
Comparative Study on the Power Consumption and Flow Field Characteristics of a Three-Blade Combined Agitator



Abstract
:1. Introduction
2. Numerical Simulation
2.1. Experimental Device
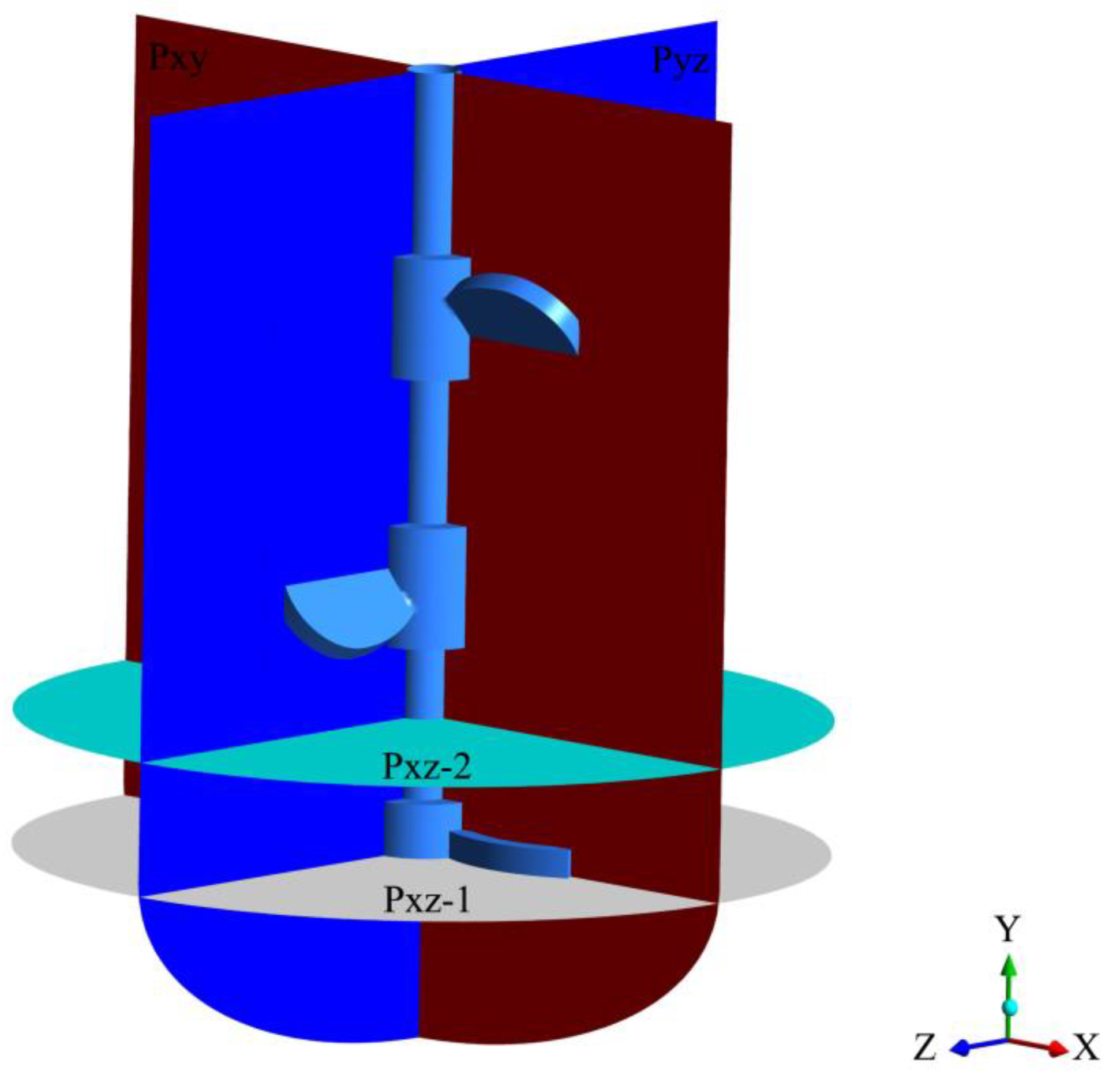
2.2. Geometric Modeling and Meshing
2.3. Boundary Conditions and Simulation Settings
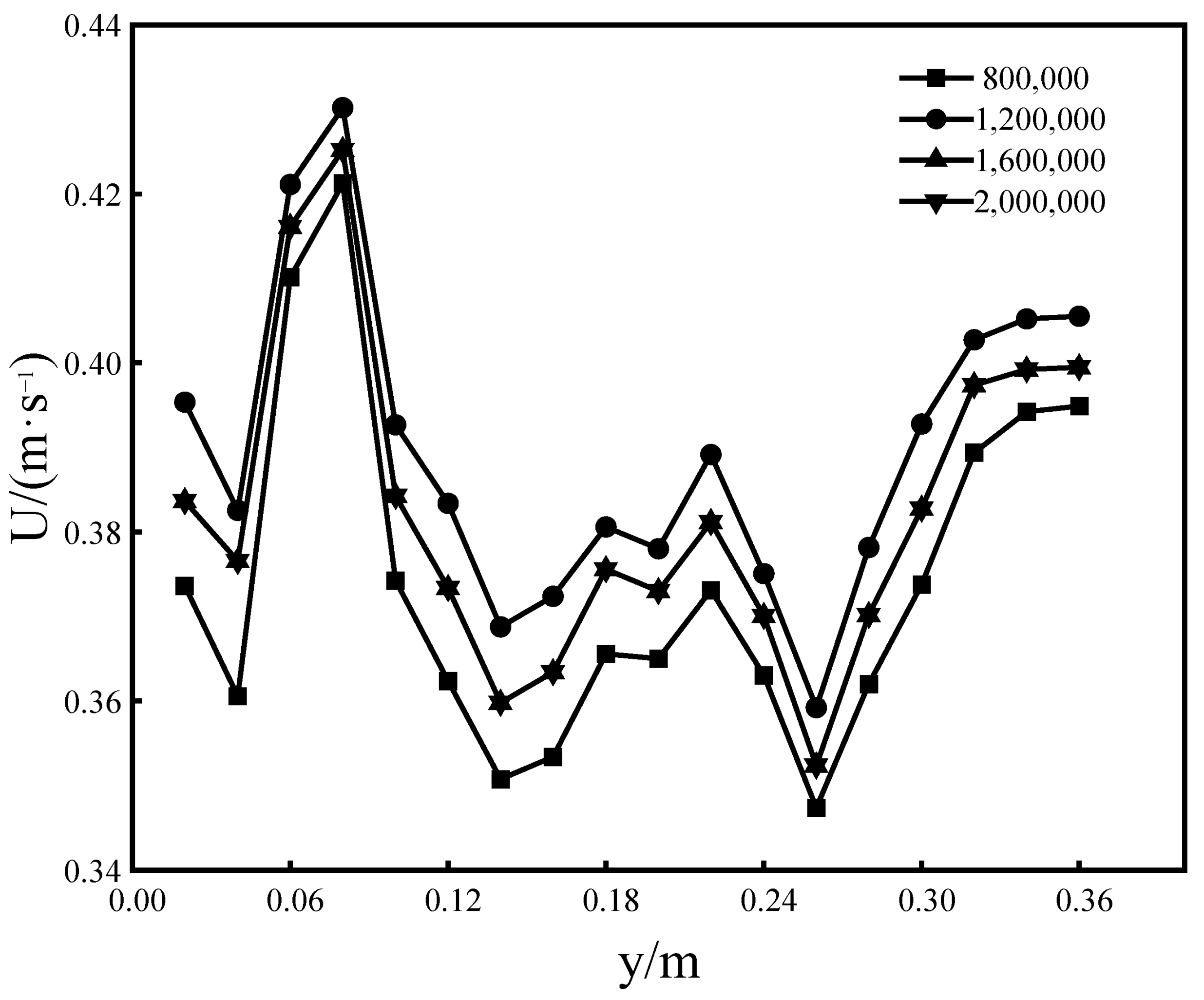
2.4. Grid Independence Analysis
3. Torque Experiment
4. Results and Discussion
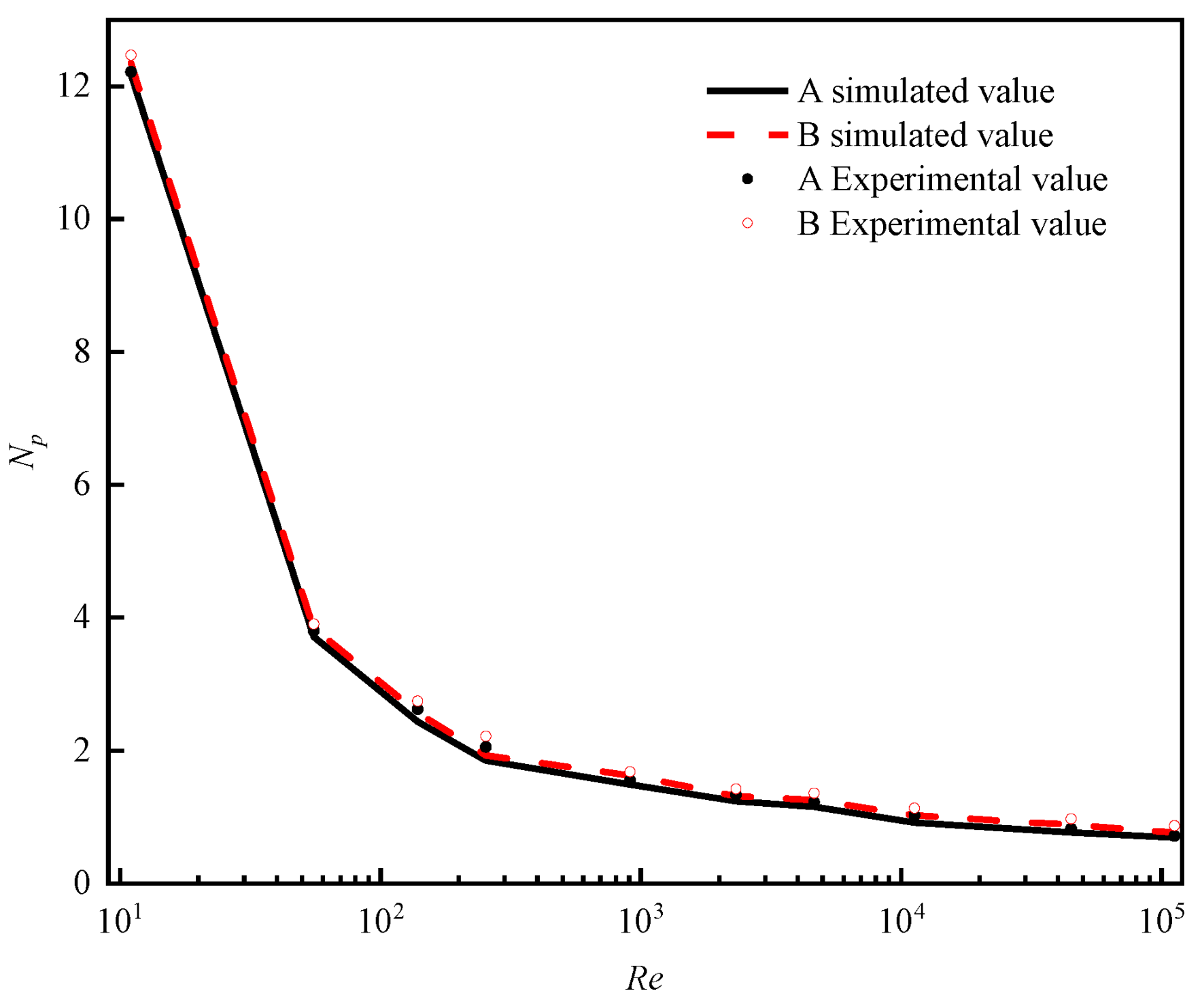
4.1. Power Number
4.2. Flow Field Characteristics
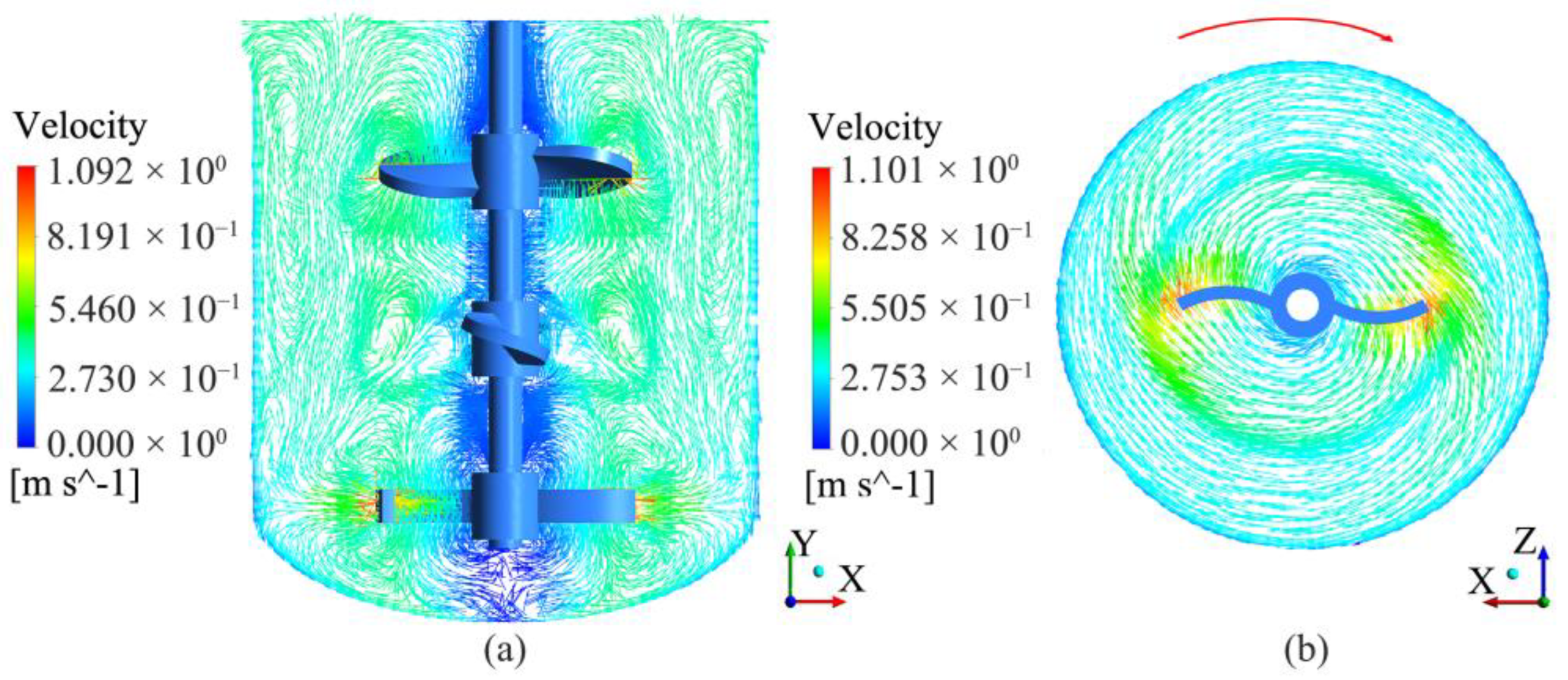
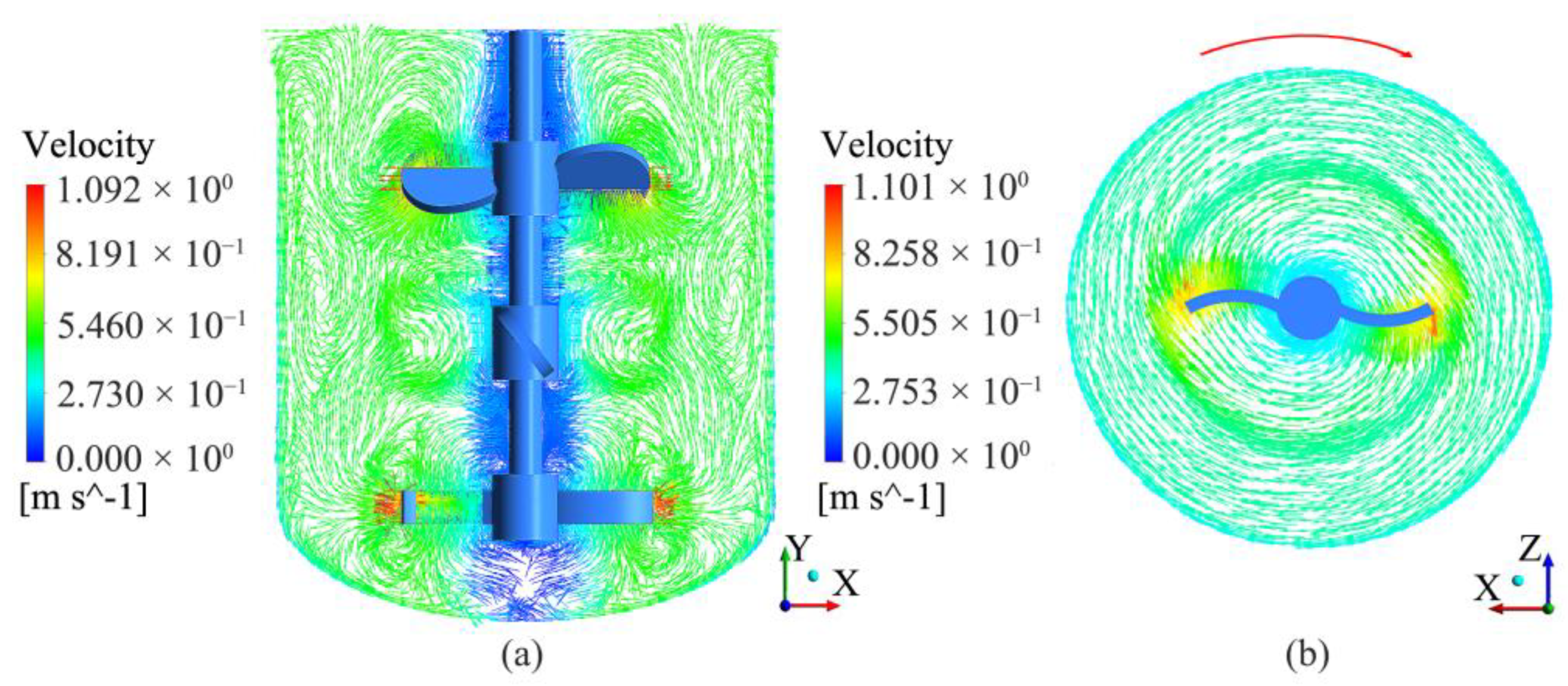
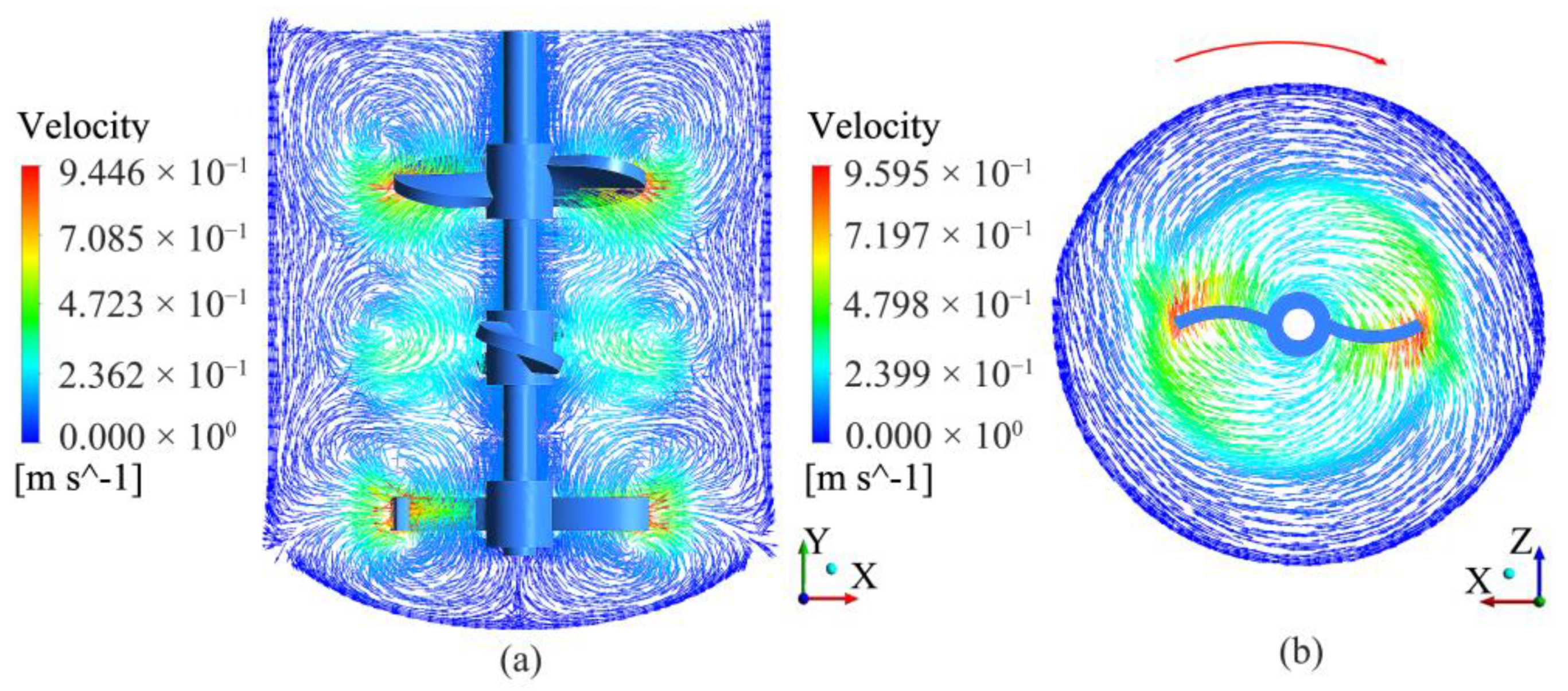
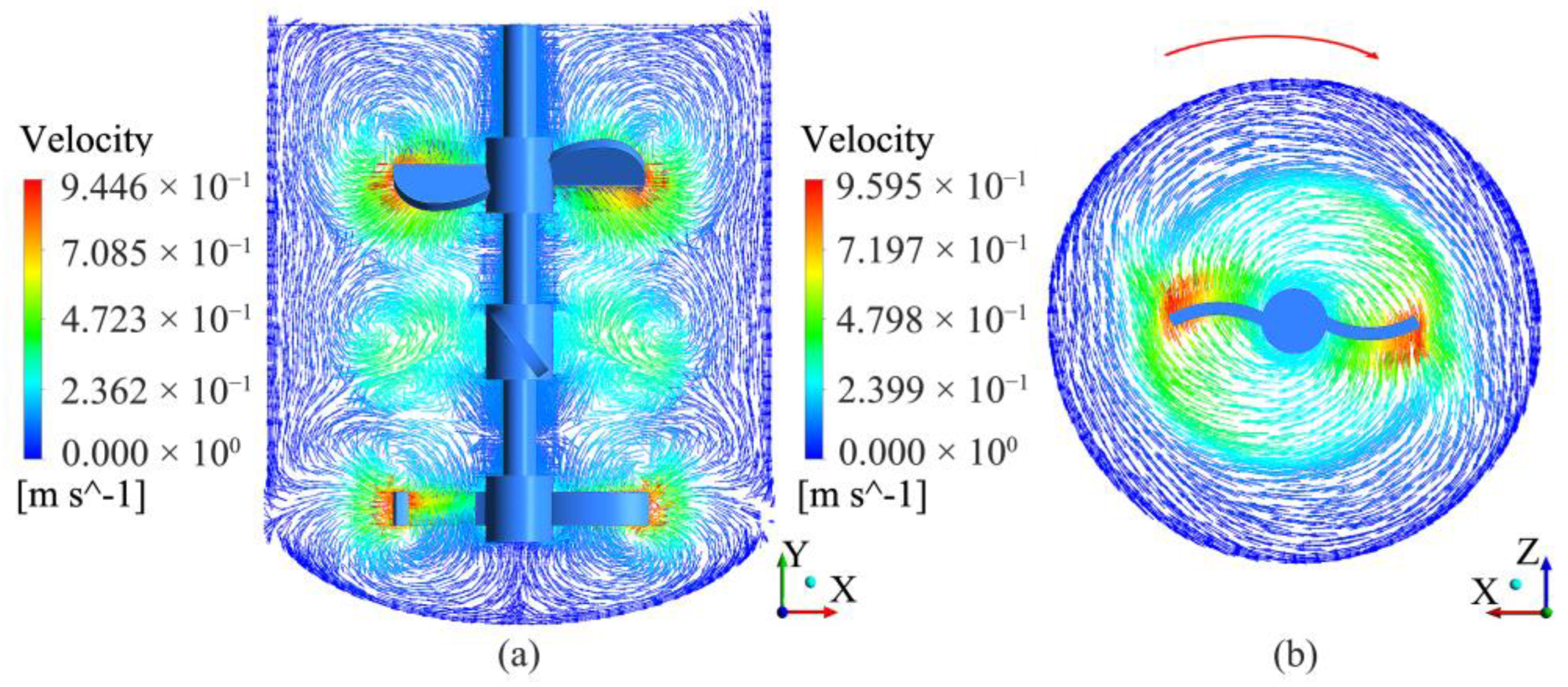
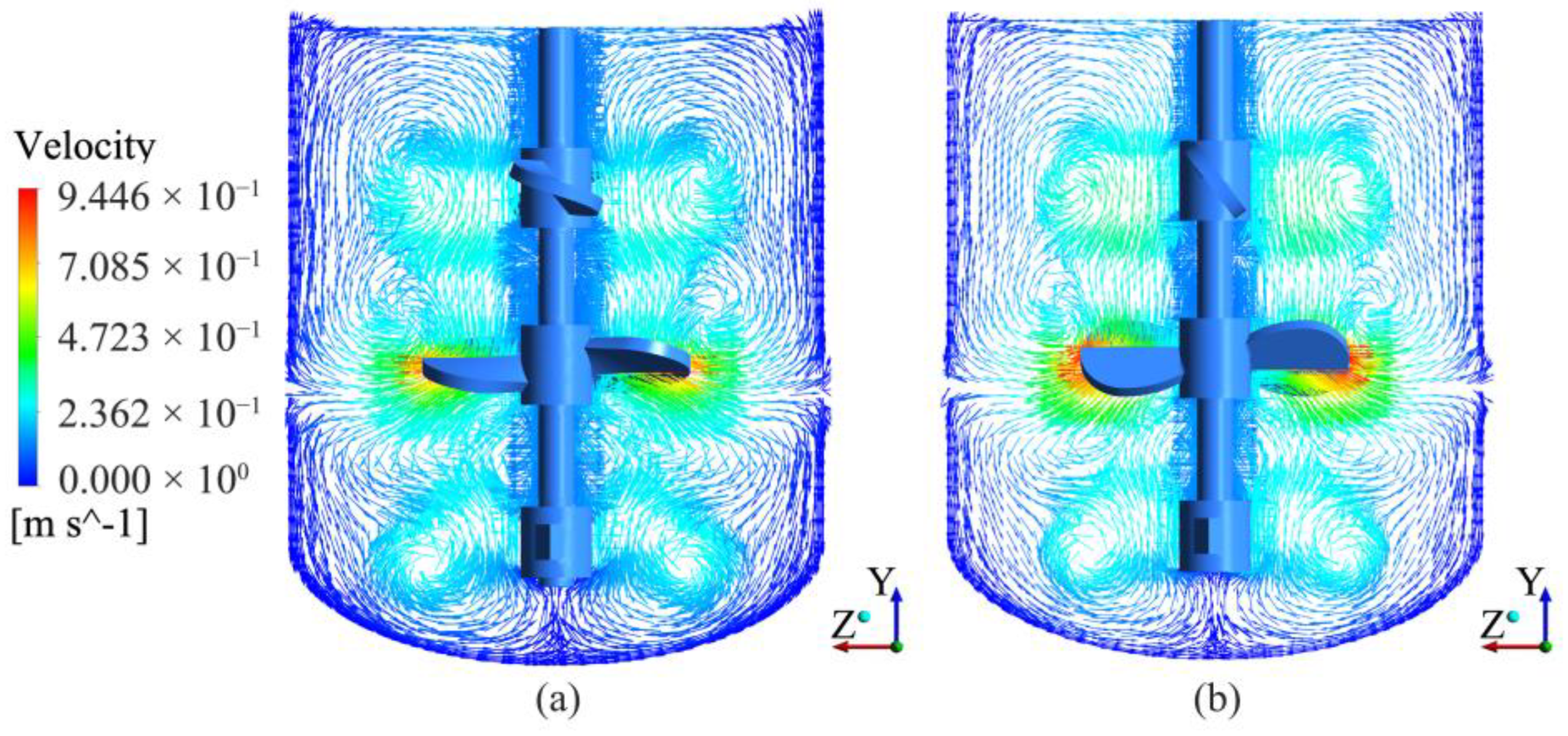
4.2.1. Velocity Field
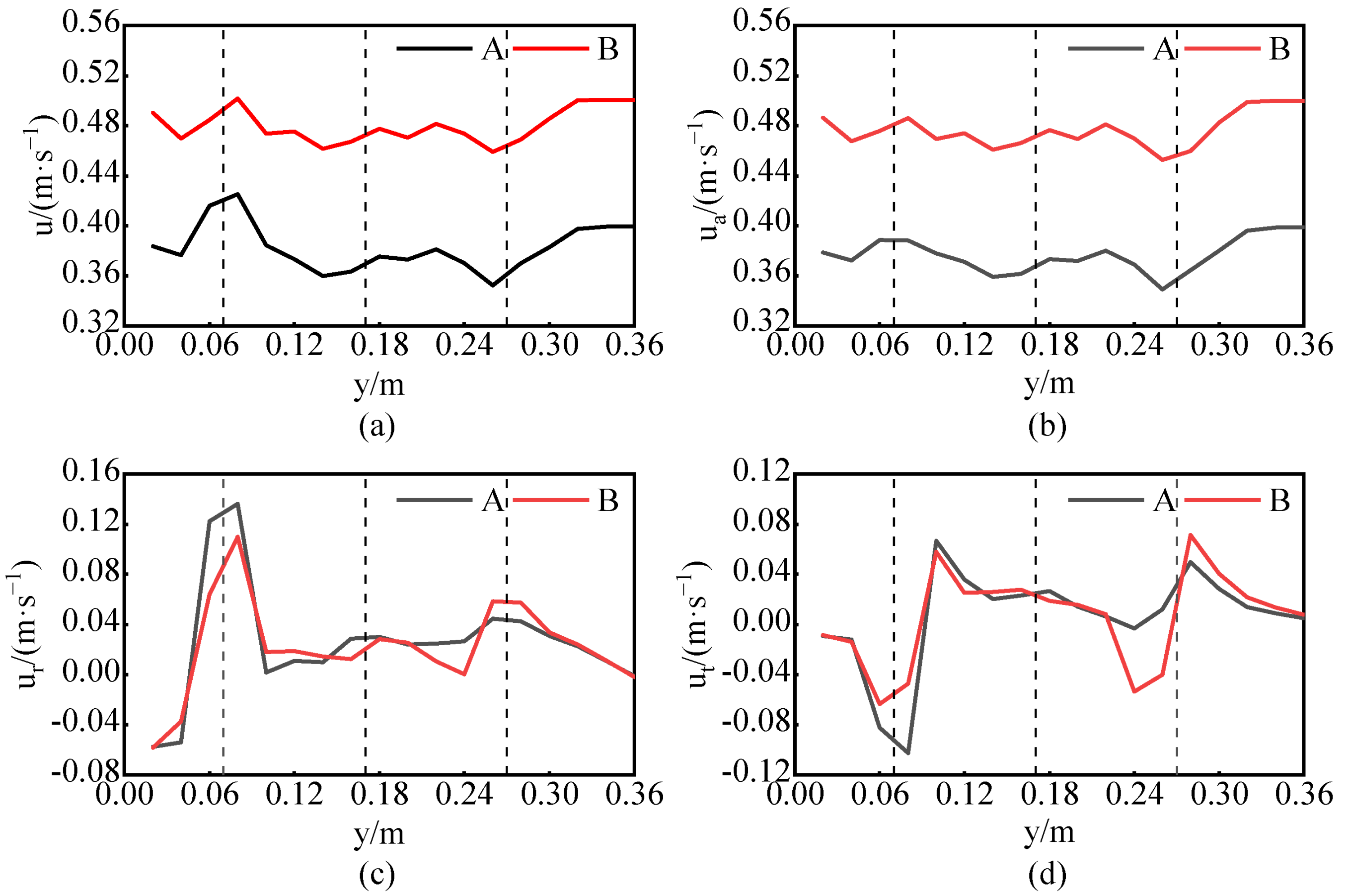
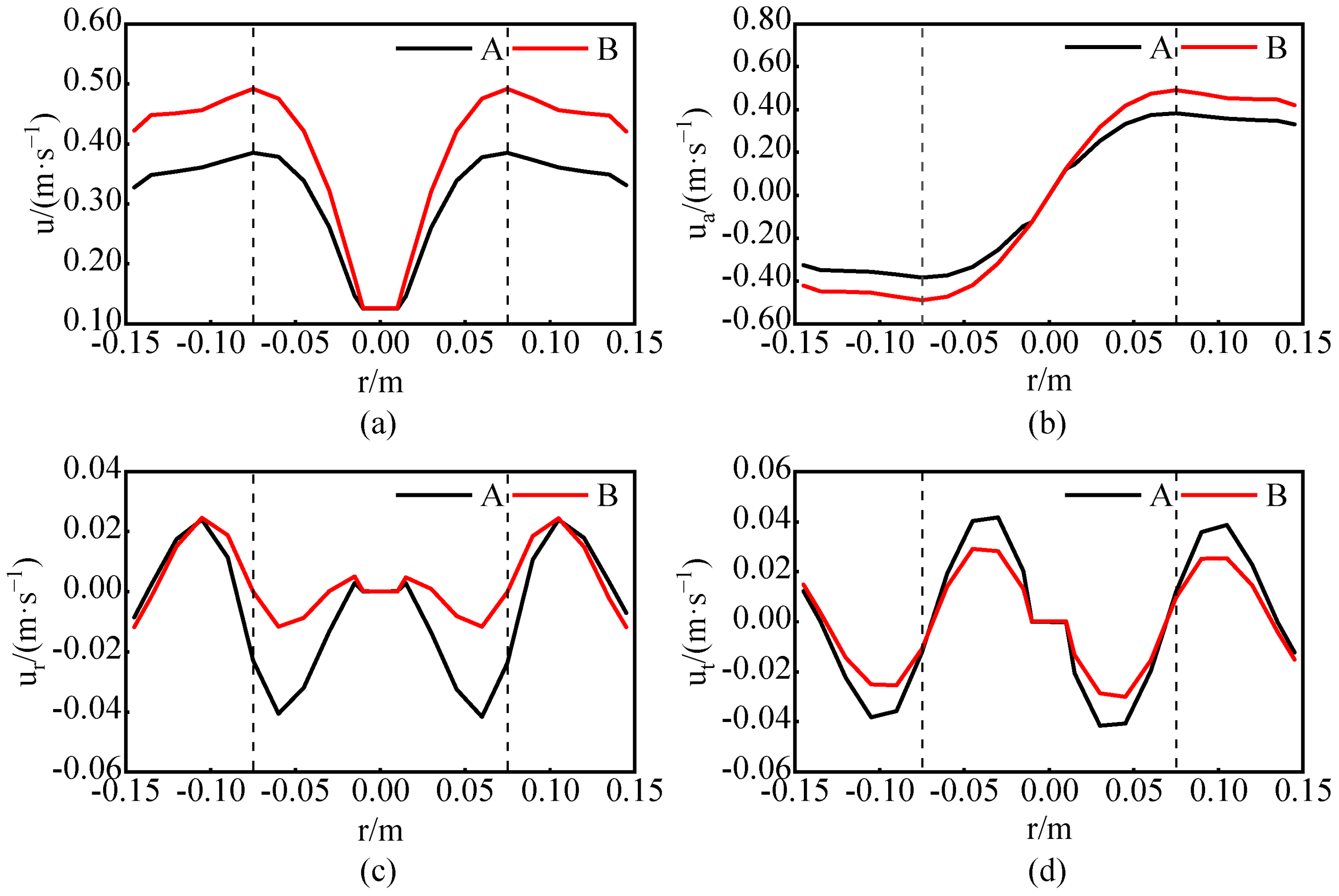
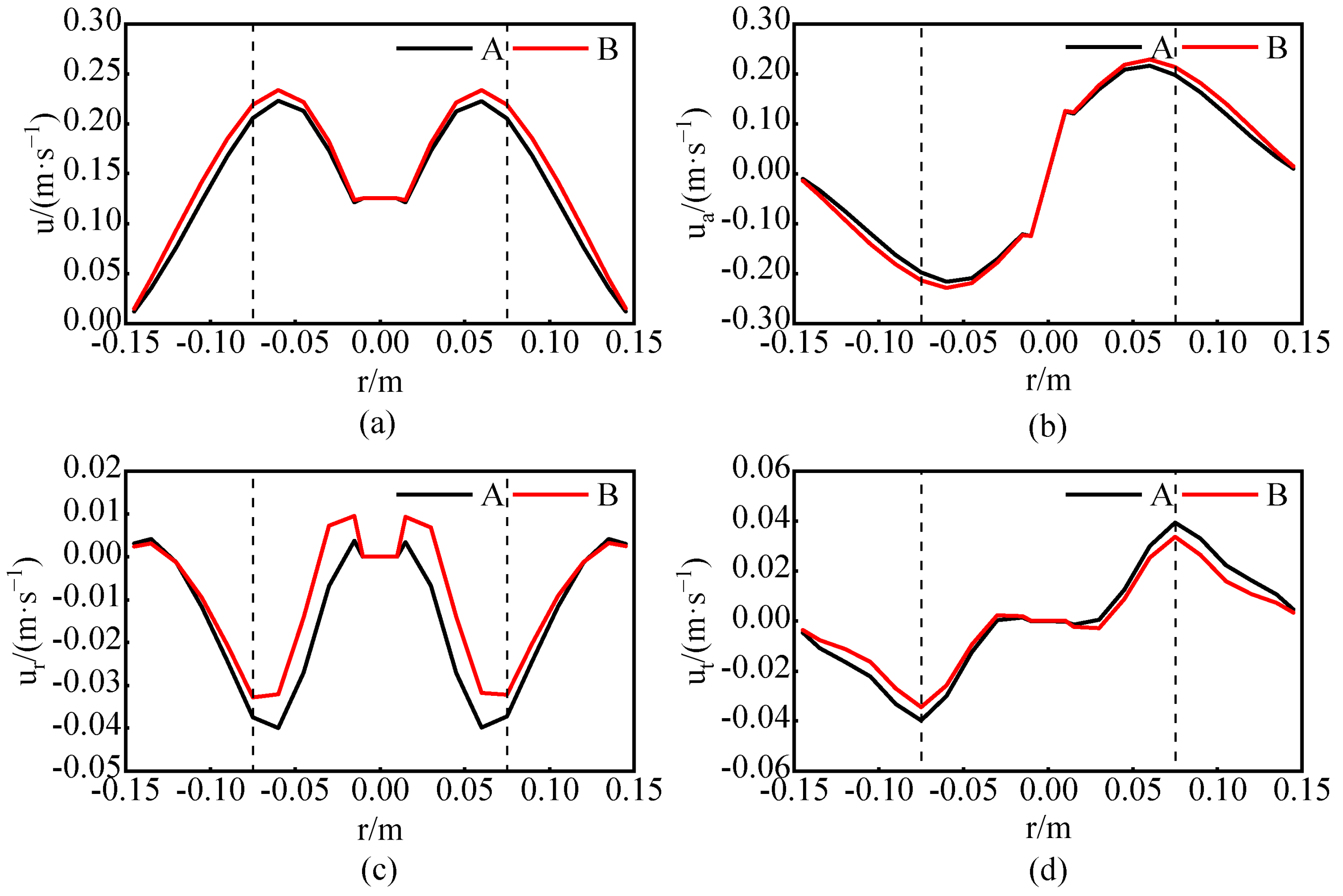
4.2.2. Velocity Distribution
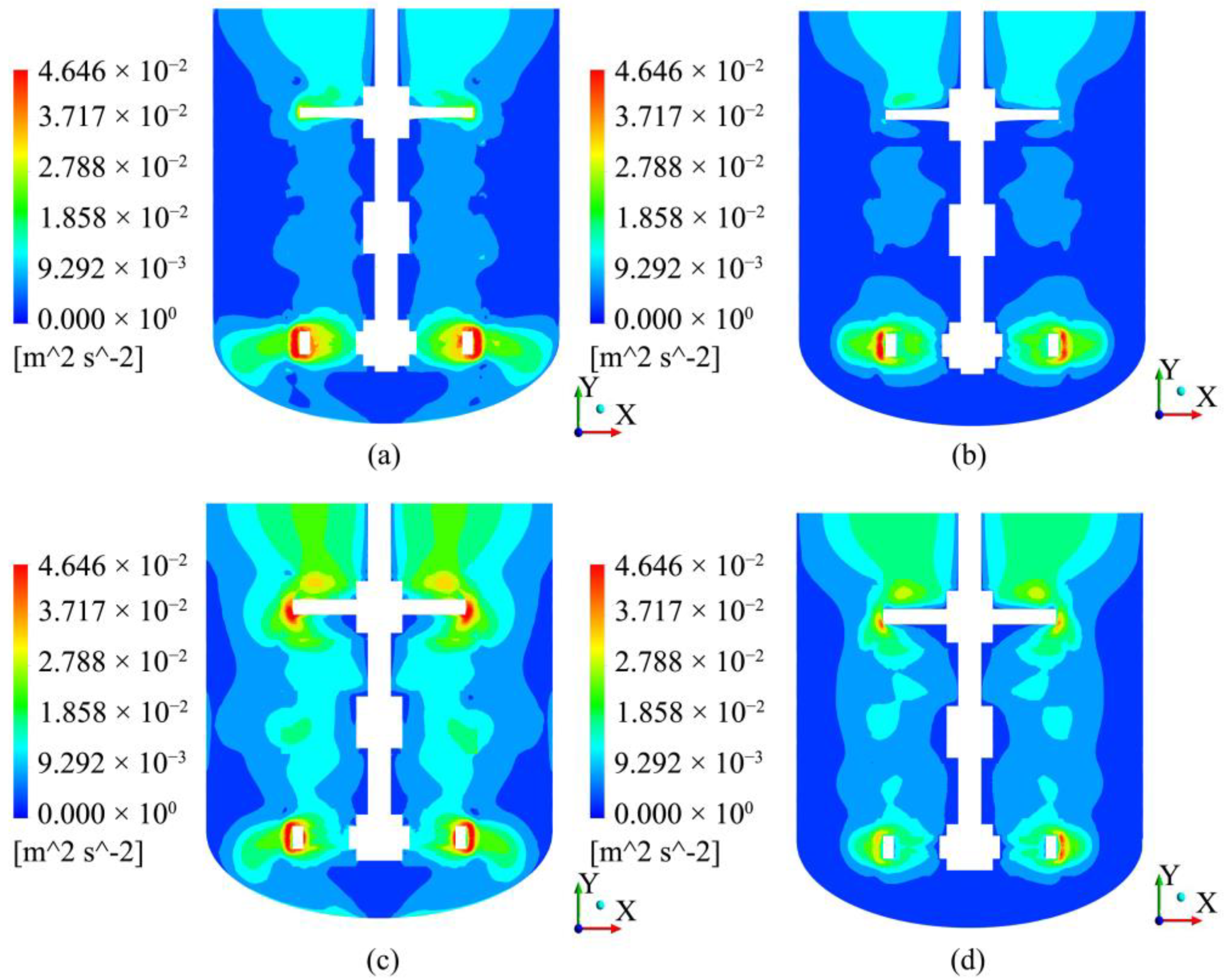
4.2.3. Turbulent Kinetic Energy Analysis
4.2.4. Dead Zone Percentage
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| Symbol description | |
| T | the inner diameter of the stirring tank, mm |
| H | liquid level height, mm |
| h | elliptical head height, mm |
| C1 | distance from bottom, mm |
| C2, C3 | distance between the blades, mm |
| d | curved blade width, mm |
| θ | inclination angle of the front and rear blades of the curved blade, ° |
| DJc | nominal diameter of curved blade, mm |
| DJ | nominal diameter of propelling blade, mm |
| W | the section leaf width, mm |
| δ | angle between the section and stirring axis, ° |
| N | speed of the stirrer, r·s−1 |
| P | the net stirring power, W |
| k | turbulent kinetic energy, m2·s−2 |
| ua, ur, ut | they are axial, radial and tangential velocities respectively, m·s−1 |
| ε | turbulent dissipation rate, m2·s−3 |
| μ | fluid viscosity, Pa·s |
| ρ | fluid density, kg·m−3 |
References
- Gu, D.; Cheng, C.; Liu, Z.; Wang, Y. Numerical simulation of solid-liquid mixing characteristics in a stirred tank with fractal impellers. Adv. Powder Technol. 2019, 30, 2126–2138. [Google Scholar] [CrossRef]
- Hoseini, S.S.; Najafi, G.; Ghobadian, B.; Akbarzadeh, A.H. Impeller shape-optimization of stirred-tank reactor: CFD and fluid structure interaction analyses. Chem. Eng. J. 2021, 413, 127497. [Google Scholar] [CrossRef]
- Martínez-Delgadillo, S.A.; Alonzo-Garcia, A.; Mendoza-Escamilla, V.X.; González-Neria, I.; Antonio Yáñez-Varela, J. Analysis of the turbulent flow and trailing vortices induced by new design grooved blade impellers in a baffled tank. Chem. Eng. J. 2019, 358, 225–235. [Google Scholar] [CrossRef]
- Stuparu, A.; Susan-Resiga, R.; Tanasa, C. CFD Assessment of the Hydrodynamic Performance of Two Impellers for a Baffled Stirred Reactor. Appl. Sci. 2021, 11, 4949. [Google Scholar] [CrossRef]
- Tokura, Y.; Miyagawa, K.; Uddin, M.A.; Kato, Y. Suspension pattern and rising height of sedimentary particles with low concentration in a mechanically stirred vessel. Can. J. Chem. Eng. 2021, 99, 410–420. [Google Scholar] [CrossRef]
- Yang, F.; Cao, M.; Zhang, C.; Liu, X. Vibration characteristics of the flexible-blade Rushton impeller. Chin. J. Chem. Eng. 2020, 72, 1975–1986. [Google Scholar]
- Basbug, S.; Papadakis, G.; Vassilicos, J.C. Reduced mixing time in stirred vessels by means of irregular impellers. Phys. Rev. Fluids 2018, 3, 084502. [Google Scholar] [CrossRef] [Green Version]
- Basbug, S.; Papadakis, G.; Vassilicos, J.C. Reduced power consumption in stirred vessels by means of fractal impellers. Aich. J. 2018, 64, 1485–1499. [Google Scholar] [CrossRef]
- Li, W.; Zhou, Y.; Yuan, M.; He, H.; Sun, J. Comparative study of the flow characteristics in several frame-type impeller stirred tanks. Chin. J. Chem. Eng. 2020, 72, 1998–2005. [Google Scholar]
- Xu, Y.; Wang, J.; Wu, Y.; Luo, P. Study on the flow characteristics and mixing performance of multi-blade combined agitator. Chin. J. Chem. Eng. 2020, 71, 4964–4970. [Google Scholar]
- Kamla, Y.; Ameur, H.; Karas, A.; Arab, M.I. Performance of new designed anchor impellers in stirred tanks. Chem. Pap. 2020, 74, 779–785. [Google Scholar] [CrossRef]
- Jaszczur, M.; Mlynarczykowska, A. A General Review of the Current Development of Mechanically Agitated Vessels. Processes 2020, 8, 982. [Google Scholar] [CrossRef]
- Ameur, H. Effect of the shaft eccentricity and rotational direction on the mixing characteristics in cylindrical tank reactors. Chin. J. Chem. Eng. 2016, 24, 1647–1654. [Google Scholar] [CrossRef]
- Devi, T.T.; Kumar, B. Scale up criteria for dual stirred gas-liquid unbaffled tank with concave blade impeller. Korean J. Chem. Eng. 2014, 31, 1339–1348. [Google Scholar] [CrossRef]
- Dapelo, D.; Bridgeman, J. Assessment of mixing quality in full-scale, biogas-mixed anaerobic digestion using CFD. Bioresource Technol. 2018, 265, 480–489. [Google Scholar] [CrossRef] [Green Version]
- Dapelo, D.; Alberini, F.; Bridgeman, J. Euler-Lagrange CFD modelling of unconfined gas mixing in anaerobic digestion. Water Res. 2015, 85, 497–511. [Google Scholar] [CrossRef] [Green Version]
- Satjaritanun, P.; Regalbuto, J.R.; Regalbuto, J.A.; Tippayawong, N.; Shimpalee, S. Mixing optimization with inward flow configuration contra-rotating impeller, baffle-free tank. Alexaandria Eng. J. 2021, 60, 3759–3779. [Google Scholar] [CrossRef]
- Foukrach, M.; Ameur, H. Effect of impeller blade curvature on the hydrodynamics and power consumption in a stirred tank. Chem. Ind. Chem. Eng. Q. 2020, 26, 259–266. [Google Scholar] [CrossRef] [Green Version]
- Steiros, K.; Bruce, P.J.K.; Buxton, O.R.H.; Vassilicos, J.C. Effect of blade modifications on the torque and flow field of radial impellers in stirred tanks. Phys. Rev. Fluids 2017, 2, 94802. [Google Scholar] [CrossRef]
- Jaszczur, M.; Młynarczykowska, A.; Demurtas, L. Effect of Impeller Design on Power Characteristics and Newtonian Fluids Mixing Efficiency in a Mechanically Agitated Vessel at Low Reynolds Numbers. Energies 2020, 13, 640. [Google Scholar] [CrossRef] [Green Version]
- Bliatsiou, C.; Malik, A.; Boehm, L.; Kraume, M. Influence of Impeller Geometry on Hydromechanical Stress in Stirred Liquid/Liquid Dispersions. Ind. Eng. Chem. Res. 2019, 58, 2537–2550. [Google Scholar] [CrossRef]
- Liang, Y.; Gao, D.; Bai, L. Numerical Simulation of the Laminar Flow Field and Mixing Time in Stirred Tank with Double Layer Impeller. J. Mech. Eng. 2015, 51, 185–195. [Google Scholar] [CrossRef]
- Lu, C.; Zhang, Z.; Zhao, Q.; Wang, S.; Zhang, T.; Liu, Y. Numerical Simulation of Enhanced Oil-Water Separation in a Three-Stage Double-Stirring Extraction Tank. China Petrol. Process Petrochem. 2015, 17, 121–126. [Google Scholar]
- Zhou, Y.; Yuan, M.; Sun, C. Investigating on flow field in stirred tank equipped with improved frame type combined impellers. Chem. Ind. Eng. Progress. 2019, 38, 5306–5313. [Google Scholar]
- Sun, Z.; Ni, H.; Chen, H.; Li, S.; Lu, G.; Yu, J. Designing and optimizing a stirring system for a cold model of a lithium electrolysis cell based on CFD simulations and optical experiments. RSC Adv. 2015, 5, 4503–84516. [Google Scholar] [CrossRef]
- Liu, P.; Zhang, R.; Yang, X.; Zhang, Y.; Hu, Z. Numerical Simulation of Turbo-type and Push-type Stirred Tanks. Chem. Eng. Mach. 2017, 44, 84–87. [Google Scholar]
- Stelmach, J.; Kuncewicz, C. Effect of propeller impeller blade profile on hydrodynamics and power consumption. Przem. Chem. 2017, 96, 2348–2352. [Google Scholar]
- Mendoza, E.; Banales, A.L.; Cid, E.; Xuereb, C.; Poux, M.; Fletcher, D.F.; Aubin, J. Hydrodynamics in a stirred tank in the transitional flow regime. Chem. Eng. Res. Des. 2018, 132, 865–880. [Google Scholar] [CrossRef] [Green Version]
- Sutudehnezhad, N.; Zadghaffari, R. CFD Analysis and Design Optimization in a Curved Blade Impeller. Int. J. Chem. React. Eng. 2017, 15, 137–150. [Google Scholar] [CrossRef]
- Xiang, C.; Li, L.; Wang, K.; Zhao, Q. Numerical analysis of flow field and optimization of agitation parameters in solid state fermentation reactor. J. Harbin Inst. Technol. 2020, 53, 1–11. [Google Scholar]
- Cheng, D.; Wang, S.; Yang, C.; Mao, Z. Numerical Simulation of Turbulent Flow and Mixing in Gas-Liquid-Liquid Stirred Tanks. Ind. Eng. Chem. Res. 2017, 56, 13051–13064. [Google Scholar] [CrossRef] [Green Version]
- Devi, T.T.; Kumar, B. Mass transfer and power characteristics of stirred tank with Rushton and curved blade impeller. Eng. Sci. Technol. Int. J. 2017, 20, 730–737. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Zhao, H.; Zhang, Z.; Liu, Y.; Zhang, T. Numerical optimization for blades of Intermig impeller in solid-liquid stirred tank. Chin. J. Chem. Eng. 2021, 29, 57–66. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Section | Sectional Leaf Width (w/mm) | Angle between the Section and Stirring Axis (δ/°) | ||
|---|---|---|---|---|
| Blade a | Blade b | Blade a | Blade b | |
| S0 | 34.21 | 29.71 | 46.20 | 36.87 |
| S1 | 40.71 | 38.29 | 52.69 | 36.87 |
| S2 | 48.34 | 44.15 | 58.36 | 36.87 |
| S3 | 53.92 | 47.39 | 63.23 | 36.87 |
| S4 | 54.17 | 48.03 | 67.00 | 36.87 |
| S5 | 48.99 | 44.60 | 70.91 | 36.87 |
| S6 | 36.59 | 34.12 | 72.88 | 36.87 |
| S7 | 20.62 | 13.35 | 71.50 | 36.87 |
| Number | Re | N/(r·s−1) | ρ/(kg·m−3) | μ/(Pa·s) | Medium |
|---|---|---|---|---|---|
| 1 | 11 | 0.4 | 1300 | 1.055 | glycerin |
| 2 | 55.5 | 2 | 1300 | 1.055 | glycerin |
| 3 | 138.6 | 5 | 1300 | 1.055 | glycerin |
| 4 | 254 | 2 | 1237 | 0.219 | 90% glycerin aqueous solution |
| 5 | 907.5 | 2 | 1210 | 0.060 | 80% glycerin aqueous solution |
| 6 | 2316.5 | 2 | 1184 | 0.023 | 70% glycerin aqueous solution |
| 7 | 4633 | 4 | 1184 | 0.023 | 70% glycerin aqueous solution |
| 8 | 11,227.5 | 0.5 | 998 | 0.001 | water |
| 9 | 44,910 | 2 | 998 | 0.001 | water |
| 10 | 112,275 | 5 | 998 | 0.001 | water |
| Re | NP | |||
|---|---|---|---|---|
| TBC-A (sim) | TBC-A (exp) | TBC-B (sim) | TBC-B (exp) | |
| 11 | 12.177 | 12.223 | 12.351 | 12.473 |
| 55.5 | 3.709 | 3.805 | 3.842 | 3.905 |
| 138.6 | 2.440 | 2.623 | 2.574 | 2.746 |
| 254 | 1.847 | 2.057 | 1.925 | 2.216 |
| 907.5 | 1.489 | 1.553 | 1.627 | 1.683 |
| 2316.5 | 1.235 | 1.335 | 1.315 | 1.423 |
| 4633 | 1.151 | 1.226 | 1.259 | 1.358 |
| 11,227.5 | 0.914 | 1.022 | 1.027 | 1.137 |
| 44,910 | 0.768 | 0.826 | 0.884 | 0.971 |
| 112,275 | 0.689 | 0.715 | 0.765 | 0.872 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Zhang, L.; Wang, H.; Ma, X.; Yu, S.; Yan, Y.; Bu, H. Comparative Study on the Power Consumption and Flow Field Characteristics of a Three-Blade Combined Agitator. Processes 2021, 9, 1962. https://doi.org/10.3390/pr9111962
Zhang Y, Zhang L, Wang H, Ma X, Yu S, Yan Y, Bu H. Comparative Study on the Power Consumption and Flow Field Characteristics of a Three-Blade Combined Agitator. Processes. 2021; 9(11):1962. https://doi.org/10.3390/pr9111962
Chicago/Turabian StyleZhang, Yan, Lixin Zhang, Huan Wang, Xiao Ma, Siyao Yu, Yongchun Yan, and Haoran Bu. 2021. "Comparative Study on the Power Consumption and Flow Field Characteristics of a Three-Blade Combined Agitator" Processes 9, no. 11: 1962. https://doi.org/10.3390/pr9111962
APA StyleZhang, Y., Zhang, L., Wang, H., Ma, X., Yu, S., Yan, Y., & Bu, H. (2021). Comparative Study on the Power Consumption and Flow Field Characteristics of a Three-Blade Combined Agitator. Processes, 9(11), 1962. https://doi.org/10.3390/pr9111962