
A New Semi-Quantitative Process Safety Assessment Method and Its Application for Fluorochemical Industry

Abstract
:1. Introduction
2. Various Risk Factors in the Complex Cause/Consequence Correlation for a Process Hazard
2.1. Impacts of Reduction Factors (RFs)
2.2. Impacts of Protection Layers (PLs)
- (I)
- the PFD of an IPL is less than or equal to 0.1, that is, its risk reduction ability cannot be less than one order of magnitude;
- (II)
- independence: the executive ability of an IPL will not be affected by the initiating event or other failure IPLs;
- (III)
- effectiveness: IPLs can detect and respond to the response conditions in time;
- (IV)
- auditability: IPLs shall have their respective information, documents or test and maintenance procedures that can be checked.
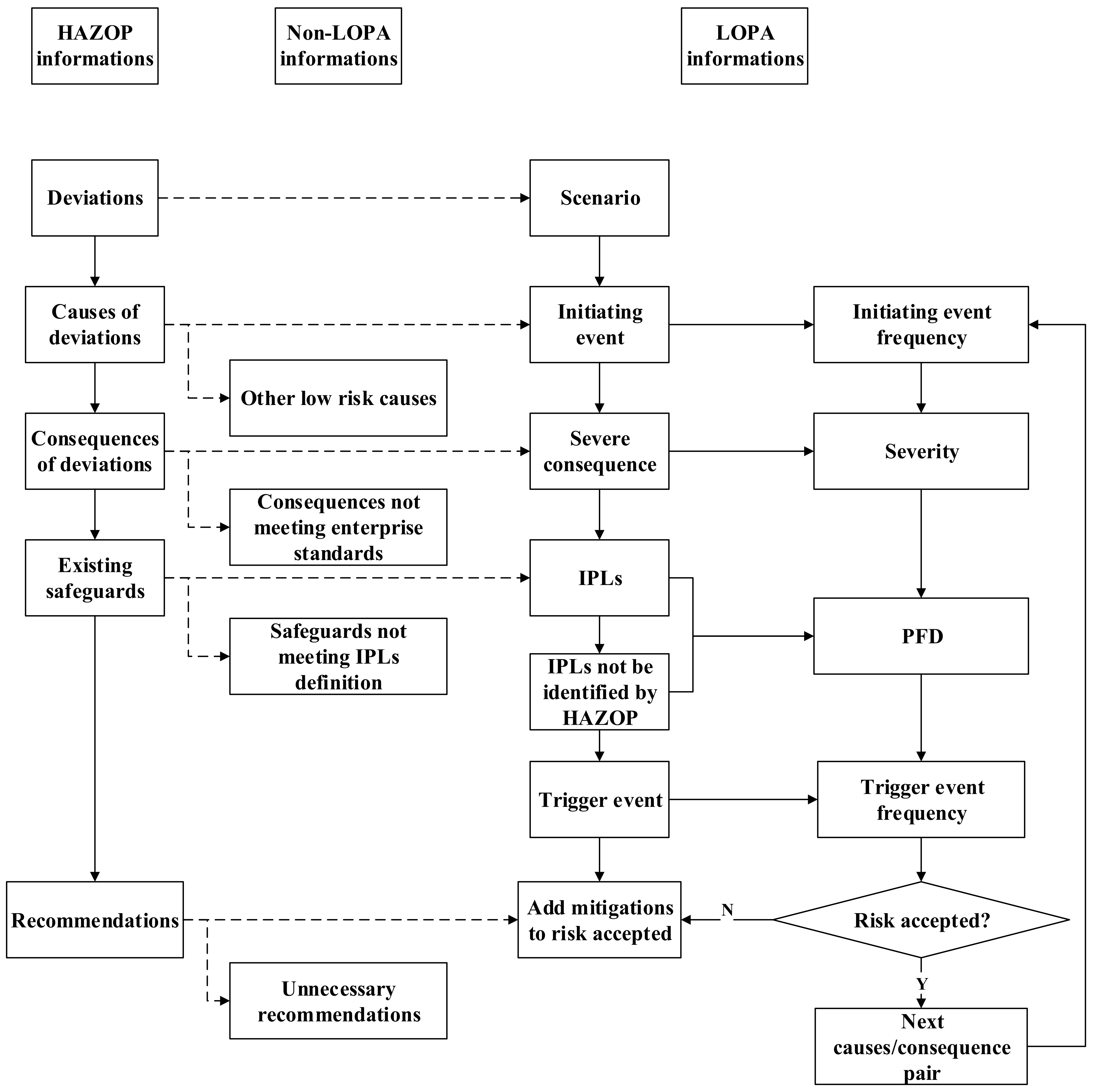
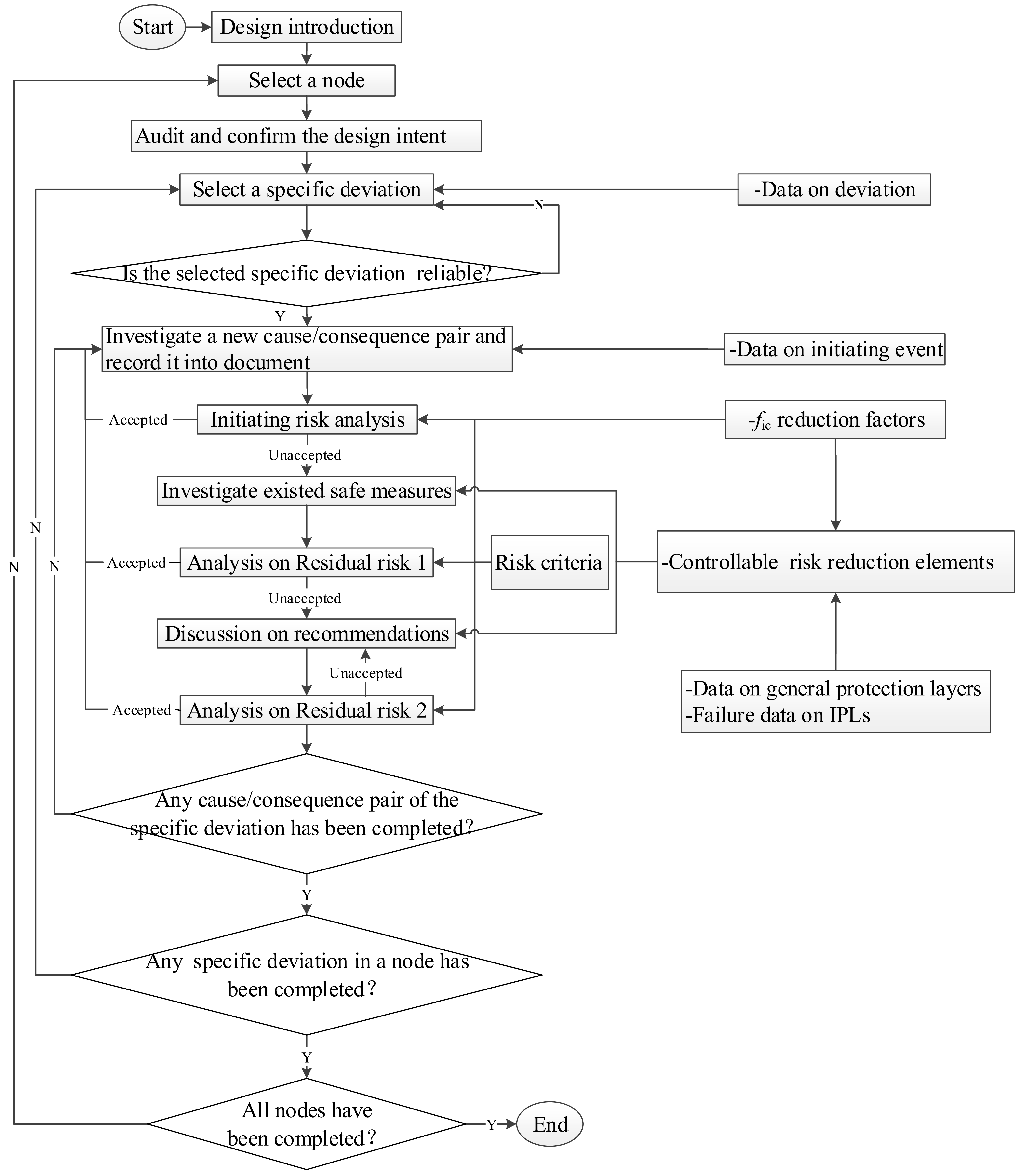
3. Semi-Quantitative HAZOP Analysis Model Based on Quantitative Correction Factors
- (I)
- Node number and node description: the number and brief description of each node are determined by HAZOP analysts in the preparation stage. If the node is divided according to the process, it can be described as the name of the process unit. If the node is divided according to the specific equipment, it can be described as the name of the specific equipment (including the connected pipeline).
- (II)
- Design intent and drawing number: “design intent” refers to the design description of the node. According to the different division objectives of the node, the process design principle, starting and ending points of the node should be made clear in simplified sentences as far as possible. The design intent can be summarized from the management documents such as “operation procedures” or “process technical procedures” of the enterprise; “drawing number” refers to the drawing number of piping and instrument diagram (P and ID) involved in this node.
- (III)
- Deviation type and detailed deviation: “deviation type” refers to the process or operation deviation in this node determined by HAZOP analysts in the preparation stage. In order to avoid incomplete deviation analysis caused by insufficient capability of HAZOP analysts, the deviation type knowledge database is introduced to prompt HAZOP analysts to comprehensively check the deviations in each node during pre-analysis; “detailed deviation” is a detailed description of “deviation type”, for example, “high flow at pump outlet” is a detailed description of “high flow”.
- (IV)
- Cause: it is a detailed description of the causes of deviation. In the actual analysis process, there is more than one reason for a deviation. The cause-by-cause (CBC) recording method is mandatory to be adopted, that is, the one cause corresponding to one consequence during the recording. At the same time, the initiating causes database (including the type of any initiating cause and its failure probability) is introduced to allow HAZOP analysts to avoid data shortages caused by the lack of operation experience.
- (V)
- Consequence: it is a detailed description of the consequence caused by combination of cause with its detailed deviation. According to the different purposes of HAZOP, the description of consequence is also different. The consequence generally includes safety consequence, environmental consequence, financial consequence, reputation loss consequence, etc., for example, if HAZOP takes safety consequence as the major target, personnel casualty should be described as clearly as possible. In the conventional analysis, the description of “consequence” is a part of the qualitative hypothetical accidental scenarios, thus HAZOP analysts often have different opinions on the qualitative hypothetical consequence. Therefore, an efficient solution is proposed to rapidly determine the radius of medium leakage with Dow fire and explosion index (F and EI) evaluation to conduct semi-quantitative analysis on the safety consequences, environmental consequences and financial consequences.
- (VI)
- Risk type: one or more risk types can be determined, such as safety risk, environmental risk, financial risk, reputation loss risk, according to the different purposes of HAZOP, so that HAZOP reviewers can comprehensively acquire the real risk clearly.
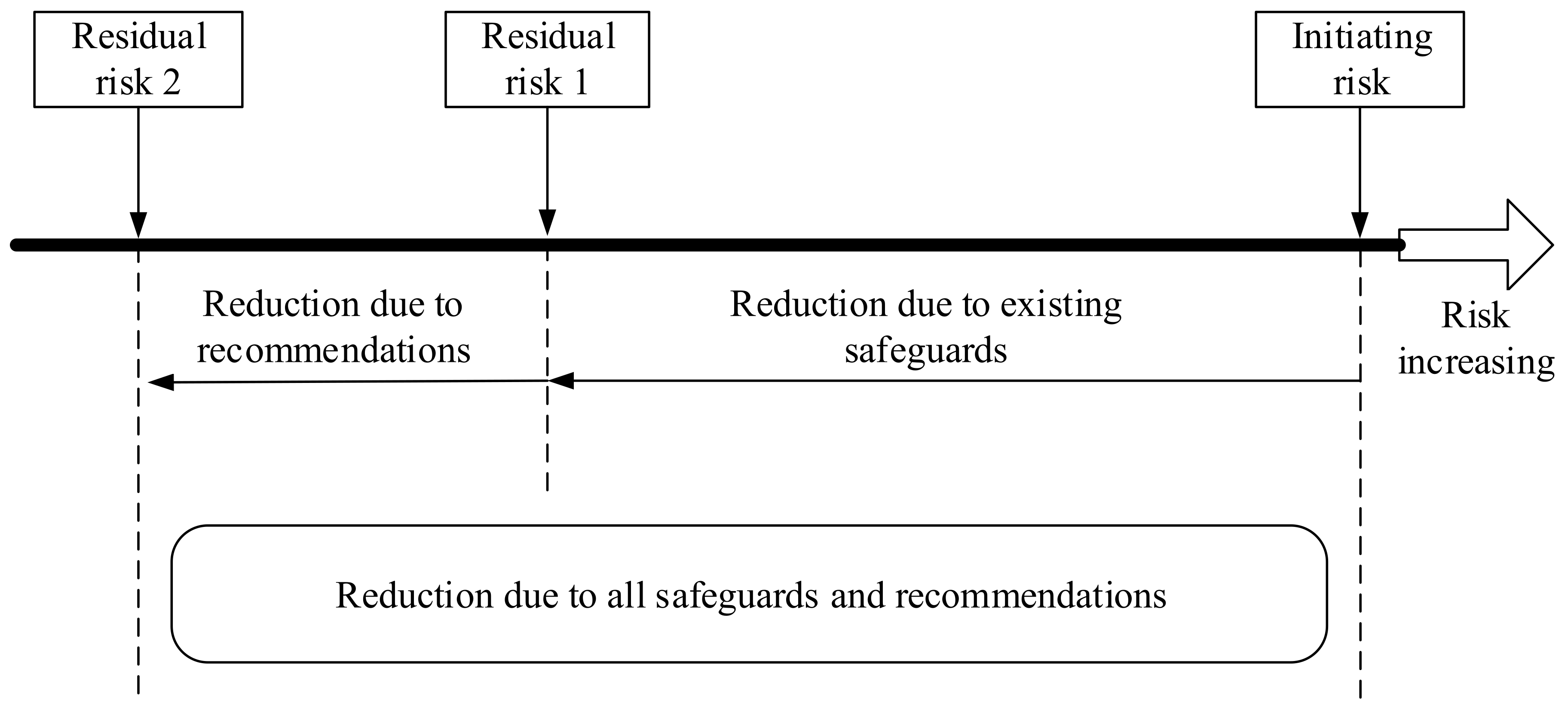
- (VII)
- Initiating risk, residual risk 1, residual risk 2: “initiating risk” refers to the risk that the existing safeguards are not considered in HAZOP, that is, the inherent risk of a design. Additionally, “Residual risk 1” refers to the risk after considering the existing safeguards, that is, the current existing risk. “Residual risk 2” refers to the risk after considering the recommendations, that is, the future reduced risk. The relationship among the three types of risks is shown in Figure 3.
- (VIII)
- The existing safeguards/recommendations: the “types” of existing safeguards/recommendations in Figure 3 include IPLs, GPLs and reduction factors (enabling conditions and contributing conditions). The “description” of existing safeguards/recommendations is used to record the detailed description of the “type”. For example, “LIC liquid level control loop (DCS)” is the detailed “description” of “basic process control system (BPCS)”, a sort of IPLs.
4. Quantitative Model for Correction Factors
4.1. Enabling Condition Reduction Factor
4.2. Contributing Condition Reduction Factors
4.3. Failure Probability of Protection Layers (PLs)
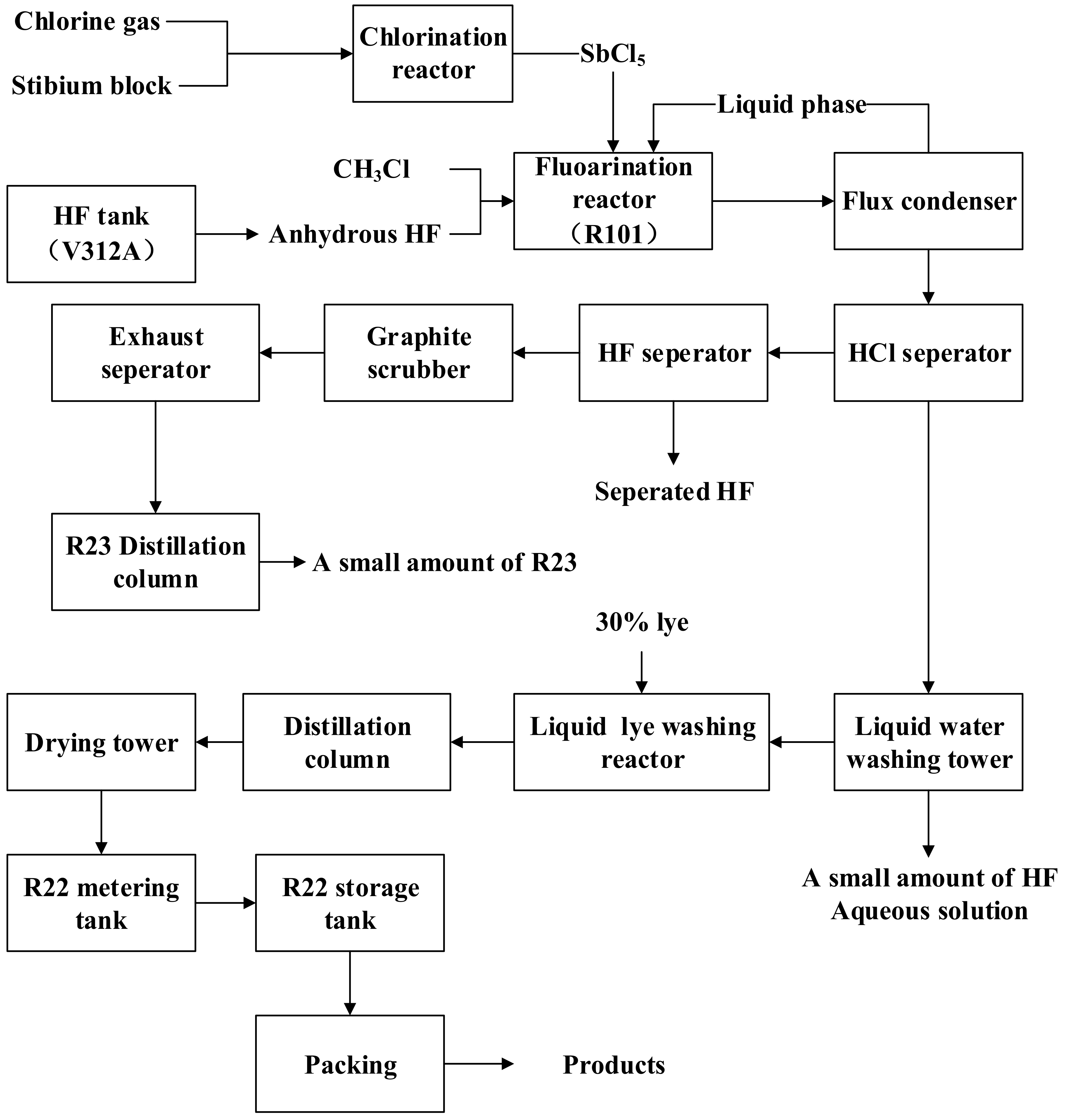
5. Application Cases in Fluorine Chemical Industry
5.1. Process Conditions of a Fluorine Chemical Unit and Its High-Risk Hazard Identification Results with Traditional HAZOP
5.2. Risk Identification Based on the New Semi-Quantitative HAZOP Model
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Høj, N.P.; Kröger, W. Risk analyses of transportation on road and railway from a European Perspective. Saf. Sci. 2002, 40, 337–357. [Google Scholar] [CrossRef]
- Marhavilas, P.K. Risk Assessment Techniques in the Worksites of Occupational Health-Safety Systems with Emphasis on Industries and Constructions. Ph.D. Thesis, Democritus University of Thrace, Xanthi, Greece, 2015. [Google Scholar]
- Woodruff, J.M. Consequence and likelihood in risk estimation: A matter of balance in UK health and safety risk assessment practice. Saf. Sci. 2005, 43, 345–353. [Google Scholar] [CrossRef]
- Reniers, G.L.L.; Dullaert, W.; Ale, B.J.M.; Soudan, K. The use of current risk analysis tools evaluated towards preventing external domino accidents. J. Loss Prev. Process Ind. 2005, 18, 119–126. [Google Scholar] [CrossRef]
- Haeri, A. Comprehensive plan for assessing and improving safety level of commercial centers towards the prevention of social and economical consequences of accidents. Saf. Sci. 2016, 89, 263–273. [Google Scholar] [CrossRef] [Green Version]
- Mohammadfam, I.; Zarei, E. Safety risk modeling and major accidents analysis of hydrogen and natural gas releases: A comprehensive risk analysis framework. Int. J. Hydrog. Energy 2015, 40, 13653–13663. [Google Scholar] [CrossRef]
- Zhou, T.; Wu, C.; Zhang, J.; Zhou, T.; Wu, C.; Zhang, J.; Zhang, D. Incorporating CREAM and MCS into fault tree analysis of LNG carrier spill accidents. Saf. Sci. 2017, 96, 183–191. [Google Scholar] [CrossRef]
- Liu, H.C.; Chen, Y.Z.; You, J.X.; Li, H. Risk evaluation in failure mode and effects analysis using fuzzy digraph and matrix approach. J. Intell. Manuf. 2016, 27, 805–816. [Google Scholar] [CrossRef]
- Fuentes-Bargues, J.L.; González-Gaya, C.; González-Cruz, M.C.; Cabrelles-Ramírez, V. Risk assessment of a compound feed process based on HAZOP analysis and linguistic terms. J. Loss Prev. Process Ind. 2016, 44, 44–52. [Google Scholar] [CrossRef]
- International Electrotechnical Commission; International Organization for Standardization. Risk Management—Risk Assessment Techniques, 1st ed.; IEC: Geneva, Switzerland, 2009. [Google Scholar]
- Dunjó, J.; Fthenakis, V.; Vílchez, J.A.; Arnaldos, J. Hazard and operability (HAZOP) analysis. A literature review. J. Hazard. Mater. 2010, 173, 19–32. [Google Scholar] [CrossRef] [PubMed]
- Rimkevičius, S.; Vaišnoras, M.; Babilas, E.; Ušpuras, E. HAZOP application for the nuclear power plants decommissioning projects. Ann. Nucl. Energy 2016, 96, 461–471. [Google Scholar] [CrossRef]
- Cheraghi, M.; Eslami Baladeh, A.; Khakzad, N. A fuzzy multi-attribute HAZOP technique (FMA-HAZOP): Application to gas wellhead facilities. Saf. Sci. 2019, 114, 12–22. [Google Scholar] [CrossRef]
- de la O Herrera, M.A.; Luna, A.S.; da Costa, A.C.A.; Blanco Lemes, E.M. A structural approach to the HAZOP—Hazard and operability technique in the biopharmaceutical industry. J. Loss Prev. Process Ind. 2015, 35, 1–11. [Google Scholar] [CrossRef]
- Sauk, R.; Markowski, A.S.; Moskal, F. Application of the graph theory and matrix calculus for optimal HAZOP nodes order determination. J. Loss Prev. Process Ind. 2015, 35, 377–386. [Google Scholar] [CrossRef]
- Kościelny, J.M.; Syfert, M.; Fajdek, B.; Kozak, A. The application of a graph of a process in HAZOP analysis in accident prevention system. J. Loss Prev. Process Ind. 2017, 50, 55–66. [Google Scholar] [CrossRef]
- Baybutt, P. A critique of the Hazard and Operability (HAZOP) study. J. Loss Prev. Process Ind. 2015, 33, 52–58. [Google Scholar] [CrossRef]
- Basheer, A.; Tauseef, S.M.; Abbasi, T.; Abbasi, S.A. Methodologies for assessing risks of accidents in chemical process industries. J. Fail. Anal. Prev. 2019, 19, 623–648. [Google Scholar] [CrossRef]
- Sultana, S.; Okoh, P.; Haugen, S.; Vinnem, J.E. Hazard analysis: Application of STPA to ship-to-ship transfer of LNG. J. Loss Prev. Process Ind. 2019, 60, 241–252. [Google Scholar] [CrossRef]
- Di Nardo, M.; Madonna, M.; Gallo, M.; Murino, T. A Risk Assessment Proposal through System Dynamics. J. Southwest Jiaotong Univ. 2020, 55, 1–10. [Google Scholar]
- Di Nardo, M.; Madonna, M.; Murino, T.; Castagna, F. Modelling a Safety Management System Using System Dynamics at the Bhopal Incident. Appl. Sci. 2020, 10, 903. [Google Scholar] [CrossRef] [Green Version]
- Chengpu, L. Integration and application of HAZOP and LOPA analysis methods. Pet. Refin. Eng. 2017, 47, 60–64. [Google Scholar]
- Haiyang, Q.; Ji’an, L.; Xuanting, L. Application of Simplified HAZOP-LOPA Method in Petrochemical Plant. Saf. Health Environ. 2017, 17, 73–76. [Google Scholar]
- Gu-Jun, W.; Wen-Yi, D.; Guang-Wen, Z. Study on IPL identification of typical protection layers in chemical enterprise. J. Saf. Sci. Technol. 2013, 9, 106–110. [Google Scholar]
- Fang, Y.; Shu, Z.; Kaili, X. Research on quantitative layer of protection analysis for chemical industry hazards. China Saf. Sci. J. 2019, 29, 100–105. [Google Scholar]
- Xiong, Z.; Ye-Qing, G. Application of HAZOP and Layer of Protection in Safety Management of Hydrofining. Guangzhou Chem. Ind. 2019, 47, 201–204. [Google Scholar]
- CCPS. Layer of Protection Analysis: Simplified Process Risk Assessment; Wiley: New York, NY, USA, 2010. [Google Scholar]
- MEMC. Guidelines for Layer of Protection Analysis (LOPA) AQ/T3054; Ministry of Emergency Management of People’s Republic of China (MEMC): Beijing, China, 2015. [Google Scholar]
- SAC. Application Guide for Layer of Protection Analysis (LOPA) GB/T32857; Standardization Administration of the People’s Republic of China (SAC): Beijing, China, 2016. [Google Scholar]
- CCSAS. Guidelines on Quality Control and Review for Hazard and Operability (HAZOP) Analysis T/CCSAS 001; China Chemical Safety Association (CCSAS): Beijing, China, 2018. [Google Scholar]
- Sinopac Research Institute of Safety Engineering (SRISE). A Guidance for Quantitative Risk Assessment (QRA) in the Petrochemical Plant; Sinopac Press: Beijing, China, 2007. [Google Scholar]
- Yuan, X.J.; Zhu, C.L.; Ge, X.K.; Ren, C.X.; Wang, K.Q. Study on Values Taking of Ignition Probabilities in Hazardous Chemical Leakage Accidents. China Saf. Sci. J. 2011, 21, 39–45. [Google Scholar]
- Committee for the Prevention of Disasters (CPD). Guide Lines for Quantitative Risk Assessment (Purple Book), CPR 18E; PGS: The Hague, The Netherlands, 2005. [Google Scholar]
- Health and Safety Executive (HSE). Canvey: An Investgation of Potential Hazards from Operations in the Canvey Island/Thurrock Area; HMSO: London, UK, 1978. [Google Scholar]
- HSE. Available online: http://www.hse.gov.uk/infoserv/mhi-das.htm (accessed on 28 May 2007).
- Frank, L.P. Loss Prevention in the Process Industries; Butterworth Heinemann: Oxford, UK, 1996. [Google Scholar]
- Lannoy, A. Etudes Déterministe et Probabiliste du Scénario D’accident Prévision des Effets de Surpression; Electricité: Paris, France, 1984. [Google Scholar]
- Committee for the Prevention of Disasters (CPD). Risk Evaluation (IPO ProjectA73); Ministry of Housing: The Hague, The Netherlands, 1996. [Google Scholar]
- COVO Commission. Risk Analysis of Six Potentially Hazardous Industrial Objects in the Rijinmond Area; Central Environmental Control Agency: Rijinmond, The Netherlands, 1981. [Google Scholar]
- Cox, A.W.; Lees, F.P.; Ang, M.L. Classification of Hazardous Locations; IChemE: Warwickshire, UK, 1990. [Google Scholar]
- DOW. DOW’s Fire & Explosion Index Hazard Classification Guide, 7th ed.; American Institute of Chemical Engineers (AICE): New York, NY, USA, 1994. [Google Scholar]
- Jie, H. Occupational Hazards Detection and Precaution Measures in Freon (R22) Enterprise. Zhejiang Chem. Ind. 2014, 45, 6–9. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cases | Guide Words | Causes | Consequences | Existing Safeguards | Risk |
|---|---|---|---|---|---|
| 1 | Pressure is high in Reactor R101 | Manual valve HV104 is closed by mistake | R101 is over-pressured, and HF acid leakage is toxic to personnel | 1. PRAS107 (DCS loop) | High |
| 2. Safety valve SV107 | |||||
| 2 | Liquid level is high in HF acid tank V312A | DCS loop LICA312A is faulty, not closing the control valve in time | V312A experiences spillover or over-pressure, and HF acid leakage is toxic to personnel | 1. PIA312A liquid level high alarm field operation of operators | Very high |
| 2. Safety valve SV312A |
| Parameters | Values | |
|---|---|---|
| Case 1 | Case 2 | |
| t(j)ec-i | 1 | 0 |
| J | 720 | 0 |
| top | 24,000 | 0 |
| a | 3 | 3 |
| N | 10 | 100 |
| ni | 0 | 1 |
| k | 1 | 1 |
| t(i)rc | 1 | 1 |
| n | 1 | 1 |
| t(i)m | 5 | 5 |
| F1 | 2.55 | 2.55 |
| F2 | 4 | 4 |
| MF | 24 [41] | 24 [41] |
| C1 | 0.572 [41] | 0.572 [41] |
| C2 | 0.856 [41] | 0.856 [41] |
| C3 | 0.698 [41] | 0.698 [41] |
| PSrc | 2 | 2 |
| PSm | 50 | 50 |
| α | 0 | 1 |
| PSal | 2 | 2 |
| β | 1 | 0 |
| PSoe | 2 | 2 |
| Items | Results | |
|---|---|---|
| Case 1 | Case 2 | |
| fic(t) | 0.001 | 0 |
| fic(m) | 0 | 0.003 |
| LoLi | 3 | 3 |
| fic | 0.1 | 0.1 |
| fecc | 0.1 | 0.1 |
| feps-rc | 0.042 | 0.042 |
| feps-m | 0.014 | 0.014 |
| F&EI | 192 | 192 |
| F3 | 8 | 8 |
| F&EI’ | 65.60 | 65.60 |
| C | 0.342 | 0.342 |
| R | 16.79 | 16.79 |
| Severity | 2.768 | 2.768 |
| PFDs of IPLs | Values |
|---|---|
| PFDIP11 | 0.1 |
| PFDIP12 | 0.1 |
| PFDIP22 | 0.1 |
| PFDs of Necessary Links of GPLs | Values |
|---|---|
| PFDGP(1)21 | 0.1 |
| PFDGP(2)21 | 0.25 |
| PFDs of GPLs | Values |
|---|---|
| PFDGP21 | 0.35 |
| Cases | Initiating Risk | Reduction Factors | Residual Risk 1 | Existing Safeguards | Residual Risk 2 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| S | L | r | fecc | S | L | r | PFD | S | L | r | |
| 1 | S5 | L5 | H | 0.1 | S5 | L4 | H | 0.01 | S5 | L2 | M |
| 2 | S5 | L6 | VH | 0.1 | S5 | L5 | H | 0.035 | S5 | L4 | H |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cong, G.; Lu, D.; Liu, M.; Wang, Q.; Yu, W. A New Semi-Quantitative Process Safety Assessment Method and Its Application for Fluorochemical Industry. Processes 2021, 9, 1695. https://doi.org/10.3390/pr9101695
Cong G, Lu D, Liu M, Wang Q, Yu W. A New Semi-Quantitative Process Safety Assessment Method and Its Application for Fluorochemical Industry. Processes. 2021; 9(10):1695. https://doi.org/10.3390/pr9101695
Chicago/Turabian StyleCong, Guangpei, Duhui Lu, Mei Liu, Qi Wang, and Wei Yu. 2021. "A New Semi-Quantitative Process Safety Assessment Method and Its Application for Fluorochemical Industry" Processes 9, no. 10: 1695. https://doi.org/10.3390/pr9101695
APA StyleCong, G., Lu, D., Liu, M., Wang, Q., & Yu, W. (2021). A New Semi-Quantitative Process Safety Assessment Method and Its Application for Fluorochemical Industry. Processes, 9(10), 1695. https://doi.org/10.3390/pr9101695