
Improved Performances of SiBCN Powders Modified Phenolic Resins-Carbon Fiber Composites

Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Sample Preparation
2.2.1. Fabrication Process of SiBCN-Modified Phenolic Resins (the SiBCN Phenolic Resins)
2.2.2. Fabrication Process of SiBCN-Modified Phenolic Resin-Carbon Fiber Composites (SiBCN–Phenolic/C Composites)
2.3. Characterization and Testing
3. Results and Discussion
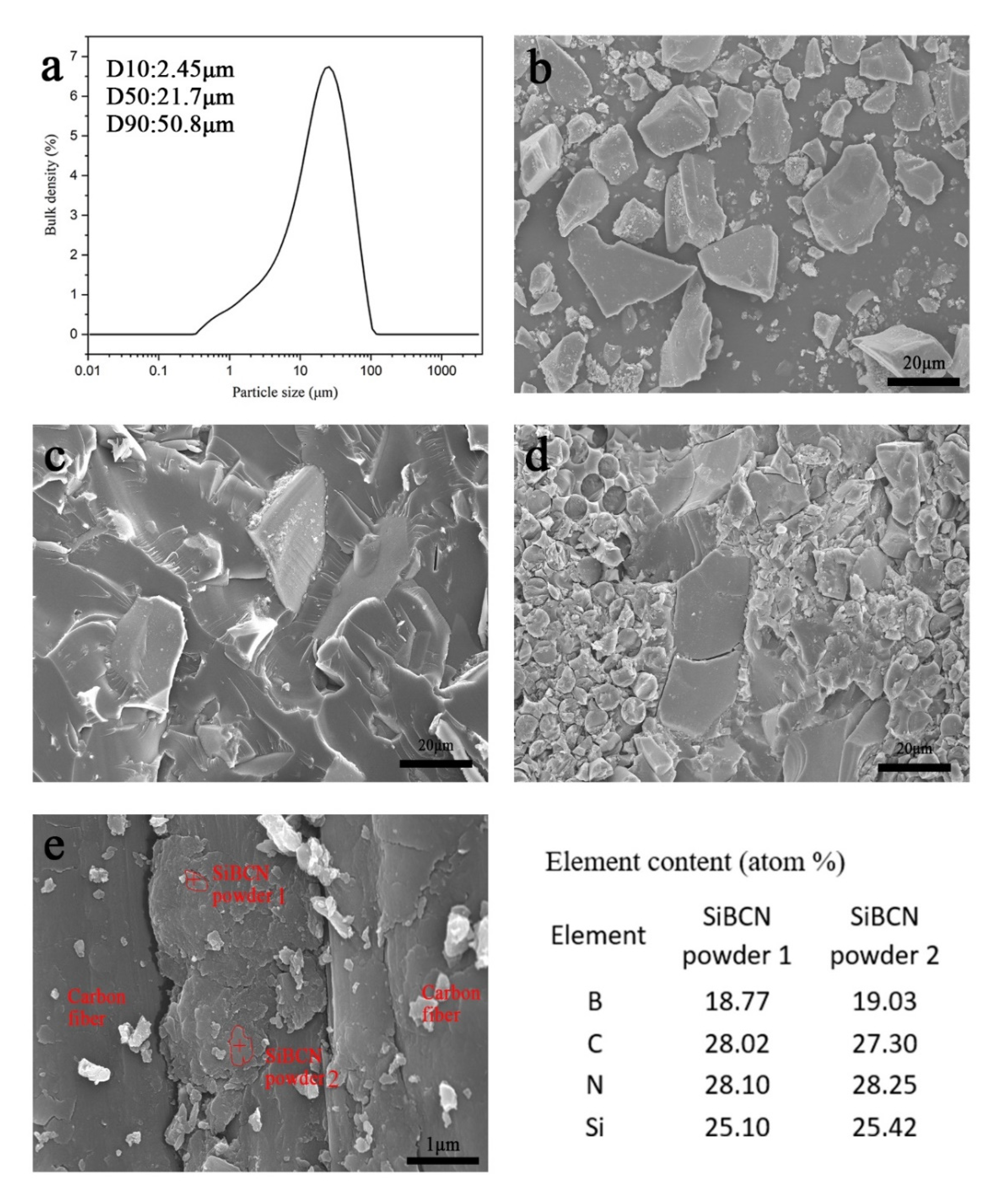
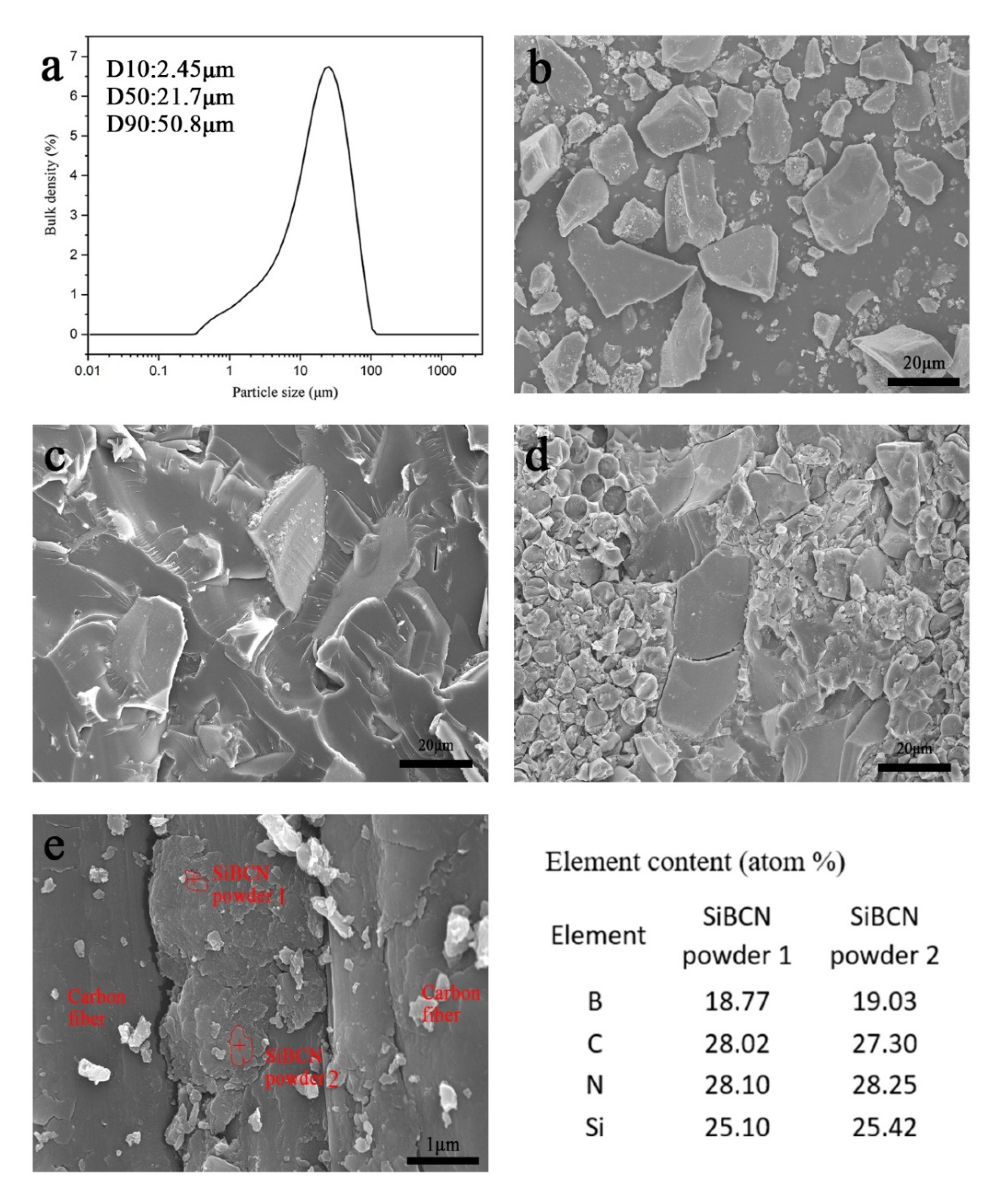
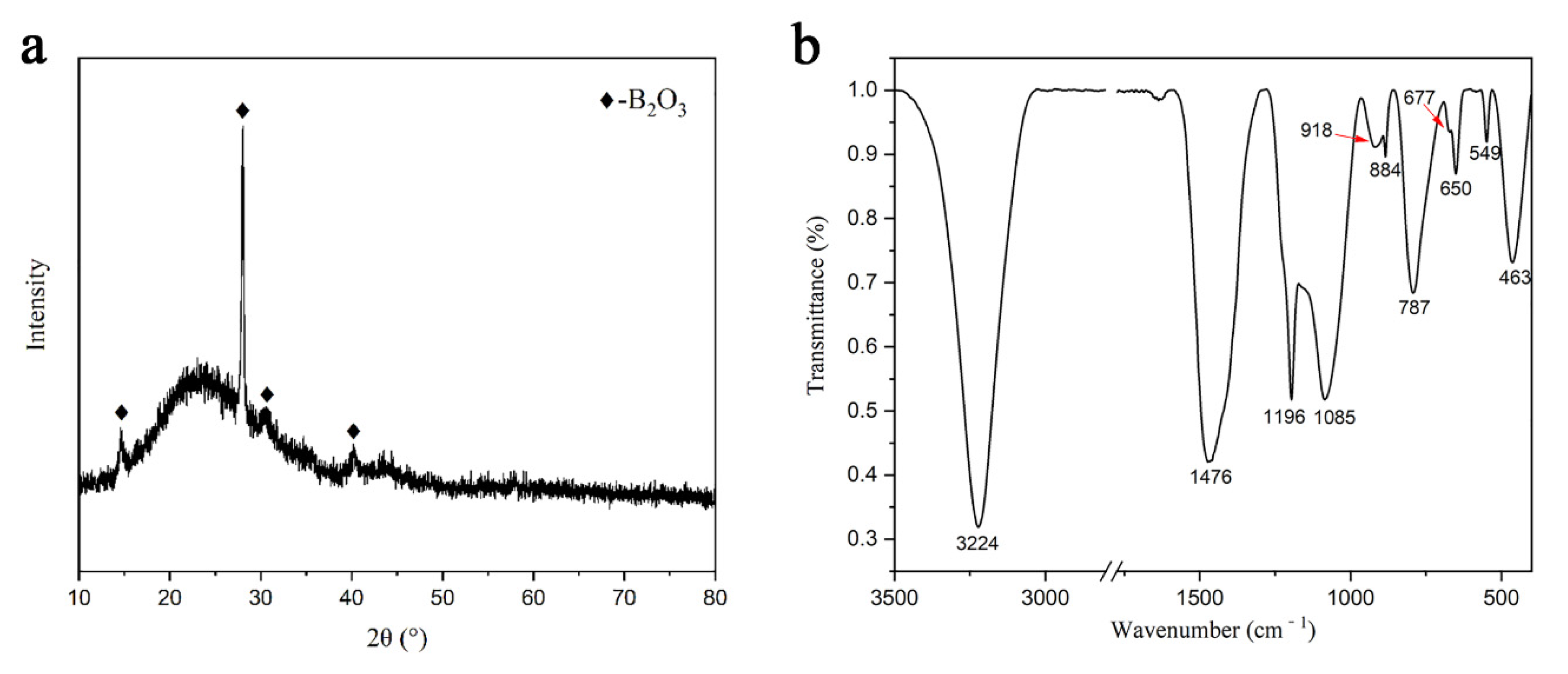
3.1. Morphology of SiBCN Powder on the SiBCN Phenolic Resins and the SiBCN–Phenolic/C Composites
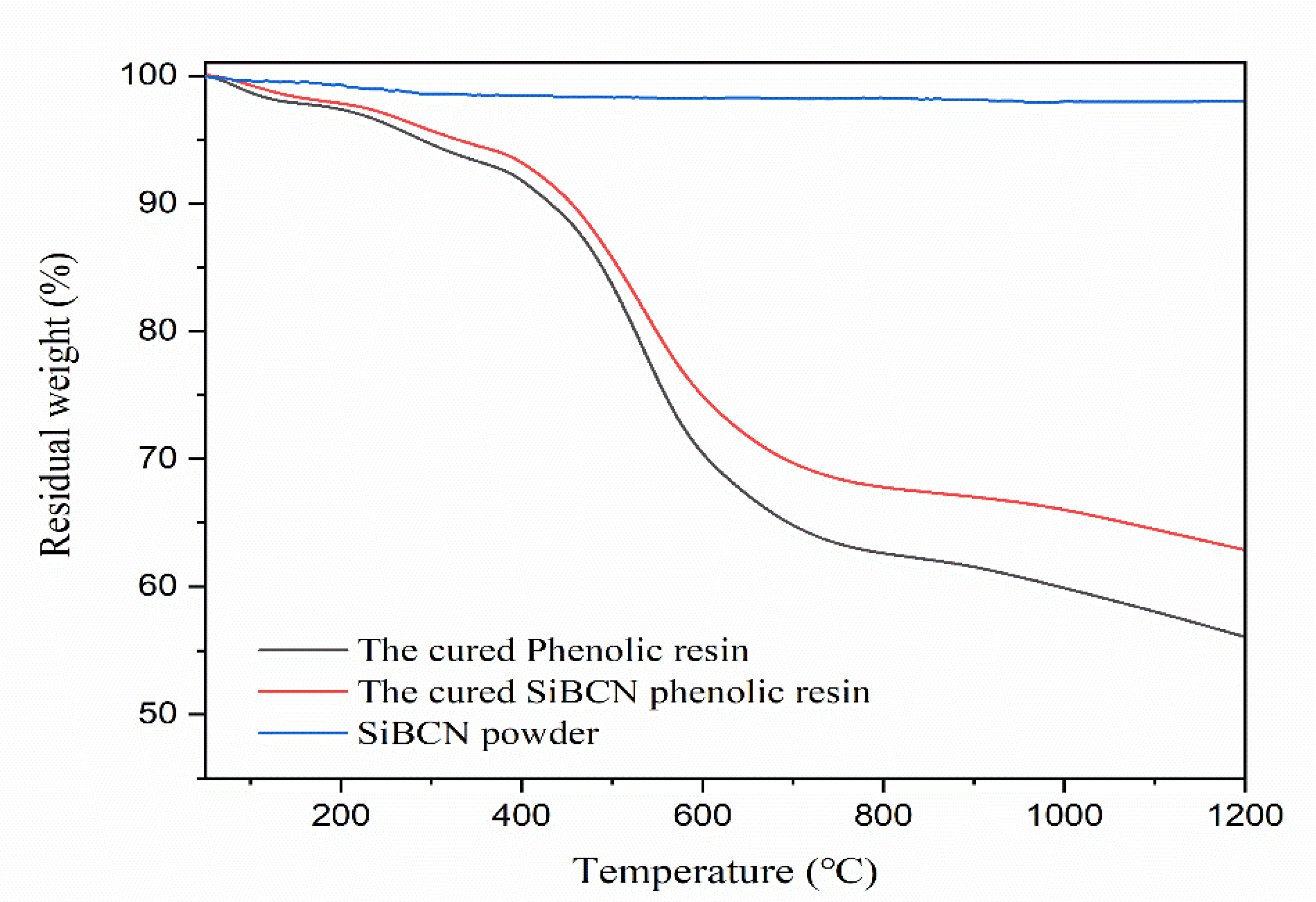
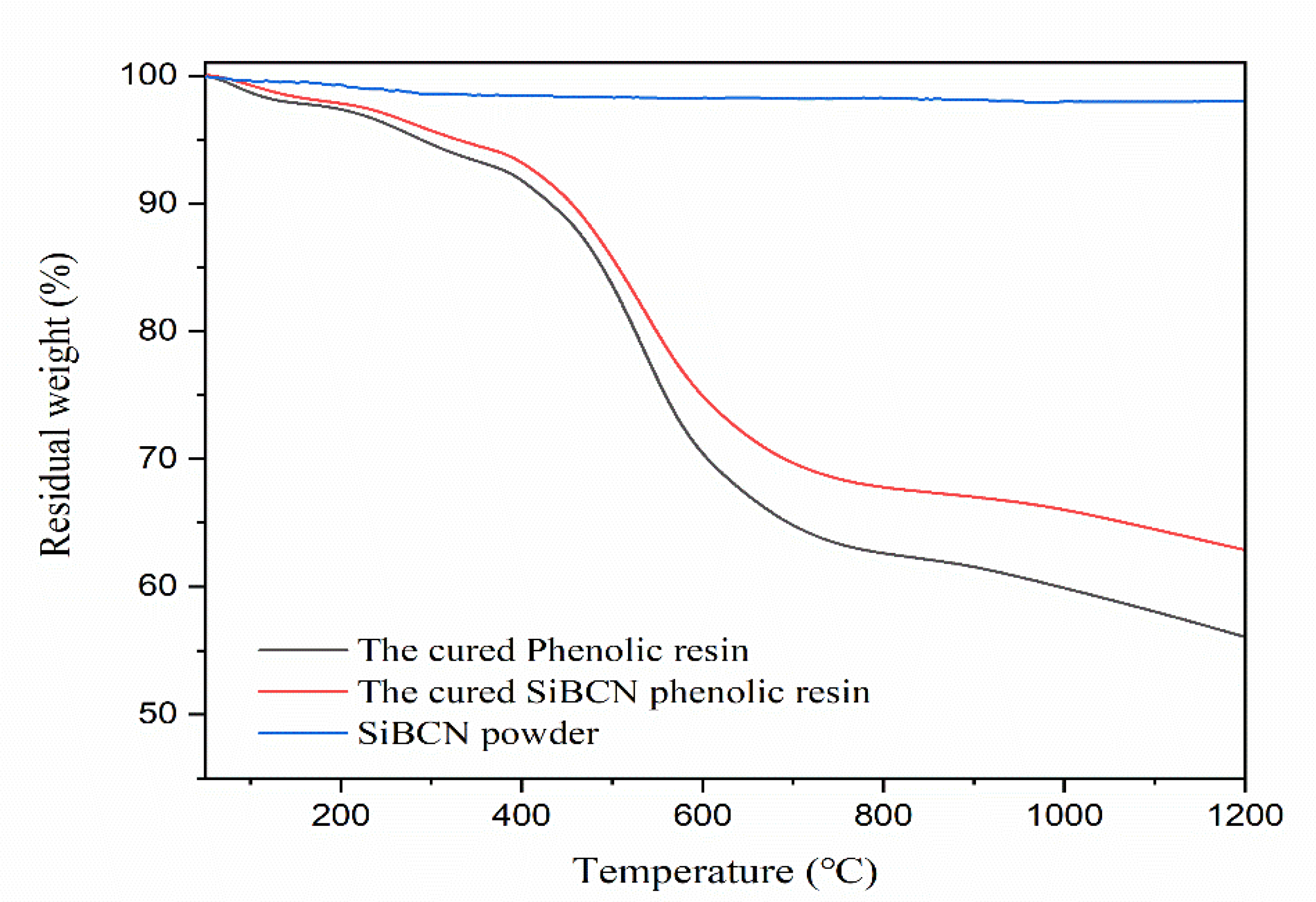
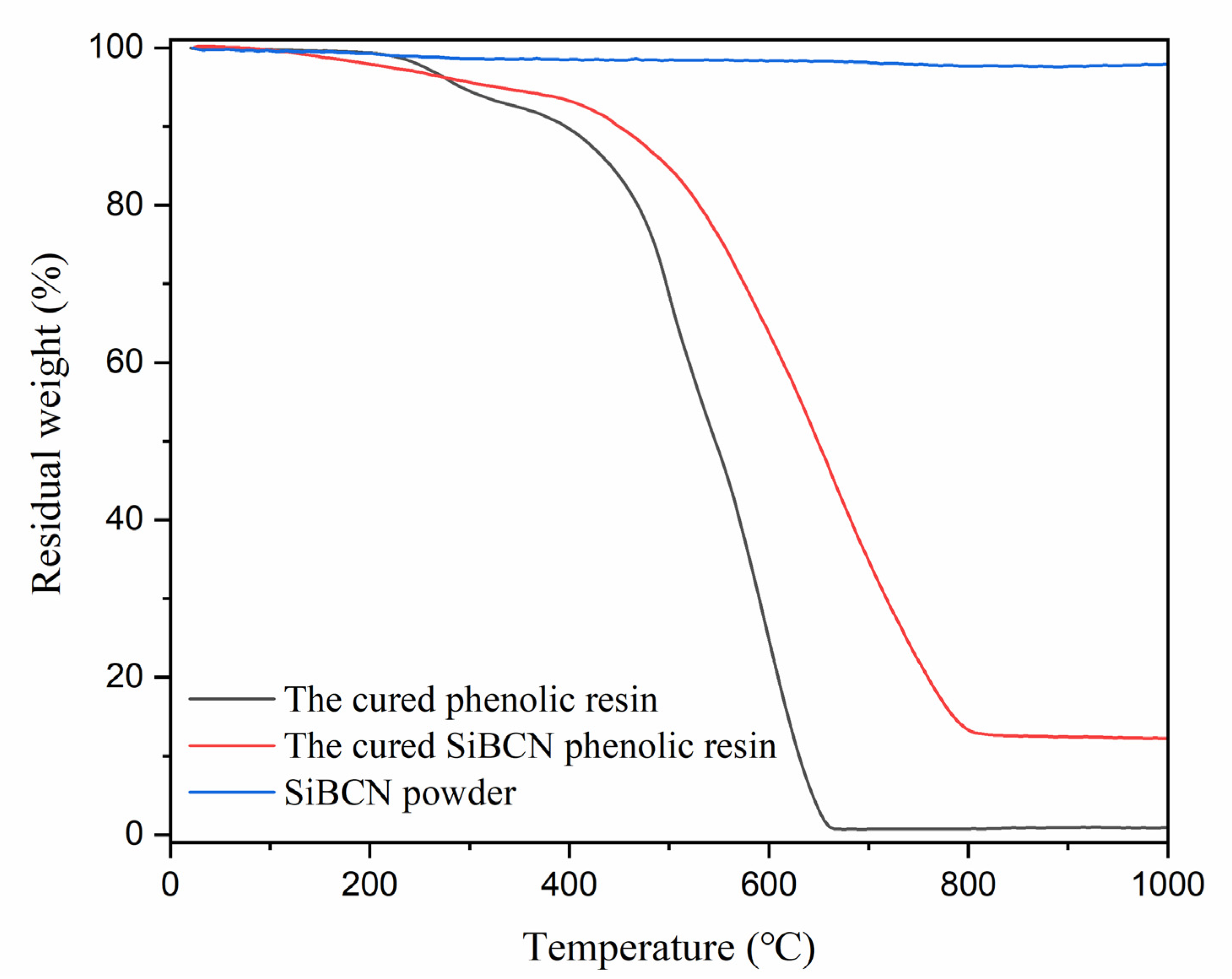
3.2. Thermal Stability of the Cured SiBCN Phenolic Resins
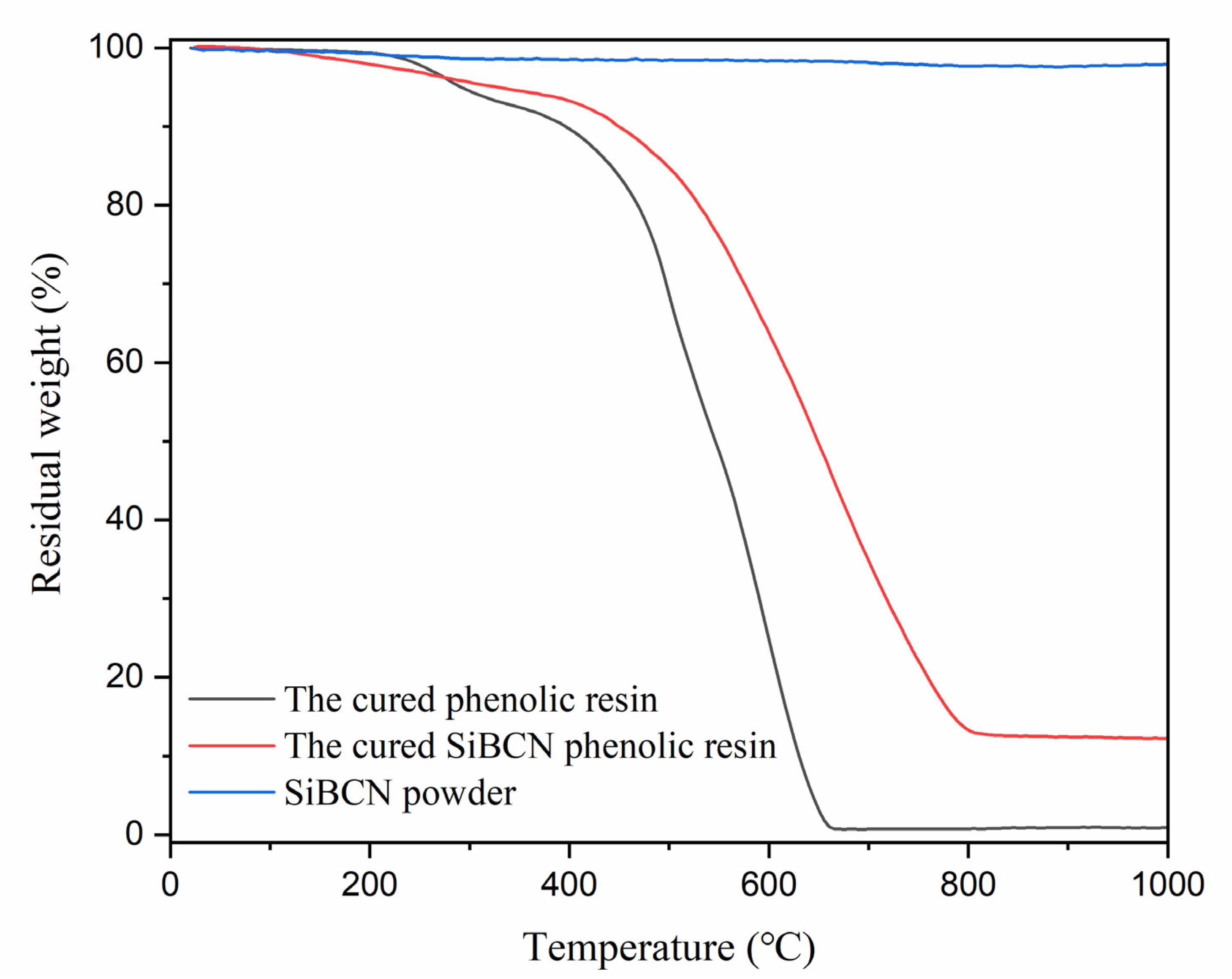
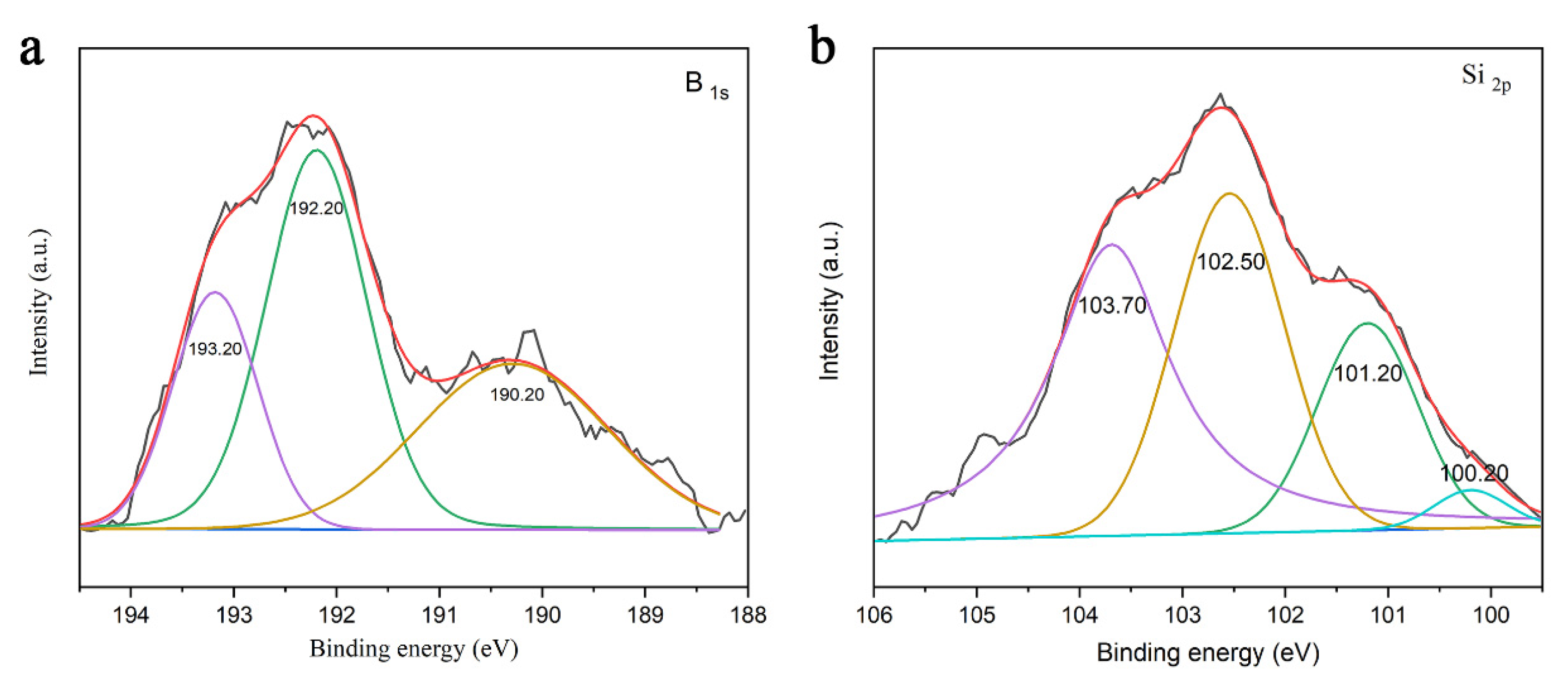
3.3. Oxidation Resistance of the Cured SiBCN Phenolic Resins
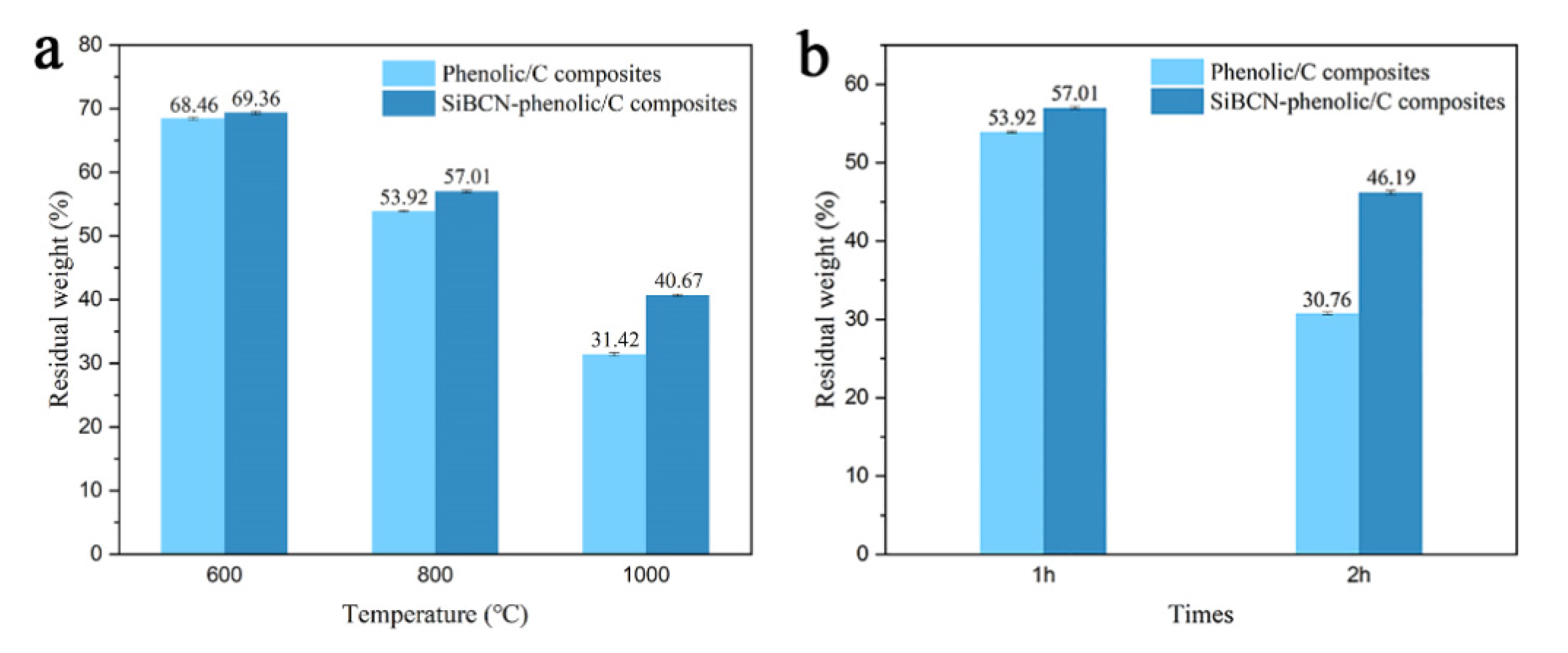
3.4. Oxidation Resistance of SiBCN–Phenolic/C Composites
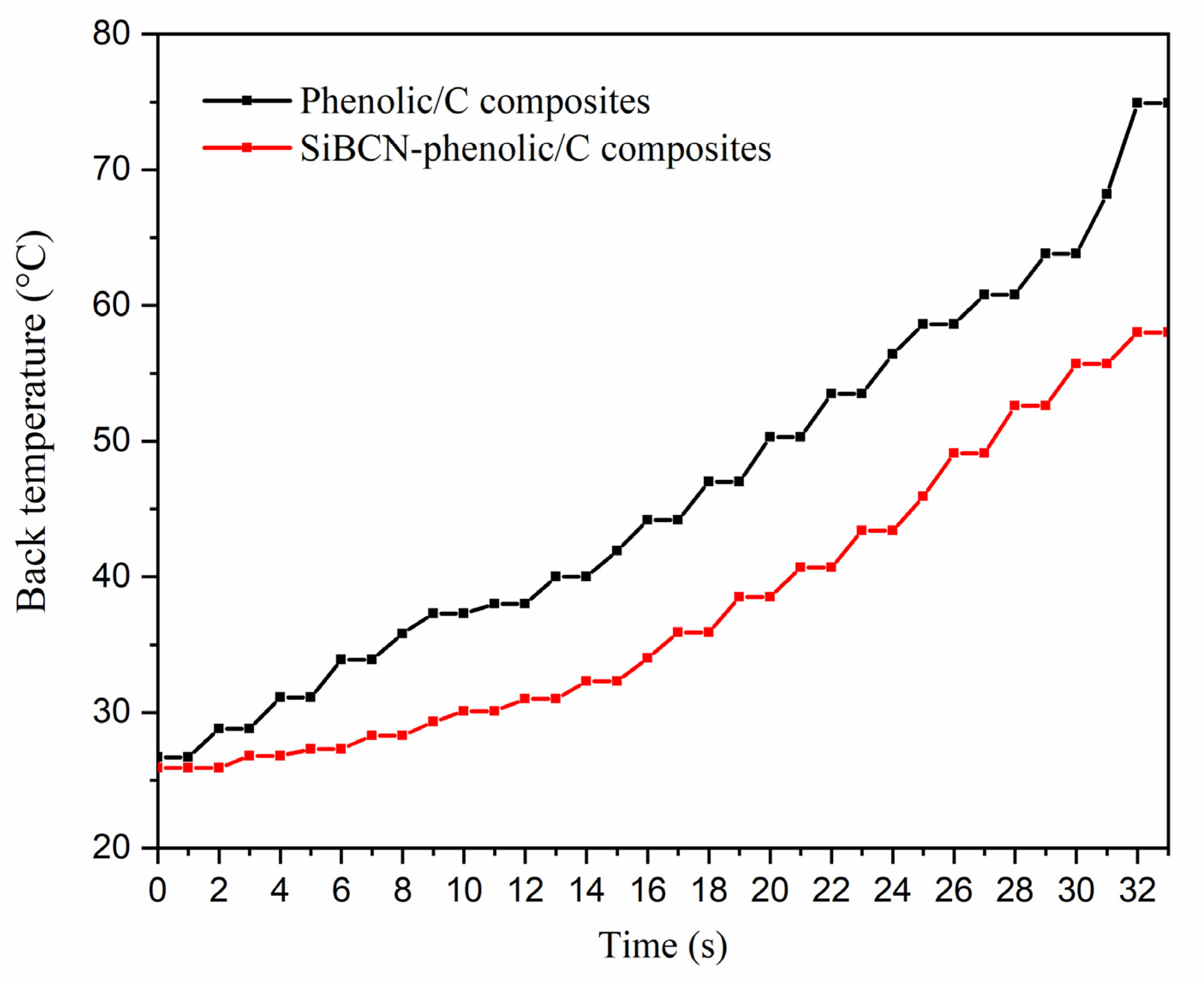
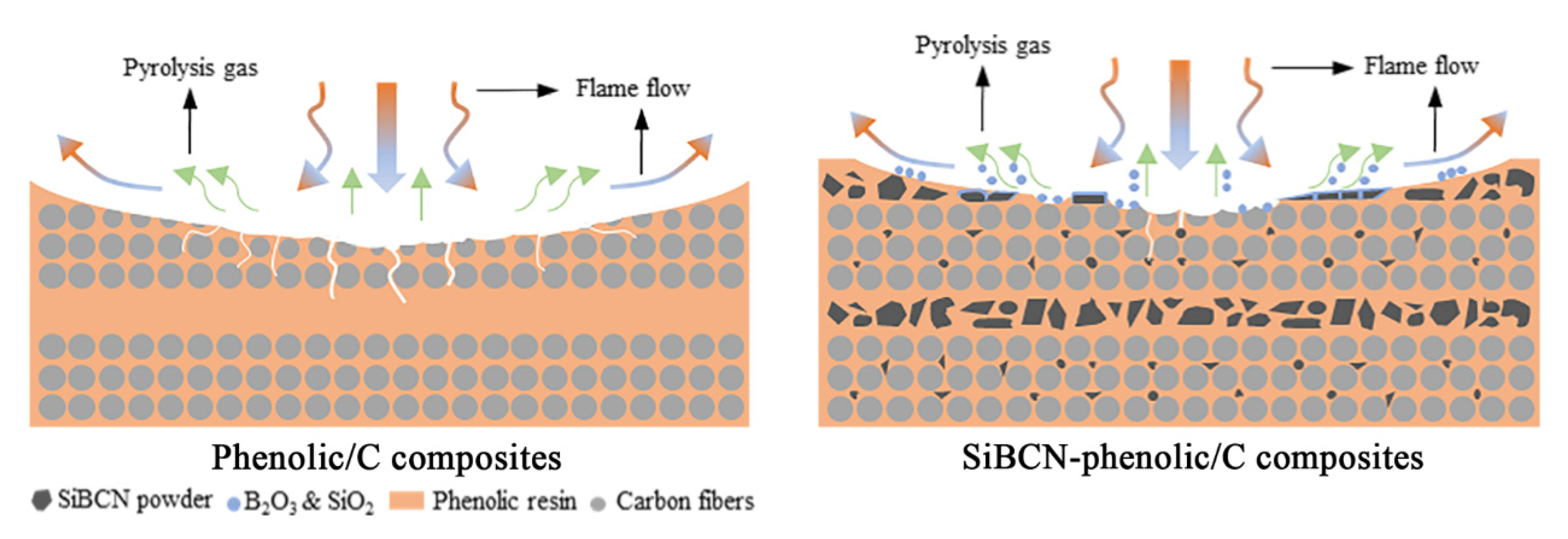
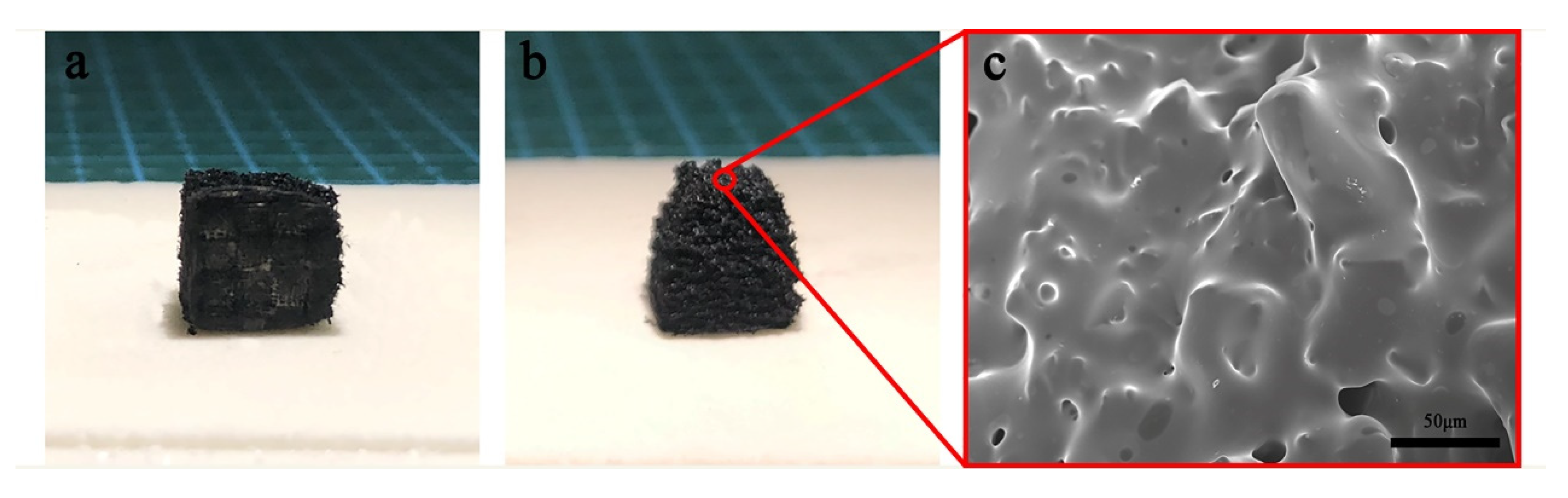
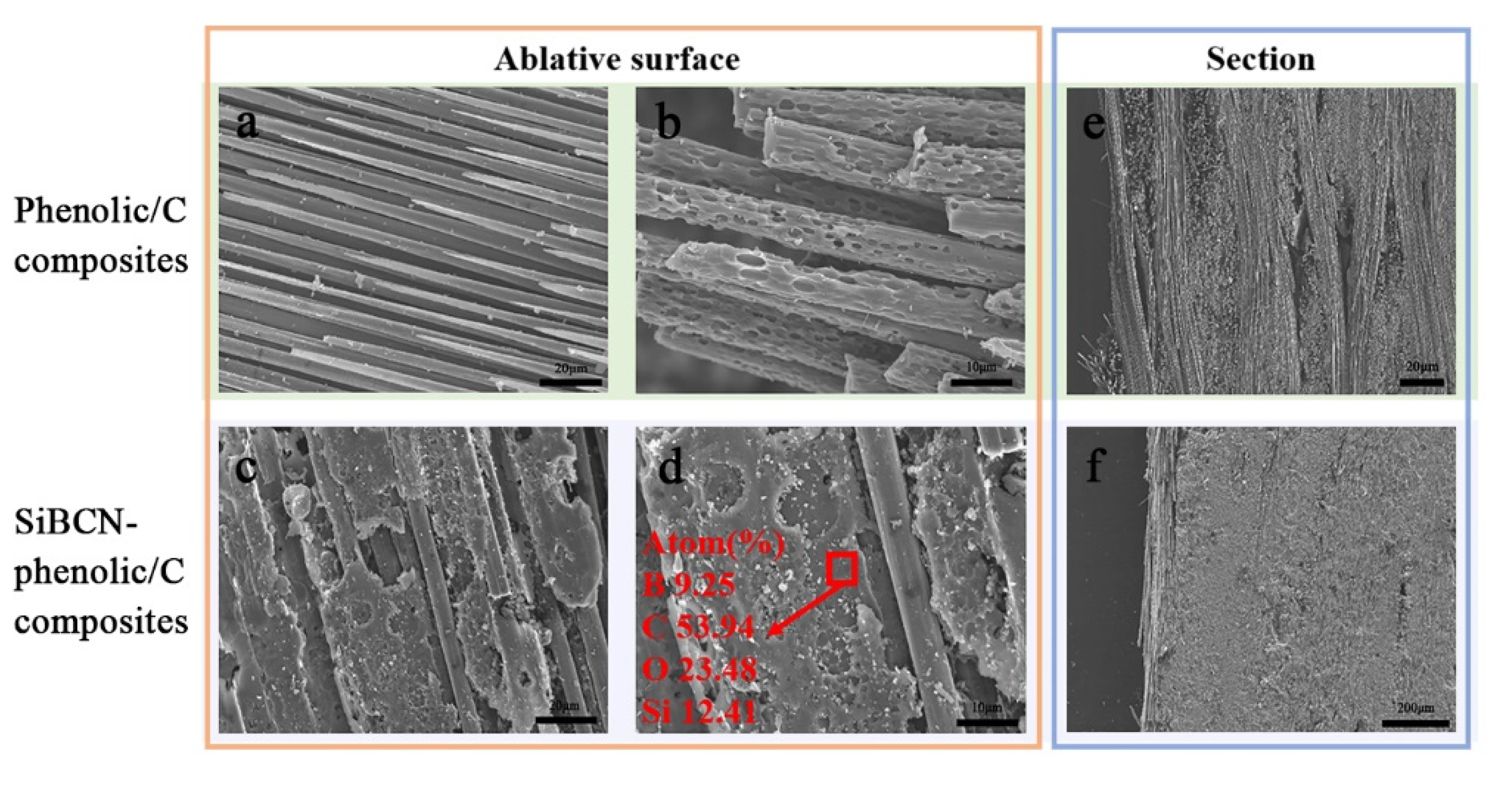
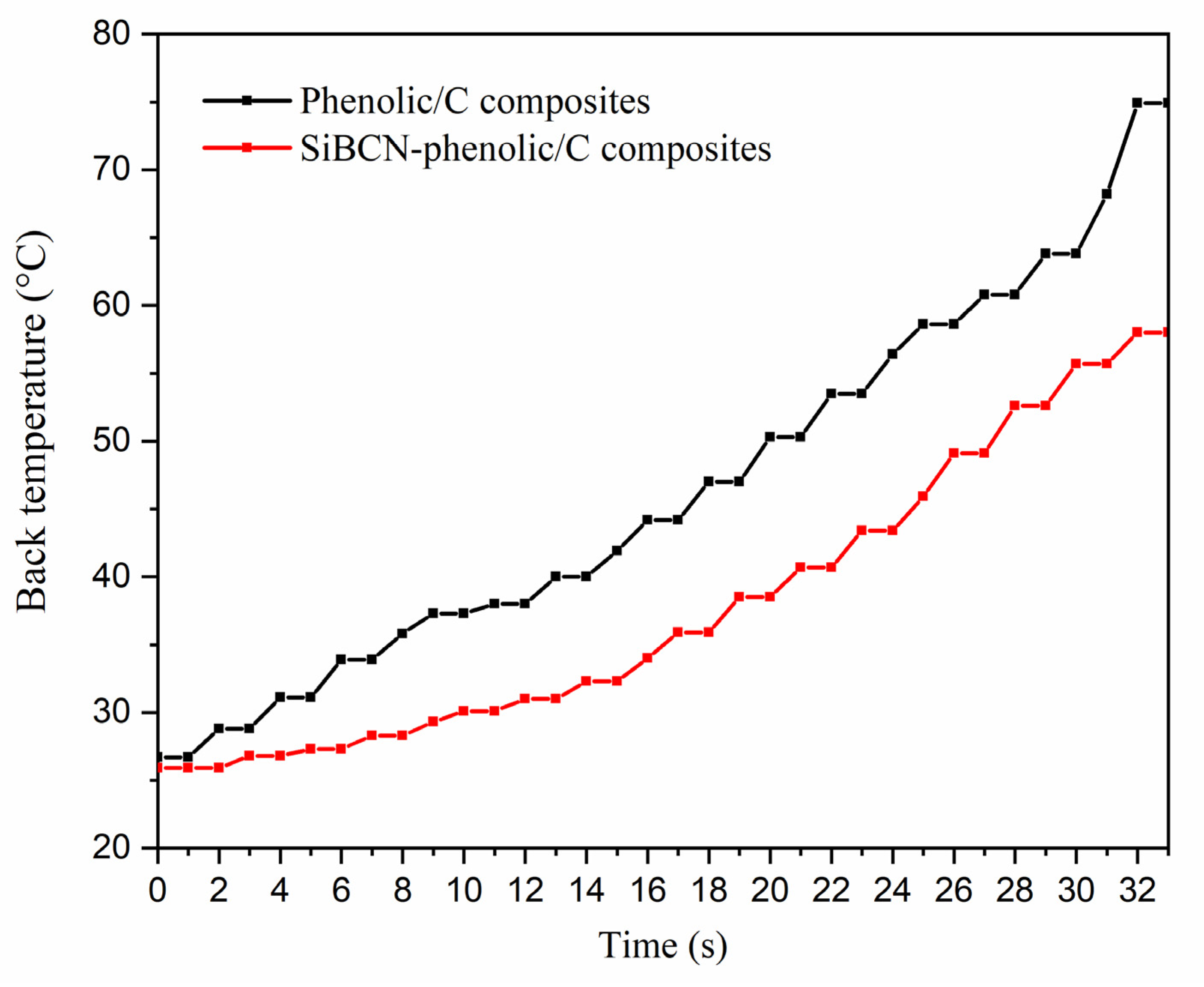
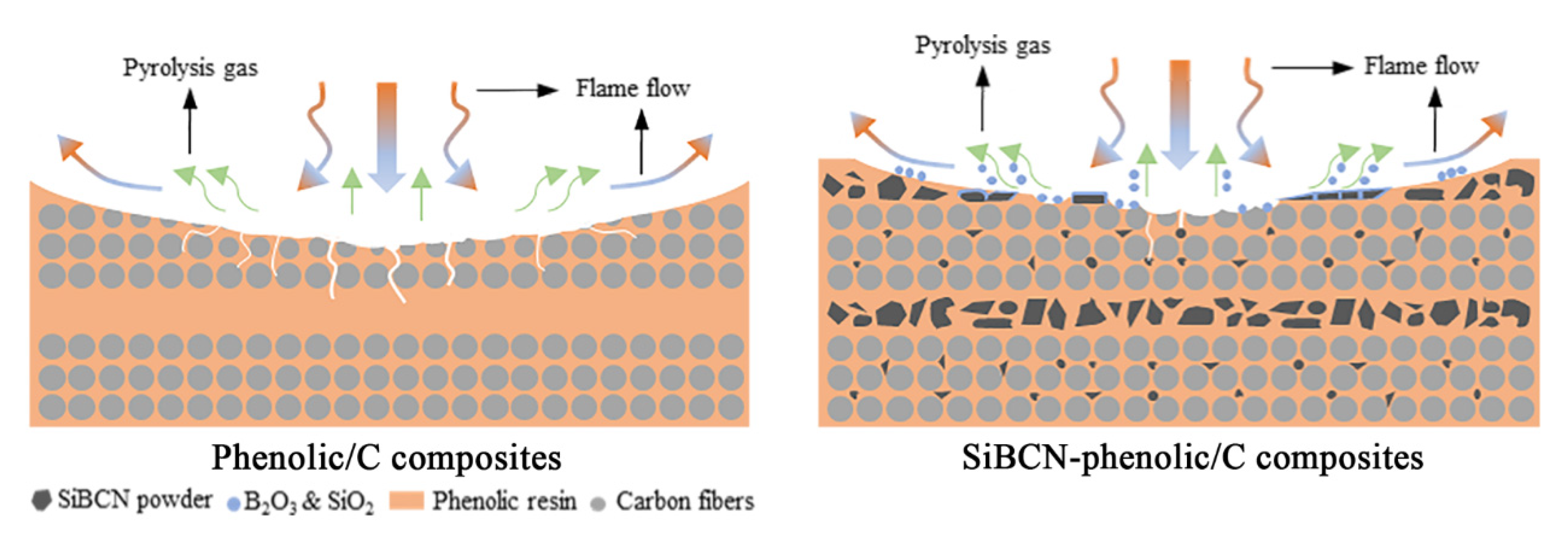
3.5. Ablation Resistance of the SiBCN–Phenolic/C Composites
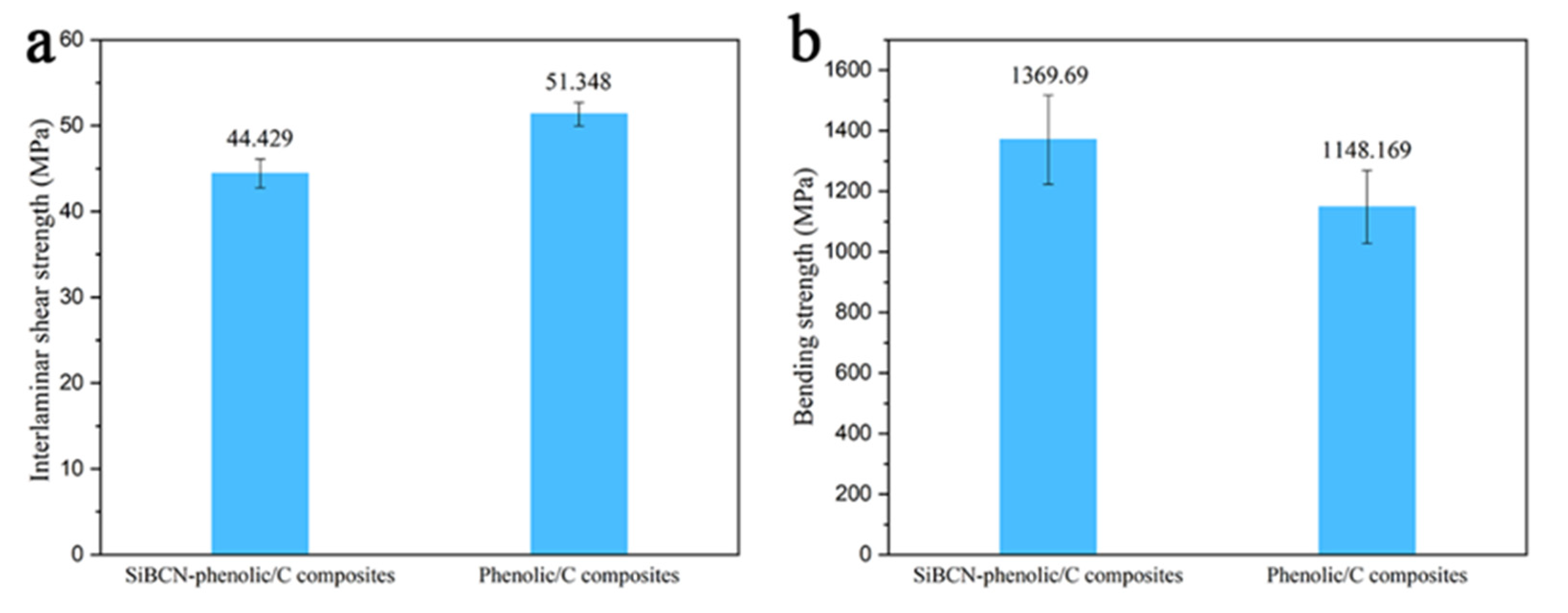
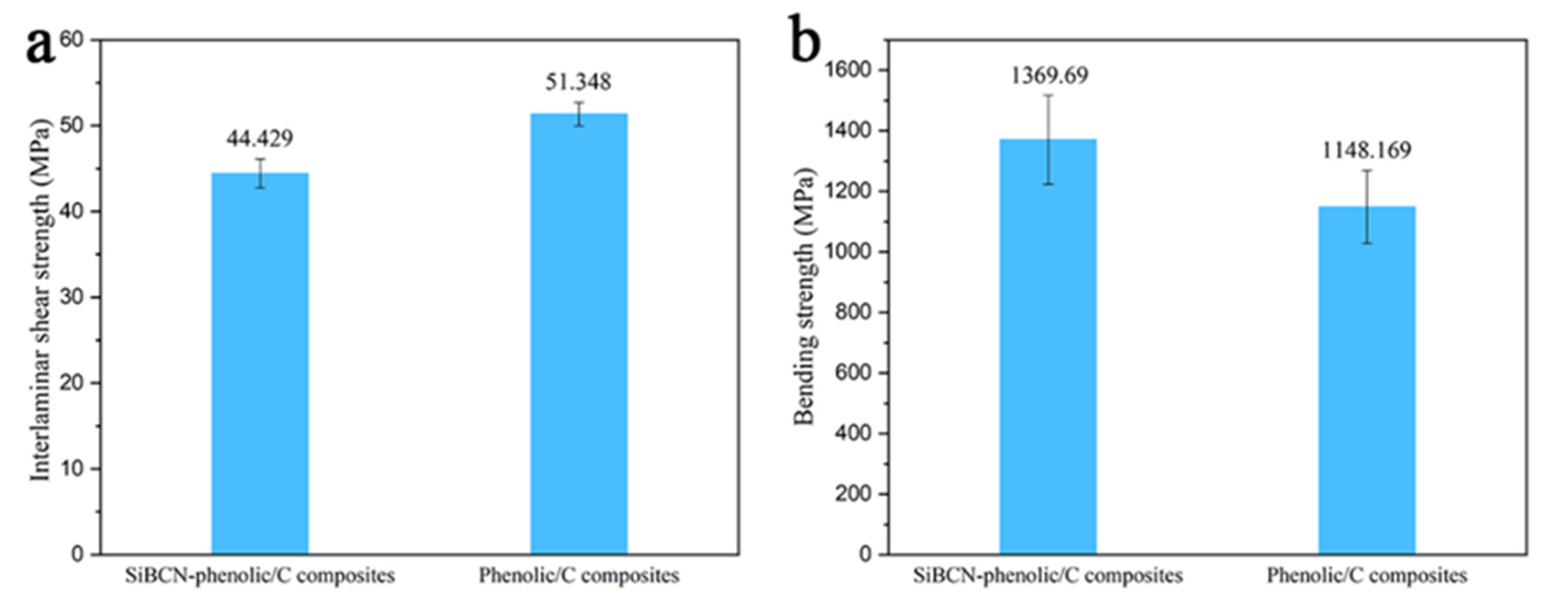
3.6. Mechanical Properties of the SiBCN–Phenolic/C Composites
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Wang, Y.; Chen, Z.; Yu, S. Ablation behavior and mechanism analysis of C/SiC composites. J. Mater. Res. Technol. 2016, 5, 170–182. [Google Scholar] [CrossRef] [Green Version]
- Kumar, L.M.; Anandapadmanabhan, E.N.; Chakravarthy, P. Investigative studies on the critical prepreg variables influencing the functional performance of ablative composites for extreme environments in launch vehicles and re-entry missions. Mater. Res. Express 2019, 6, 085613. [Google Scholar] [CrossRef]
- Yuan, W.; Chen, F.; Li, S.; Du, Y.; Luo, Z.; Sun, Y.; Li, H.; Zhao, T. Synthesis of Silicon Hybrid Phenolic Resins with High Si-Content and Nanoscale Phase Separation Structure. Processes 2020, 8, 1129. [Google Scholar] [CrossRef]
- Babu, T.G.; Devasia, R. Boron-Modified Phenol Formaldehyde Resin-Based Self-Healing Matrix for Cf/Siboc Com-posites. Adv. Appl. Ceram. 2016, 115, 457–469. [Google Scholar] [CrossRef]
- Cheon, J.H.; Shin, E.S. Assessment of the ablation characteristics of carbon/phenolic composites using X-ray microtomography. Compos. Sci. Technol. 2019, 182. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, P.; Hong, C.; Zhang, B.; Hui, D. Improved ablation resistance of carbon–phenolic composites by introducing zirconium diboride particles. Compos. Part. B Eng. 2013, 47, 320–325. [Google Scholar] [CrossRef]
- Ma, Y.; Yang, Y.; Lu, C.; Wen, X.; Liu, X.; Wu, S.; Lu, K.; Yin, J. Enhanced thermal resistance of carbon/phenolic composites by addition of novel nano-g-C3N4. Compos. Sci. Technol. 2019, 180, 60–70. [Google Scholar] [CrossRef]
- Asaro, L.; Manfredi, L.; Rodriguez, E. Study of the ablative properties of phenolic/carbon composites modified with mesoporous silica particles. J. Compos. Mater. 2018, 52, 4139–4150. [Google Scholar] [CrossRef]
- Daniel, A.; Badhe, Y.; Srikanth, I.; Gokhale, S.; Balasubramanian, K. Laser Shielding and Thermal Ablation Characteristics of Resorcinol Formaldehyde/Boron Nitride Composites for Thermal Protection Systems. Ind. Eng. Chem. Res. 2016, 55, 10645–10655. [Google Scholar] [CrossRef]
- Amirsardari, Z.; Aghdam, R.M.; Salavati-Niasari, M.; Shakhesi, S. Preparation and Char-acterization of Nanoscale Zrb2/Carbon–Resol Composite for Protection against High-Temperature Corrosion. J. Therm. Anal. Calorim. 2015, 120, 1535–1541. [Google Scholar] [CrossRef]
- Ding, J.; Huang, Z.; Qin, Y.; Shi, M.; Huang, C.; Mao, J. Improved ablation resistance of carbon–phenolic composites by introducing zirconium silicide particles. Compos. Part. B Eng. 2015, 82, 100–107. [Google Scholar] [CrossRef]
- Ding, J.; Yang, T.; Huang, Z.; Qin, Y.; Wang, Y. Thermal stability and ablation resistance, and ablation mechanism of carbon–phenolic composites with different zirconium silicide particle loadings. Compos. Part. B Eng. 2018, 154, 313–320. [Google Scholar] [CrossRef]
- Izumi, A.; Shudo, Y.; Shibayama, M.; Yoshida, T.; Miyata, N.; Miyazaki, T.; Aoki, H. Interfacial Cross-Link Inhomogeneity of a Phenolic Resin on a Silica Surface As Revealed by X-ray and Neutron Reflection Measurements. Macromology 2020, 53, 4082–4089. [Google Scholar] [CrossRef]
- Gottardo, L.; Bernard, S.; Gervais, C.; Weinmann, M.; Miele, P. Study of the Intermediate Pyrol-ysis Steps and Mechanism Identification of Polymer-Derived Sibcn Ceramics. J. Mater. Chem. 2012, 22, 34. [Google Scholar] [CrossRef]
- Sarkar, S.; Gan, Z.; An, L.; Zhai, L. Structural Evolution of Polymer-Derived Amorphous Sibcn Ce-ramics at High Temperature. J. Phys. Chem. C 2011, 115, 24993–25000. [Google Scholar] [CrossRef]
- Ge, K.; Ye, L.; Han, W.; Han, Y.; Xu, C.; Zhao, T. Si(B)Cn-Doped Carbon Nanofibers with Excellent Ox-idation Resistance. Mater. Lett. 2013, 112, 124–128. [Google Scholar] [CrossRef]
- Viard, A.; Fonblanc, D.; Lopez-Ferber, D.; Schmidt, M.; Lale, A.; Durif, C.; Balestrat, M.; Rossignol, F.; Weinmann, M.; Riedel, R.; et al. Polymer Derived Si-B-C-N Ceramics: 30 Years of Re-search. Adv. Eng. Mater. 2018, 20, 10. [Google Scholar] [CrossRef]
- Riedel, R.; Ruswisch, L.M.; An, L.; Raj, R. Amorphous Silicoboron Carbonitride Ceramic with Very High Vis-cosity at Temperatures above 1500 °C. J. Am. Ceram. Soc. 1998, 81, 3341–3344. [Google Scholar] [CrossRef]
- Tang, Y. Synthesis of Polyborosilazane and Composition and Structure of the Pyrolyzed Products. J. Inorg. Mater. 2008, 23, 525–530. [Google Scholar] [CrossRef]
- Zhong, Y.; Jing, X.; Wang, S.; Jia, Q.-X. Behavior investigation of phenolic hydroxyl groups during the pyrolysis of cured phenolic resin via molecular dynamics simulation. Polym. Degrad. Stab. 2016, 125, 97–104. [Google Scholar] [CrossRef]
- Goto, T.; Hirai, T. ESCA study of amorphous CVD Si3N4-BN composites. J. Mater. Sci. Lett. 1988, 7, 548–550. [Google Scholar] [CrossRef]
- Hens, P.; Zakharov, A.A.; Iakimov, T.; Syväjärvi, M.; Yakimova, R. Large Area Buffer-Free Gra-phene on Non-Polar (0 0 1) Cubic Silicon Carbide. Carbon 2014, 80, 823–829. [Google Scholar] [CrossRef]
- Yu, G.-E.; Edirisinghe, M.J.; Finch, D.S.; Ralph, B.; Parrick, J. Synthesis of α-silicon nitride powder from a polymeric precursor. J. Eur. Ceram. Soc. 1995, 15, 581–590. [Google Scholar] [CrossRef]
- Dwyer, V.M.; Richards, J.M. Exact analytical solutions and close approximations to the depth distribution function in AES and XPS. Surf. Interface Anal. 1993, 20, 271–275. [Google Scholar] [CrossRef]
- Holt, J.B.; Munir, Z.A. Combustion synthesis of titanium carbide: Theory and experiment. J. Mater. Sci. 1986, 21, 251–259. [Google Scholar] [CrossRef]
- Guimon, C.; Gonbeau, D.; Pfister-Guillouzo, G.; Dugne, O.; Guette, A.; Naslain, R.; Lahaye, M. XPS study of BN thin films deposited by CVD on SiC plane substrates. Surf. Interface Anal. 1990, 16, 440–445. [Google Scholar] [CrossRef]
- Huang, Z.; Yan, F.W.; Yuan, G. A Fluorescent Carbon Nitride Nanofibrous Hydrogel for Selective Sens-ing of Cu2+. RSC Adv. 2017, 7, 1318–1325. [Google Scholar] [CrossRef] [Green Version]
- Gouin, X.; Grange, P.; Bois, L.; L’Haridon, P.; Laurent, Y. Characterization of the nitridation process of boric acid. J. Alloy. Compd. 1995, 224, 22–28. [Google Scholar] [CrossRef]
- Yang, Q.; Sha, J.; Wang, L.; Zou, Y.; Niu, J.; Cui, C.; Yang, D. Crystalline boron oxide nanowires on silicon substrate. Phys. E Low-Dimens. Syst. Nanostructures 2005, 27, 319–324. [Google Scholar] [CrossRef]
- Lahaye, M.; Bernard, D.; Arvieu, C. Use of Auger imaging for three-dimensional visualization of interface morphology at isoconcentration. Surf. Interface Anal. 2004, 36, 900–903. [Google Scholar] [CrossRef]
- Schreifels, J. X-Ray Photoelectron Spectroscopy of Nickel Boride Catalysts: Correlation of Surface States with Reaction Prod-ucts in the Hydrogenation of Acrylonitrile. J. Catal. 1980, 65, 195–206. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, L.; Li, J.; Li, H.; An, G.; Li, Y.; Chen, Z. Structure and mechanical properties of HNTs/SiBCN ceramic hybrid aerogels. Ceram. Int. 2021, 47, 9083–9089. [Google Scholar] [CrossRef]
- Ma, Y.; Yang, Y.; Lu, C.; Xiao, D.; Wu, S.; Liu, Y. Mechanical, thermal, and ablative properties between graphene oxide and graphitic carbon nitride based carbon/phenolic composites: A comparative study. Polym. Compos. 2018, 39, E1928–E1938. [Google Scholar] [CrossRef]
- Ding, J.; Sun, J.; Huang, Z.; Wang, Y. Improved high-temperature mechanical property of carbon-phenolic composites by introducing titanium diboride particles. Compos. Part. B Eng. 2019, 157, 289–294. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | T5% (°C) a | Tmax (°C) b | R300 (%) c | R800 (%) d | R1000 (%) e | R1200 (%) f |
|---|---|---|---|---|---|---|
| The cured phenolic resins | 288.67 | 541.07 | 94.64 | 62.62 | 59.89 | 55.87 |
| SiBCN powder | \ | \ | 98.59 | 98.24 | 97.98 | 98.01 |
| The cured SiBCN–phenolic resins | 329.18 | 545.65 | 95.71 | 67.77 | 66.02 | 62.98 |
| Theoretical residual weight of SiBCN phenolic resins | \ | \ | 95.00 | 65.86 | 63.35 | 59.70 |
| Samples | T5% (°C) a | Tmax (°C) b | Tend (°C) c | R800 (%) d |
|---|---|---|---|---|
| The cured phenolic resins | 291.7 | 591.4 | 652.9 | 0.76 |
| SiBCN powder | \ | \ | \ | 97.43 |
| The cured SiBCN phenolic resins | 328.0 | 647.1 | 774.3 | 13.31 |
| Samples | Linear Ablation Rate (mm/s) | Mass Ablation Rate (g/s) |
|---|---|---|
| Phenolic/C composites | 0.052 ± 0.005 | 0.050 ± 0.004 |
| SiBCN–phenolic/C composites | 0.038 ± 0.004 | 0.043 ± 0.001 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, W.; Wang, Y.; Luo, Z.; Chen, F.; Li, H.; Zhao, T. Improved Performances of SiBCN Powders Modified Phenolic Resins-Carbon Fiber Composites. Processes 2021, 9, 955. https://doi.org/10.3390/pr9060955
Yuan W, Wang Y, Luo Z, Chen F, Li H, Zhao T. Improved Performances of SiBCN Powders Modified Phenolic Resins-Carbon Fiber Composites. Processes. 2021; 9(6):955. https://doi.org/10.3390/pr9060955
Chicago/Turabian StyleYuan, Wenjie, Yang Wang, Zhenhua Luo, Fenghua Chen, Hao Li, and Tong Zhao. 2021. "Improved Performances of SiBCN Powders Modified Phenolic Resins-Carbon Fiber Composites" Processes 9, no. 6: 955. https://doi.org/10.3390/pr9060955
APA StyleYuan, W., Wang, Y., Luo, Z., Chen, F., Li, H., & Zhao, T. (2021). Improved Performances of SiBCN Powders Modified Phenolic Resins-Carbon Fiber Composites. Processes, 9(6), 955. https://doi.org/10.3390/pr9060955