1. Introduction
In recent years, the landscape of smart manufacturing has been transformed fundamentally by technological advances, particularly collaborative robots and digital twins. This development is not only revolutionizing conventional manufacturing processes, but also opening up new paths to greater efficiency, flexibility and adaptability. At the forefront of this transformative journey are collaborative robots, collaborative workplaces and digital twins—interconnected areas that will redefine the future of smart manufacturing.
Collaborative robots have emerged as central components in smart manufacturing environments, offering unprecedented opportunities to increase productivity, efficiency and adaptability in the context of Industry 5.0 [
1]. Researchers are addressing the challenges of human–robot interaction and exploring the complexity of task assignment in collaborative environments [
2]. At the same time, other studies explore the sensory dimensions of collaboration, and emphasize the crucial role of audio–visual cues in influencing work efficiency [
3]. These efforts shed light on the intricacies of human–robot collaboration, from the nuances of task allocation to the psychological effects of sensory interactions. The limitations of linguistic formulation strategies are evident, as demonstrated by the impact on the development of trust and distrust in collaborative robots, emphasizing the need for effective communication strategies [
4].
Efficient balance on the assembly line is paramount for optimizing manufacturing processes, highlighting the need for specific task allocation, especially in the automotive industry [
5]. In addition to that, an algorithmic approach to overcoming the challenges of mixed-model assembly lines is presented [
6]. The search for effective human–machine interaction in manufacturing is emphasized by models developed for question answering [
7]. This study highlights the central role of Natural Language Processing and question answering techniques and sheds light on their potential in the context of Industry 4.0. Key findings emphasize the need for adaptive models that are able to understand contextual nuances, leading to further research on real-world applications and scalability.
The dynamic landscape of Industry 4.0 requires a nuanced approach to managing technological change in manufacturing [
8,
9]. The role of collaborative robots is explored in the evolving manufacturing environment [
10], highlighting their integration into different work processes and their impact on productivity, efficiency and work dynamics. Alongside the positive aspects of robot integration, potential challenges are also highlighted, including workforce adaptation and ethical considerations. A comprehensive overview of human–robot collaboration identifies research gaps and urges exploration of innovative solutions [
11]. These efforts aim to redefine collaborative workplaces and offer insights into the intricate relationship between humans and robots in manufacturing. Efficient collaboration between humans and robots depends on a nuanced understanding of the perceived assembly complexity [
12].
At the same time, digital twins have crystallized as a transformative force. They offer virtual representations that mirror physical entities and processes [
13]. A comprehensive understanding of the concepts, technologies and industrial applications of the digital twin is crucial in the Industry 4.0 landscape [
14,
15]. This research serves as a cornerstone for synthesizing existing knowledge and provides a holistic overview of the development of the digital twin, deployment strategies and application scenarios. Existing research shows the potential of digital twins in optimizing various facets of smart manufacturing [
16,
17]. However, there are other challenges, as the emphasis on the importance of simulation modelling shows [
18]. These digital replicas are extended to production with practical applications of the digital twin using real-time data [
19,
20], which shows real-world applications, but also leads to discussions about scalability and integration issues. The advent of Industry 4.0 has ushered in an era where data are moving to the center of production operations [
21,
22]. This study highlights the importance of real-time data for decision-making, process optimization and predictive maintenance. However, the challenges related to data security, standardization and interoperability need to be explored further to unlock the full potential of data-driven smart manufacturing. However, the application of these results to real-world scenarios and the adaptability of the proposed approach in different production environments warrant further investigation [
23].
As we have mentioned previously, operations efficiency is one of the main goals in manufacturing processes’ optimization, which also applies to assembly line production processes [
24,
25]. When using collaborative robots, additional factors come into play that impact operations efficiency. These factors stem from the collaborative robot impact on a worker’s performance in terms of acoustic and visual effects, as well as collaborative robot motion parameters [
26]. When the motion parameters of the collaborative robot change, the visual impact of the robot also changes, which can affect the cooperation between the worker and the robot [
27]. While some studies examine the relationship between motion (e.g., the robot’s speed), visual (e.g., the presence of a physical barrier) and acoustic parameters (e.g., the sound level), we found no studies that study the impact of these parameters on operations efficiency. In a similar study, the researchers [
3] were interested in understanding whether different combinations of motion parameters, sound levels and the presence of the barrier affect the average assembly time. However, the paper focuses only on the average assembly time, neglecting the distribution of all assembly times values in different robot speed–sound–barrier scenarios. Moreover, the paper neglects the operations efficiency of the assembly process in the collaborative workspace completely, and also skips the role of a digital twin of the experiment, as highlighted in this study.
Therefore, our paper tries to fulfil this gap and, consequently, advances the discourse on collaborative robots, collaborative workplaces and digital twins in smart manufacturing. By addressing the identified limitations, we aim to provide valuable insights for researchers, practitioners and policy makers grappling with the complexities of Industry 4.0. Through this interdisciplinary investigation, we aim to lay the foundation for the seamless integration of collaborative robots and digital twins, improving efficiency and adaptability in the manufacturing ecosystem.
2. Methods
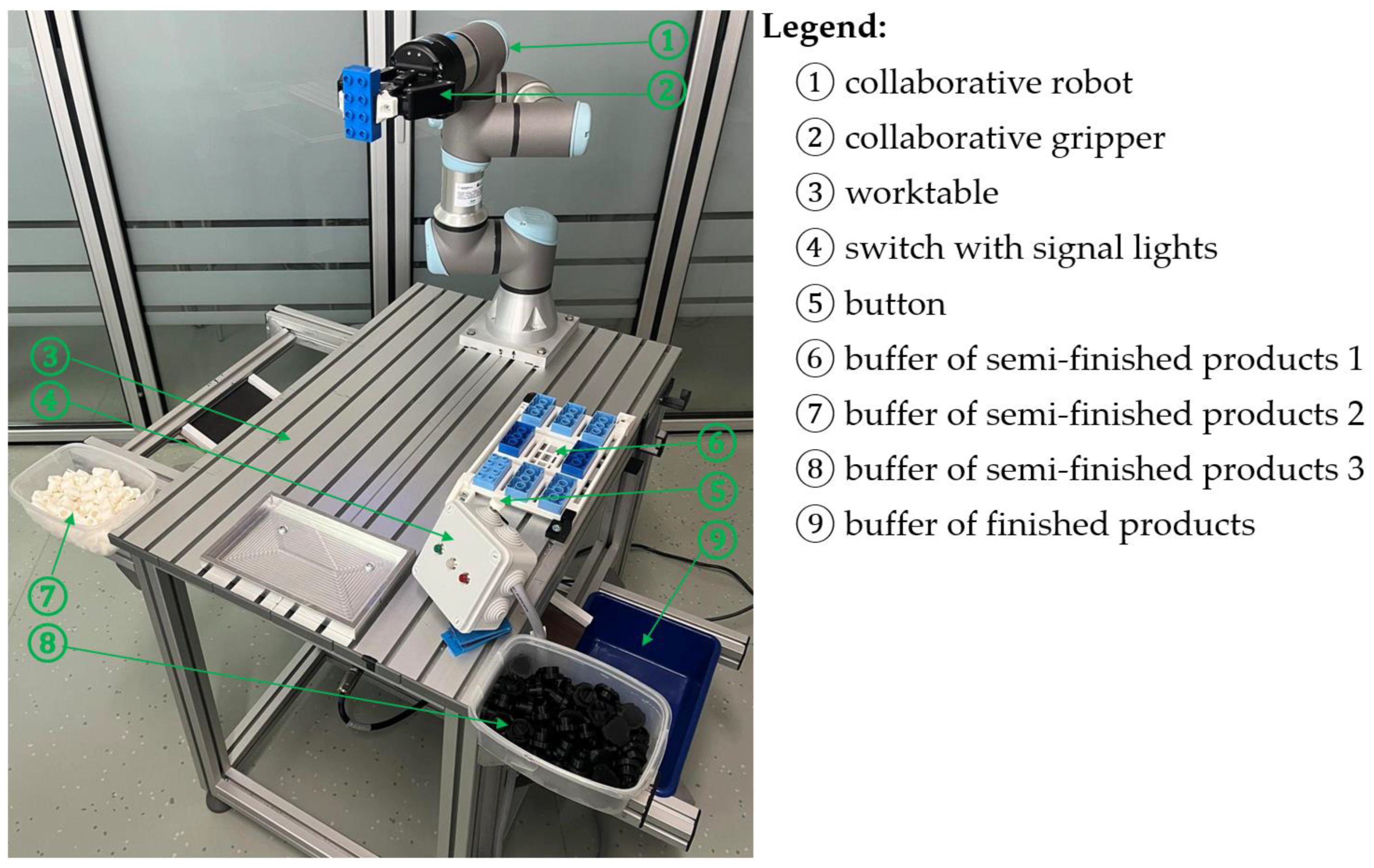
2.1. Collaborative Workplace Description
The experiment took place in a laboratory environment, for which the custom collaborative workplace (CW) shown in
Figure 1 was designed.
2.2. Digital Twin
Digital twins (DT) have become an increasingly prevalent tool in today’s industrial landscape, as they present a virtual representation of a physical system or entity and their dynamics [
28,
29]. The rising adoption of DT technology is evident across various sectors as industries recognize the advantages they offer. With DTs, engineers are able to predict, simulate, analyze, monitor and optimize systems or entities in front, or in real-time. The synergy of DTs with cutting-edge technologies like IoT, Big Data and AI is paving the way for transformative changes in how industries approach system optimization and decision-making [
17]. As these technologies continue to evolve, the capabilities of DTs evolve as well, positioning them at the forefront of innovation and efficiency in modern industrial processes.
The prime goal of human–robot collaboration is to achieve a safe and human-friendly CW, including operation. Even though the main purpose of DTs is to be able to monitor and make responses in real-time, a DT of a laboratory CW was established in our case to design a CW and a collaborative operation, create a robot program in front and obtain the worker normative final (operations) assembly time (
). In the initial phase, we used Siemens Tecnomatix Process Simulate 2301.0 (STPS) software to design a CW adjusted to the laboratory demands. To create a robot program, we had to determine the kinematic of a digital CR UR3e and a collaborative gripper. As entities were modeled and their positions determined, the STPS model was connected with the Universal Robots virtual simulator (URsim) to create a robot program. The connection between the STPS model and the CR in URsim is seen in
Figure 2. Before the finished robot program from URsim was transferred to the real robot (physical model), the connection between the STPS and the real robot was established to verify if the positions and movements of the robot were correct.
Building a DT of a CW allowed us to check the robot program in front, but, more importantly, the virtual model contributed to higher safety, as potentially hazardous areas and unwanted clashes between the robot and a human were recognized before the implementation into the real-world environment.
A normative final assembly time (
) needed to be determined, as the goal of the experiment was to examine the effects of changing motion, visual and acoustic parameters on assembly operation efficiency. With the help of Task Simulation Builder (TSB) in STPS, we designed and simulated the collaborative assembly operation seen in
Figure 3. According to the predefined human setting in STPS, a worker’s normative final assembly time (
) of 2.9 s was obtained from a simulation scenario of the DT.
2.3. Description of the Collaborative Assembly Operation
To study how parameters such as visualization, SL and MP of CR affect worker final assembly times and their efficiency, we had to determine the type of collaboration between the robot and worker and design the collaborative operation.
According to Zhang [
30], human–robot collaboration can be divided into four types, depending on the level of collaboration between the human and the robot and the necessary safety requirements. To address this research problem properly, we decided on coexistence between the human and the robot, which allows a worker and a robot to share the same workspace but not at the same time. For the purposes of our experiment, we also designed our own semi-finished products, as seen in
Figure 4.
The collaborative assembly operation had the following sequence: at the start of the collaborative operation, the CR ① grabbed an SFP1 and brought it to the shared location. In the meantime, the participant assembled two SFP4s, consisting of SFP2 and SFP3. As the CR ① reached the pre-determined shared location, the indicator light on the switch changed from red to green ④, which allowed the participant to attach (final assembly) two SFP4s to the SFP1. After a finished product was assembled, the participant pressed a button ⑤ to confirm the continuation of the operation (the indicator light on the switch ④ turned from green to red, indicating that the robot was working). The CR ① transferred the FP into the buffer ⑨ and the participant started preparing for a new cycle.
2.4. Experiment Design
The experiment was divided into two scenarios. The only difference between the first and the second scenarios was that, in the second scenario, a barrier was added between the participant and the CR. The barrier made it impossible for the participant to observe and follow the CR’s movements during the collaborative operation. As the use of a barrier gave us the opportunity to investigate the effects of the visualization aspect, the experimental design still needed to be adapted to investigate the effects of the different MP of the CR and the associated SL. To account for these aspects and their potential impact on the assembly operation efficiency, each of the scenarios was divided into nine smaller subsets, consisting of different combinations of CR MP and CR SL, as seen in
Table 1.
The defined combinations contained three levels of CR MP (60%, 80%, and 100%) and three levels of pre-recorded CR sounds (60, 80, 100), corresponding to the CR MP levels.
Table 2 explains the CR MP levels in more detail using velocity and acceleration values.
Table 3 shows the CR SL with values for the three parameters that were used to describe different aspects of sound measurements, which are crucial for understanding noise levels and their potential impact on health. These terms are LAeq (average sound level over a time period), Max. level (highest value of an exponential sound level over a time period) and LCpeak (peak sound pressure level). The values of these parameters were measured with Voltcraft SL-100, a sound-measuring device with a range from 30 dB to 130 dB. The SL measurements were carried out at the human location, more precisely, at the height of the human head in the seated position.
To investigate the effects of different SLs, the sound of a CR had to be simulated throughout the experiment. To simulate the effects of different SLs during the experiment, the sounds of a CR movement at a predetermined MP were recorded before the experiment’s commencement and played through the headphones (Marshall Major IV) during the experiment. This was introduced to minimize distraction from the environment for the participants, and to prevent participants from recognizing whether the SL heard matched the observed movement of the CR. Throughout the experiment, participants were unaware of the changes in the MP of the CR or the sounds they heard, as their natural response was desired to unaware changes. In this paper, the MP and SL of the CR are described with the levels (60, 80 and 100) as they correspond to the movement of the CR and the SL used at the defined MP. The use of levels allowed for a simpler interpretation of the results and made the experimental design easier to understand.
Fourteen individuals participated in the experiment, half of whom were women and the other half men. The average age of the participants was 38 years. Before the start of the experiment, the participants were not informed about the research objective and the different working conditions (different combinations of MP and SL of the CR) during the experiment, but only familiarized with the assembly process. The participants first completed the first scenario (collaboration without a barrier), followed by a second scenario (collaboration with a barrier). Each scenario contained nine combinations of MP and SL of a CR and was completed in the order shown in
Table 1. Each subset ended after 9 finished products. During the experiment, the final assembly times in each subset were recorded for each assembled product. To begin measuring a participant’s final assembly time, two conditions had to be met. First, the CR had to be at an assembly point, as shown in
Figure 2, and the participant had to have pre-assembled two SFP4s. The final assembly time was measured until the participant pressed the button to confirm the continuation of the process.
Due to the exploratory nature of this study, only the descriptive statistics methods were used to analyze the collected data. During the analysis it was determined that using frequency analysis and the mean (or average) values of assembly time provided us with easily interpretable results.
2.5. Research Questions
The aim of this study was to investigate how varying the MP of the CR, together with the associated SL and the visibility of the CR movements, affected efficiency in terms of workers’ assembly times. Therefore, we developed two research questions:
RQ1: How do different MP, SL and the visual aspect affect the assembly operation duration?
RQ2: How do different MP, SL and the visual aspect affect the efficiency of the assembly operation?
3. Results
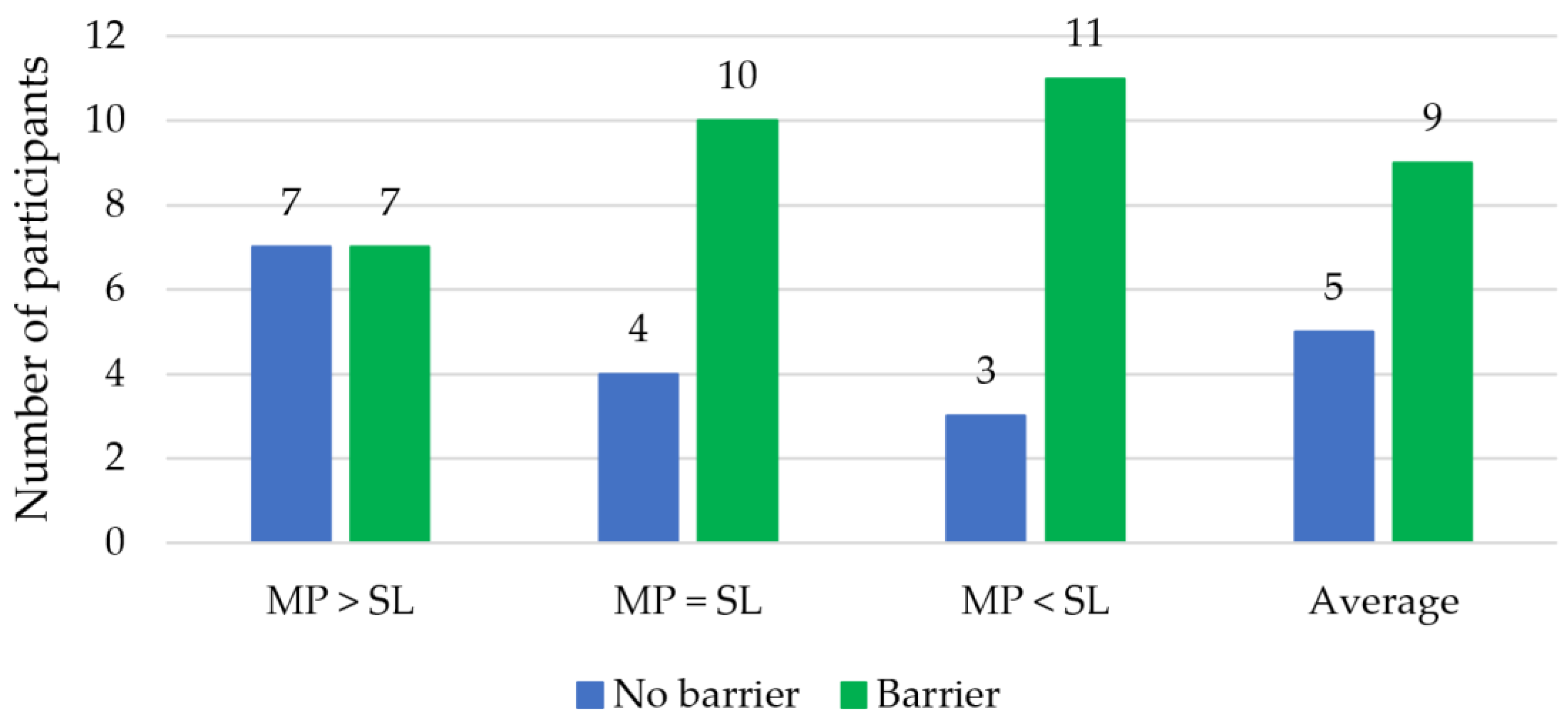
First, the combinations of CR MP and the corresponding SL were divided into three groups. The first group comprised the results for operations in which the MPs were set higher than the sounds the participants heard (MP > SL), the second group consisted of operations in which the MPs were equal to the sounds (MP = SL), and the third group consisted of operations in which the MPs were lower than the corresponding sounds MP < SL).
Figure 5 shows in which scenario and under certain MP/SL conditions the participants completed the assembly operation with the shortest average final assembly time. Overall, nine out of fourteen participants achieved a shorter final assembly time when the barrier was present. The barrier scenario shows that the number of participants achieving a shorter final assembly time increased when the SL was equal to or higher than the corresponding MP. In the no-barrier scenario, the number of participants achieving a shorter final assembly time started to decrease when the SL was equal to or lower than the corresponding MP. Based on the current results, we can see that the SL had a greater impact on the workers’ final assembly time, and, thus, on the efficiency of the work when the participants could observe the CR’s movements. With the introduction of a barrier, the results started to suggest that, by limiting visual contact between the participants and the CR, the participants began to rely more on the SL. This was confirmed by the increased number of participants when the MPs were equal to or lower than the corresponding SLs, as shown in
Figure 5.
In the next phase, we summarized the average final assembly times of all participants for the three “MP/SL” groups, and also for all nine “MP/SL” combinations. Both
Figure 6 and
Figure 7 show that the participants in the scenario with a barrier achieved shorter final assembly times. Comparing both scenarios with the introduction of a barrier, the participants’ final assembly time was reduced by 4.7% for the “MP > SL” combination, by 6.8% for the “MP = SL” combination and by 7.1% for the “MP < SL” combination. The smallest difference in assembly time between the scenarios was achieved in the combination “MP > SL” and the highest difference between the scenarios in the combination “MP < SL”.
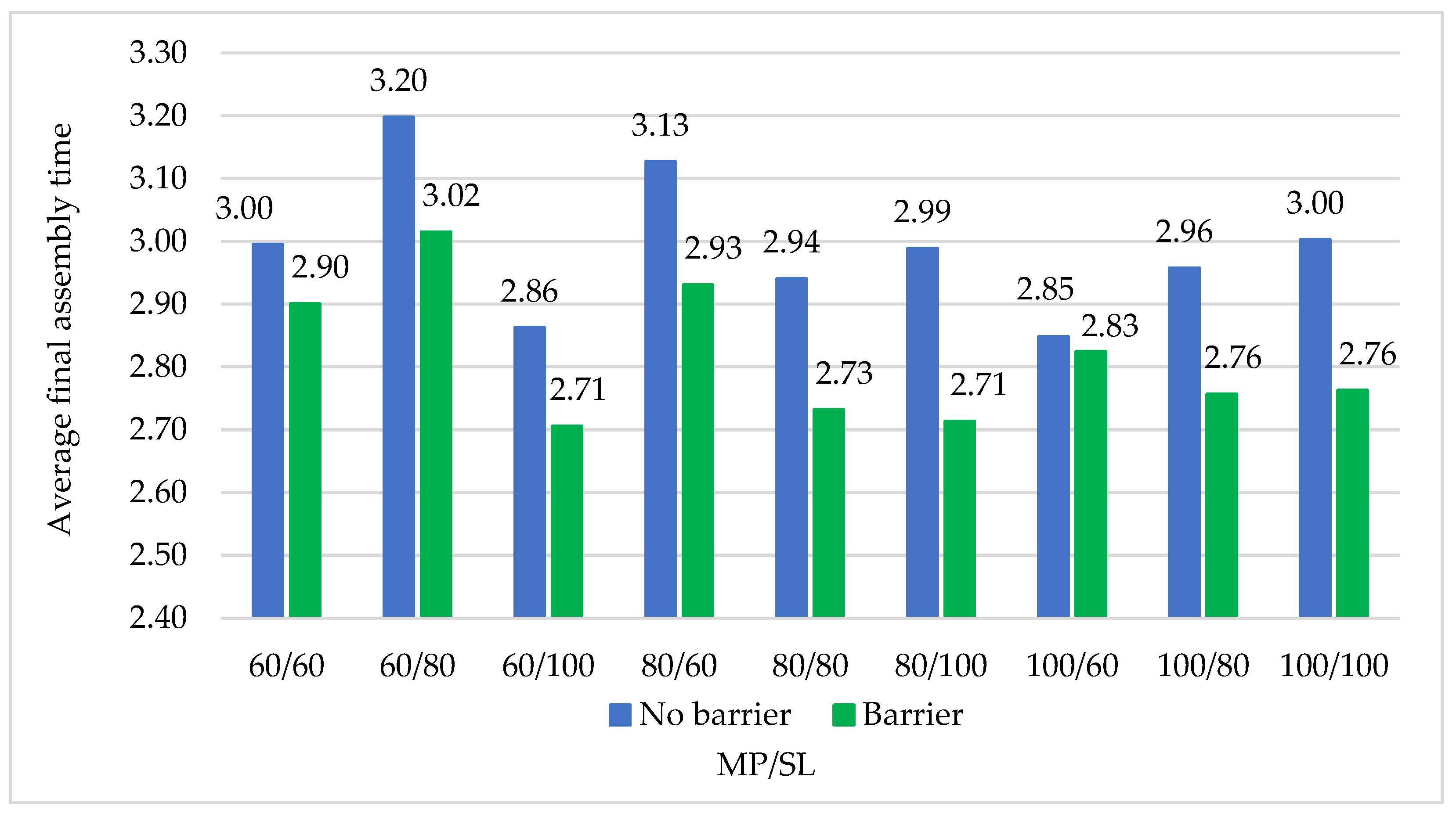
Figure 7 shows the average assembly times of the participants in all nine “MP/SL” combinations in relation to the use and non-use of the barrier. In all cases, the average assembly times were shorter when there was a barrier between the CR and the participant. This difference ranged from 0.7% (MP100/SL60) to 8% (MP100/SL100).
Figure 7 also shows that the average final assembly times are becoming slightly shorter with the increase in MP with and without the barrier, but not in all cases.
A normative final assembly time was determined using a human simulation in STPS. After simulating the DT, the normative final assembly time was set to 2.9 s. With the given normative final assembly time, we were able to categorize workers into two groups: efficient if their average final assembly time was equal to or lower than 2.9 s plus 10 percent, and inefficient if their average final assembly time was higher than 2.9 s plus 10 percent. A margin of 10 percent was granted because the normative final assembly time was determined based on the simulation scenario.
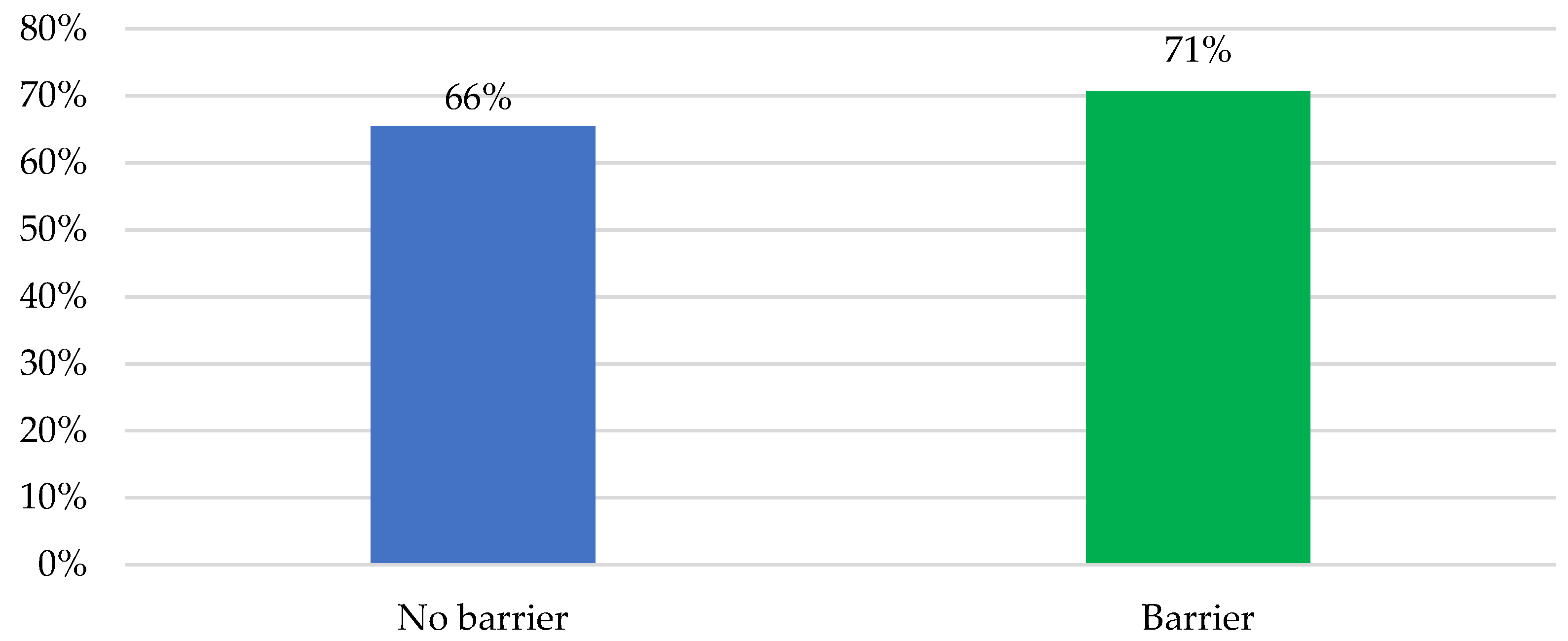
First, we calculated the proportion of efficient assembly operations for each scenario (barrier or no barrier). The efficiency was determined by dividing the number of efficient assembly operations for all nine “MP/SL” combinations by the total number of assembly operations. As can be seen in
Figure 8, the scenario with a barrier had an efficiency of 66%, while the introduction of the barrier led to an increase of 5% to a total of 71% efficient assembly operations.
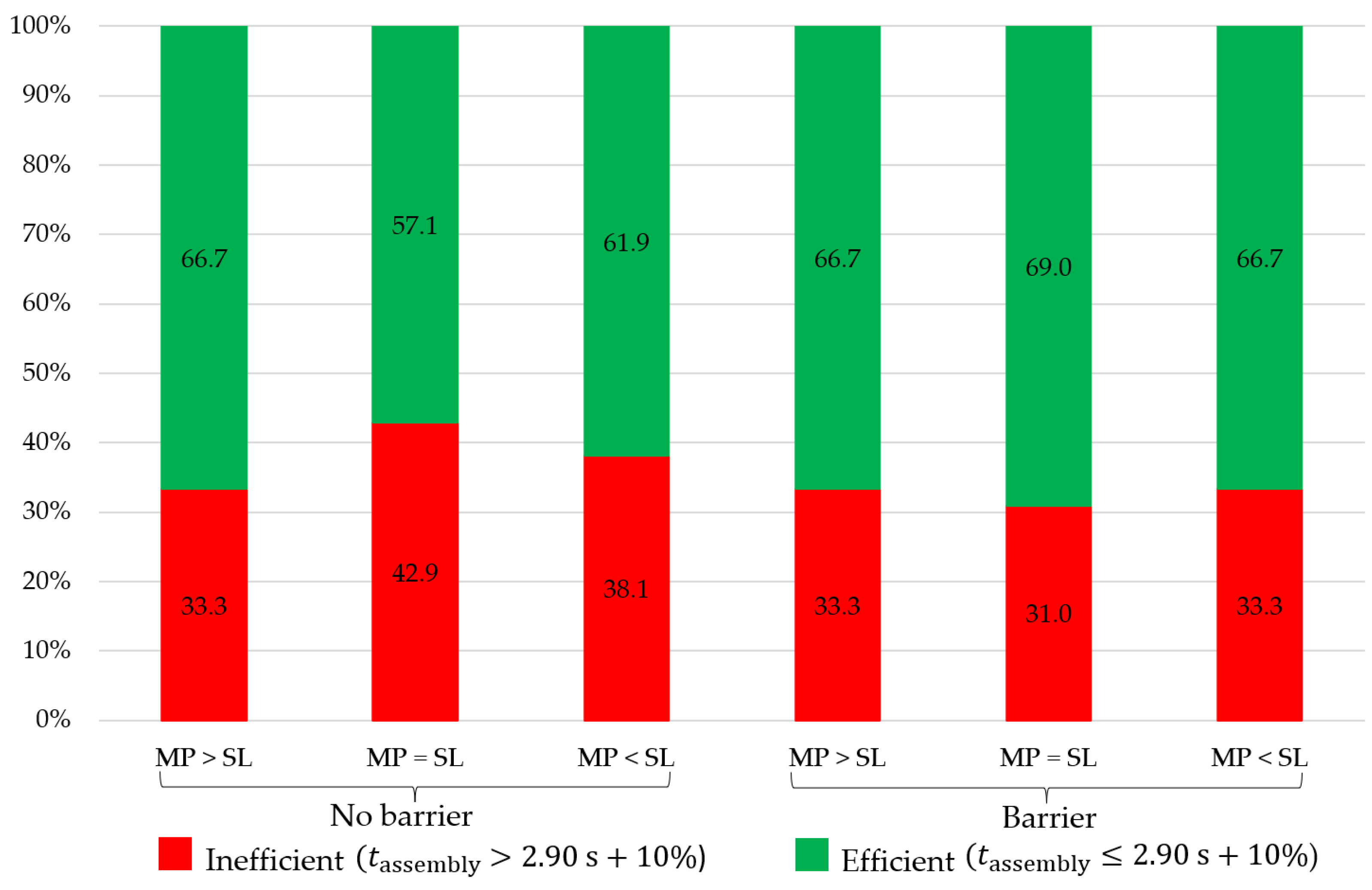
The average final assembly times of the participants in each combination were then compared with the determined normative final assembly time, and the participants were classified as efficient or inefficient. The results are shown in
Figure 9. The “MP/SL” combinations were again divided into groups (MP > SL, MP = SL and MP < SL). Each group consisted of three “MP/SL” combinations; therefore, each group had a total of 42 iterations (14 participants with their average final assembly time multiplied by 3 “MP/SL” combinations). For each iteration, we compared the average final assembly time with the normative final assembly time of 2.9 s.
The results in
Figure 9 are shown as percentages. In general, 64.7% of all the average final assembly times were efficient, 61.9% in the no-barrier scenario and 67.5% in the barrier scenario. Based on the results shown in
Figure 6 and
Figure 7, it was expected that the participants should be more efficient in the scenario with the barrier, as their average final assembly times were shorter compared to the scenario without the barrier.
Figure 9 confirms our assumptions. Only in the combination MP > SL was the proportion of efficient average final assembly times the same with and without the barrier. In the other two combinations, the proportion of efficient average final assembly times was much higher when there was a barrier present. As can also be seen in the graph, the results are much more consistent in the scenario with the barrier, regardless of the ratio between MP and SL, while differences between the groups occurred in the scenario without the barrier.
We calculated the efficiency of each “MP/SL” combination with and without using the barrier. As we mentioned before, 126 iterations were performed by 14 participants in each “MP/SL” combination. We counted the number of efficient assembly operations and calculated the percentage of efficient assembly operations by dividing it by the total number of operations for each combination and multiplying it by 100. The results are shown in
Table 4. We also calculated the differences in the proportion of efficient assembly operations with and without the barrier. All “MP/SL” combinations were sorted from the lowest difference in the efficiency of assembly operations to the highest difference in efficiency. As we can see, there are two “MP/SL” combinations where the efficiency was higher without a barrier. For all other seven “MP/SL” combinations, the efficiency was higher when the barrier was present. We can also see that the difference in efficiency was quite large for some “MP/SL” combinations—over 10% for three of them.
To analyze the differences in the efficiency of assembly operations further, we focused on the inefficient assembly operations (i.e., the operations that exceeded the 10% margin threshold). We counted the number of inefficient operations.
Figure 10 shows the absolute number of inefficient operations for different “MP/SL” combinations in terms of using and not using the barrier. We point out again that there were 126 iterations in each “MP/SL” combination. The
Figure 10 shows that when the SL was kept at level 60 and the MP varied, the number of inefficient operations was lower or nearly the same in the no-barrier scenario compared to the barrier scenario. However, when the SL was increased, for every “MP/SL” combination, the number of inefficient operations was higher in the scenario where the participants and the CR were not divided by the barrier.
Table 5 shows the results from
Figure 10. We calculated the differences in the proportion of inefficient assembly operations with and without barrier for all “MP/SL” combinations (column 5). The baseline is SL in the first column from level 60 to level 100. The second column is the MP level. Columns 3 and 4 show the absolute number of inefficient assembly operations with and without the barrier. As already mentioned, the participants were more efficient at the lowest SL level (60) when no barrier was present, more or less regardless of the MP level (speed). As soon as the SL level was increased to 80, and, further, to 100, the situation changed completely. In these two SL scenarios, regardless of the MP (speed) level, the participants achieved higher efficiency when the barrier was in place. The fifth column shows that the differences between the percentage of inefficient assembly operations with and without a barrier when the SL was at 80 or 100, ranged between 16.3 and 31.8%. This means that the number of inefficient assembly operations increased significantly when we changed the scenario from a barrier to no barrier. It is obvious that the visual effect of the CW has a significant impact on the efficiency level when combined with the different SLs. Another important observation is that, when the SL was 60, the total number of inefficient assembly operations (for all 3 MP levels) was highest when there was a barrier and lowest when there was no barrier (compared to SL 80 and 100).
We designed an additional
Table 6, where we used the same results, but the baseline is MP—the first column from level 60 to level 100. Looking at the
Table 6, we can detect a certain pattern. We can see that, for MP at level 80, the biggest difference in efficiency (barrier to non-barrier) was when SL was 80 and 100, and the only positive one was when SL was 60.
4. Discussion and Conclusions
The aims of this study were to determine how MP, SL and the presence of a barrier affect the efficiency of the assembly operation. As DTs are becoming more prevalent in the manufacturing environment, a DT of the experiment was created first. A normative time of 2.9 s was determined, based on the simulation in the DT of the experiment. As the normative times in practice are subject to various time increases due to other process activities and physiological needs of the operator, the normative time was increased by a further 10%.
We developed two research questions. The first research question addressed the effects of different “MP/SL” combinations and barrier on the participants in terms of the duration of the assembly process. Overall, nine out of fourteen participants (64.2%) had the shortest final assembly times when the barrier was present. However, when the MPs were higher than the replayed sounds, the number of participants achieving the shortest final assembly times was the same in both scenarios, without and with the barrier. On the other hand, the number of participants with the shortest final assembly times increased significantly when MP and SL were the same, and participants could not follow the CR’s movements due to the barrier. When the MPs were lower than the SL, even more participants (11) achieved the shortest final assembly time when they could not see the CR. This means that participants relied more on the sound of the movement due to the barrier and increased their working speed, even though the CR moved more slowly. On average, the participants completed the assembly operation 0.18 s faster when a barrier was present. While this may not seem like a big drop, it could prove important in a large-scale production.
The second research question was related to the efficiency of the assembly operations. For each “MP/SL” combination, the total number of inefficient operations was counted (the duration of assembly operations exceeding the 10% limit). It was found that there were more inefficient assembly operations when there was a barrier between the CR and the participants than when they were not separated, when the SLs were at their lowest level. The efficiency of each “MP/SL” combination and the barrier could be calculated next. While the efficiency of the assembly process decreased when the SL was at its lowest level and a barrier was introduced, the overall results show that the presence of the barrier helped to increase the efficiency of the assembly process, and, thus, the CW. Although efficiency decreased when the MP was at level 100, SL at 60 and the barrier was introduced, this combination resulted in one of the most efficient assembly operations.
When there was no barrier, the MP was kept constant at level 100 and SL was increased from level 60 to level 80, and later to level 100, there was a decrease in the efficiency of assembly operations by 5.6% and 12.7%, respectively. This suggests that when the participants can observe the rapid movements of the CR, decreasing their exposure to sound could lead to better performance, and, thus, higher efficiency. In contrast, when a barrier was used and the MP was kept constant at level 100, efficiency initially increased by 4.8% when the SL was increased from 60 to 80. However, when the SL was increased further to 100, the efficiency dropped by the same amount back to the efficiency at SL 60.
A similar trend can be seen in the barrier scenario, when the MP was kept constant at level 80 and SL was increased. The initial increase in efficiency was followed by a slight decrease in efficiency. When the MPs were at their lowest level, there was an initial 7.9% decrease in efficiency, followed by a 9.5% increase when the SLs were at their highest level. It is evident that not all SLs have a similar effect on efficiency when a barrier is present. This could indicate that there is either a cut-off point for SL that affects the performance of participants, or that there are other factors that need to be considered in a scenario with a barrier. Overall, the comparison of the average efficiency of all assembly operations for each scenario shows that efficiency was 5% higher when a barrier was present than when participants were in direct contact with the barrier. These results suggest that the participants were slightly more efficient during the assembly process simply by introducing some type of barrier that prevents visual monitoring of the CR’s movements.
The results of our study showed that the visual aspect had a major influence on the duration of assembly operations and the efficiency of assembly operations. The use or non-use of a barrier that impairs visual contact between the participant and the CR had a significant impact on both observed parameters: the duration of the assembly process and its efficiency. The difference in the results of the two observed parameters in both visual scenarios can have a significant impact on the company’s performance in terms of productivity and business indicators. Nevertheless, visual factors are not the only important factors that can affect the duration and efficiency of assembly operations. Both the movement parameters in the form of CR speed and the acoustic factors in the form of sound caused significant differences in achieving short and efficient assembly operations. In particular, the combination of the visual factor (the presence of the barrier) and the acoustic factor (SL) had a significant impact on the final assembly times. We believe that, based on the current state of CR and CW research, our study offers a state-of-the-art contribution to the field of efficient CW development from a scientific point of view.
Our study has provided some important insights into the interrelationship between visual, motion-related and acoustic factors in a specific scenario of an assembly process. However, we are aware of certain limitations of our study. Our experiment was conducted in a laboratory setting on a specific assembly operation with limited complexity. The number of participants and the duration of the experiment were limited. In the future, the experiment will be conducted in a real company environment, where a longer-term study of the real operation will take place. Another limitation was the selection of a 10% margin in determining efficient and inefficient assembly operations. In a real case, the company can determine this margin, based on various factors related to the desired productivity, capacity utilization and other contextual factors. Conducting future experiments with a larger number of participants and over a longer period of time will allow a larger amount of data to be collected. The results of the present study were analyzed using mainly descriptive statistics. Although this simplified approach yielded very valuable insights, the use of advanced statistical methods will validate our initial findings further. While we have described the limitations of our study, we have already outlined some directions for our future work. Not only will we expand the number of participants over a longer period of time, but we will also consider additional parameters, such as gender, physical characteristics, and, most importantly, stress factors. In our next experiments, we will also improve the effect of the DT. In this study, the DT was used to design a CW and a collaborative assembly task with its normative final operations time that allowed us to determine the efficiency of the workplace. This study also shows the potential of DT, as the normative assembly time determined by simulation is very similar to the average total assembly time of the experiment participants. This result underlines not only the accuracy of DTs in replicating real-life scenarios, but also their transformative potential in research and production, as they offer a cost-effective alternative for obtaining meaningful data and optimizing operational processes. In our future experiments, we will also use a DT to observe participants’ behavior in real time to investigate the relationship between visual, motion and acoustic factors further.
Nevertheless, the results obtained already have several important implications for manufacturing companies. When designing a CW, companies need to consider many different factors, with visual, motion-related and acoustic factors being among the most important. Our results show clearly that even a small change in one factor can lead to a significant change in the duration and efficiency of the assembly process. The interrelationships between the three factors we selected not only affect the company’s performance, but also play a major role in ensuring favorable conditions for workers. As a CW becomes increasingly important in real-world environments, our findings could help production/plant managers to design efficient CWs.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}