1. Introduction
Lightweight design is becoming increasingly important in modern industrial product development [
1]. In many fields, such as aerospace or the automotive sector, the use of lightweight structures achieves ecological as well as economic advantages. To achieve such advantages, it is important that lightweight design activities are always applied to the overall system and are considered early in the development process [
2]. One possibility for achieving ecological advantages is the design method of function integration [
1]. Here, a variety of functions are realized in one component instead of several components, which saves connecting elements and, thus, reduces weight. The derivation of design proposals that incorporate the basic ideas of function integration is often realized with the help of design catalogs or simulation and optimization tools [
3,
4]. In particular, topology optimization is increasingly applied in recent years and employed to derive initial design proposals.
Topology optimization methods comprise a large number of different approaches [
5]. These include, for example, the level set method [
6,
7,
8], topological derivative [
9] and evolutionary algorithms [
10] as well as the phase field [
11] and density-based approaches [
12,
13,
14]. In particular, the latter describes the most used method to date, in a commercial solver but is still a subject of research.
Density-based topology optimization employs an iterative approach based on the finite element method (FEM) to identify the existing load paths and derive the optimal material distribution in a given design space. During this iterative procedure, fictive densities, which are directly related to the Young’s modulus, are systematically adjusted per element until a defined convergence criterion is met. The most common objective function of such topology optimizations is to maximize the stiffness under a given volume reduction [
15]. To solve this optimization problem, two approaches can be distinguished in density-based topology optimization: the sensitivity-based and the controller-based approach.
Within the first approach, the optimization problem is solved by calculating and evaluating sensitivities. This approach also allows the integration of additional restrictions, such as a minimum wall thickness or a maximum strength constraint. In comparison, in the controller-based approach, an optimality criterion is defined, which applies exclusively to one optimization case. Based on this criterion, the optimization problem is solved in a certain number of iterations and is, thus, computationally more efficient but less versatile than the sensitivity-based approach [
16]. However, both approaches share the fact that the derived design proposals often consist of geometrically complex structures that make manufacturing either non-viable or overpriced [
4]. Therefore, product developers often have to accept process-related restrictions with regard to the component geometry if only conventional manufacturing processes are available.
Additive manufacturing is one possibility to reduce these process-related restrictions, since it can increase the process-specific design freedom by building up a component layer by layer. One example is the laser powder bed fusion process (PBF-LB). In this process, components are built up incrementally by local melting of metal powder with a high-energy laser beam [
17]. The high cooling rates in the PBF-LB process result in a unique microstructure, which can lead to a superior strength compared to cast components [
18]. The quality of PBF-LB components is significantly influenced by various defects, such as porosity or cracks.
Incompletely consolidated metal powder due to an insufficient laser energy density leads, for example, to the formation of lack-of-fusion defects [
17]. At higher scanning speeds, the metal tends to solidify in periodic droplets, which is known as the balling phenomenon [
19]. Increased porosity typically occurs at the end of a laser track due to the keyhole-effect [
20]. During scanning, particularly at high laser intensities, a vapor capillary can form inside the melt pool. When the laser is switched off at the end of a track, the vapor capillary collapses, which can lead to the formation of keyhole pores [
21]. Adjusting the laser trajectory, such as by using the sky-writing strategy, can reduce keyhole porosity but can, on the other hand, lead to an increase in lack-of-fusion defects [
22].
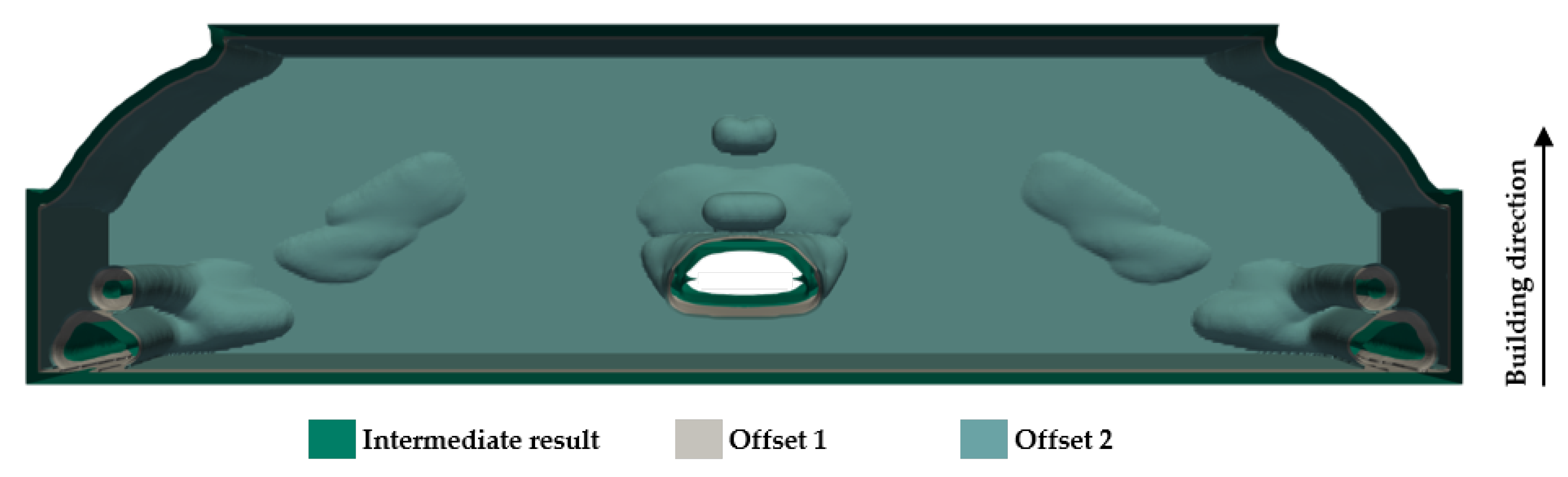
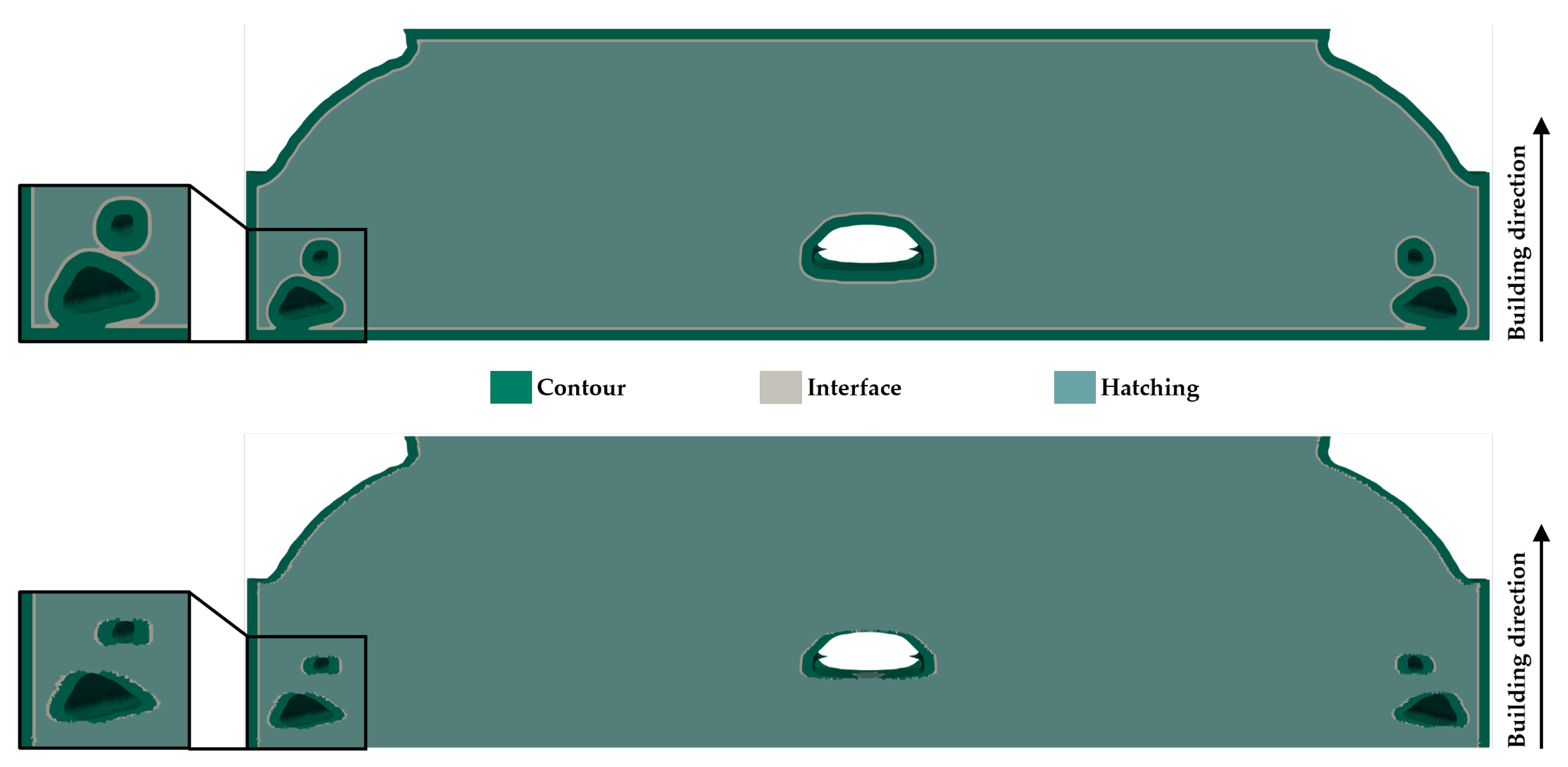
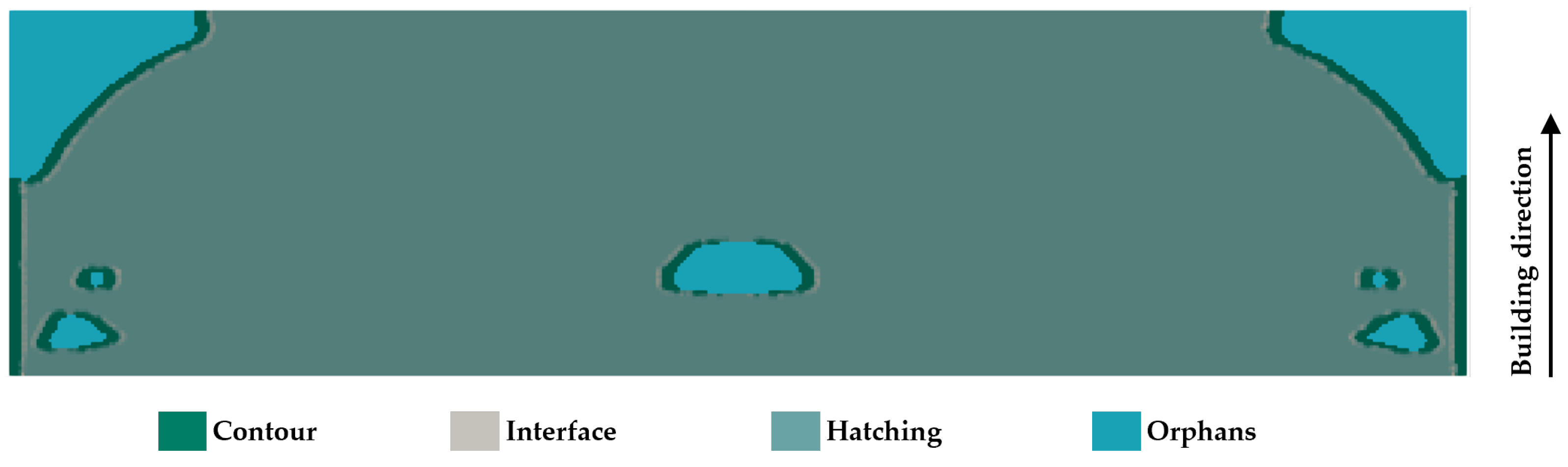
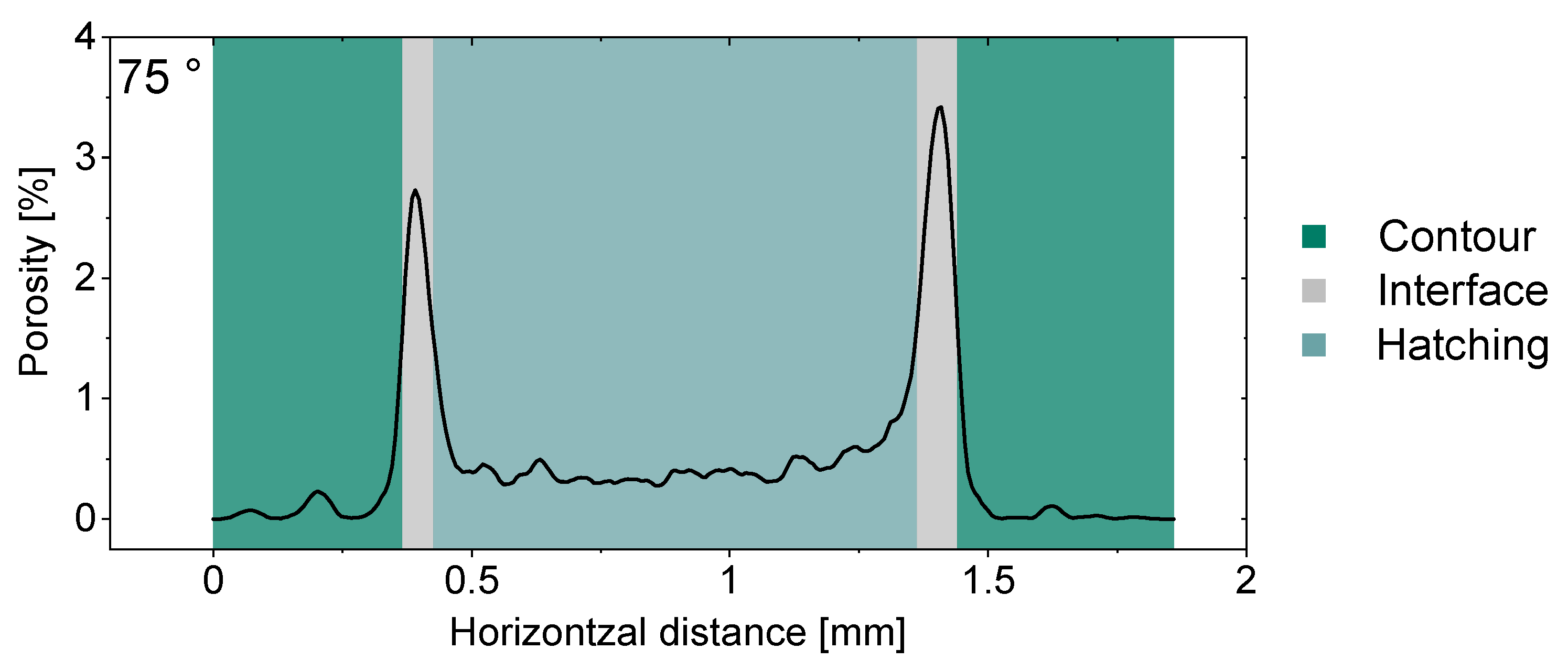
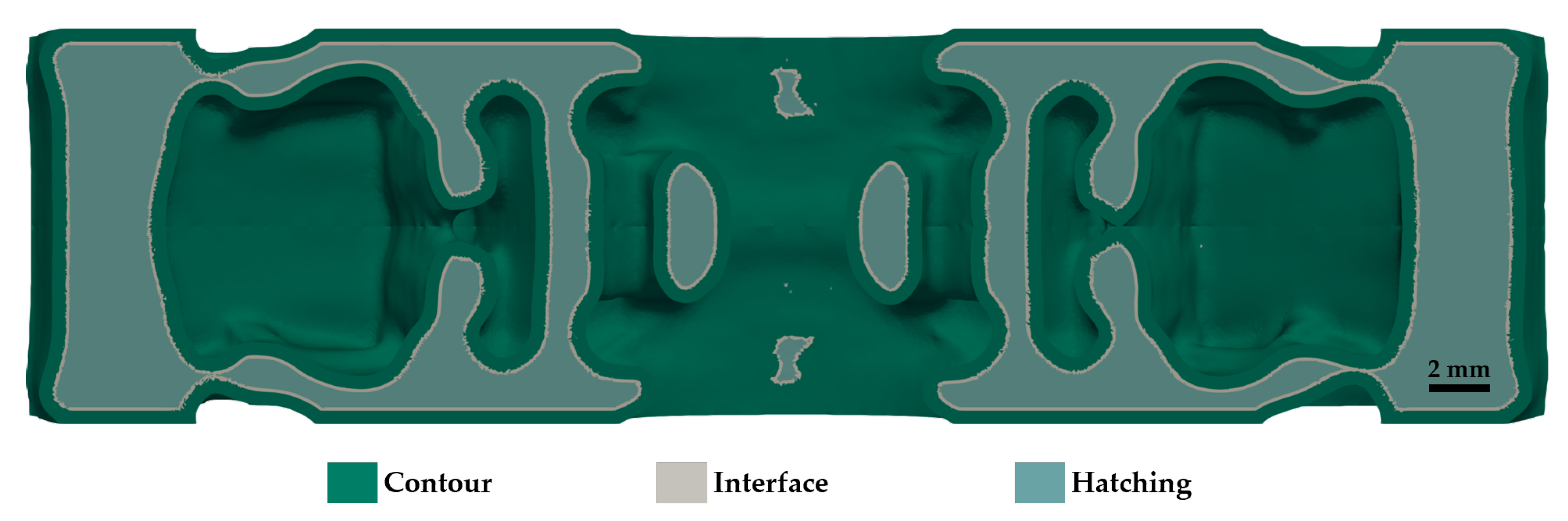
To improve the surface quality, the contour of each layer (contour area) is scanned first (see
Figure 1). Afterwards, the hatching of the inner areas (hatching area) takes place. Therefore, an increase in keyhole-porosity can be found in the interface between the contour and hatching area leading to an inhomogeneous distribution of pores in PBF-LB components [
23,
24]. During a cyclic load, pores can lead to crack initiation and have therefore a major impact on the fatigue performance of a component [
25]. However, porosity also has an influence on the material’s strength and stiffness, which was investigated in a previous study [
24].
In [
24], samples were manufactured in the PBF-LB process with varying processing parameters leading to different porosities. Ultrasonic methods were then used to determine the elastic material behavior as a function of porosity. Finally, the shape of the pores can be correlated with the anisotropy regarding the elastic properties by means of micro-computed tomography (µCT). The elastic behavior can also be influenced by additional parameters, such as residual stresses or the crystallographic texture, which was investigated in the study of Charmy et al. for additively manufactured stainless steel 316L [
26].
To characterize the elastic material properties of additively manufactured materials, ultrasonic methods are a widely employed tool. Compared to quasi-static methods, ultrasonic methods have a significantly higher accuracy and often allow the testing of small-sized samples [
27]. In addition, due to the small amplitudes of the ultrasonic waves, there is no formation of non-linearities, such as local plasticity. The pulse-echo-method uses time of flight measurements of ultrasonic pulses to determine the sound velocity and, thus, to calculate the elastic constants [
28].
In the ultrasonic phase spectroscopy (UPS), phase comparisons of continuous ultrasonic waves are used to determine the sound velocity that is suitable for porous materials [
24]. However, both methods require the size of the sample to be larger than the wavelength of the sound waves, which is typically in the range of a few millimeters [
29]. Due to the high freedom in component design, the geometry of additively manufactured components is often complex and contains many thin-walled structures, which raises difficulties in testing them with the aforementioned ultrasonic methods.
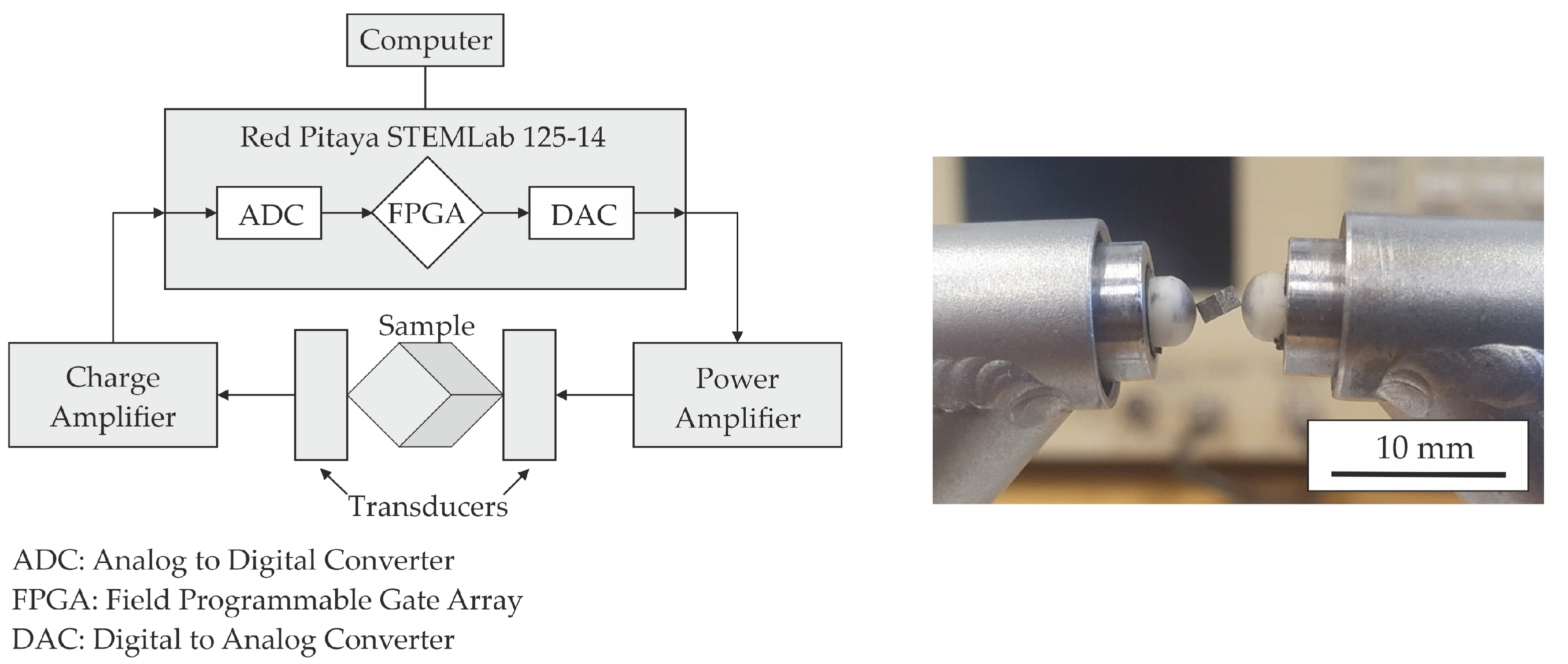
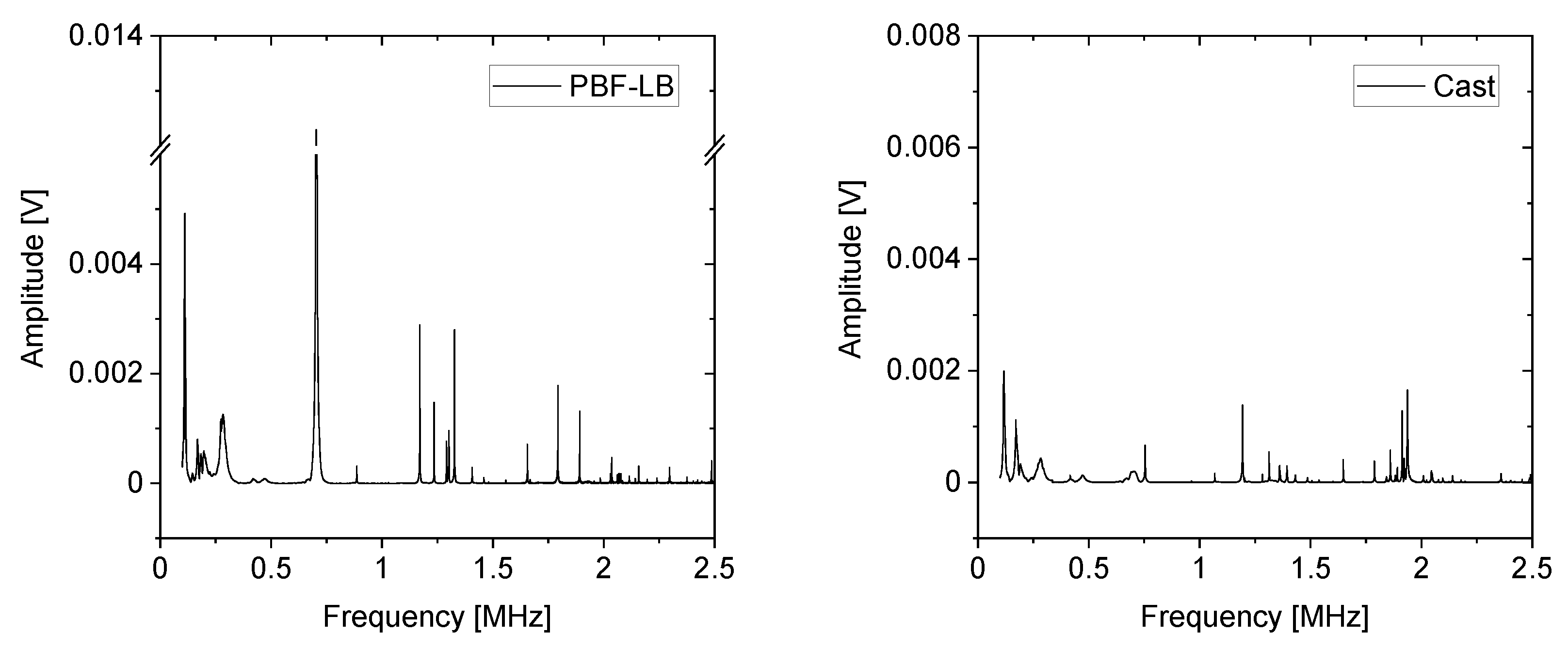
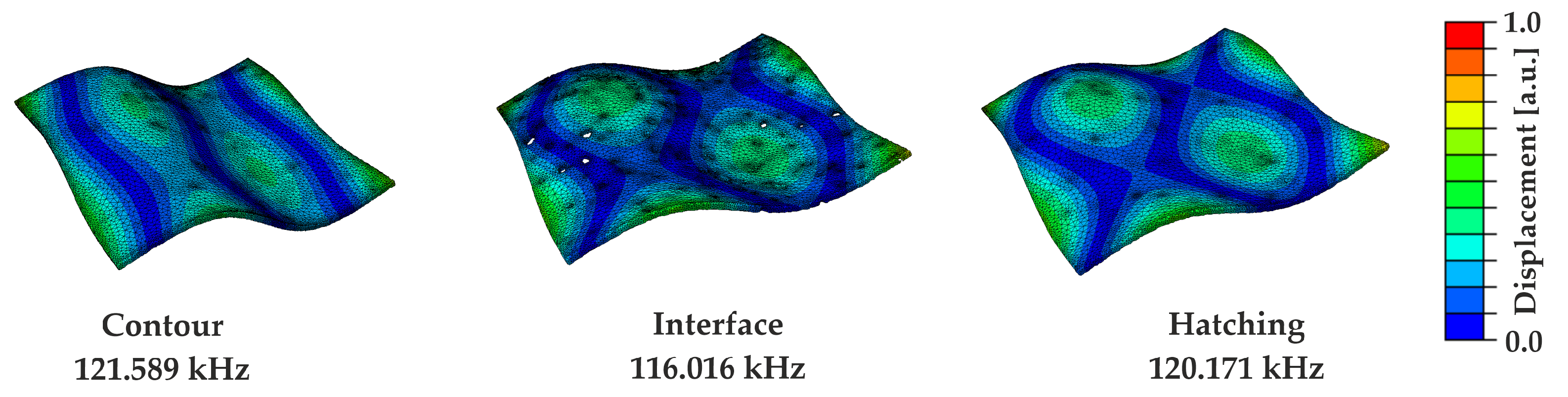
Resonant ultrasound spectroscopy (RUS) is a method that allows the testing of small samples since there are no requirements regarding the plane wave propagation [
30]. The method uses the natural frequencies from samples with a simple geometry, such as cylinders or cuboids. In addition the geometry and the natural frequencies depend on the sample’s density, the damping and the elastic constants. Therefore, the elastic constants can be determined by iteratively adapting the theoretically calculated natural frequencies of a sample to experimentally determined natural frequencies.
With this method, the complete elastic tensor can be determined in a single measurement with an accuracy of up to 0.5% for the directional compression moduli (
), 0.02% for the shear moduli (
) and 2.0% for the off-diagonal moduli (
) [
30]. However, for an accurate measurement, the geometry of the sample needs to be precise with maximum parallelism and perpendicularity errors of 0.1% [
30]. In the literature, studies can be found using the RUS method to determine elastic properties of additively manufactured material. Fisher used the RUS method to determine the effective elastic constants for additively manufactured lattice structures out of 316L stainless steel [
31].
The work of MCGuigan et al. followed the approach of using RUS for quality control of geometrically complex lattices out of CoCrMo manufactured in the PBF-LB process [
32]. Rossin et al. used the RUS method together with the finite element method to detect changes regarding the natural frequencies due to the recrystallization of additively manufactured IN625 samples [
33]. The impact of heat treatment on the elastic anisotropy of additively manufactured AlSi10Mg was studied from Van Cauwenbergh et al. For all investigated heat-treated conditions as well as for the as-built samples, an almost isotropic behavior was found [
34].
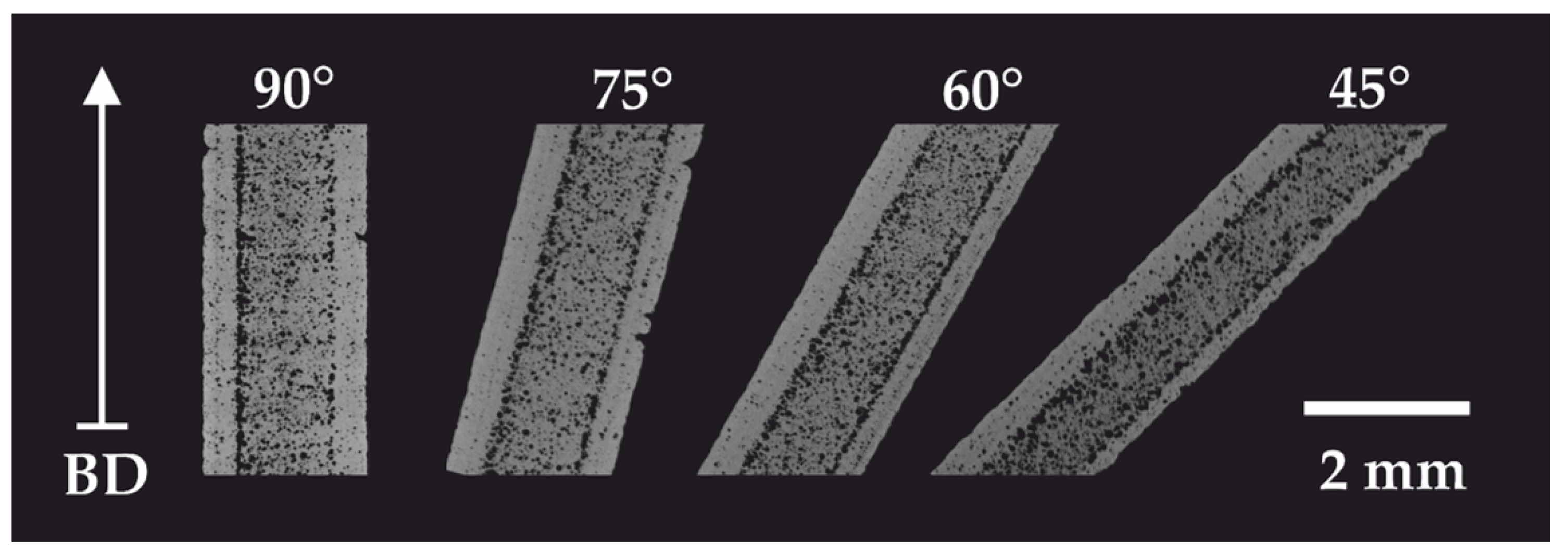
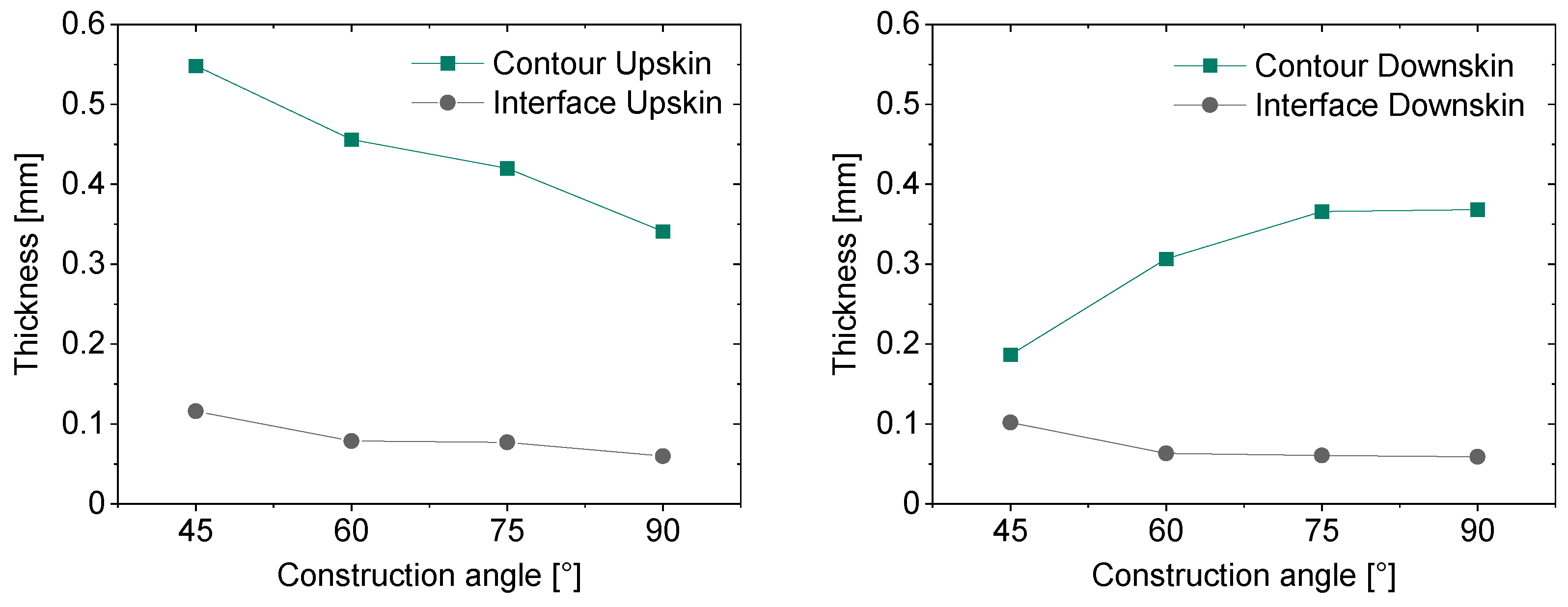
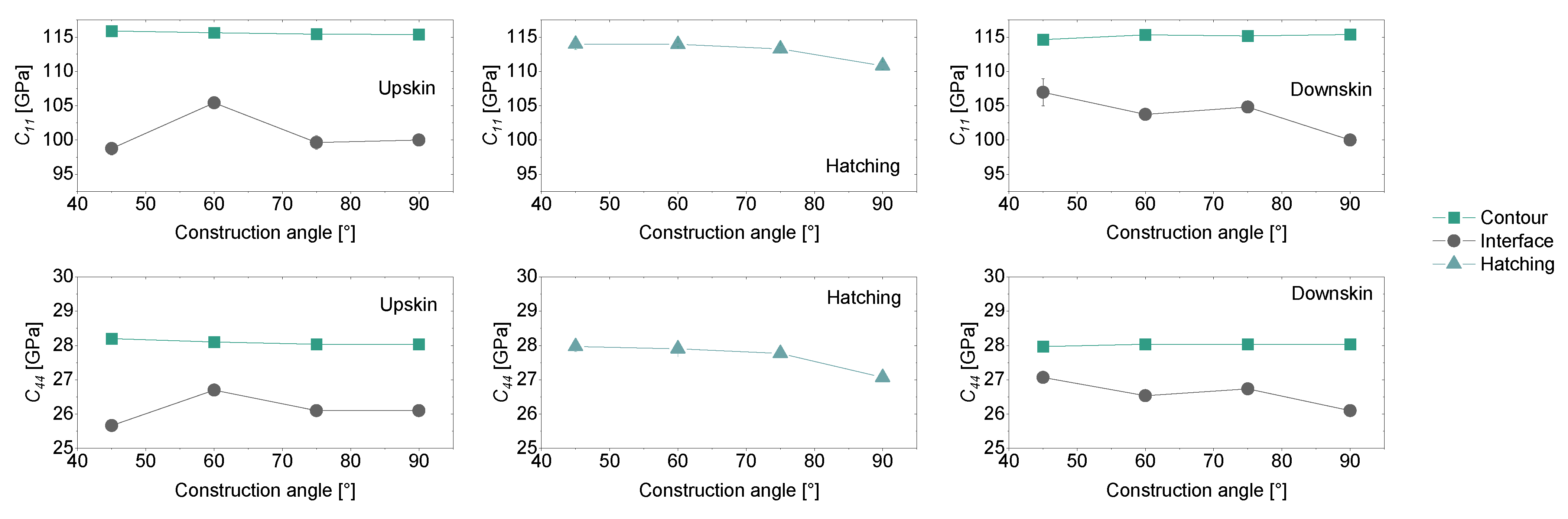
As previously described, components manufactured with the PBF-LB process typically show regions with locally different material properties, such as the contour, the interface and the hatching areas. Additionally, the material properties can be dependent on the construction angle of the component [
35]. Thus, there is a direct interaction between the product (design) and production system (PBF-LB) [
36]. If such interactions are not considered until late phases of product development, this may lead to necessary revisions in the design and, thus, to additional costs [
37]. Clausen et al. [
38] and Suresh et al. [
39] investigated such interactions and integrated these in a topology optimization.
Thus, the dependence and influence of their consideration on the optimization result was demonstrated. However, both applied different material properties to the entire surface, causing the building direction as it results from the PBF-LB process to not be considered. Furthermore, only one area was considered depending on the surface and not multiple areas. Therefore, a new topology optimization method was developed using the PBF-LB process as an example [
36]. With this method, the characteristic material properties of the lightweight design alloy AlSi10Mg were considered in early phases of product development [
40]. The method considers, for the first time, the unique distribution of porosity and the resulting elastic behavior in order to create a component design that is adapted for the PBF-LB process. To demonstrate and evaluate the benefits of the developed optimization method, this work presents simulative analyses as well as a comparison with the real manufactured design proposals.
Hence, this work starts with an introduction of the developed topology optimization method for components manufactured in the PBF-LB process. Subsequently, characterization of the material properties is presented, where representative samples were manufactured in the PBF-LB process out of AlSi10Mg and first analyzed with µCT. This is followed by an approach to determine the locally varying material behavior, combining experimental testing with systematic FEM simulation and µCT. Then, the evaluation of the developed optimization method is performed by applying it to a beam under bending load. Finally, the µCT characterization results of the optimized beams, which were manufactured using the PBF-LB process, are shown.
4. Conclusions and Outlook
Topology optimization is a widely used tool to create load-compliant design proposals for components, e.g., in the field of lightweight design. Additive manufacturing methods, such as the PBF-LB process, can be used to fabricate the derived design proposals in an efficient way. Therefore, a topology optimization method was developed, which takes the characteristic material properties of components manufactured in the PBF-LB process into account to derive process-specific design proposals.
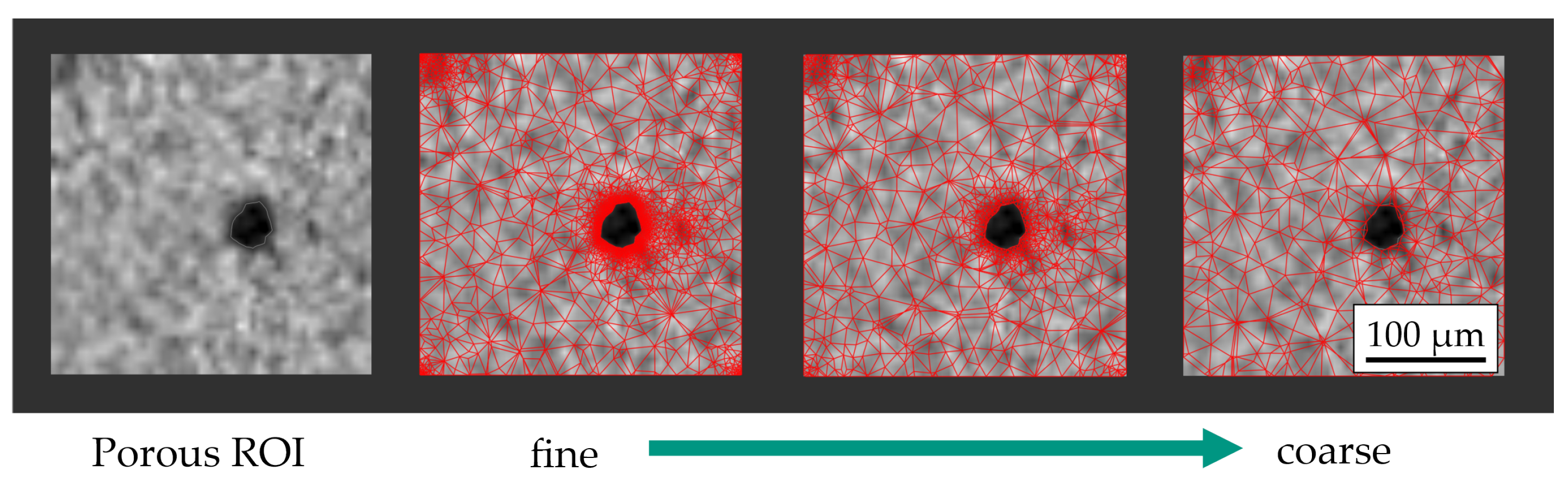
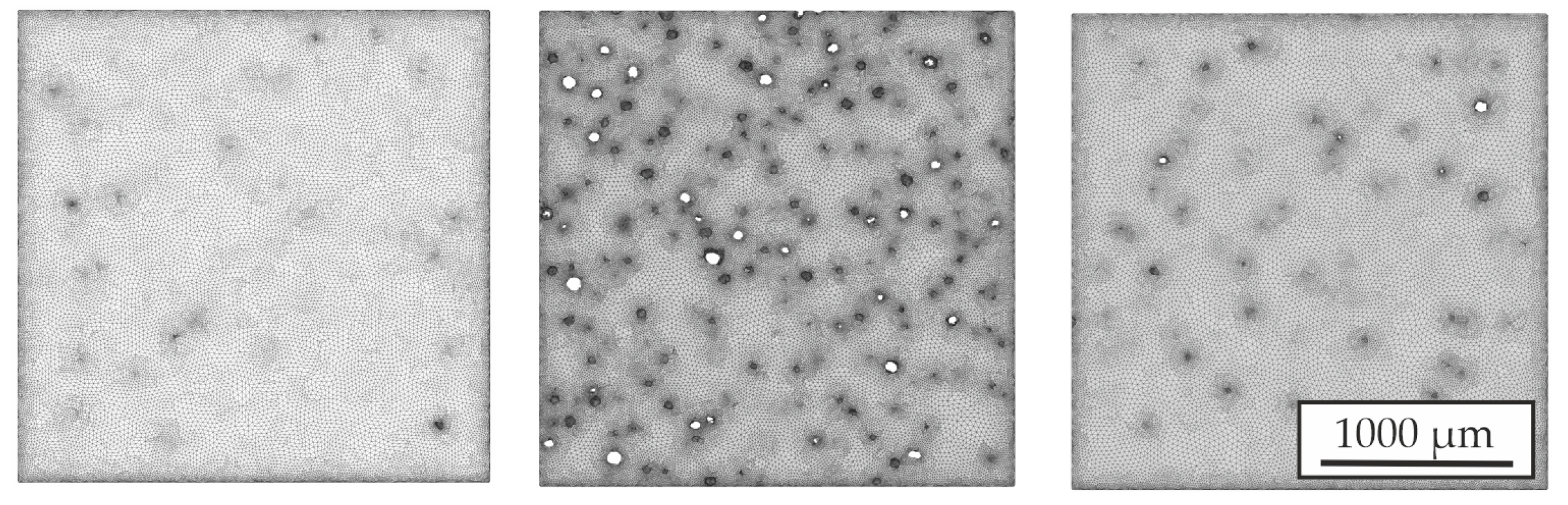
To characterize the material behavior of PBF-LB components for the developed topology optimization, representative rectangular samples of AlSi10Mg under varying construction angles were manufactured. µCT analysis revealed three characteristic regions of different porosity levels in each sample: contour (low porosity), interface (high porosity) and hatching (average porosity). To determine the effective elastic material properties in each of the characteristic regions, finite element analyses of the reconstructed microstructures were performed. For comparison, the elastic properties of the hatching area as well as of the cast AlSi10Mg were determined using the RUS method. For the PBF-LB material, the results showed a slightly reduced stiffness compared to cast AlSi10Mg, which could be attributed mainly to differences regarding the porosity.
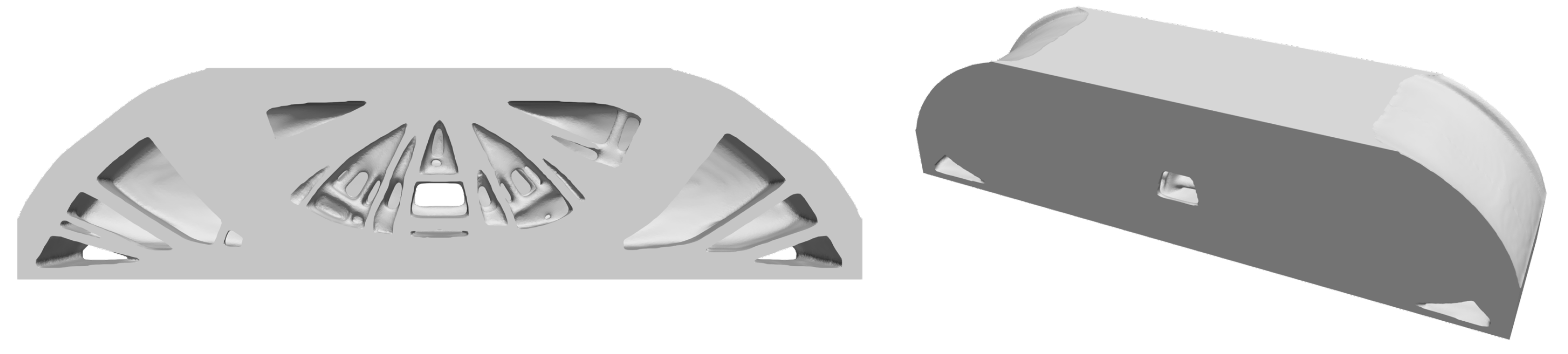
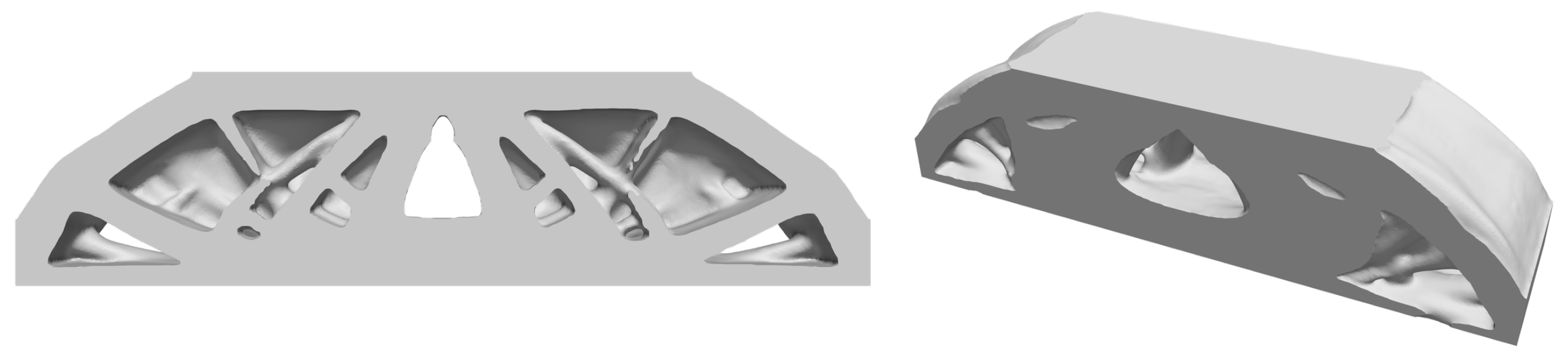
With the developed topology optimization method, it is possible to iteratively consider the three characteristic regions, including the resulting elastic material properties and, thus, derive initial design proposals. Based on the selected optimization cases, it is clear that the design proposals generated in this way deviate strongly from those of a standard topology optimization, which is due to the targeted material redistribution by the optimizer in order to more effectively exploit the material properties.
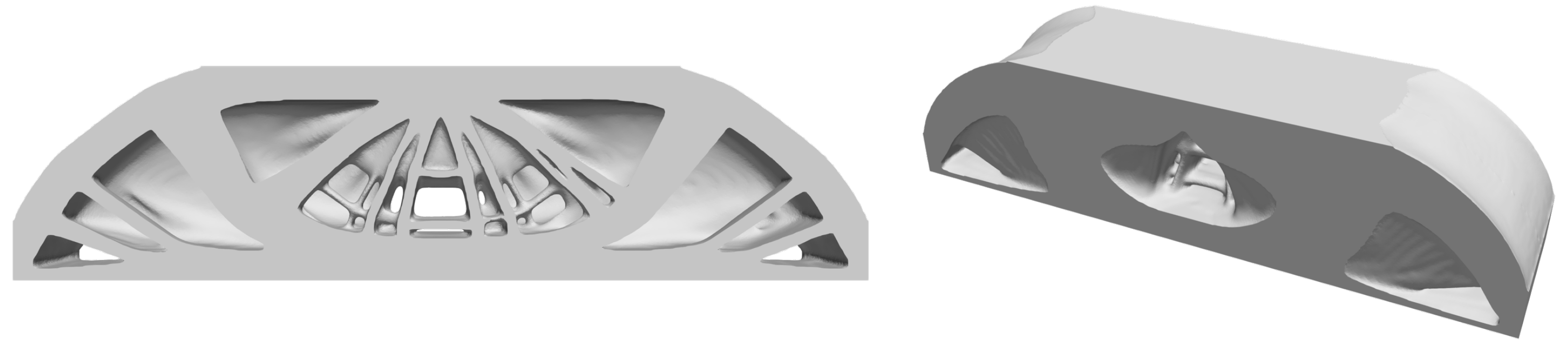
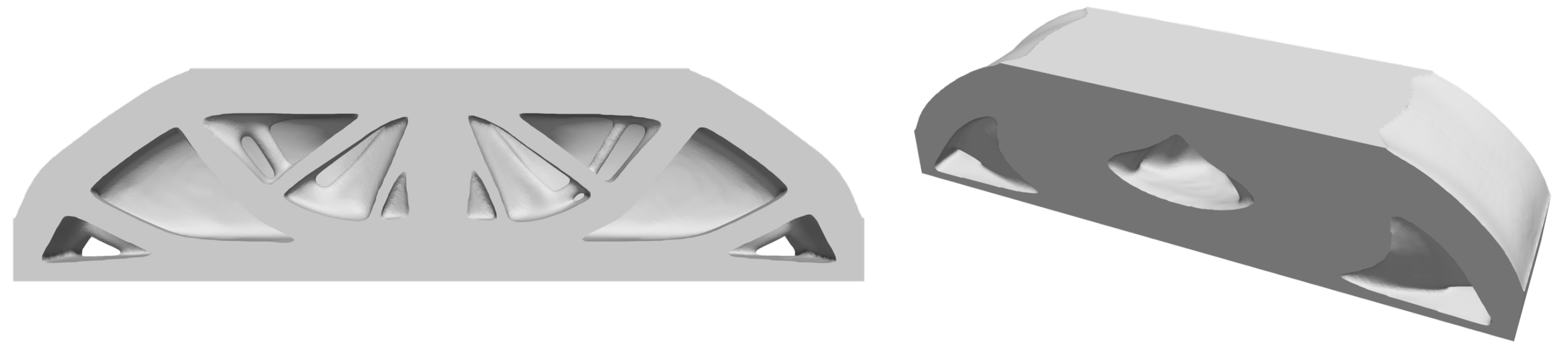
Using optimization case 1, it was shown that constraint-free optimization generated stiffer design proposals with the developed optimization method compared to standard topology optimization. This can be traced back to the maximization of the surface area. Optimization case 2, on the other hand, shows that, by incorporating a minimum wall thickness, a feasible wall thickness in the manufacturing process can be maintained. Furthermore, optimization case 2 shows that, by selecting a strength constraint, the maximum permissible stress can be better maintained using the developed optimization method, and a globally lower stress level was achieved.
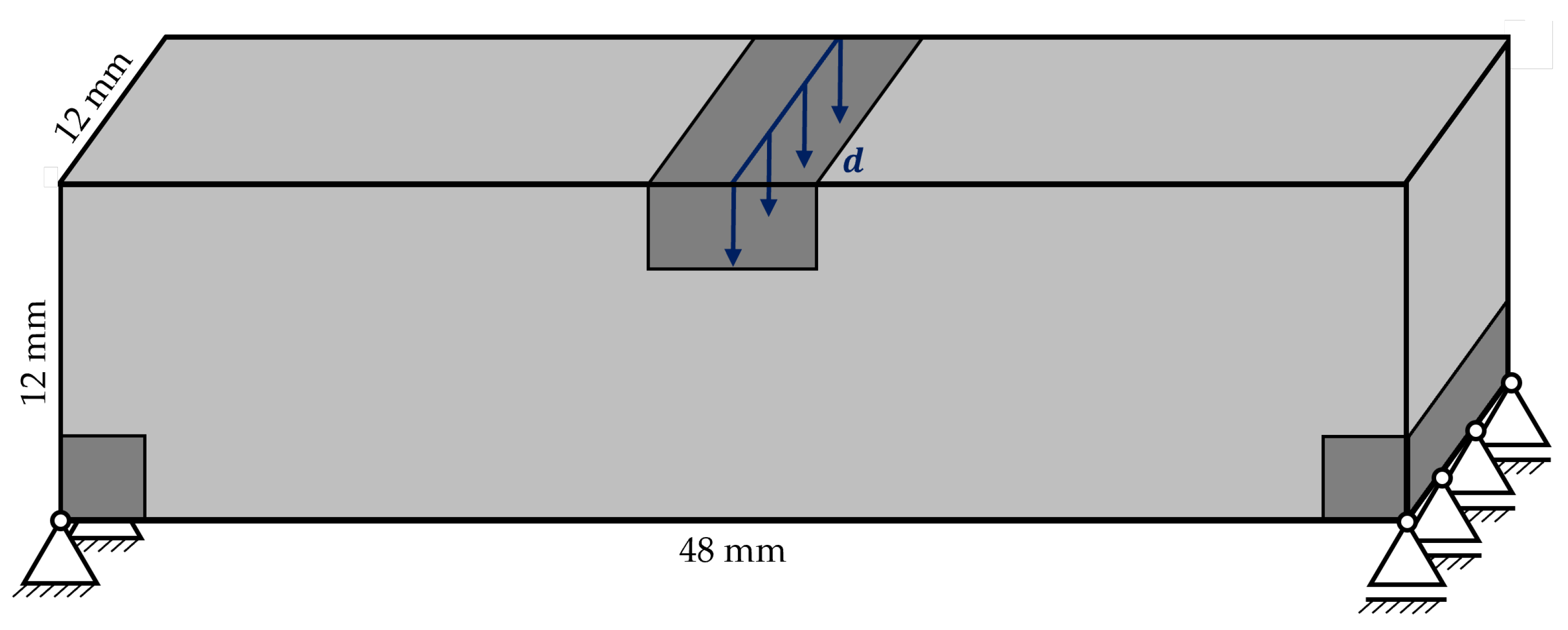
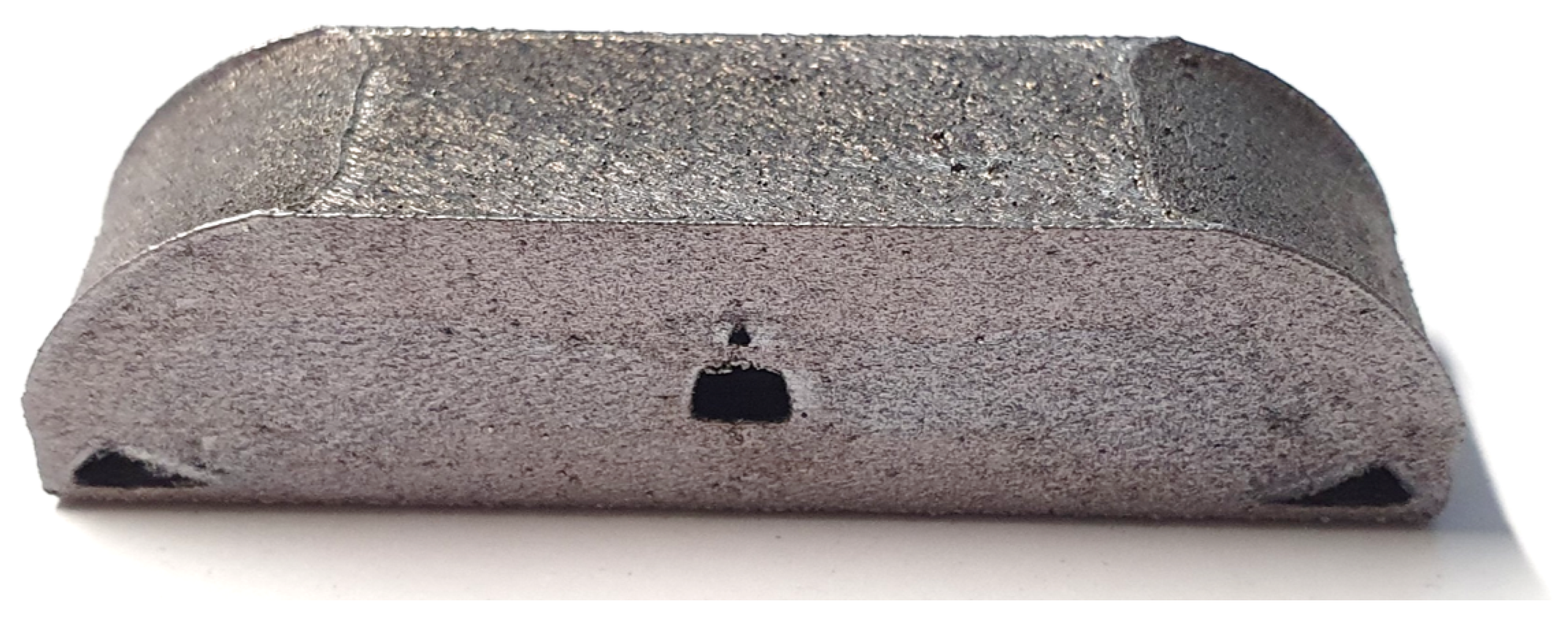
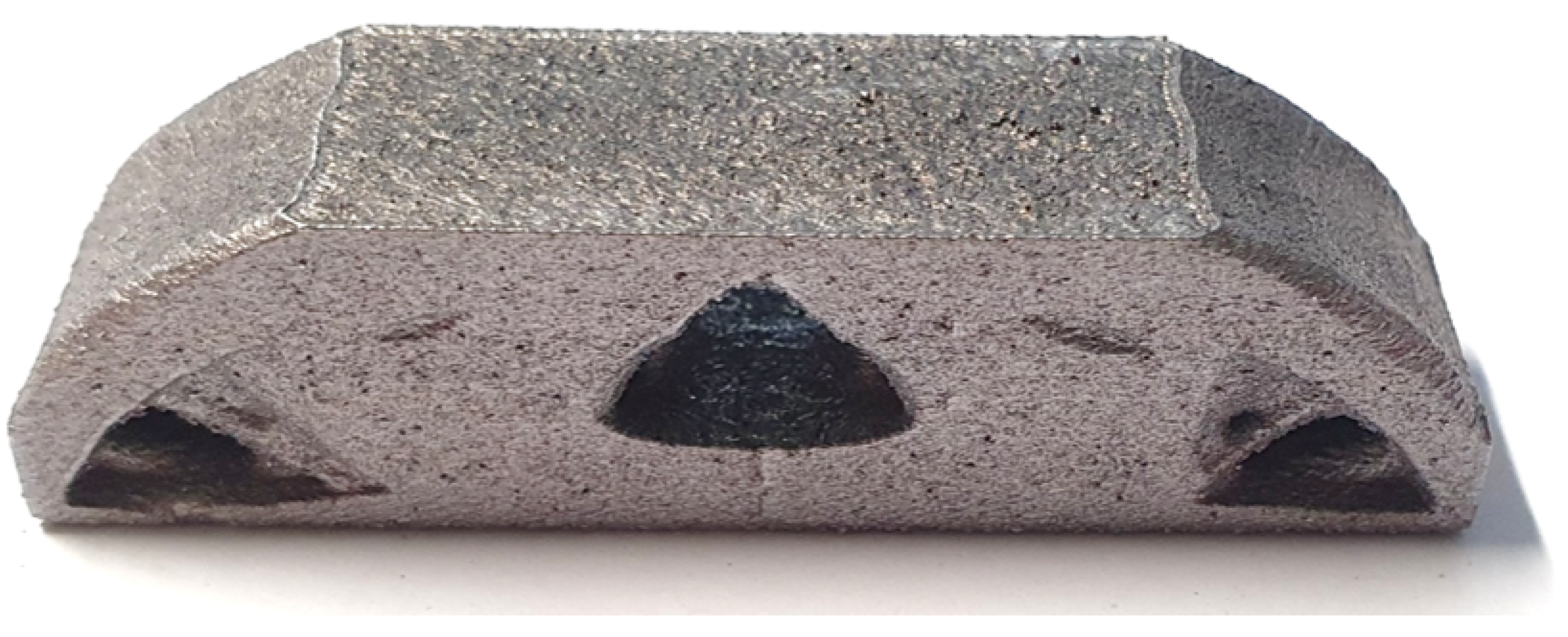
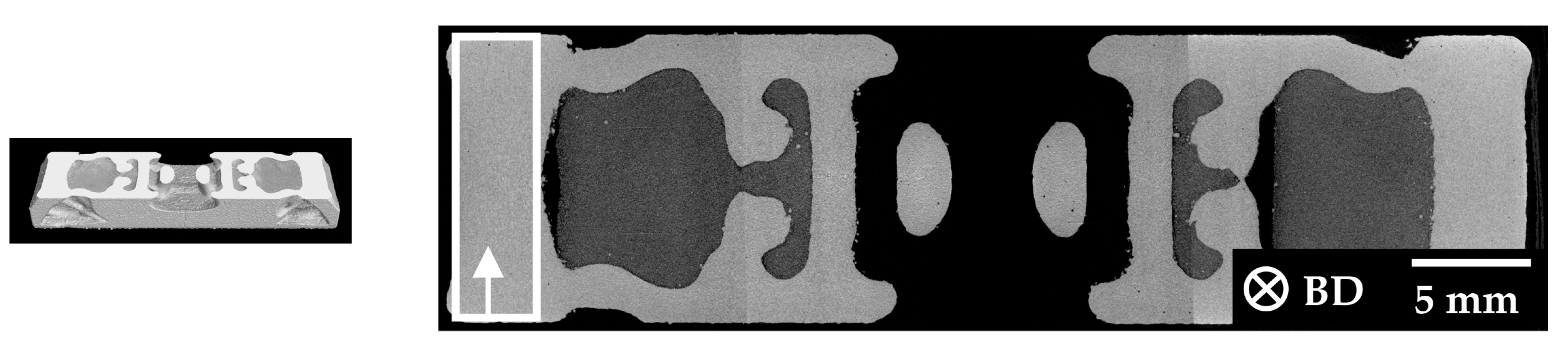
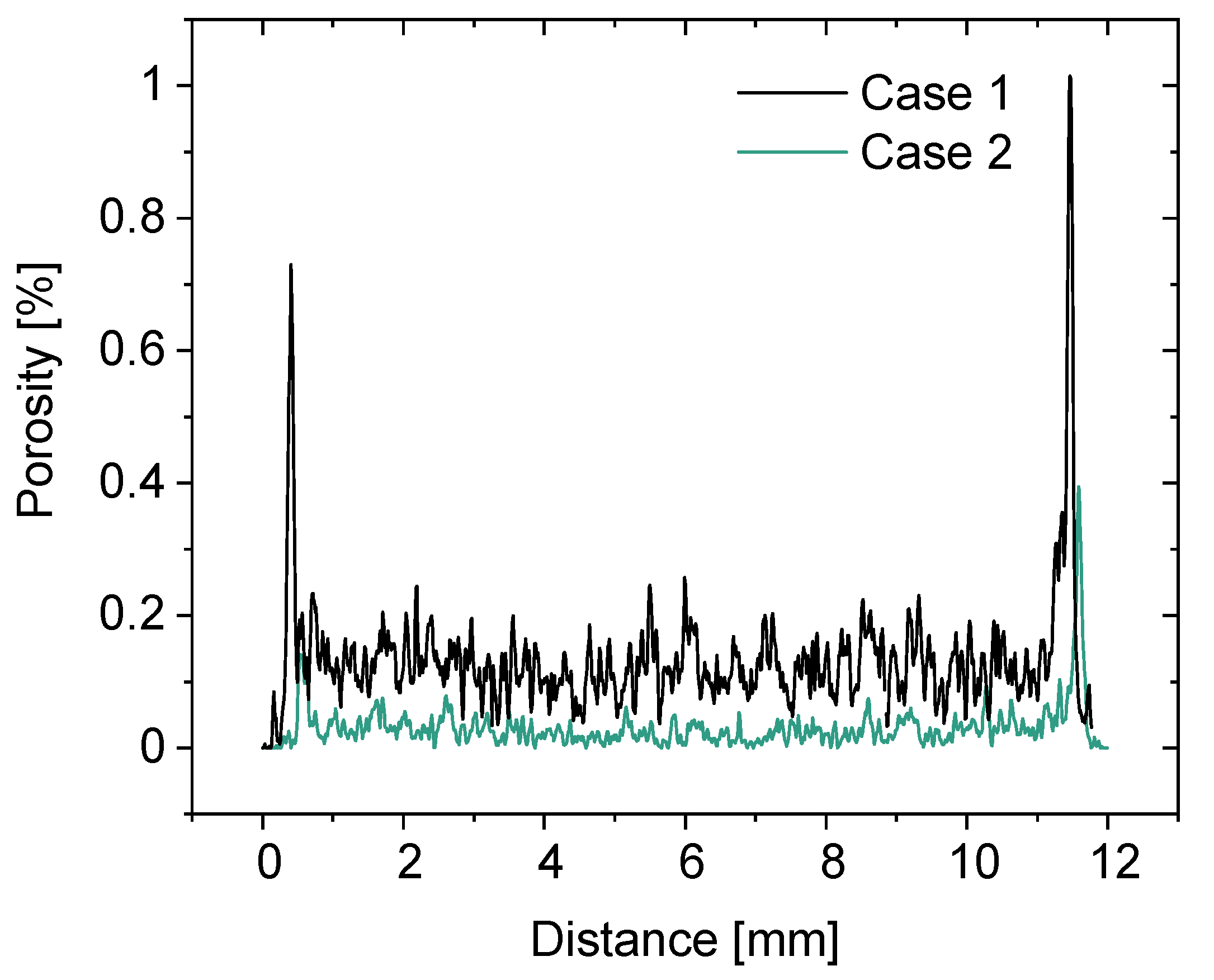
To evaluate the developed topology optimization method, the derived design proposals of a three-point bending beam from optimization case 1 and case 2 were manufactured in the PBF-LB process. µCT analysis revealed that the three characteristic regions occurred in similar sizes as assumed in the topology optimization algorithm. In both optimization cases, the overall porosity was lower as assumed, which could be attributed to inhomogeneities in the PBF-LB process regarding the laser spot. Despite the reduced porosity, the elastic properties of the characteristic regions are in qualitative agreement with the assumed properties for the optimization algorithm.
In future investigations, mechanical three-point bending tests of the manufactured design proposals from the developed topology optimization method as well as from a standard topology optimization method are planned to be conducted for further validation of the method. Additionally, the developed optimization method will be extended to include locally prevailing yield strengths as they occur in PBF-LB components, for example, at downskin surfaces of overhanging structures.


 ,
, 






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}