossRef]
- Pearce, A.; Pons, D.; Neitzert, T. Implementing Lean—Outcomes from SME Case Studies. Oper. Res. Perspect. 2018, 5, 94–104. [Google Scholar] [CrossRef]
- Moeuf, A.; Lamouri, S.; Pellerin, R.; Tamayo-Giraldo, S.; Tobon-Valencia, E.; Eburdy, R. Identification of Critical Success Factors, Risks and Opportunities of Industry 4.0 in SMEs. Int. J. Prod. Res. 2020, 58, 1384–1400. [Google Scholar] [CrossRef]
- de Sousa Jabbour, A.B.L.; Jabbour, C.J.C.; Foropon, C.; Godinho Filho, M. When Titans Meet—Can Industry 4.0 Revolutionise the Environmentally-Sustainable Manufacturing Wave? The Role of Critical Success Factors. Technol. Forecast. Soc. Chang. 2018, 132, 18–25. [Google Scholar] [CrossRef]
- Pizoń, J.; Gola, A. The Meaning and Directions of Development of Personalized Production in the Era of Industry 4.0 and Industry 5.0. 2023; pp. 1–13. Available online: https://ouci.dntb.gov.ua/en/works/loXJAJQ9/ (accessed on 12 January 2024).
- Kamble, S.S.; Gunasekaran, A.; Sharma, R. Analysis of the Driving and Dependence Power of Barriers to Adopt Industry 4.0 in Indian Manufacturing Industry. Comput. Ind. 2018, 101, 107–119. [Google Scholar] [CrossRef]
- Zhong, R.Y.; Xu, X.; Klotz, E.; Newman, S.T. Intelligent Manufacturing in the Context of Industry 4.0: A Review. Engineering 2017, 3, 616–630. [Google Scholar] [CrossRef]
- Marinelli, M. From Industry 4.0 to Construction 5.0: Exploring the Path towards Human–Robot Collaboration in Construction. Systems 2023, 11, 152. [Google Scholar] [CrossRef]
- Pozzi, R.; Cannas, V.G.; Rossi, T. Data Science Supporting Lean Production: Evidence from Manufacturing Companies. Systems 2024, 12, 100. [Google Scholar] [CrossRef]
- Kolla, S.; Minufekr, M.; Plapper, P. Deriving Essential Components of Lean and Industry 4.0 Assessment Model for Manufacturing SMEs. Procedia CIRP 2019, 81, 753–758. [Google Scholar] [CrossRef]
- Tortorella, G.L.; Giglio, R.; van Dun, D.H. Industry 4.0 Adoption as a Moderator of the Impact of Lean Production Practices on Operational Performance Improvement. Int. J. Oper. Prod. Manag. 2019, 39, 860–886. [Google Scholar] [CrossRef]
- Khanchanapong, T.; Prajogo, D.; Sohal, A.S.; Cooper, B.K.; Yeung, A.C.L.; Cheng, T.C.E. The Unique and Complementary Effects of Manufacturing Technologies and Lean Practices on Manufacturing Operational Performance. Int. J. Prod. Econ. 2014, 153, 191–203. [Google Scholar] [CrossRef]
- Satoglu, S.; Ustundag, A.; Cevikcan, E.; Durmusoglu, M.B. Lean Transformation Integrated with Industry 4.0 Implementation Methodology. 2018, pp. 97–107. Available online: https://www.semanticscholar.org/paper/Lean-Transformation-Integrated-with-Industry-4.0-Satoglu-Ustundag/1cca0c23cac80f2cbb12b55051df56325f982c91 (accessed on 12 January 2024).
- Sanders, A.; Elangeswaran, C.; Wulfsberg, J. Industry 4.0 Implies Lean Manufacturing: Research Activities in Industry 4.0 Function as Enablers for Lean Manufacturing. J. Ind. Eng. Manag. 2016, 9, 811. [Google Scholar] [CrossRef]
- Skorupińska, E.; Hitka, M.; Sydor, M. Surveying Quality Management Methodologies in Wooden Furniture Production. Systems 2024, 12, 51. [Google Scholar] [CrossRef]
- Kumar, P.; Bhadu, J.; Singh, D.; Bhamu, J. Integration between Lean, Six Sigma and Industry 4.0 Technologies. Int. J. Six Sigma Compet. Advant. 2021, 13, 19. [Google Scholar] [CrossRef]
- Arcidiacono, G.; Pieroni, A. The Revolution Lean Six Sigma 4.0. Int. J. Adv. Sci. Eng. Inf. Technol. 2018, 8, 141. [Google Scholar] [CrossRef]
- Gupta, S.; Modgil, S.; Gunasekaran, A. Big Data in Lean Six Sigma: A Review and Further Research Directions. Int. J. Prod. Res. 2020, 58, 947–969. [Google Scholar] [CrossRef]
- Henao, R.; Sarache, W.; Gómez, I. Lean Manufacturing and Sustainable Performance: Trends and Future Challenges. J. Clean. Prod. 2019, 208, 99–116. [Google Scholar] [CrossRef]
- Ren, S.; Zhang, Y.; Liu, Y.; Sakao, T.; Huisingh, D.; Almeida, C.M.V.B. A Comprehensive Review of Big Data Analytics throughout Product Lifecycle to Support Sustainable Smart Manufacturing: A Framework, Challenges and Future Research Directions. J. Clean. Prod. 2019, 210, 1343–1365. [Google Scholar] [CrossRef]
- Raj, A.; Dwivedi, G.; Sharma, A.; Lopes de Sousa Jabbour, A.B.; Rajak, S. Barriers to the Adoption of Industry 4.0 Technologies in the Manufacturing Sector: An Inter-Country Comparative Perspective. Int. J. Prod. Econ. 2020, 224, 107546. [Google Scholar] [CrossRef]
- Yadav, G.; Kumar, A.; Luthra, S.; Garza-Reyes, J.A.; Kumar, V.; Batista, L. A Framework to Achieve Sustainability in Manufacturing Organisations of Developing Economies Using Industry 4.0 Technologies’ Enablers. Comput. Ind. 2020, 122, 103280. [Google Scholar] [CrossRef]
- Ali, I.; Aboelmaged, M.G.S. Implementation of Supply Chain 4.0 in the Food and Beverage Industry: Perceived Drivers and Barriers. Int. J. Product. Perform. Manag. 2022, 71, 1426–1443. [Google Scholar] [CrossRef]
- Bag, S.; Sahu, A.K.; Kilbourn, P.; Pisa, N.; Dhamija, P.; Sahu, A.K. Modeling Barriers of Digital Manufacturing in a Circular Economy for Enhancing Sustainability. Int. J. Product. Perform. Manag. 2022, 71, 833–869. [Google Scholar] [CrossRef]
- Khanzode, A.G.; Sarma, P.R.S.; Mangla, S.K.; Yuan, H. Modeling the Industry 4.0 Adoption for Sustainable Production in Micro, Small & Medium Enterprises. J. Clean. Prod. 2021, 279, 123489. [Google Scholar] [CrossRef]
- Moktadir, M.A.; Ali, S.M.; Kusi-Sarpong, S.; Shaikh, M.A.A. Assessing Challenges for Implementing Industry 4.0: Implications for Process Safety and Environmental Protection. Process Saf. Environ. Prot. 2018, 117, 730–741. [Google Scholar] [CrossRef]
- Yadav, G.; Seth, D.; Desai, T.N. Prioritising Solutions for Lean Six Sigma Adoption Barriers through Fuzzy AHP-Modified TOPSIS Framework. Int. J. Lean Six Sigma 2018, 9, 270–300. [Google Scholar] [CrossRef]
- Nagy, J.; Oláh, J.; Erdei, E.; Máté, D.; Popp, J. The Role and Impact of Industry 4.0 and the Internet of Things on the Business Strategy of the Value Chain—The Case of Hungary. Sustainability 2018, 10, 3491. [Google Scholar] [CrossRef]
- Rajesh, R.; Ravi, V. Modeling Enablers of Supply Chain Risk Mitigation in Electronic Supply Chains: A Grey–DEMATEL Approach. Comput. Ind. Eng. 2015, 87, 126–139. [Google Scholar] [CrossRef]
- Saniuk, S.; Grabowska, S.; Gajdzik, B. Social Expectations and Market Changes in the Context of Developing the Industry 4.0 Concept. Sustainability 2020, 12, 1362. [Google Scholar] [CrossRef]
- Aggarwal, A.; Gupta, S.; Ojha, M.K. Evaluation of Key Challenges to Industry 4.0 in Indian Context: A DEMATEL Approach. 2019, pp. 387–396. Available online: https://link.springer.com/chapter/10.1007/978-981-13-6412-9_37 (accessed on 12 January 2024).
- Sevinç, A.; Gür, Ş.; Eren, T. Analysis of the Difficulties of SMEs in Industry 4.0 Applications by Analytical Hierarchy Process and Analytical Network Process. Processes 2018, 6, 264. [Google Scholar] [CrossRef]
- Kumar, P.; Brar, P.S.; Singh, D.; Bhamu, J. Fuzzy AHP Approach for Barriers to Implement LSS in the Context of Industry 4.0. Int. J. Product. Perform. Manag. 2022, 72, 2559–2583. [Google Scholar] [CrossRef]
- Singh, R.; Bhanot, N. An Integrated DEMATEL-MMDE-ISM Based Approach for Analysing the Barriers of IoT Implementation in the Manufacturing Industry. Int. J. Prod. Res. 2020, 58, 2454–2476. [Google Scholar] [CrossRef]
- Chiarini, A.; Kumar, M. Lean Six Sigma and Industry 4.0 Integration for Operational Excellence: Evidence from Italian Manufacturing Companies. Prod. Plan. Control 2021, 32, 1084–1101. [Google Scholar] [CrossRef]
- Kumar, A.; Agrawal, R.; Wankhede, V.A.; Sharma, M.; Mulat-weldemeskel, E. A Framework for Assessing Social Acceptability of Industry 4.0 Technologies for the Development of Digital Manufacturing. Technol. Forecast. Soc. Chang. 2022, 174, 121217. [Google Scholar] [CrossRef]
- Zheng, P.; wang, H.; Sang, Z.; Zhong, R.Y.; Liu, Y.; Liu, C.; Mubarok, K.; Yu, S.; Xu, X. Smart Manufacturing Systems for Industry 4.0: Conceptual Framework, Scenarios, and Future Perspectives. Front. Mech. Eng. 2018, 13, 137–150. [Google Scholar] [CrossRef]
- Psarommatis, F.; Prouvost, S.; May, G.; Kiritsis, D. Product Quality Improvement Policies in Industry 4.0: Characteristics, Enabling Factors, Barriers, and Evolution Toward Zero Defect Manufacturing. Front. Comput. Sci. 2020, 2, 26. [Google Scholar] [CrossRef]
- Yadav, N.; Shankar, R.; Singh, S.P. Hierarchy of Critical Success Factors (CSF) for Lean Six Sigma (LSS) in Quality 4.0. Int. J. Glob. Bus. Compet. 2021, 16, 1–14. [Google Scholar] [CrossRef]
- Butt, J. A Strategic Roadmap for the Manufacturing Industry to Implement Industry 4.0. Designs 2020, 4, 11. [Google Scholar] [CrossRef]
- Titmarsh, R.; Assad, F.; Harrison, R. Contributions of Lean Six Sigma to Sustainable Manufacturing Requirements: An Industry 4.0 Perspective. Procedia CIRP 2020, 90, 589–593. [Google Scholar] [CrossRef]
- Raval, S.J.; Kant, R. Study on Lean Six Sigma Frameworks: A Critical Literature Review. Int. J. Lean Six Sigma 2017, 8, 275–334. [Google Scholar] [CrossRef]
- Amjad, M.S.; Rafique, M.Z.; Khan, M.A. Modern Divulge in Production Optimization: An Implementation Framework of LARG Manufacturing with Industry 4.0. Int. J. Lean Six Sigma 2021, 12, 992–1016. [Google Scholar] [CrossRef]
- Reyes, J.; Mula, J.; Díaz-Madroñero, M. Development of a Conceptual Model for Lean Supply Chain Planning in Industry 4.0: Multidimensional Analysis for Operations Management. Prod. Plan. Control 2023, 34, 1209–1224. [Google Scholar] [CrossRef]
- Güçdemir, H.; Selim, H. Integrating Multi-Criteria Decision Making and Clustering for Business Customer Segmentation. Ind. Manag. Data Syst. 2015, 115, 1022–1040. [Google Scholar] [CrossRef]
- Ordoobadi, S.M. Application of AHP and Taguchi Loss Functions in Supply Chain. Ind. Manag. Data Syst. 2010, 110, 1251–1269. [Google Scholar] [CrossRef]
- Yu, P.; Hee Lee, J. Optimal Technology Selection Considering Input Levels of Resource. Ind. Manag. Data Syst. 2013, 113, 57–76. [Google Scholar] [CrossRef]
- Yang, C.-C.; Chen, B.-S. Key quality performance evaluation using fuzzy AHP. J. Chin. Inst. Ind. Eng. 2004, 21, 543–550. [Google Scholar] [CrossRef]
- Raval, S.J.; Kant, R.; Shankar, R. Analyzing the Critical Success Factors Influencing Lean Six Sigma Implementation: Fuzzy DEMATEL Approach. J. Model. Manag. 2021, 16, 728–764. [Google Scholar] [CrossRef]
- Belhadi, A.; Touriki, F.E.; El fezazi, S. Prioritizing the Solutions of Lean Implementation in SMEs to Overcome Its Barriers. J. Manuf. Technol. Manag. 2017, 28, 1115–1139. [Google Scholar] [CrossRef]
- Govindan, K.; Madan Shankar, K.; Kannan, D. Application of Fuzzy Analytic Network Process for Barrier Evaluation in Automotive Parts Remanufacturing towards Cleaner Production—A Study in an Indian Scenario. J. Clean. Prod. 2016, 114, 199–213. [Google Scholar] [CrossRef]
- Luthra, S.; Govindan, K.; Mangla, S.K. Structural Model for Sustainable Consumption and Production Adoption—A Grey-DEMATEL Based Approach. Resour. Conserv. Recycl. 2017, 125, 198–207. [Google Scholar] [CrossRef]
- Si, S.-L.; You, X.-Y.; Liu, H.-C.; Zhang, P. DEMATEL Technique: A Systematic Review of the State-of-the-Art Literature on Methodologies and Applications. Math. Probl. Eng. 2018, 2018, 3696457. [Google Scholar] [CrossRef]
- Shaik, M.N.; Abdul-Kader, W. Comprehensive Performance Measurement and Causal-Effect Decision Making Model for Reverse Logistics Enterprise. Comput. Ind. Eng. 2014, 68, 87–103. [Google Scholar] [CrossRef]
- Kumar, A.; Dixit, G. An Analysis of Barriers Affecting the Implementation of E-Waste Management Practices in India: A Novel ISM-DEMATEL Approach. Sustain. Prod. Consum. 2018, 14, 36–52. [Google Scholar] [CrossRef]
- Singh, C.; Singh, D.; Khamba, J.S. Analyzing Barriers of Green Lean Practices in Manufacturing Industries by DEMATEL Approach. J. Manuf. Technol. Manag. 2020, 32, 176–198. [Google Scholar] [CrossRef]
- Liu, S.; Fang, Z.; Yang, Y.; Forrest, J. General Grey Numbers and Their Operations. Grey Syst. Theory Appl. 2012, 2, 341–349. [Google Scholar] [CrossRef]
- Javanmardi, E.; Liu, S.; Xie, N. Exploring the Philosophical Foundations of Grey Systems Theory: Subjective Processes, Information Extraction and Knowledge Formation. Found. Sci. 2021, 26, 371–404. [Google Scholar] [CrossRef]
- Toan, P.N.; Dang, T.-T.; Hong, L.T.T. Evaluating Video Conferencing Software for Remote Working Using Two-Stage Grey MCDM: A Case Study from Vietnam. Mathematics 2022, 10, 946. [Google Scholar] [CrossRef]
- Xia, X.; Govindan, K.; Zhu, Q. Analyzing Internal Barriers for Automotive Parts Remanufacturers in China Using Grey-DEMATEL Approach. J. Clean. Prod. 2015, 87, 811–825. [Google Scholar] [CrossRef]
- Govindan, K.; Khodaverdi, R.; Vafadarnikjoo, A. A Grey DEMATEL Approach to Develop Third-Party Logistics Provider Selection Criteria. Ind. Manag. Data Syst. 2016, 116, 690–722. [Google Scholar] [CrossRef]
- Bhatia, M.S.; Srivastava, R.K. Analysis of External Barriers to Remanufacturing Using Grey-DEMATEL Approach: An Indian Perspective. Resour. Conserv. Recycl. 2018, 136, 79–87. [Google Scholar] [CrossRef]
- Khan, S.; Haleem, A.; Khan, M.I. Enablers to Implement Circular Initiatives in the Supply Chain: A Grey DEMATEL Method. Glob. Bus. Rev. 2020, 097215092092948. [Google Scholar] [CrossRef]
- Majumdar, A.; Ali, S.M.; Agrawal, R.; Srivastava, S. A Triple Helix Framework for Strategy Development in Circular Textile and Clothing Supply Chain: An Indian Perspective. J. Clean. Prod. 2022, 367, 132954. [Google Scholar] [CrossRef]
- Xu, X.; Lu, Y.; Vogel-Heuser, B.; Wang, L. Industry 4.0 and Industry 5.0—Inception, Conception and Perception. J. Manuf. Syst. 2021, 61, 530–535. [Google Scholar] [CrossRef]
- Leng, J.; Sha, W.; Wang, B.; Zheng, P.; Zhuang, C.; Liu, Q.; Wuest, T.; Mourtzis, D.; Wang, L. Industry 5.0: Prospect and Retrospect. J. Manuf. Syst. 2022, 65, 279–295. [Google Scholar] [CrossRef]
Figure 1.
Research design.

Figure 2.
Influence map of barriers.

Table 1.
List of identified barriers to integrating LSS and I4.0.
| Barriers | References | |
|---|---|---|
| B1 | “High initial investment cost” | [15,30] |
| B2 | “Lack of available infrastructure” | [40,41] |
| B3 | “Lack of skilled workforce” | [34,37] |
| B4 | “Lack of coordination in supply chain” | [42] |
| B5 | “Lack of understanding of I4.0” | [42,43] |
| B6 | “Lack of standardization” | [30,44] |
| B7 | “Lack of training on LSS” | [43,45] |
| B8 | “Lack of database management system” | [29,46] |
| B9 | “Lack of available data for data analytics” | [43] |
| B10 | “Lack of top management commitment” | [47,48] |
| B11 | “Risk of security breaches” | [45,49] |
| B12 | “Resistance to change” | [44,50] |
| B13 | “Lack of consultant in the field” | [44,51] |
| B14 | “Lack of clarity among different functional group” | [48,52] |
| B15 | “Risk of disruption” | [53] |
Table 2.
Grey linguistic terms used in the study to represent expert responses and corresponding grey numbers.
Table 2.
Grey linguistic terms used in the study to represent expert responses and corresponding grey numbers.
| Linguistic Terms | Grey Number |
|---|---|
| “No impact (NO)” | (0, 0) |
| “Very low impact (VL)” | (0, 0.25) |
| “Low impact (L)” | (0.25, 0.5) |
| “High impact (H)” | (0.5, 0.75) |
| “Very high impact (VH)” | (0.75, 1) |
Table 3.
Relation and prominence scores of barriers.
| Barriers | R | C | Prominence Score (R+C) | Relation Score (R-C) | Prominence Rank | Cause/Effect |
|---|---|---|---|---|---|---|
| B1 | 3.261 | 2.767 | 6.028 | 0.494 | 14 | Cause |
| B2 | 4.298 | 2.788 | 7.086 | 1.509 | 6 | Cause |
| B3 | 3.375 | 3.019 | 6.394 | 0.355 | 12 | Cause |
| B4 | 3.216 | 3.824 | 7.04 | −0.608 | 7 | Effect |
| B5 | 3.63 | 3.726 | 7.357 | −0.096 | 3 | Effect |
| B6 | 2.919 | 3.649 | 6.568 | −0.729 | 8 | Effect |
| B7 | 3.834 | 3.446 | 7.28 | 0.388 | 4 | Cause |
| B8 | 3.351 | 2.516 | 5.867 | 0.834 | 15 | Cause |
| B9 | 3.46 | 2.715 | 6.175 | 0.745 | 13 | Cause |
| B10 | 3.752 | 3.924 | 7.676 | −0.172 | 1 | Effect |
| B11 | 3.498 | 3.73 | 7.228 | −0.232 | 5 | Effect |
| B12 | 2.589 | 3.928 | 6.517 | −1.339 | 9 | Effect |
| B13 | 4.148 | 3.378 | 7.526 | 0.77 | 2 | Cause |
| B14 | 3.213 | 3.275 | 6.488 | −0.062 | 10 | Effect |
| B15 | 2.269 | 4.128 | 6.398 | −1.859 | 11 | Effect |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Alsaadi, N. Roadblocks in Integrating Lean Six Sigma and Industry 4.0 in Small and Medium Enterprises. Systems 2024, 12, 125. https://doi.org/10.3390/systems12040125
AMA Style
Alsaadi N. Roadblocks in Integrating Lean Six Sigma and Industry 4.0 in Small and Medium Enterprises. Systems. 2024; 12(4):125. https://doi.org/10.3390/systems12040125
Chicago/Turabian StyleAlsaadi, Naif. 2024. "Roadblocks in Integrating Lean Six Sigma and Industry 4.0 in Small and Medium Enterprises" Systems 12, no. 4: 125. https://doi.org/10.3390/systems12040125
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.