
Nano-Strand Formation via Gas Phase Reactions from Al-Co-Fe Reacted with CaF2-SiO2-Al2O3-MgO Flux at 1350 °C: SEM Study and Thermochemistry Calculations



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results
4. Discussion
5. Conclusions
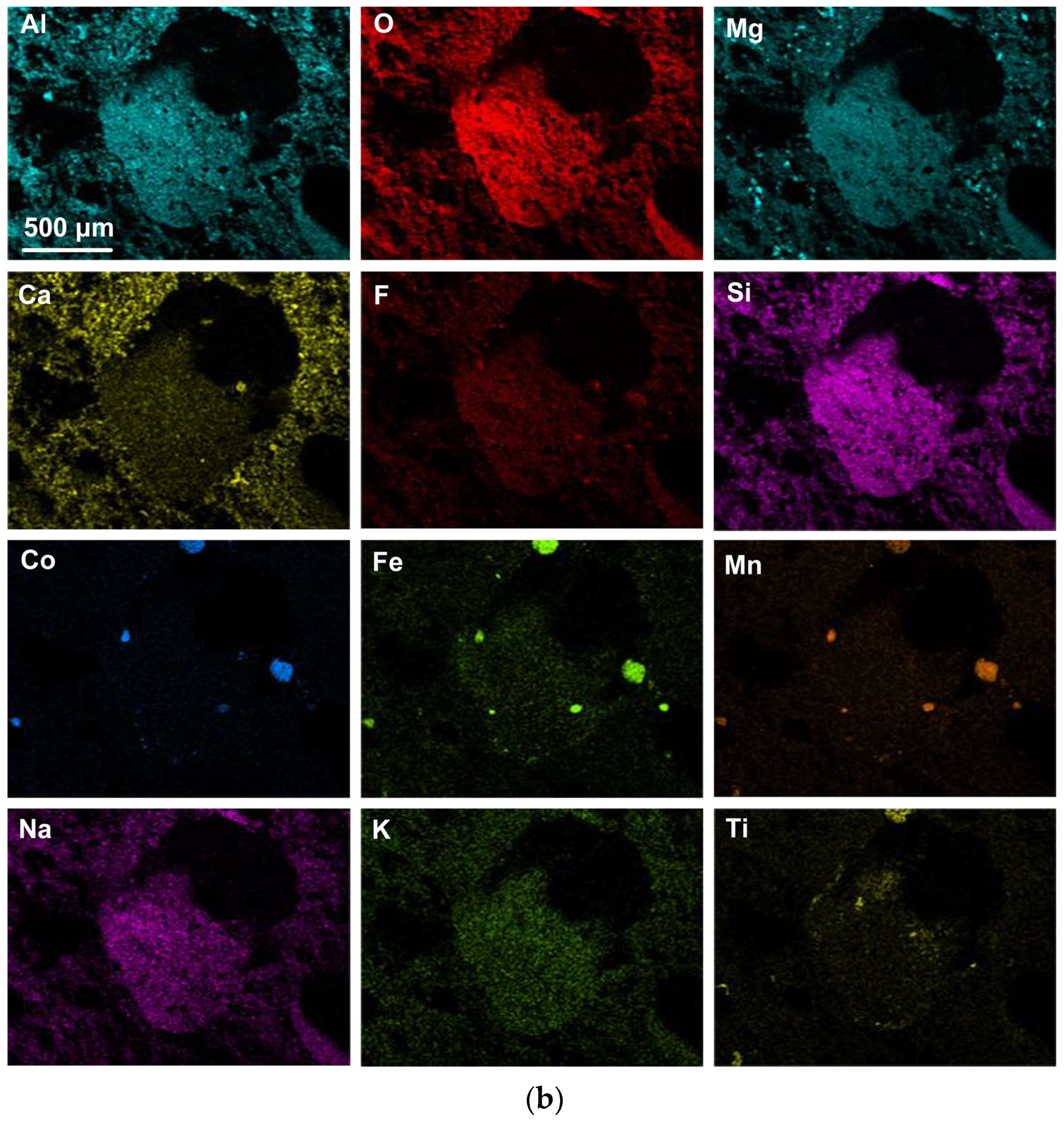
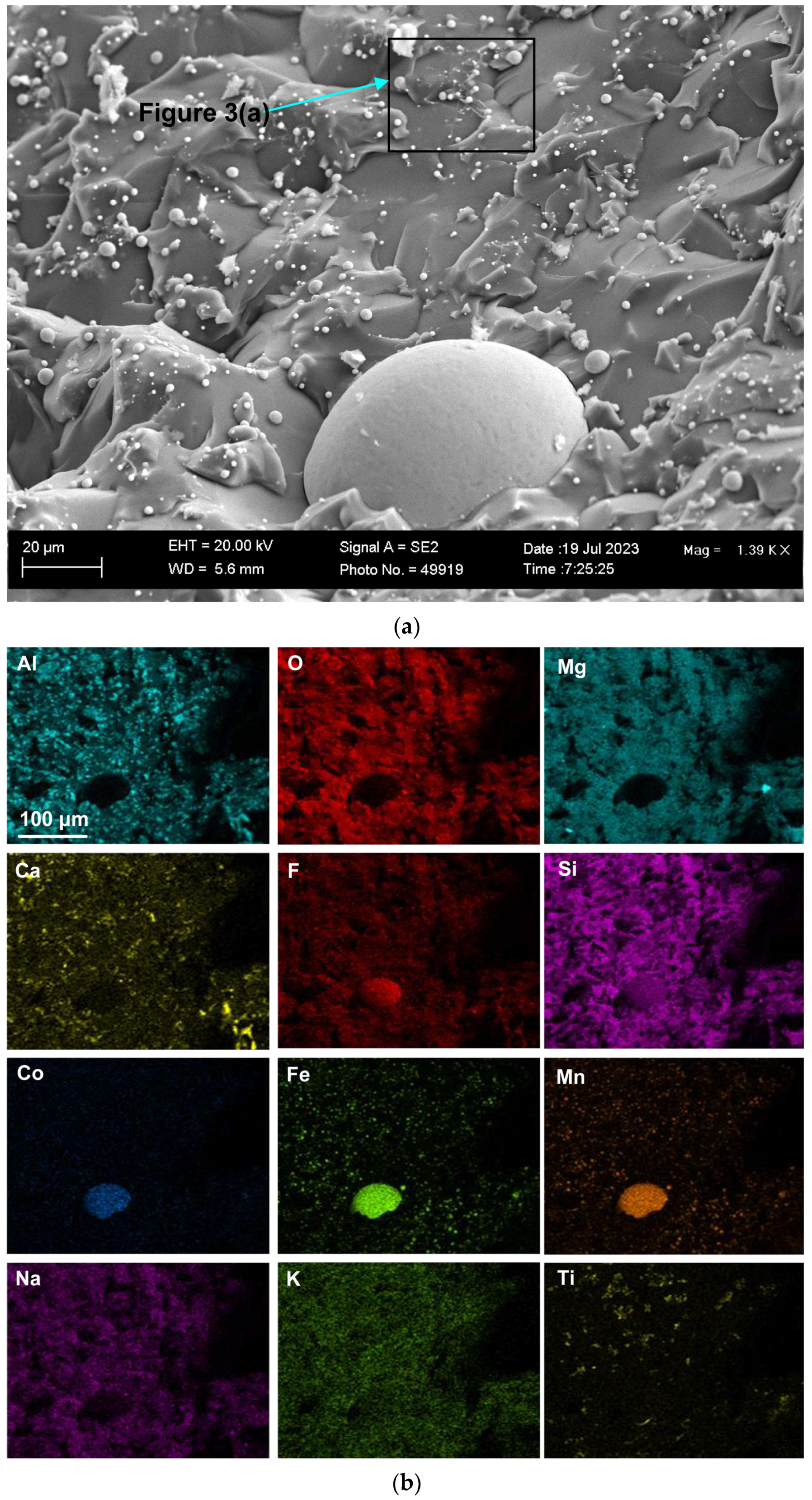
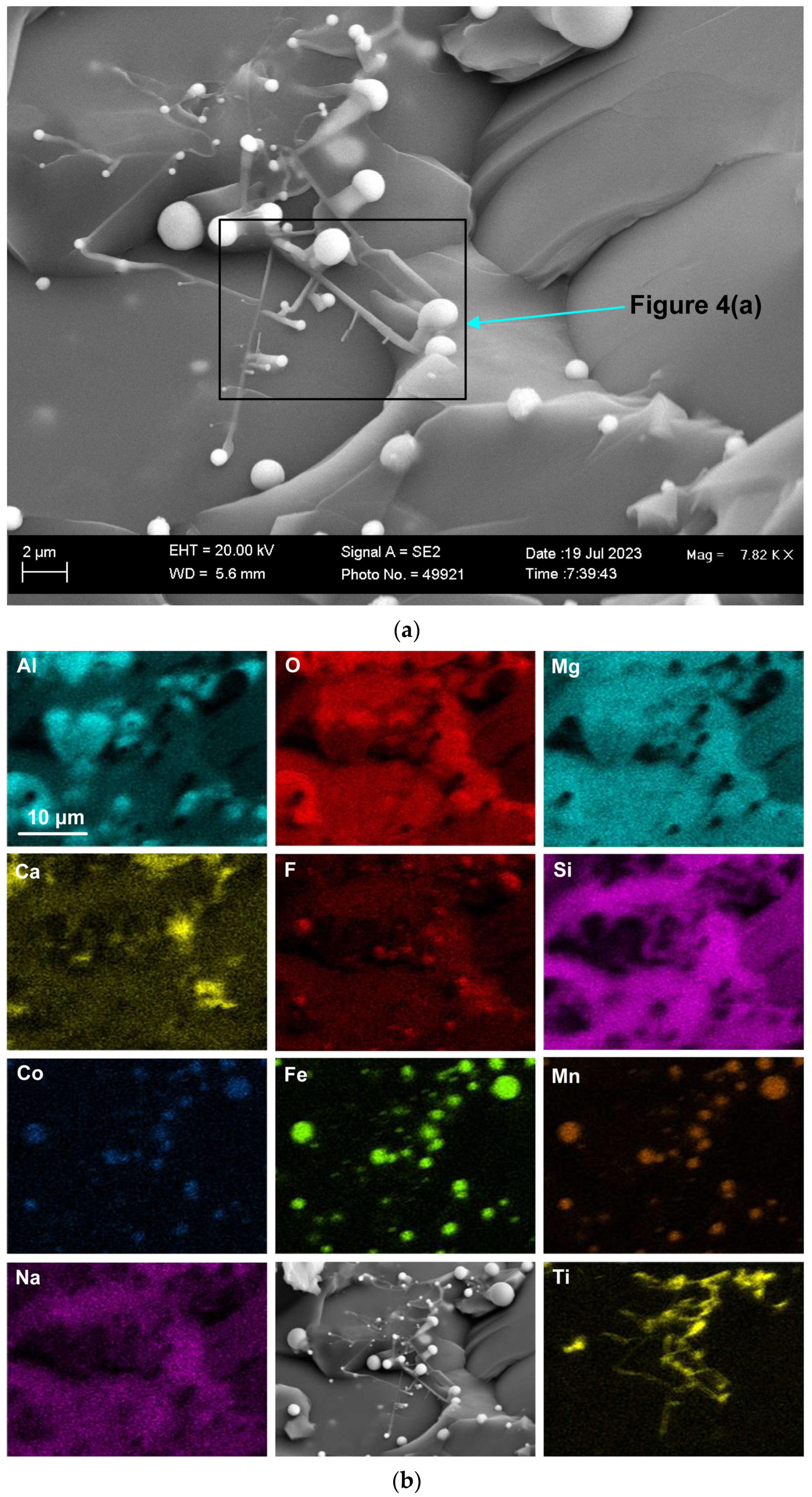
- SEM analyses of 3D samples identified and analysed nanofeatures formed in the cavities of the oxy-fluoride slag reacted at 1350 °C with added Al-Co-Fe metal powders.
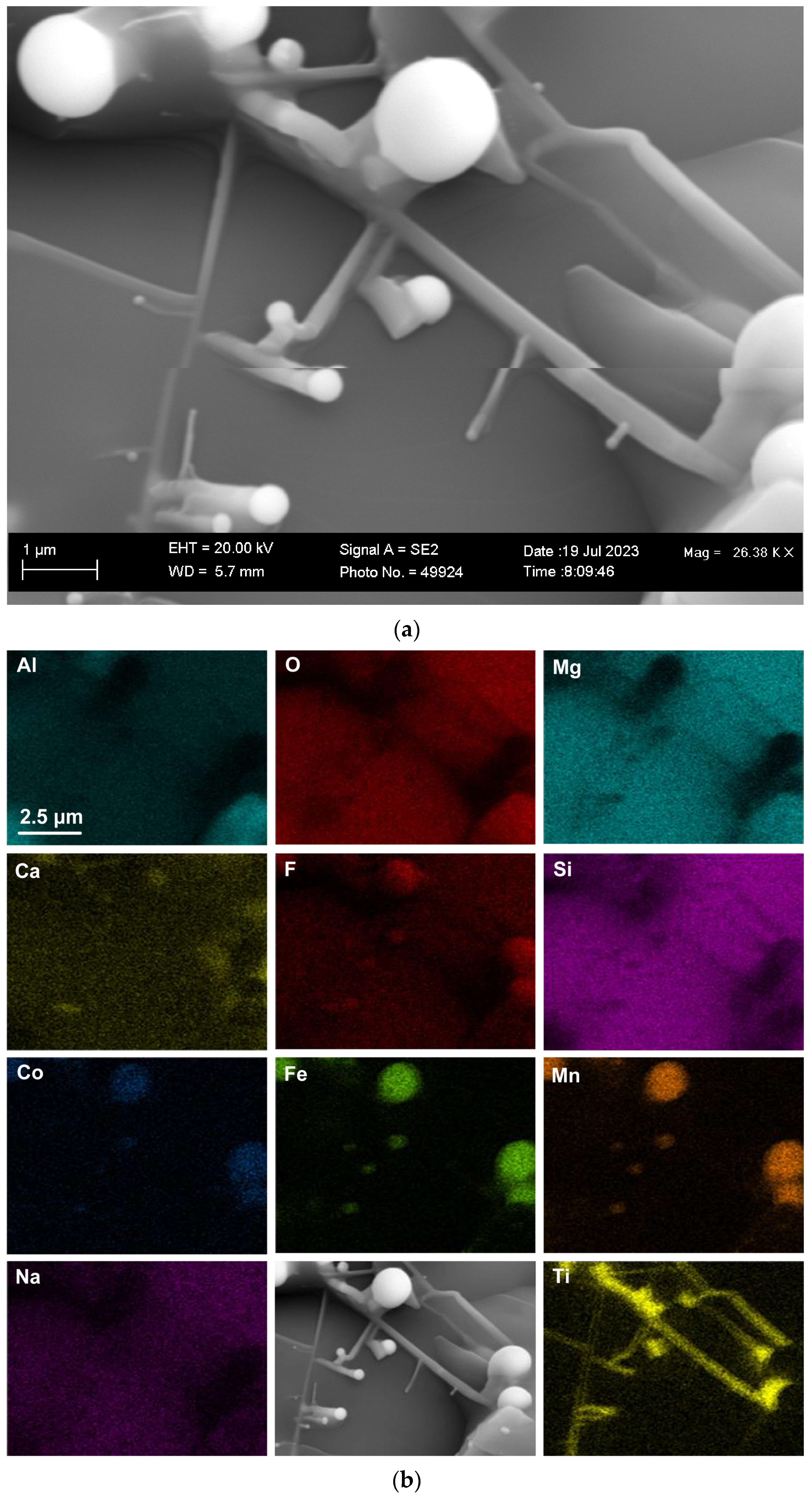
- The nano-strands contain elemental Ti only, and the nano-strand end-caps contain Co-Mn-Fe fluoride. This indicates a sequence of condensation reactions, as Ti in the gas phase is re-condensed first to form the nano-strands and the end-caps formed from subsequent re-condensation of Co-Mn-Fe fluorides.
- Nano-strand diameters vary from approximately 120 nm to 360 nm. Nano-strand lengths vary from approximately 280 nm to several micrometers. Nano-strand end-cap diameters appear to match the nano-strand diameters at approximately 200 nm.
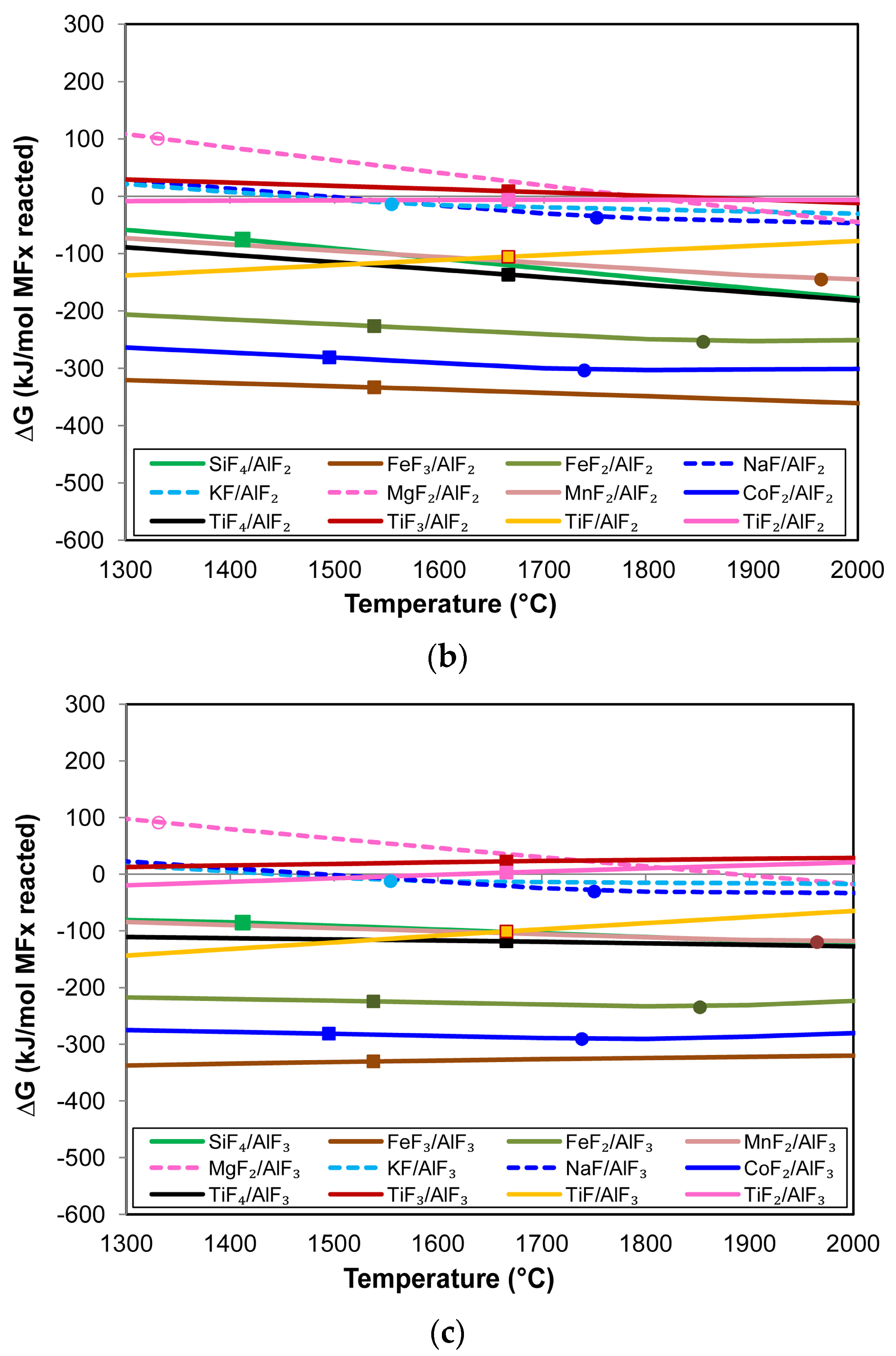
- Thermochemical calculations in the form of simple reaction Gibbs free energy values confirm the likely formation of the nanofeatures from the gas phase species due to the Al displacement of metals from their metal fluorides gas species to form Co, Fe, Mn, Si, and Ti from the reaction: yAl + xMFy ↔ xM + yAlFx.
- The gas–slag–metal equilibrium calculation of significant TiF3 gas formation from TiO2 in the flux material explains the formation of Ti nano-strands. The Ti is displaced from TiF3 by Al, and this Ti can form nano-strands upon re-condensation.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Abbreviations | |
| SAW | submerged arc welding |
| ESR | electro slag remelting |
| TG | thermogravimetric analysis |
| 3D | three-dimensional |
| 2D | two-dimensional |
| PID | proportional-integral-derivative |
| SEM | scanning electron microscope |
| FEG | field emission gun |
| EDX | energy dispersive X-ray spectroscopy |
| FOV | field of view |
| Symbols | |
| σ | standard deviation |
| (g) | gas |
| (l) | liquid |
| (s) | solid |
| (slag) | dissolved in slag |
| x, y | stoichiometric factor |
References
- Sengupta, V.; Havrylov, D.; Mendex, P.F. Physical phenomena in the weld zone of submerged arc welding—A Review. Weld. J. 2019, 98, 283–313. [Google Scholar]
- Chai, C.S.; Eagar, T.W. Slag-metal equilibrium during submerged arc welding. Metall. Trans. B 1981, 12, 539–547. [Google Scholar] [CrossRef]
- Mitra, U.; Eagar, T.W. Slag-metal reactions during welding: Part I. Evaluation and reassessment of existing theories. Metall. Trans. B 1991, 22, 65–71. [Google Scholar] [CrossRef]
- Chai, C.S.; Eagar, T.W. Slag metal reactions in binary CaF2-metal oxide welding fluxes. Weld. J. 1982, 61, 229–232. [Google Scholar]
- Polar, A.; Indacochea, J.E.; Blander, M. Electrochemically generated oxygen contamination in submerged arc welding. Weld. J. 1990, 69, 68–74. [Google Scholar]
- Lau, T.; Weatherly, G.C.; Mc Lean, A. The sources of oxygen and nitrogen contamination in submerged arc welding using CaO-Al2O3 based fluxes. Weld. J. 1985, 64, 343–347. [Google Scholar]
- Lau, T.; Weatherly, G.C.; Mc Lean, A. Gas/Metal/Slag reactions in Submerged Arc Welding using CaO-Al2O3 based fluxes. Weld. J. 1986, 65, 31–38. [Google Scholar]
- Gött, G.; Gericke, A.; Henkel, K.-M.; Uhrlandt, D. Optical and spectroscopic study of a submerged arc welding cavern. Weld. J. 2016, 95, 491–499. [Google Scholar]
- Coetsee, T.; Mostert, R.J.; Pistorius, P.G.H.; Pistorius, P.C. The effect of flux chemistry on element transfer in Submerged Arc Welding: Application of thermochemical modelling. J. Mater. Res. Technol. 2021, 11, 2021–2036. [Google Scholar] [CrossRef]
- Coetsee, T.; De Bruin, F. Reactions at the molten flux-weld pool interface in submerged arc welding. High Temp. Mater. Process. 2021, 40, 421–427. [Google Scholar] [CrossRef]
- Coetsee, T.; De Bruin, F. EERZ (Effective Equilibrium Reaction Zone) Model of Gas-Slag-Metal Reactions in the Application of Unconstrained Al-Ni-Cr-Co-Cu Metal Powders in Submerged Arc Welding: Model and 3D Slag SEM Evidence. Processes 2023, 11, 2110. [Google Scholar] [CrossRef]
- Coetsee, T.; De Bruin, F. Insight into the Chemical Behaviour of Chromium in CaF2-SiO2-Al2O3-MgO Flux Applied in Aluminium-Assisted Alloying of Carbon Steel in Submerged Arc Welding. Minerals 2022, 12, 1397. [Google Scholar] [CrossRef]
- Coetsee, T.; De Bruin, F. Application of Unconstrained Cobalt and Aluminium Metal Powders in the Alloying of Carbon Steel in Submerged Arc Welding: Thermodynamic Analysis of Gas Reactions. Appl. Sci. 2022, 12, 8472. [Google Scholar] [CrossRef]
- Schulz, T.; Lychatz, B.; Haustein, N.; Janke, D. Structurally based assessment of the influence of fluorides on the characteristics of continuous casting powder slags. Metall. Trans. B 2013, 44, 317–327. [Google Scholar] [CrossRef]
- Gao, J.; Wen, G.; Liu, Q.; Tan, W.; Tang, P. Effect of Al2O3 on the fluoride volatilization during melting and ion release in water of mould flux. J. Non-Cryst. Solids 2015, 409, 8–13. [Google Scholar] [CrossRef]
- Zaitsev, A.I.; Leites, A.V.; Litvina, A.D.; Mogutnov, B.M. Investigation of the mould powder volatiles during continuous casting. Steel Res. 1994, 65, 368–374. [Google Scholar] [CrossRef]
- Ju, J.; Ji, G.; An, J.; Tang, C. Effect if TiO2 on fluoride evaporation from CaF2-CaO-Al2O3-MgO-Li2O-(TiO2) slag. Ironmak. Steelmak. 2020, 48, 109–115. [Google Scholar] [CrossRef]
- Ju, J.; Gu, Y.; Zhang, Q.; He, K. Effect of CaF2 and CaO/Al2O3 ratio on evaporation and melting characteristics of low-fluoride CaF2-CaO-Al2O3-MgO-TiO2 slag for electroslag remelting. Ironmak. Steelmak. 2023, 50, 13–20. [Google Scholar] [CrossRef]
- Persson, M.; Seetharaman, S.; Seetharaman, S. Kinetic studies of fluoride evaporation from slags. ISIJ Int. 2007, 47, 1711–1717. [Google Scholar] [CrossRef]
- Shi, C.; Cho, J.; Zheng, D.; Li, J. Fluoride evaporation and crystallization behavior of CaF2-CaO-Al2O3-(TiO2) slag for electroslag remelting of Ti-containing steels. Int. J. Miner. Metall. Mater. 2016, 23, 627–636. [Google Scholar] [CrossRef]
- Coetsee, T.; De Bruin, F. Low temperature vaporisation of Cr from fluoride flux reacted at 1350 °C with Al–Cr–Fe powder: Thermochemical analysis of gas phase reactions and nano-strand formation. J. Mater. Res. Technol. 2024, 30, 1159–1171. [Google Scholar] [CrossRef]
- Coetsee, T.; De Bruin, F. Nano-strand formation in CaF2-SiO2-Al2O3-MgO flux reacted at 1350 °C with Al-Ti-Fe powder: SEM analyses and gas reaction thermochemistry. J. Solid State Chem. 2024, 331, 124547. [Google Scholar] [CrossRef]
- Coetsee, T. Phase chemistry of Submerged Arc Welding (SAW) fluoride based slags. J. Mater. Res. Technol. 2020, 9, 9766–9776. [Google Scholar] [CrossRef]
- Bale, C.W.; Bélisle, E.; Chartrand, P.; Decterov, S.A.; Eriksson, G.; Gheribi, A.E.; Hack, K.; Jung, I.-H.; Kang, Y.-B.; Melançon, J.; et al. Reprint of: FactSage thermochemical software and databases, 2010–2016. Calphad 2016, 55, 1–19. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| %MnO | %CaO | %SiO2 | %Al2O3 | %CaF2 | %MgO | %Fe2O3 | %TiO2 | %Na2O | %K2O |
|---|---|---|---|---|---|---|---|---|---|
| 7.0 | 0.1 | 20.2 | 25.7 | 18.5 | 22.9 | 2.7 | 1.0 | 1.7 | 0.2 |
| Figure | %O | %F | %Na | %Mg | %Al | %Si | %K | %Ca | %Ti | %Co | %Mn | %Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Figure 1 | 37.1 | 8.2 | 1.9 | 14.2 | 14.1 | 9.2 | 0.4 | 6.5 | 0.9 | 0.6 | 4.2 | 2.5 |
| Figure 2 | 35.5 | 7.8 | 2.3 | 14.8 | 13.6 | 11.7 | 0.8 | 2.8 | 1.1 | 0.4 | 5.0 | 3.9 |
| Figure 3 | 37.4 | 7.7 | 2.3 | 14.4 | 13.7 | 11.7 | 0.9 | 2.2 | 2.2 | 0.2 | 3.9 | 3.0 |
| Figure 4 | 37.3 | 8.7 | 2.8 | 14.3 | 9.1 | 13.8 | 1.2 | 1.9 | 3.4 | 0.2 | 3.7 | 3.4 |
| Maximum σ | 0.23 | 0.12 | 0.03 | 0.10 | 0.09 | 0.08 | 0.01 | 0.03 | 0.02 | 0.03 | 0.04 | 0.04 |
| Flux | 35.3 | 8.7 | 0.6 | 13.4 | 13.2 | 9.2 | 0.2 | 9.3 | 0.6 | 0.0 | 5.3 | 4.2 |
| Fluoride | Gas Phase | (s) → (l) | (s) → (g) | (l) → (g) | Fluoride | Gas Phase | (s) → (l) | (s) → (g) | (l) → (g) |
|---|---|---|---|---|---|---|---|---|---|
| SiF4 | (g) | CaF2 | 1419 | 2531 | |||||
| AlF3 | 1291 | MnF2 | 1965 | ||||||
| AlF2 | (g) | FeF2 | 1852 | ||||||
| AlF | (g) | FeF3 | (g) | ||||||
| CoF2 | 1729 | TiF4 | (g) | ||||||
| MgF2 | 1331 | 2263 | TiF3 | 1035 | |||||
| KF | 1554 | TiF2 | 1103 | ||||||
| NaF | 1750 | TiF | (g) |
| Case | g. Al | g. Co | g. Fe | %KAlF4 | %NaAlF4 | %TiF3 | %SiF4 | %AlF3 | %SiF3 | %Mn | %Fe | %Si | %Co |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 4 | 0 | 0 | 52.2 | 22.8 | 11.8 | 8.8 | 1.7 | 1.3 | 0.05 | 0 | 0 | 0 |
| 2 | 4 | 4 | 0 | 54.7 | 21.8 | 13.4 | 6.7 | 1.4 | 0.8 | 0.04 | 0 | 0 | 0 |
| 3 | 4 | 4 | 4 | 56.7 | 19.9 | 16.5 | 4.3 | 1.1 | 0.4 | 0.03 | 0 | 0 | 0 |
| 4 | 8 | 4 | 4 | 78.1 | 17.7 | 0.3 | 0.9 | 0.7 | 0.3 | 0.02 | 0 | 0 | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Coetsee, T.; De Bruin, F. Nano-Strand Formation via Gas Phase Reactions from Al-Co-Fe Reacted with CaF2-SiO2-Al2O3-MgO Flux at 1350 °C: SEM Study and Thermochemistry Calculations. Processes 2024, 12, 1342. https://doi.org/10.3390/pr12071342
Coetsee T, De Bruin F. Nano-Strand Formation via Gas Phase Reactions from Al-Co-Fe Reacted with CaF2-SiO2-Al2O3-MgO Flux at 1350 °C: SEM Study and Thermochemistry Calculations. Processes. 2024; 12(7):1342. https://doi.org/10.3390/pr12071342
Chicago/Turabian StyleCoetsee, Theresa, and Frederik De Bruin. 2024. "Nano-Strand Formation via Gas Phase Reactions from Al-Co-Fe Reacted with CaF2-SiO2-Al2O3-MgO Flux at 1350 °C: SEM Study and Thermochemistry Calculations" Processes 12, no. 7: 1342. https://doi.org/10.3390/pr12071342
APA StyleCoetsee, T., & De Bruin, F. (2024). Nano-Strand Formation via Gas Phase Reactions from Al-Co-Fe Reacted with CaF2-SiO2-Al2O3-MgO Flux at 1350 °C: SEM Study and Thermochemistry Calculations. Processes, 12(7), 1342. https://doi.org/10.3390/pr12071342