Author Contributions
Conceptualization, A.N. and K.O.; methodology, D.P.; software, A.K., M.R. and D.P.; validation, A.K. and D.P.; formal analysis, A.K., M.R. and K.K.; investigation, K.K.; resources, A.N.; data curation, M.R. and K.K.; writing—original draft preparation, A.K., M.R. and K.K.; writing—review and editing, A.N. and K.O.; supervision, A.N.; project administration, A.N. and K.O.; funding acquisition, D.P. All authors have read and agreed to the published version of the manuscript.
Figure 1.
Dentures made with NextDent Denture 3D and NextDent C&B MFH Bleach materials (photography by A.N.).
Figure 1.
Dentures made with NextDent Denture 3D and NextDent C&B MFH Bleach materials (photography by A.N.).
Figure 2.
Dental crowns made of Graphy TC-80DP material (photography by A.N.).
Figure 2.
Dental crowns made of Graphy TC-80DP material (photography by A.N.).
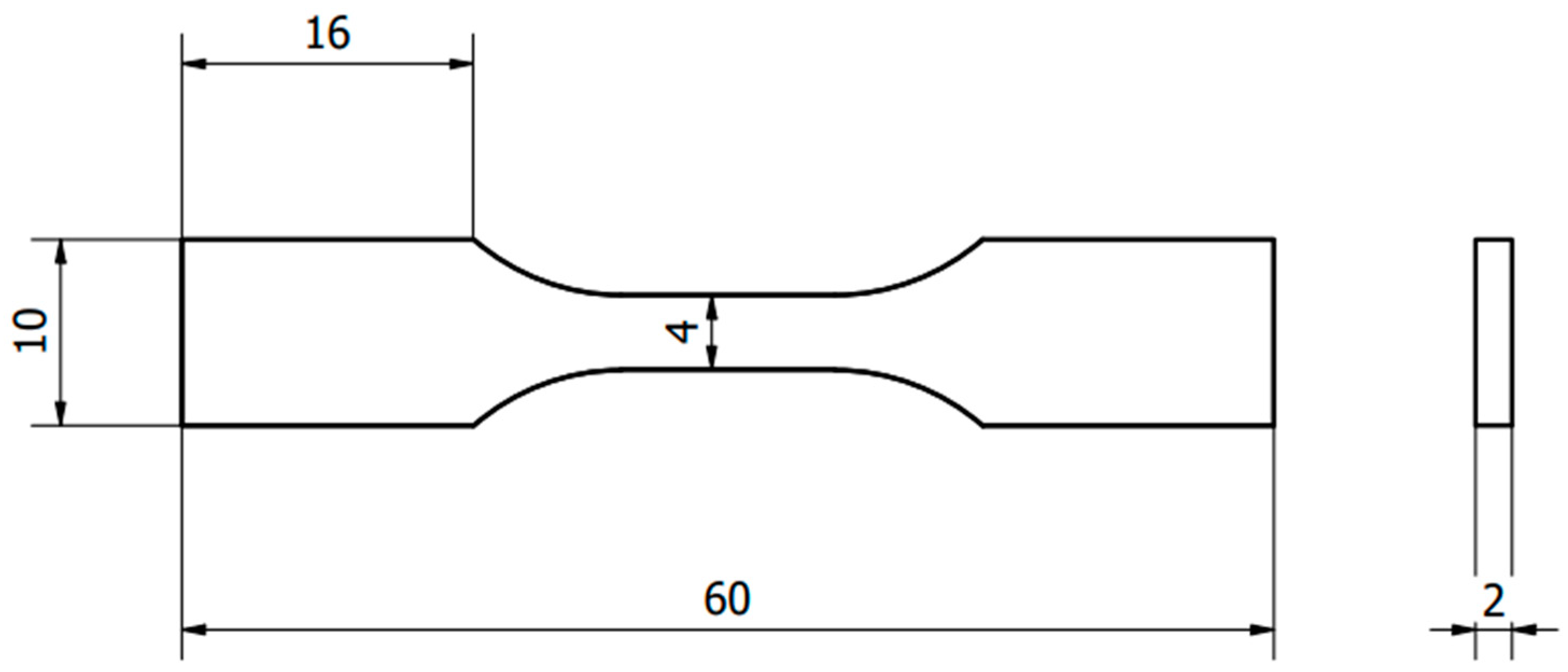
Figure 3.
Shape used for tensile strength testing.
Figure 3.
Shape used for tensile strength testing.
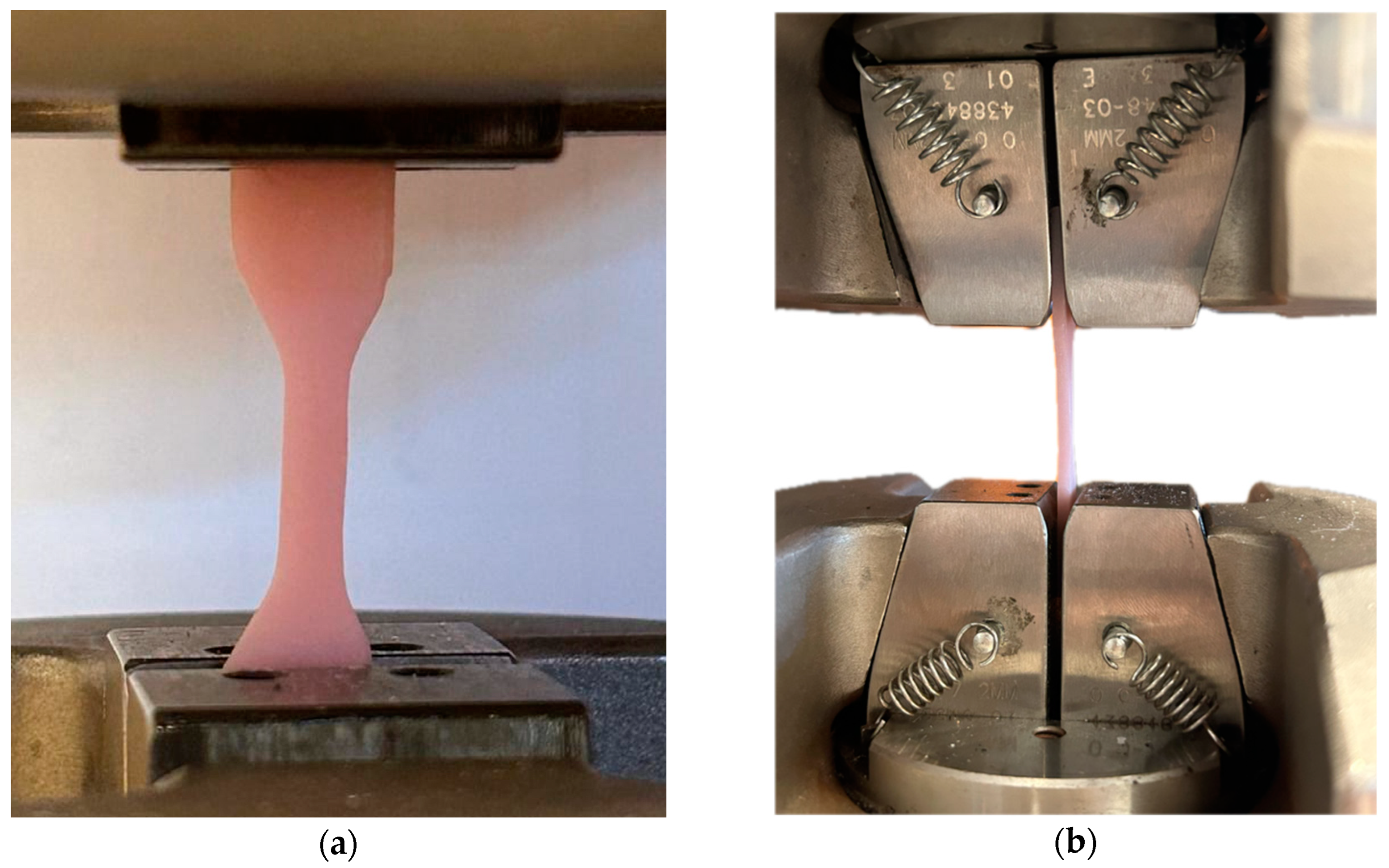
Figure 4.
Sample placed in the grips of the MTS testing machine for the static tensile test: (a) front view; (b) side view.
Figure 4.
Sample placed in the grips of the MTS testing machine for the static tensile test: (a) front view; (b) side view.
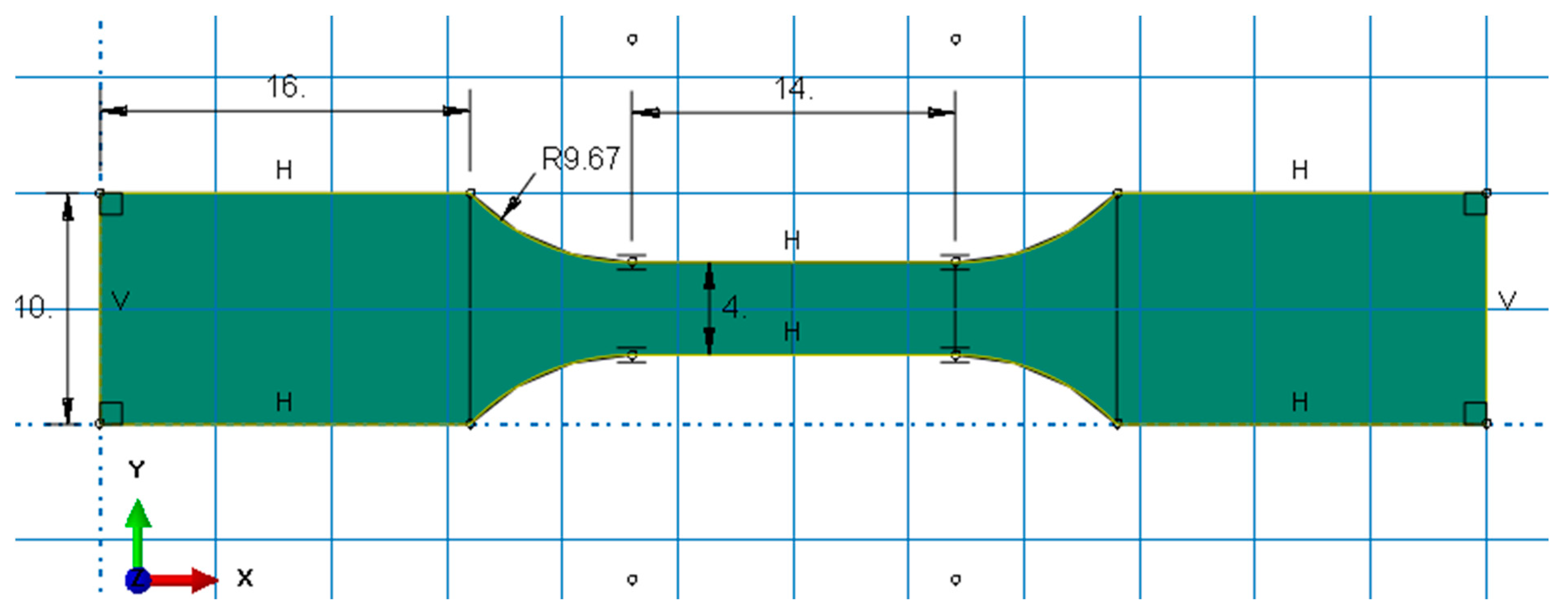
Figure 5.
Dimensions of the sample in the Abaqus/Explicit computing environment.
Figure 5.
Dimensions of the sample in the Abaqus/Explicit computing environment.
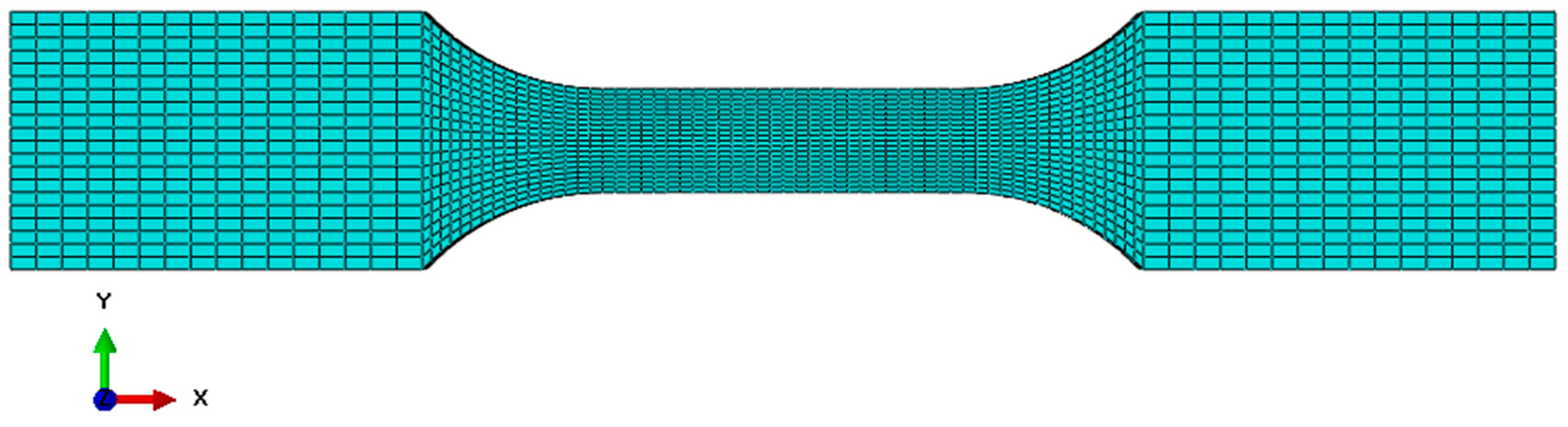
Figure 6.
Finite element meshed sample in the Abaqus/Explicit computing environment.
Figure 6.
Finite element meshed sample in the Abaqus/Explicit computing environment.
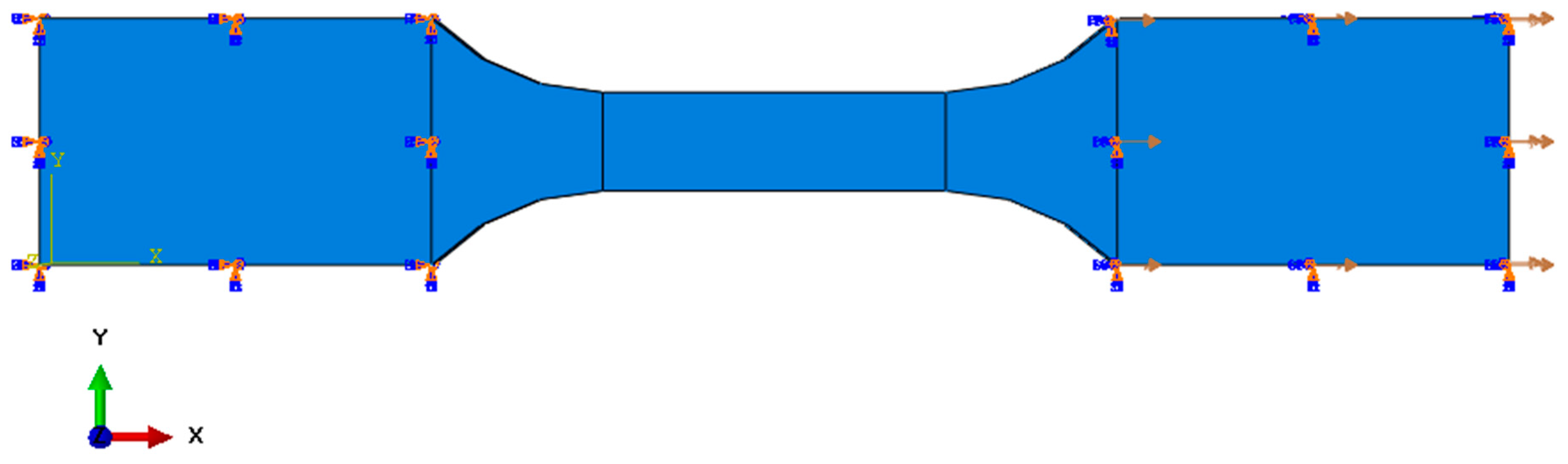
Figure 7.
Sample with initial boundary conditions.
Figure 7.
Sample with initial boundary conditions.
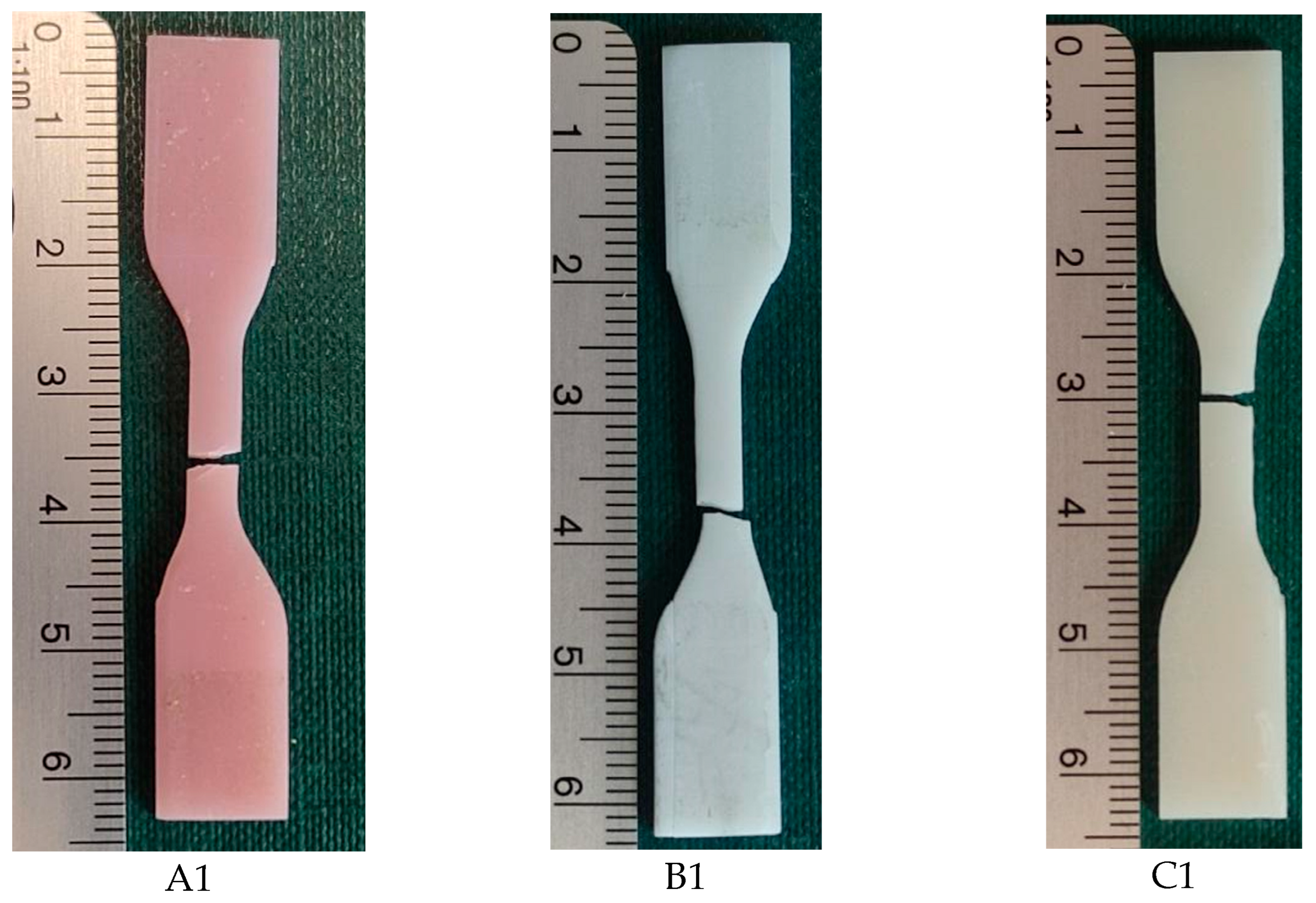
Figure 8.
Samples after static tensile test: (A1)—NextDent Denture 3D, (B1)—NextDent C&B MFH Bleach, (C1)—Graphy TC-80DP.
Figure 8.
Samples after static tensile test: (A1)—NextDent Denture 3D, (B1)—NextDent C&B MFH Bleach, (C1)—Graphy TC-80DP.
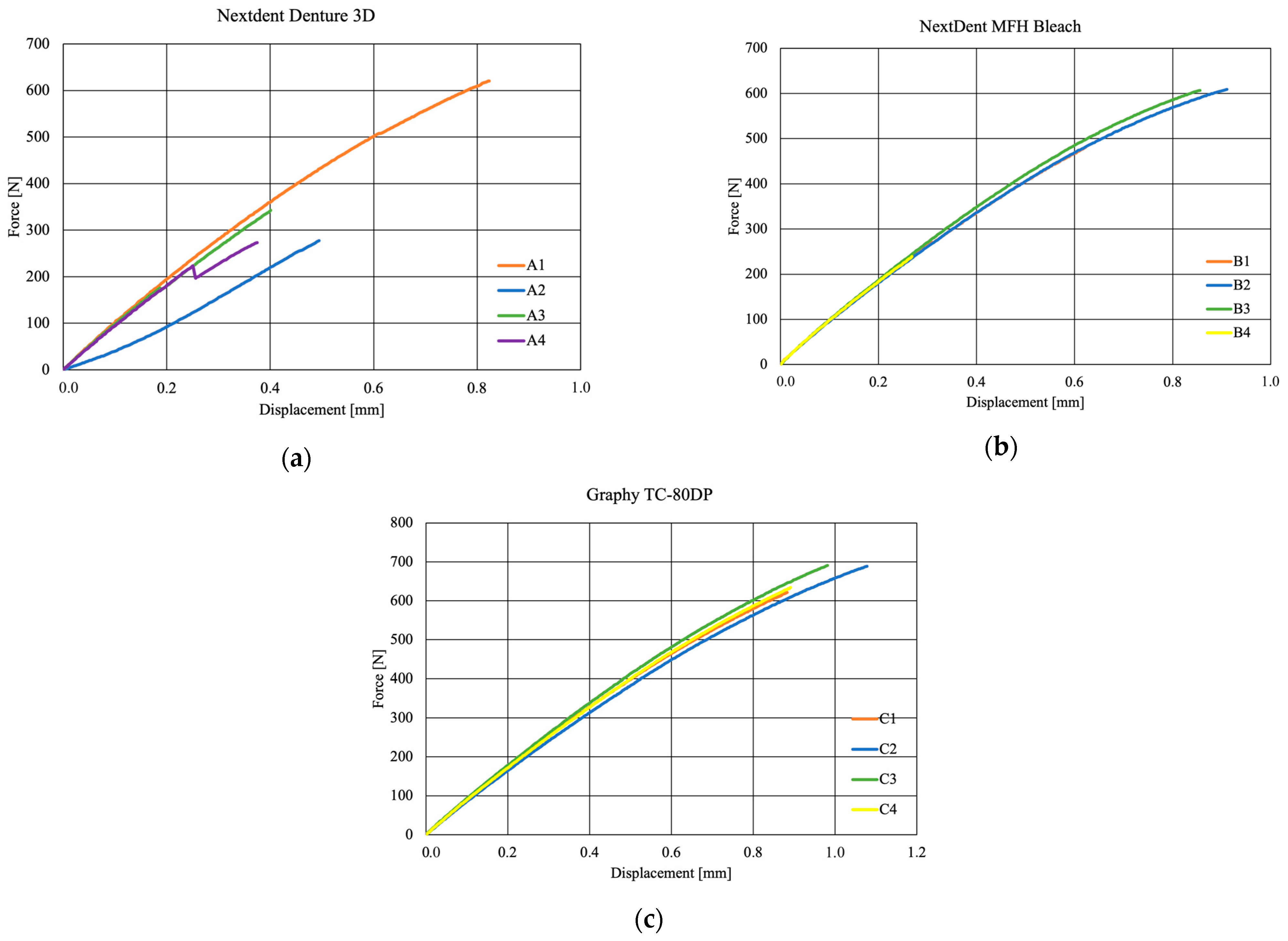
Figure 9.
Material characteristics: (a) NextDent Denture 3D, (b) NextDent C&B MFH Bleach, (c) Graphy TC-80DP.
Figure 9.
Material characteristics: (a) NextDent Denture 3D, (b) NextDent C&B MFH Bleach, (c) Graphy TC-80DP.
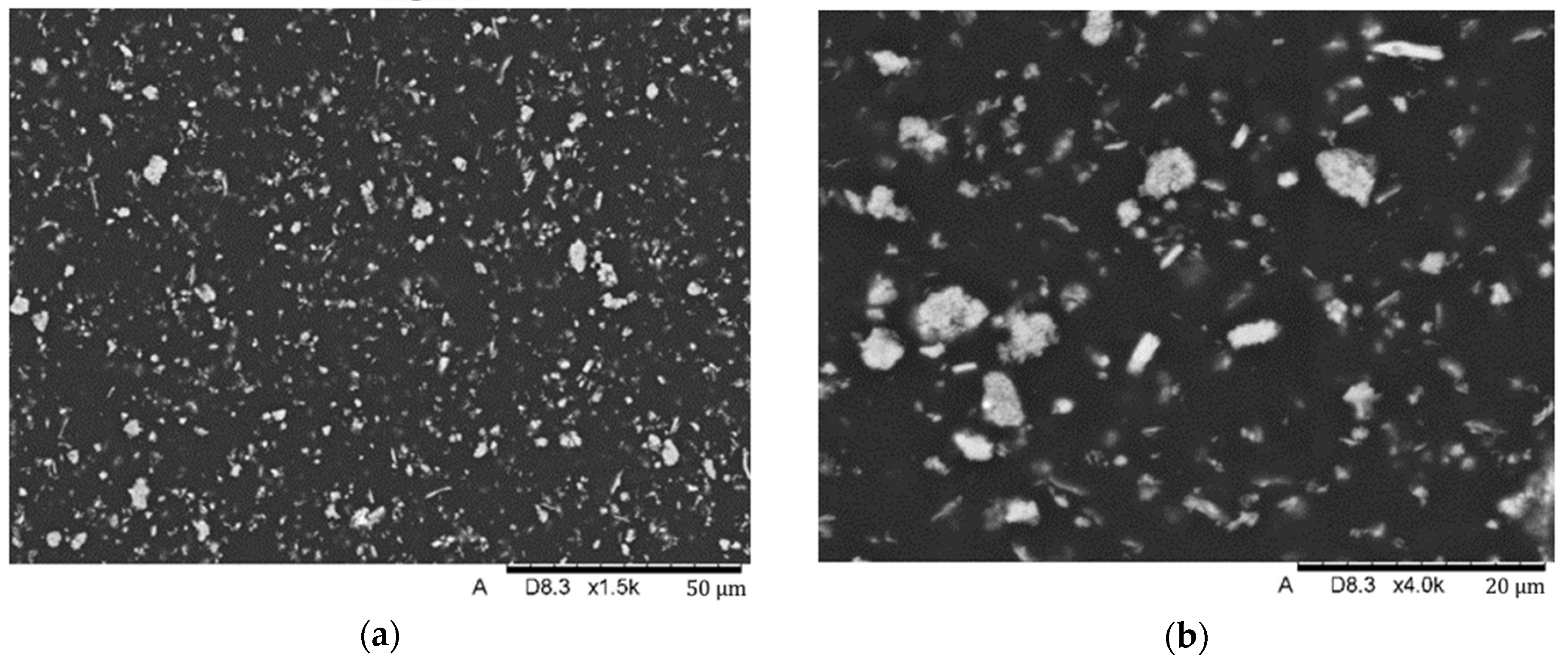
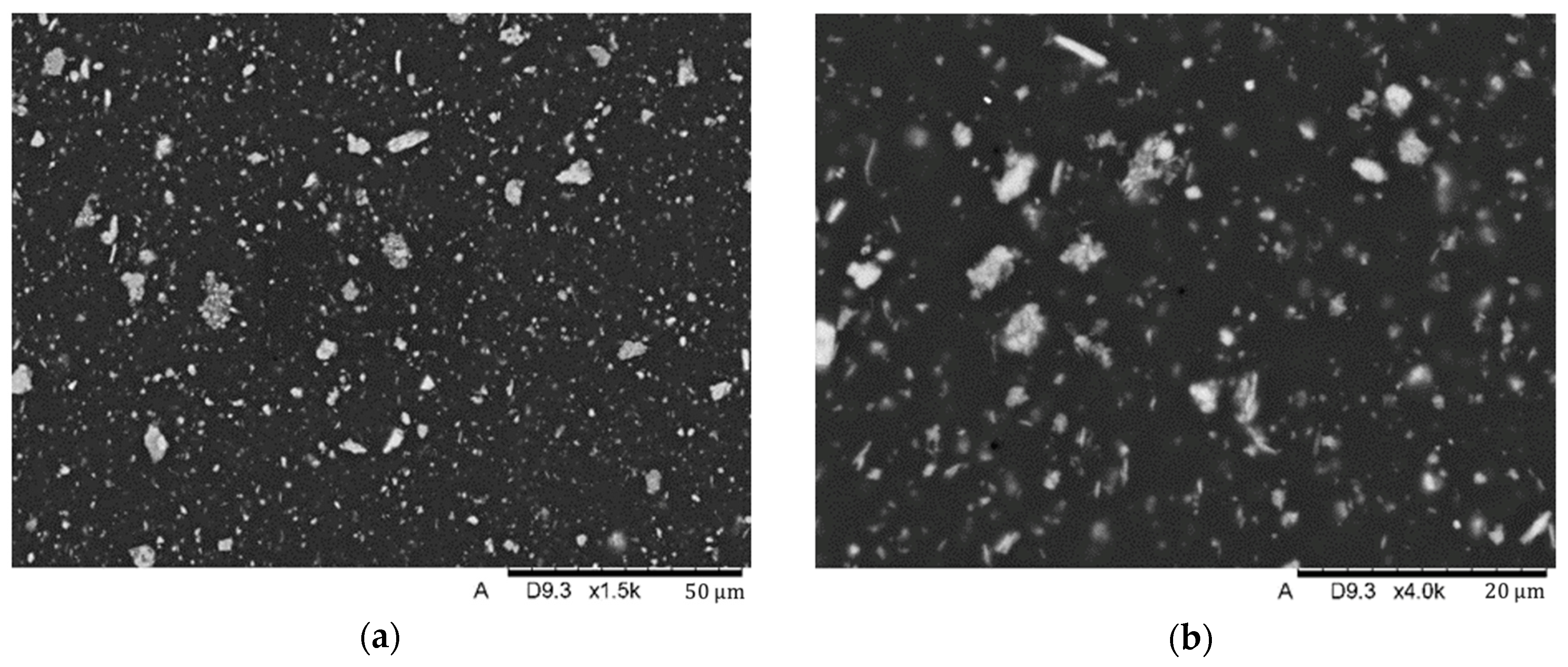
Figure 10.
SEM images of the microstructure of Nextdent 3D material. Magnification: (a) 1500×; (b) 4000×.
Figure 10.
SEM images of the microstructure of Nextdent 3D material. Magnification: (a) 1500×; (b) 4000×.
Figure 11.
SEM images of the microstructure of NexDent MFH Bleach material. Magnification: (a) 1500×; (b) 4000×.
Figure 11.
SEM images of the microstructure of NexDent MFH Bleach material. Magnification: (a) 1500×; (b) 4000×.
Figure 12.
Image analysis: binary images of the surface using a magnification of 2000×: (a) Nextdent 3D; (b) NextDent C&B MFH Bleach.
Figure 12.
Image analysis: binary images of the surface using a magnification of 2000×: (a) Nextdent 3D; (b) NextDent C&B MFH Bleach.
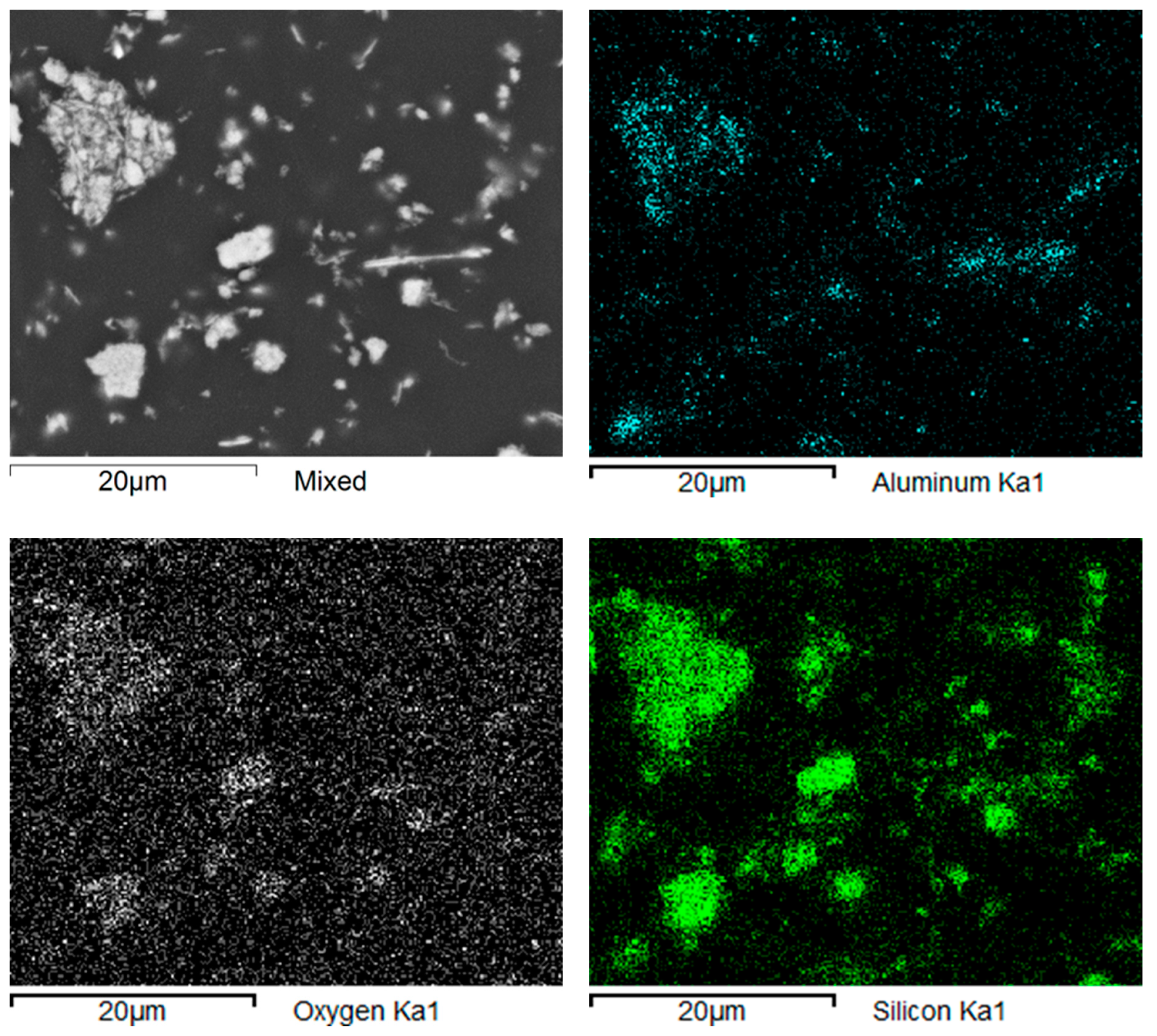
Figure 13.
Nextdent 3D: maps of elements’ distribution in the composite’s structure.
Figure 13.
Nextdent 3D: maps of elements’ distribution in the composite’s structure.
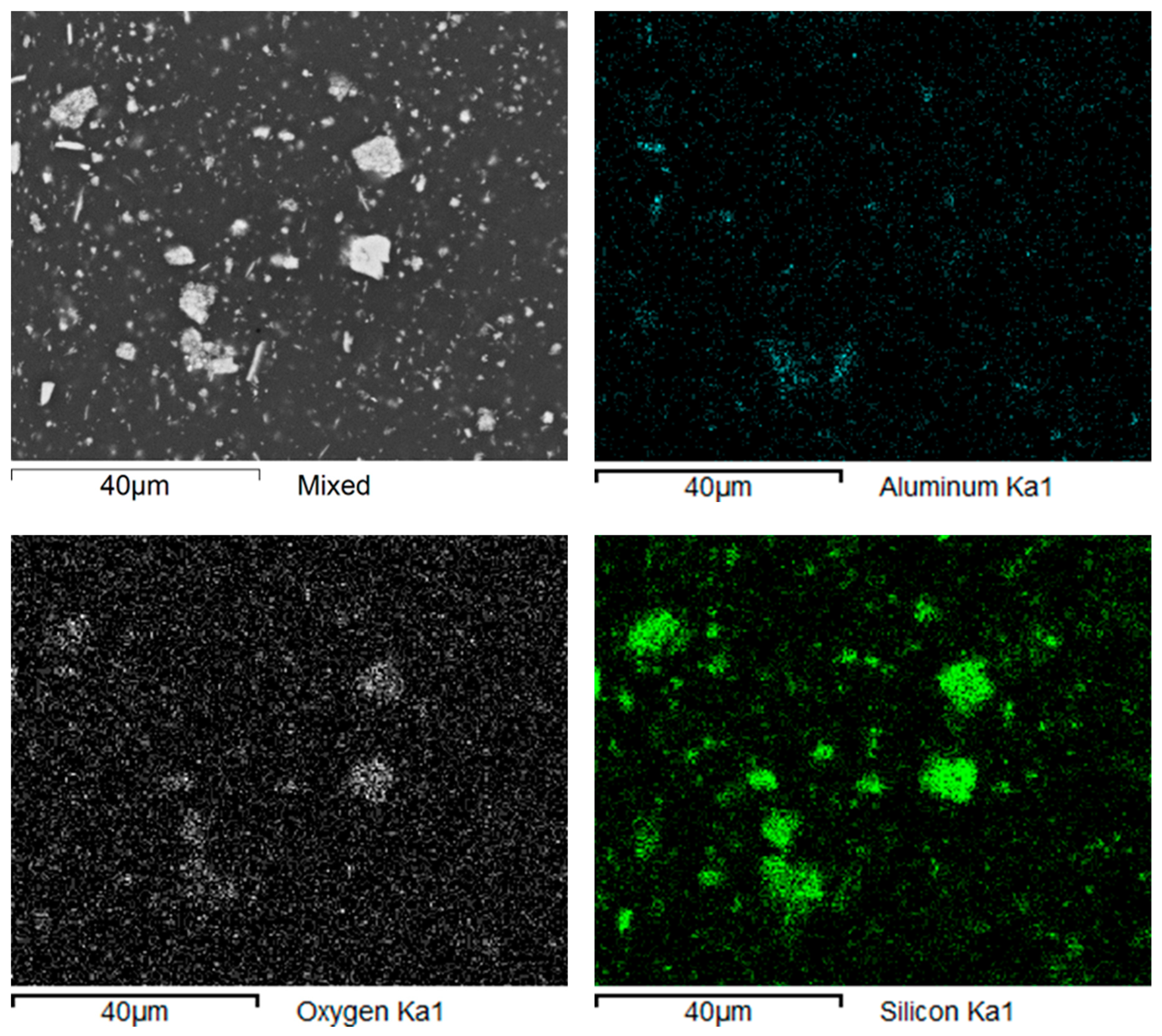
Figure 14.
NexDent MFH Bleach: maps of elements’ distribution in the composite’s structure.
Figure 14.
NexDent MFH Bleach: maps of elements’ distribution in the composite’s structure.
Figure 15.
NexDent MFH Bleach: linear analyses of elements’ distribution in the composite’s structure.
Figure 15.
NexDent MFH Bleach: linear analyses of elements’ distribution in the composite’s structure.
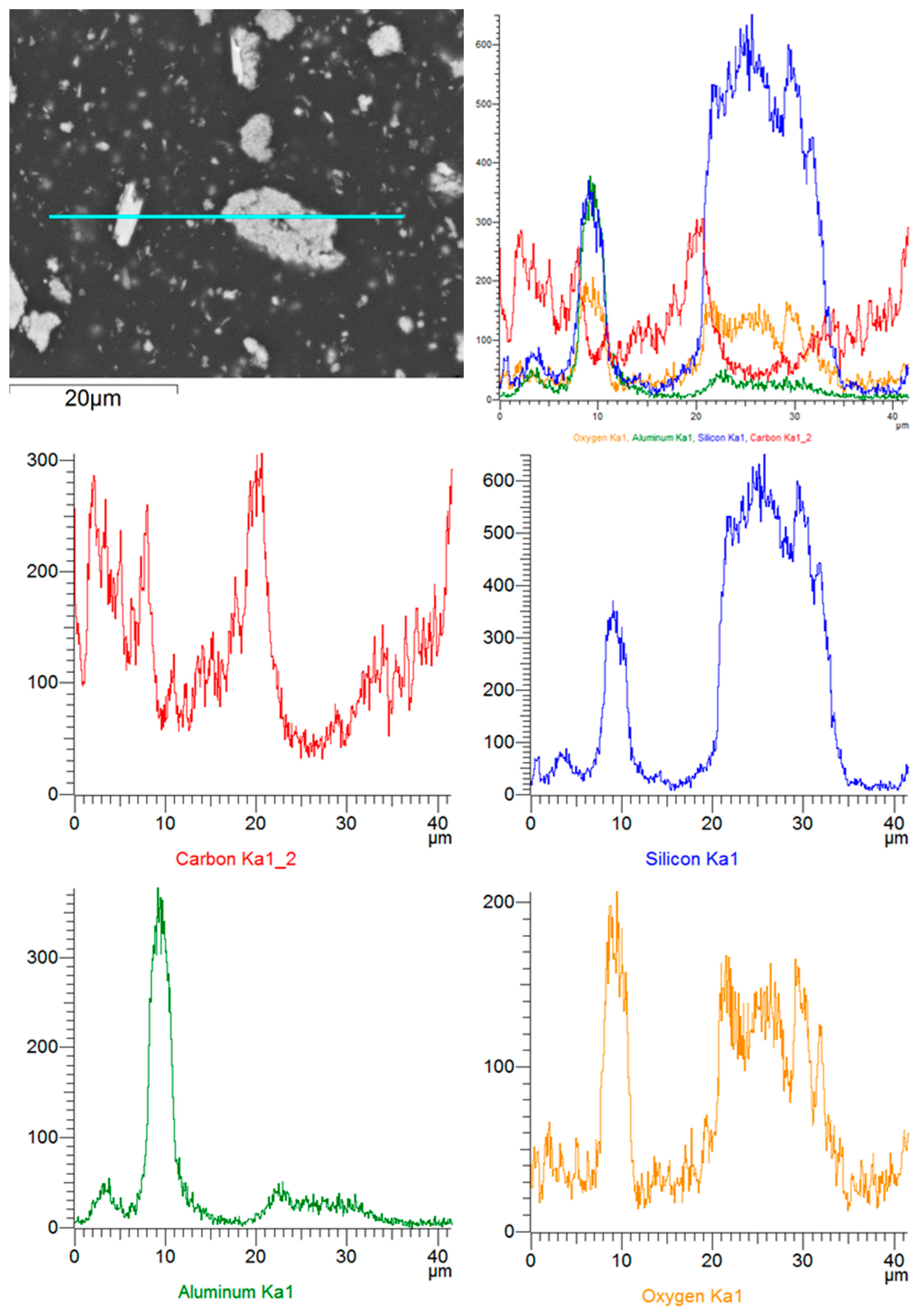
Figure 16.
Nextdent 3D: linear analyses of elements’ distribution in the composite’s structure.
Figure 16.
Nextdent 3D: linear analyses of elements’ distribution in the composite’s structure.
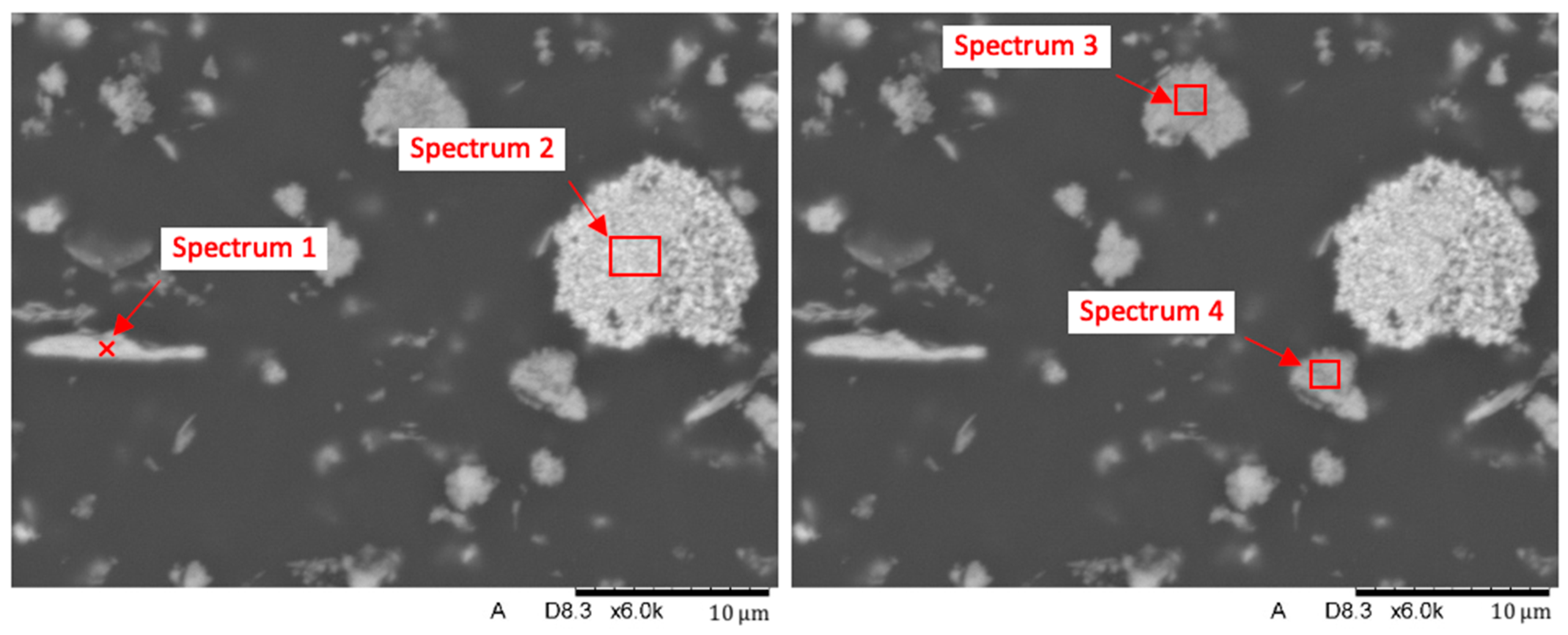
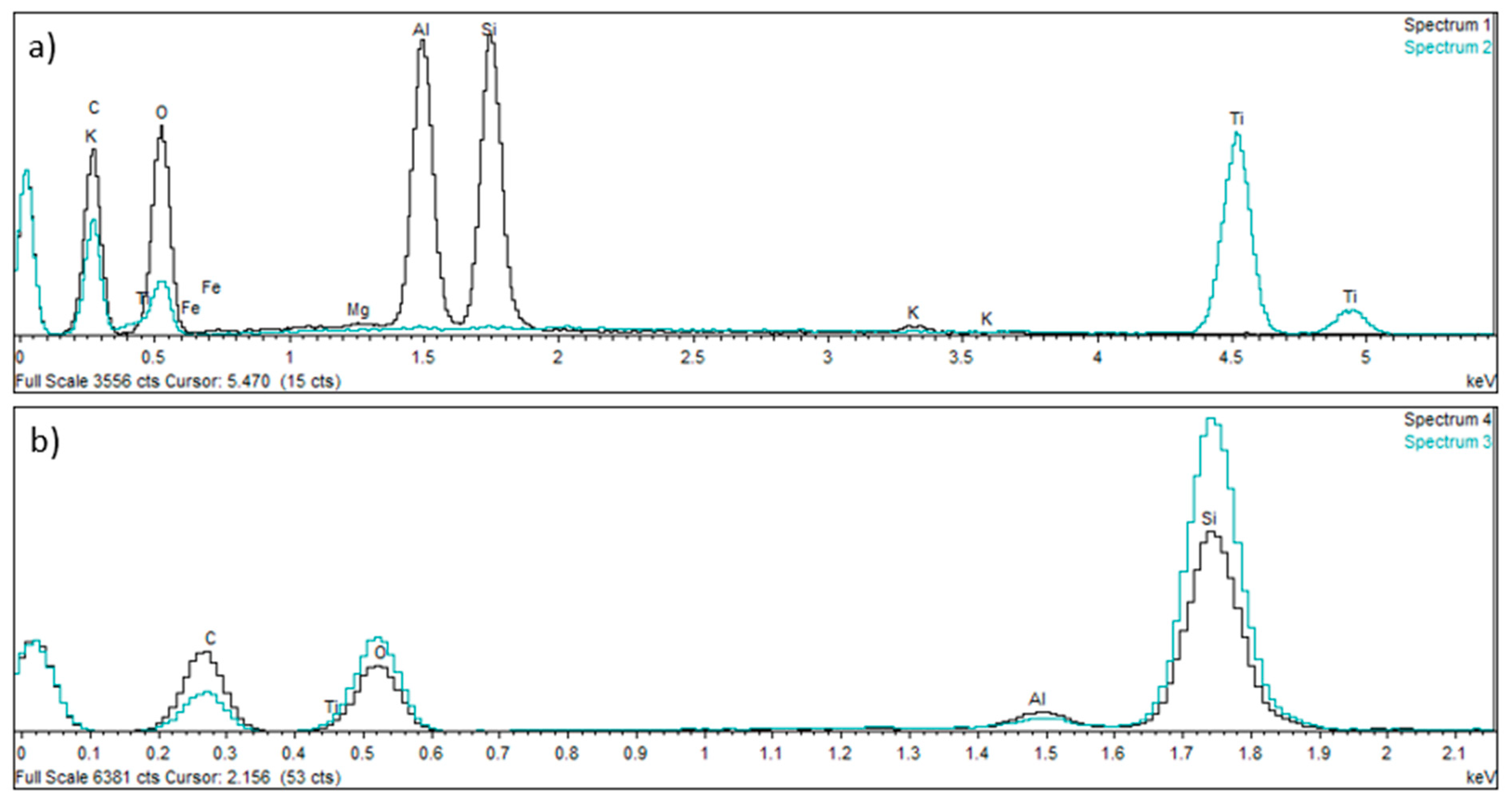
Figure 17.
Spectral analysis of selected elements in the Nextdent 3D material structure: (a) spectrum 1 and 2; (b) spectrum 3 and 4.
Figure 17.
Spectral analysis of selected elements in the Nextdent 3D material structure: (a) spectrum 1 and 2; (b) spectrum 3 and 4.
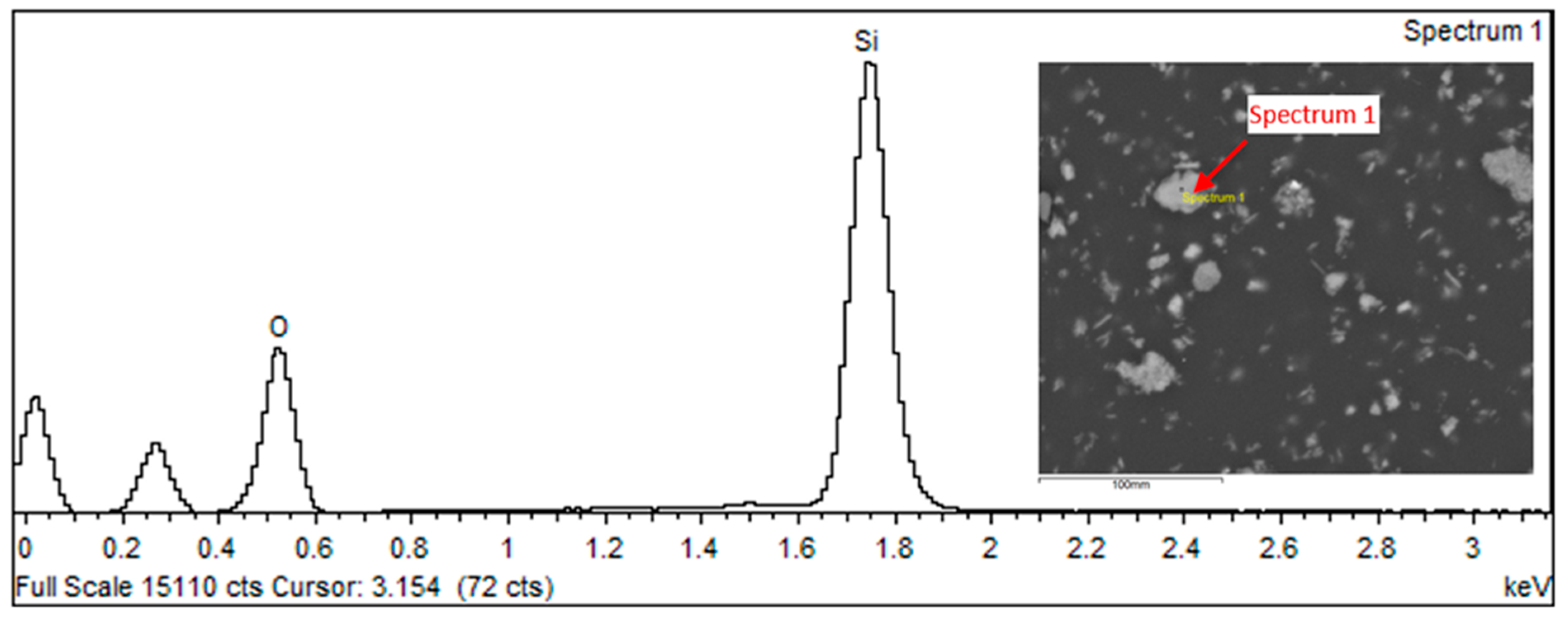
Figure 18.
Spectral analysis of selected elements in the Nextdent 3D material structure: spectrum 1.
Figure 18.
Spectral analysis of selected elements in the Nextdent 3D material structure: spectrum 1.
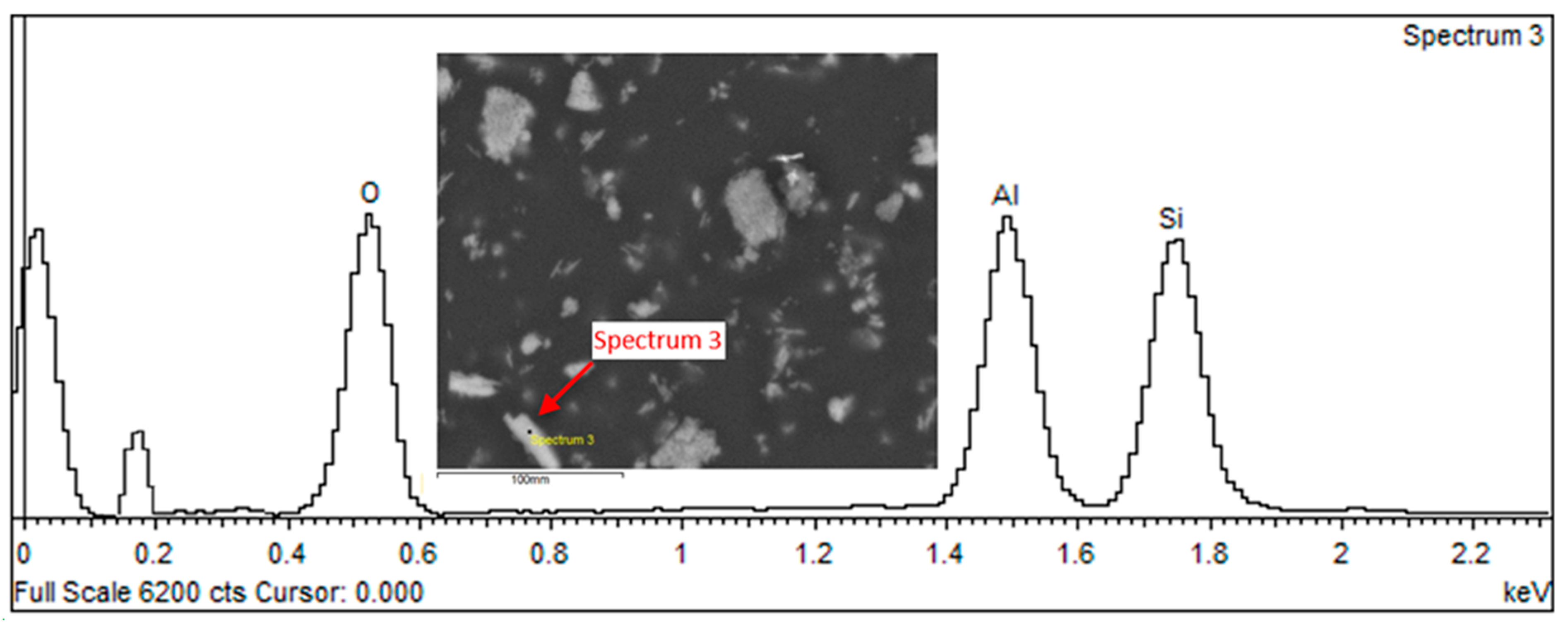
Figure 19.
Spectral analysis of selected elements in the Nextdent 3D material structure: spectrum 3.
Figure 19.
Spectral analysis of selected elements in the Nextdent 3D material structure: spectrum 3.
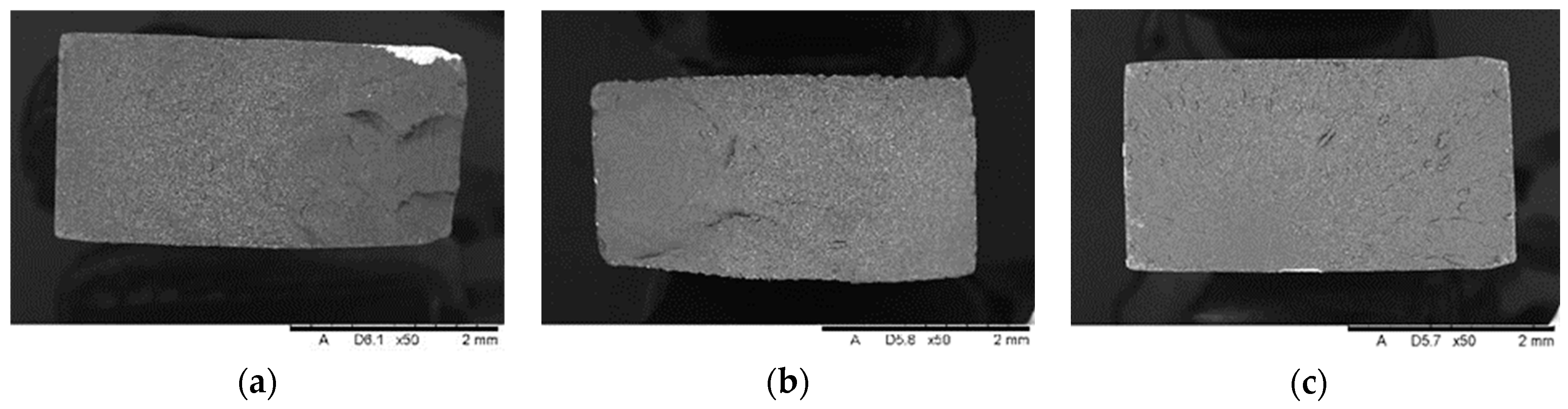
Figure 20.
General view of the face of the reference breakthroughs of the specimens after static tensile testing: (a) Nextdent 3D (A1); (b) NexDent MFH Bleach (B1); (c) Graphy TC-80DP (C1).
Figure 20.
General view of the face of the reference breakthroughs of the specimens after static tensile testing: (a) Nextdent 3D (A1); (b) NexDent MFH Bleach (B1); (c) Graphy TC-80DP (C1).
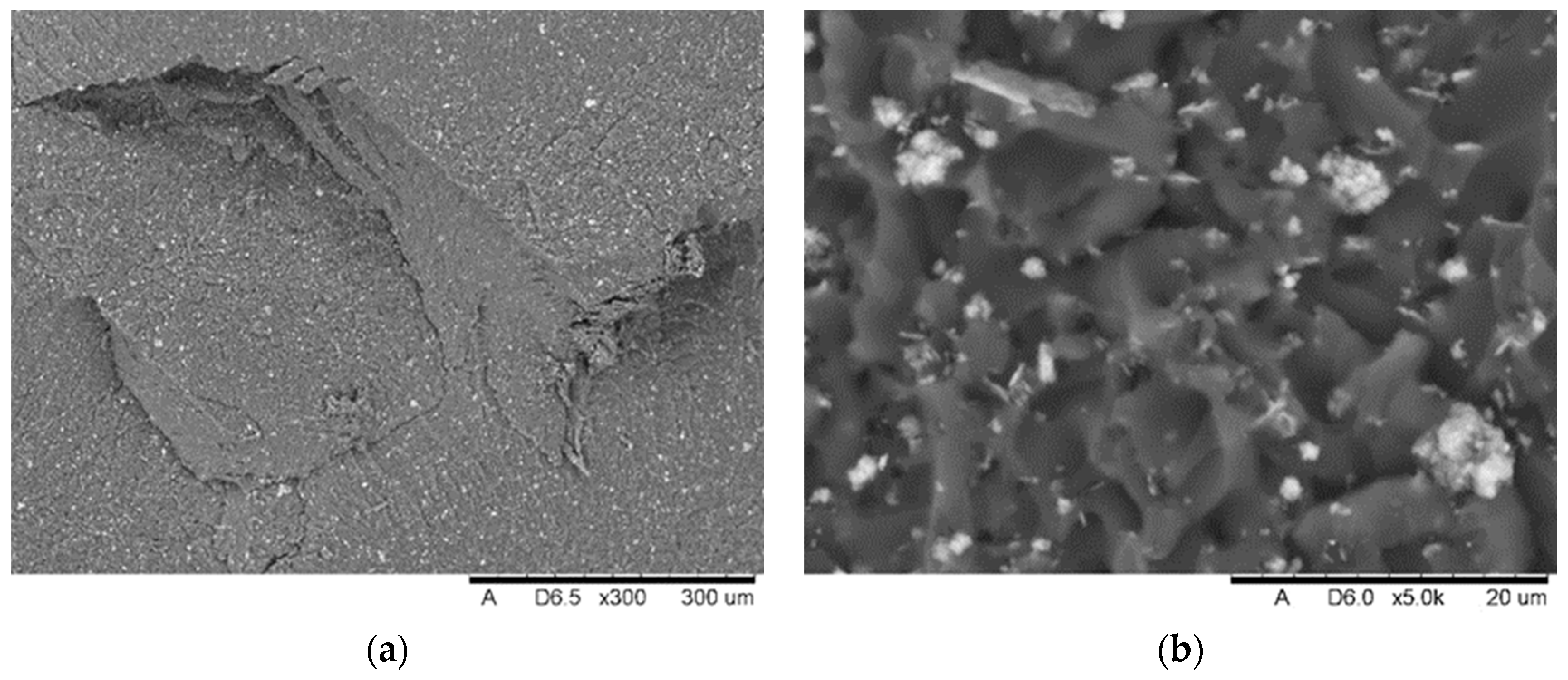
Figure 21.
View of the fracture front surface of the Nextdent 3D specimen (A1): (a) visible in the surface topography is a system of high faults associated with the passage of the fracture front through an area of local micro-deformation. (b) View of filler particles on the fracture surface.
Figure 21.
View of the fracture front surface of the Nextdent 3D specimen (A1): (a) visible in the surface topography is a system of high faults associated with the passage of the fracture front through an area of local micro-deformation. (b) View of filler particles on the fracture surface.
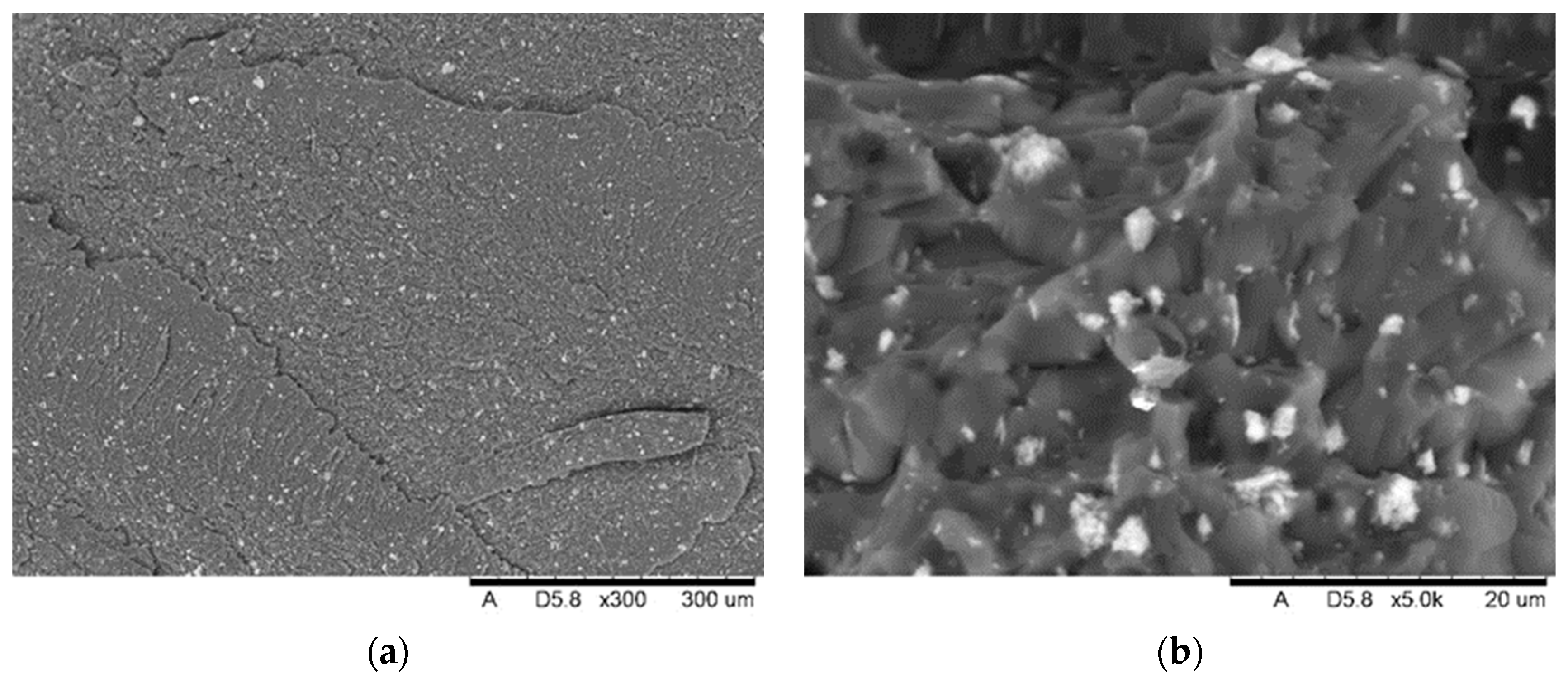
Figure 22.
View of the fracture front surface of the NexDent MFH Bleach (B1): (a) visible in the to-pography of the surface is a system of low faults associated with the passage of the fracture front through an area of local micro-deformation, (b) view of filler particles on the surface of the breakthrough.
Figure 22.
View of the fracture front surface of the NexDent MFH Bleach (B1): (a) visible in the to-pography of the surface is a system of low faults associated with the passage of the fracture front through an area of local micro-deformation, (b) view of filler particles on the surface of the breakthrough.
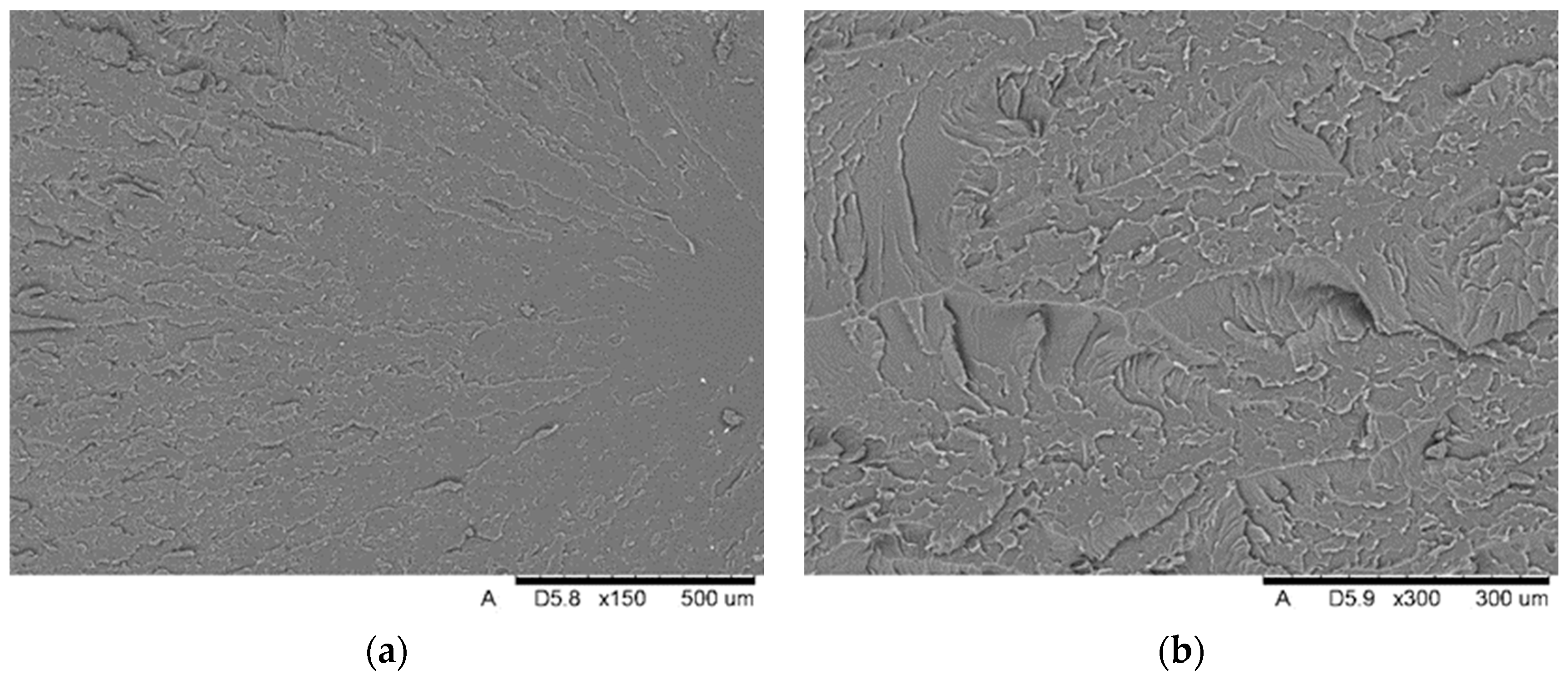
Figure 23.
View of the fracture surface of the Graphy TC-80DP (C1) specimen: (a) a system of low faults around the fracture focus visible in the surface topography; (b) a view of material pullouts on the fracture surface.
Figure 23.
View of the fracture surface of the Graphy TC-80DP (C1) specimen: (a) a system of low faults around the fracture focus visible in the surface topography; (b) a view of material pullouts on the fracture surface.
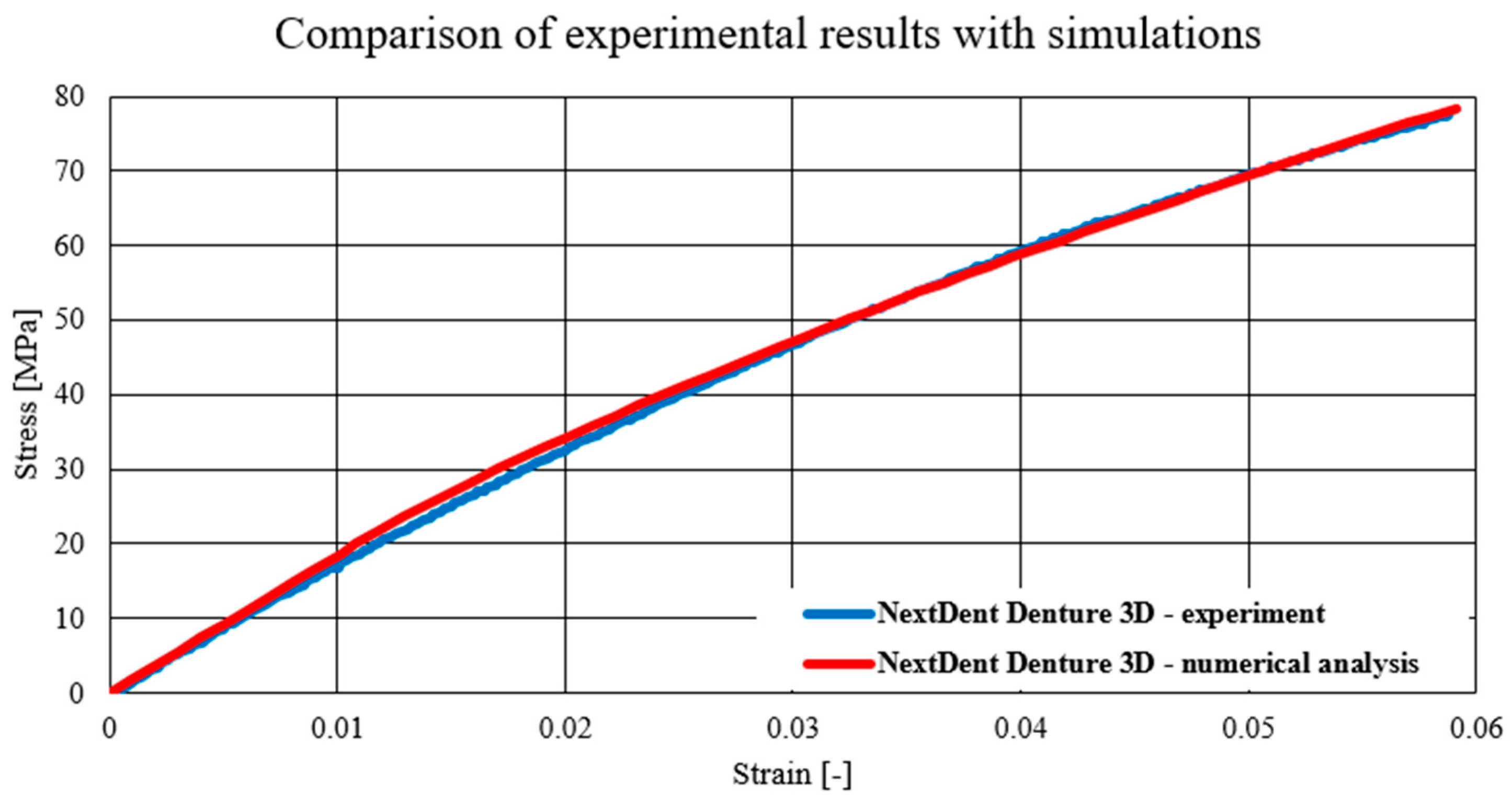
Figure 24.
Comparison of experimental results with simulations—NextDent Denture 3D.
Figure 24.
Comparison of experimental results with simulations—NextDent Denture 3D.
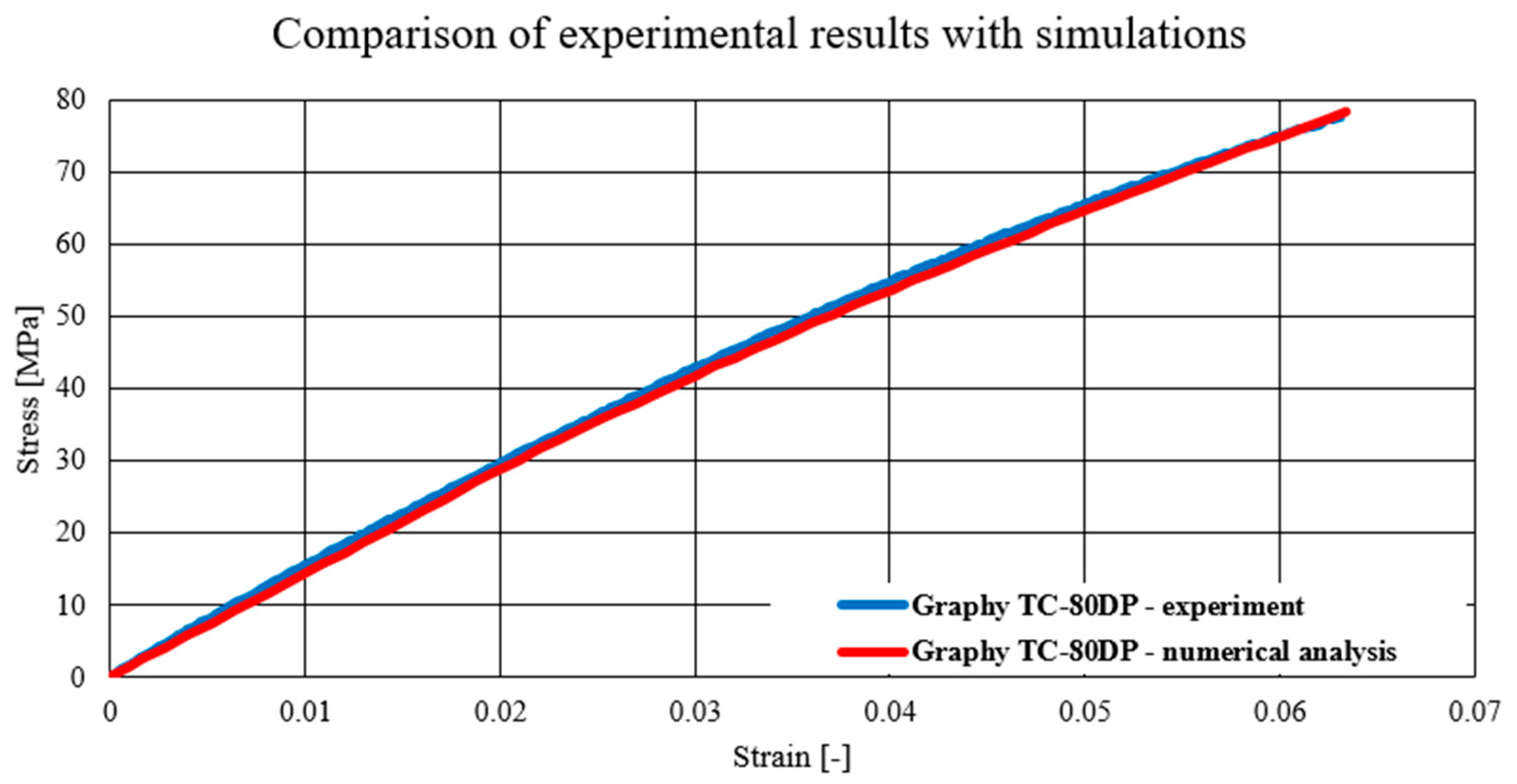
Figure 25.
Comparison of experimental results with simulations—Graphy TC-80DP.
Figure 25.
Comparison of experimental results with simulations—Graphy TC-80DP.
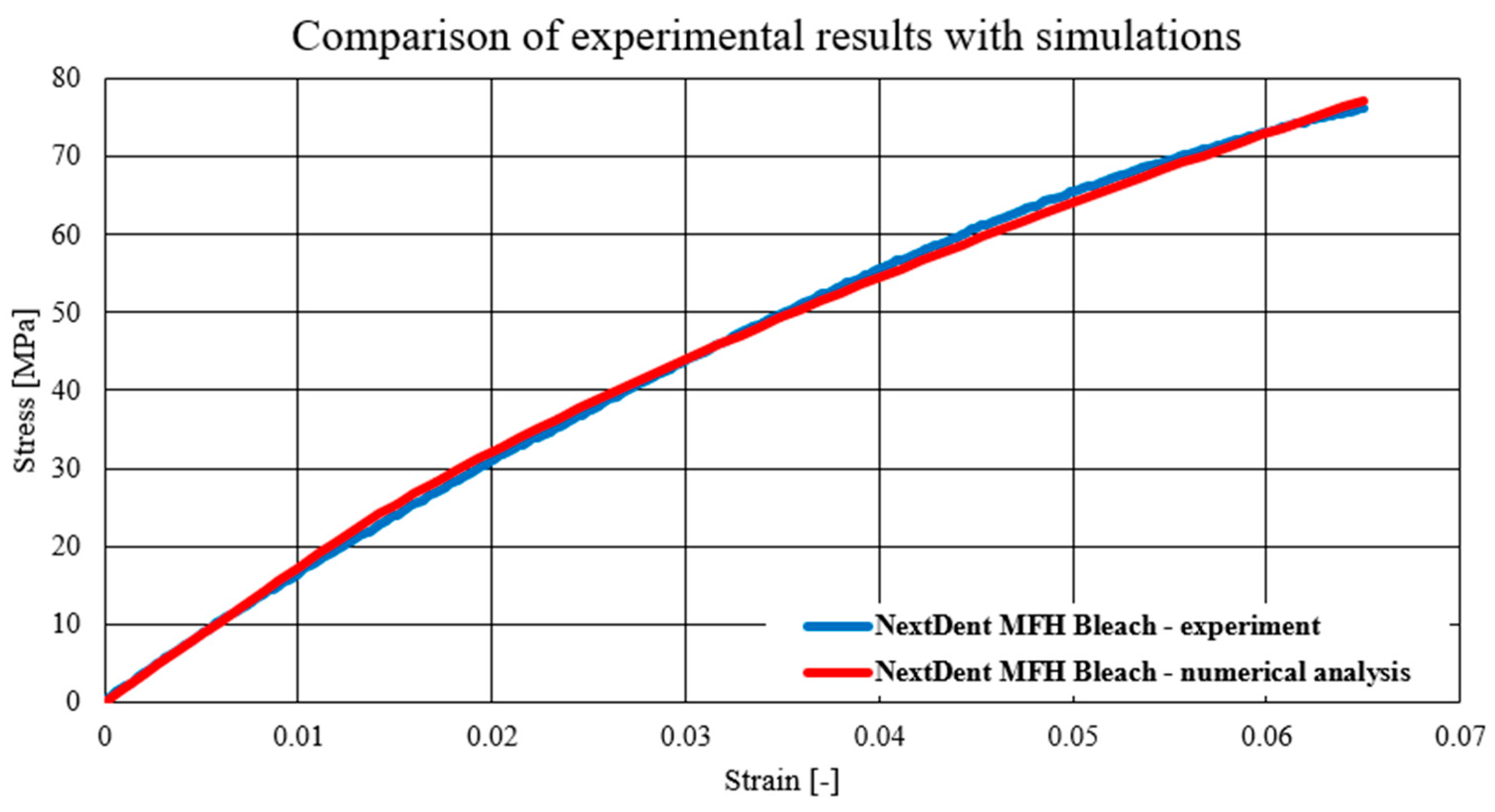
Figure 26.
Comparison of experimental results with simulations—NextDent MFH Bleach.
Figure 26.
Comparison of experimental results with simulations—NextDent MFH Bleach.
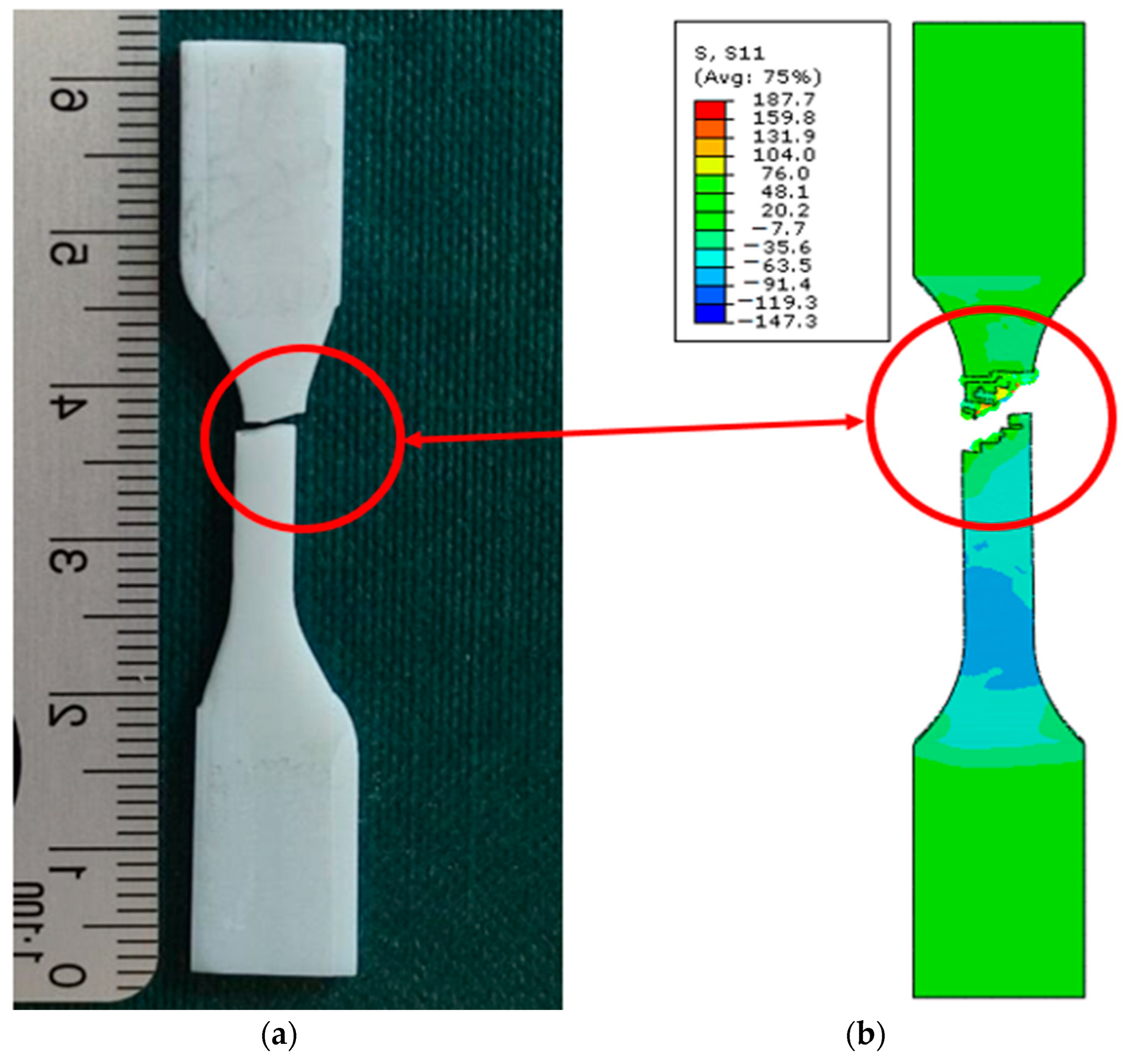
Figure 27.
Fracture comparison of samples: (a) real sample; (b) sample in a computational environment.
Figure 27.
Fracture comparison of samples: (a) real sample; (b) sample in a computational environment.
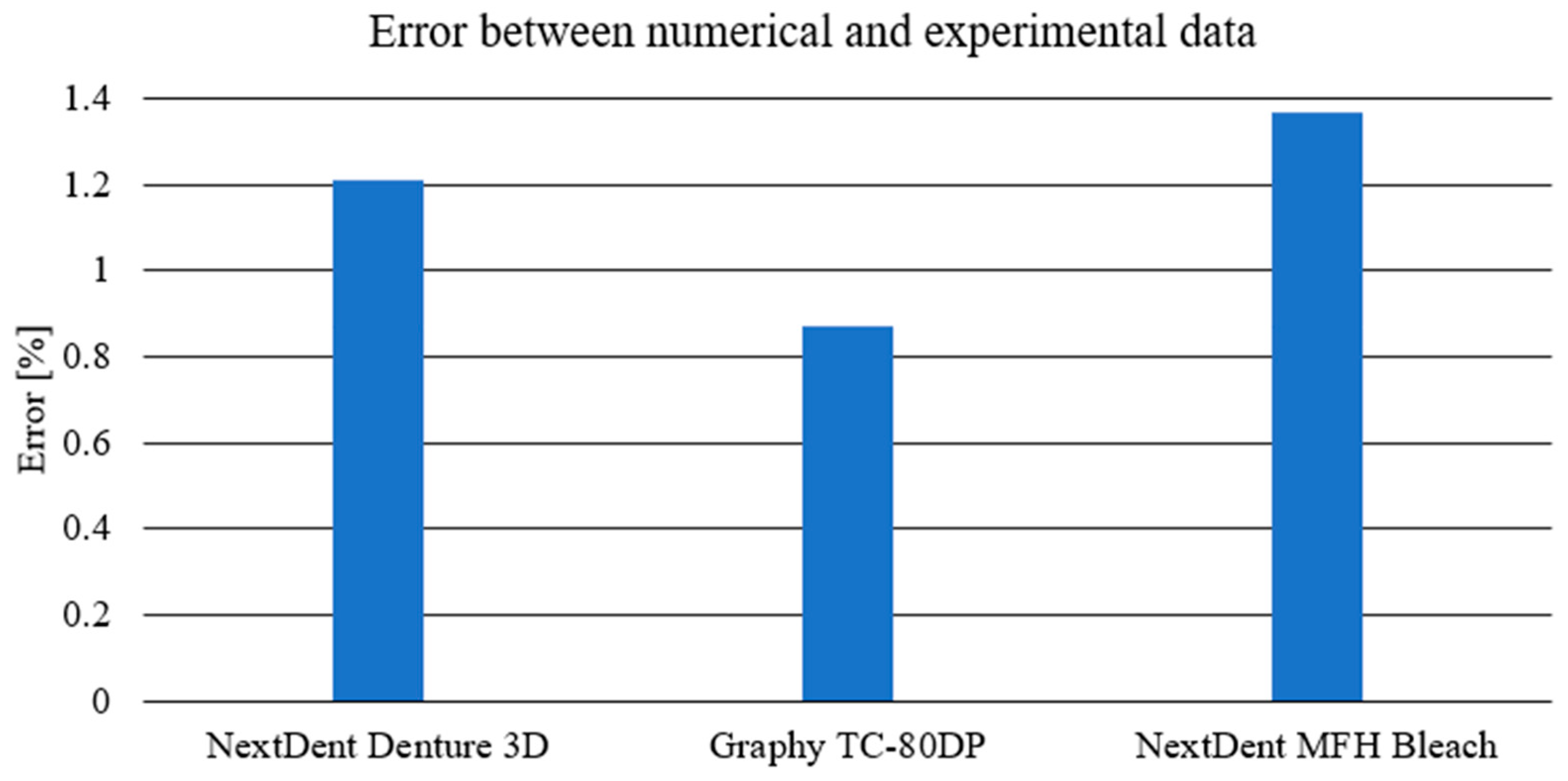
Figure 28.
Comparison of obtained error between the experimental and numerical data for chosen materials.
Figure 28.
Comparison of obtained error between the experimental and numerical data for chosen materials.
Table 1.
Mechanical properties of NextDent Denture 3D (NextDent B.V., Soesterberg, The Nederlands) material.
Table 1.
Mechanical properties of NextDent Denture 3D (NextDent B.V., Soesterberg, The Nederlands) material.
| Material | E [MPa] | ρ [g/cm3] | σg [MPa] |
|---|
| NextDent Denture 3D | 2383.0 | 1.26 | 84.0 |
Table 2.
Mechanical properties of NextDent C&B MFH Bleach material.
Table 2.
Mechanical properties of NextDent C&B MFH Bleach material.
| Material | E [MPa] | ρ [g/cm3] | σg [MPa] |
|---|
| NextDent C&B MFH Bleach | - | 1.2 | 107.0 |
Table 3.
Mechanical properties of Graphy TC-80DP material.
Table 3.
Mechanical properties of Graphy TC-80DP material.
| Material | E [MPa] | ρ [g/cm3] | σg [MPa] |
|---|
| Graphy TC-80DP | 4500.0 | 1.07 | 220.0 |
Table 4.
Mechanical properties of acrylic resin.
Table 4.
Mechanical properties of acrylic resin.
| Material | E [MPa] | ρ [g/cm3] | σg [MPa] |
|---|
| Acrylic | 1603.0 | 1.1 | 69.8 |
Table 5.
Obtained material parameters based on experimental research.
Table 5.
Obtained material parameters based on experimental research.
| Material | E [MPa] | v [-] | ρ [kg/m3] | A [MPa] | B [MPa] | n [-] |
|---|
| NextDent Denture 3D | 1847 | 0.4 | 1260 | 20.11 | 632.51 | 0.582 |
| Graphy TC-80DP | 1437 | 0.4 | 1070 | 27.01 | 694.24 | 0.551 |
| NextDent MFH Bleach | 1732 | 0.4 | 1200 | 19.59 | 538.54 | 0.575 |
Table 6.
Adopted failure strain values.
Table 6.
Adopted failure strain values.
| Material | Failure Strain [-] |
|---|
| NextDent Denture 3D | 0.063 |
| Graphy TC-80DP | 0.068 |
| NextDent MFH Bleach | 0.070 |
Table 7.
Chemical composition [% wt.] of spectra from selected surface areas.
Table 7.
Chemical composition [% wt.] of spectra from selected surface areas.
| Name | C * | O | Mg | Al | Si | K | Ti | Fe |
|---|
| Spectrum 1 | 41.890 | 37.748 | 0.114 | 8.675 | 10.618 | 0.418 | | 0.537 |
| Spectrum 2 | 27.743 | 33.697 | | | | | 38.560 | |
| Spectrum 3 | 33.899 | 40.395 | | 0.626 | 25.079 | | | |
| Spectrum 4 | 48.033 | 34.607 | | 1.178 | 16.026 | | 0.156 | |
Table 8.
Chemical composition of spectra from selected surface area of spectrum 1.
Table 8.
Chemical composition of spectra from selected surface area of spectrum 1.
| Element | Weight% | Weight% σ | Atomic% |
|---|
| Oxygen | 23.411 | 0.176 | 34.921 |
| Silicon | 76.589 | 0.176 | 65.079 |
Table 9.
Chemical composition of spectra from selected surface area of spectrum 3.
Table 9.
Chemical composition of spectra from selected surface area of spectrum 3.
| Element | Weight% | Weight% σ | Atomic% |
|---|
| Oxygen | 34.632 | 0.407 | 46.234 |
| Aluminum | 33.325 | 0.362 | 29.121 |
| Silicon | 32.043 | 0.310 | 24.645 |
Table 10.
Comparison of Young’s modulus values of the experimental method and producers’ parameters.
Table 10.
Comparison of Young’s modulus values of the experimental method and producers’ parameters.
| Material | Eexperimental [MPa] | Ecatalog [MPa] |
|---|
| NextDent Denture 3D | 1847 | 2383 |
| Graphy TC-80DP | 1437 | 4500 |
| NextDent MFH Bleach | 1732 | - |

 ,
, 




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}