
Effect of Different Blades on Suspension Characteristics of Anaerobic Digestion Particles and Energy Consumption Optimization Analysis

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials and Reactor
2.2. Mathematical Model
2.3. Numerical Method
2.4. Characterization of Particle Suspension Performance
2.5. Full-Factorial Design
3. Results
3.1. Model Validation
3.2. Grid Independence
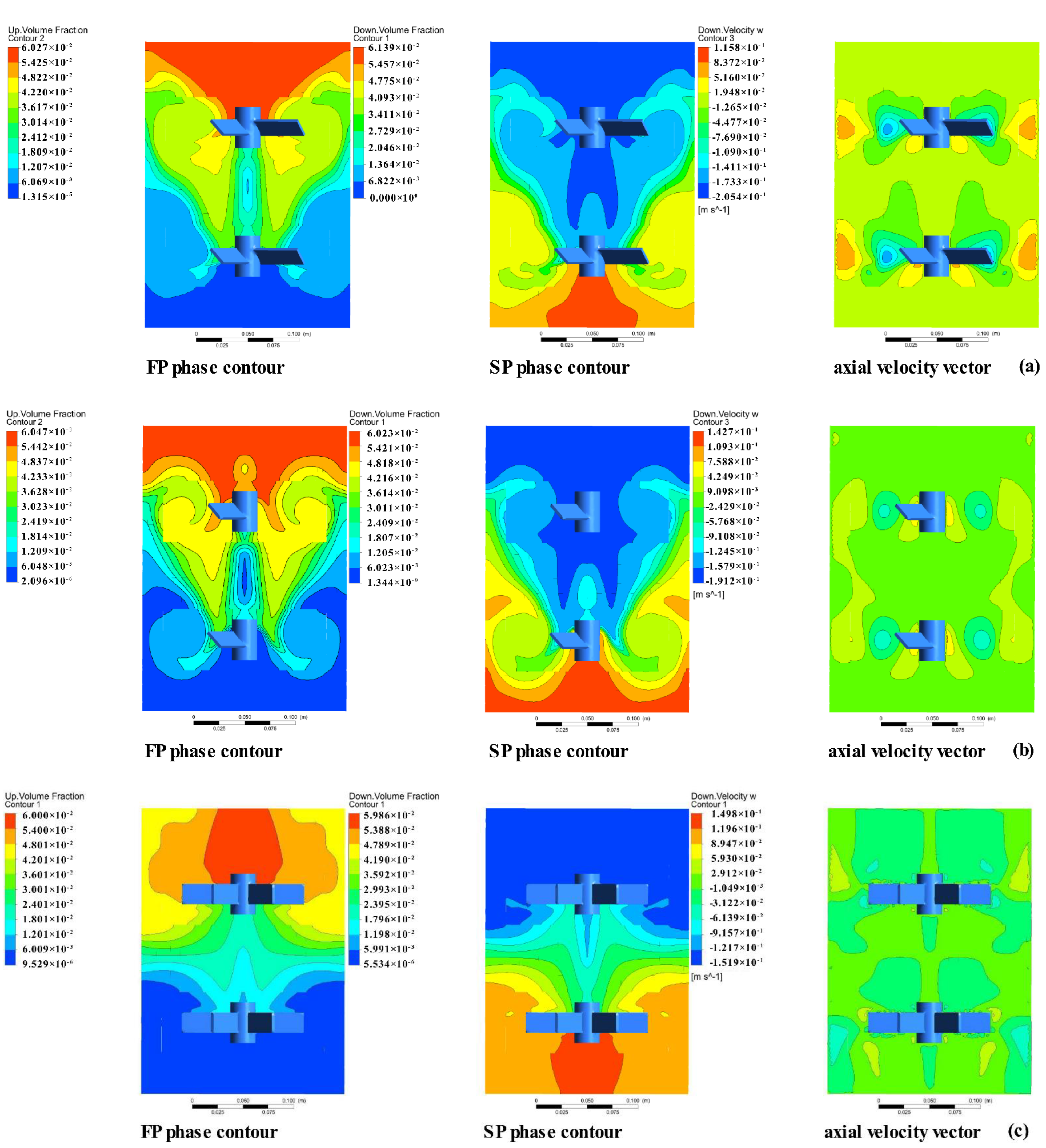
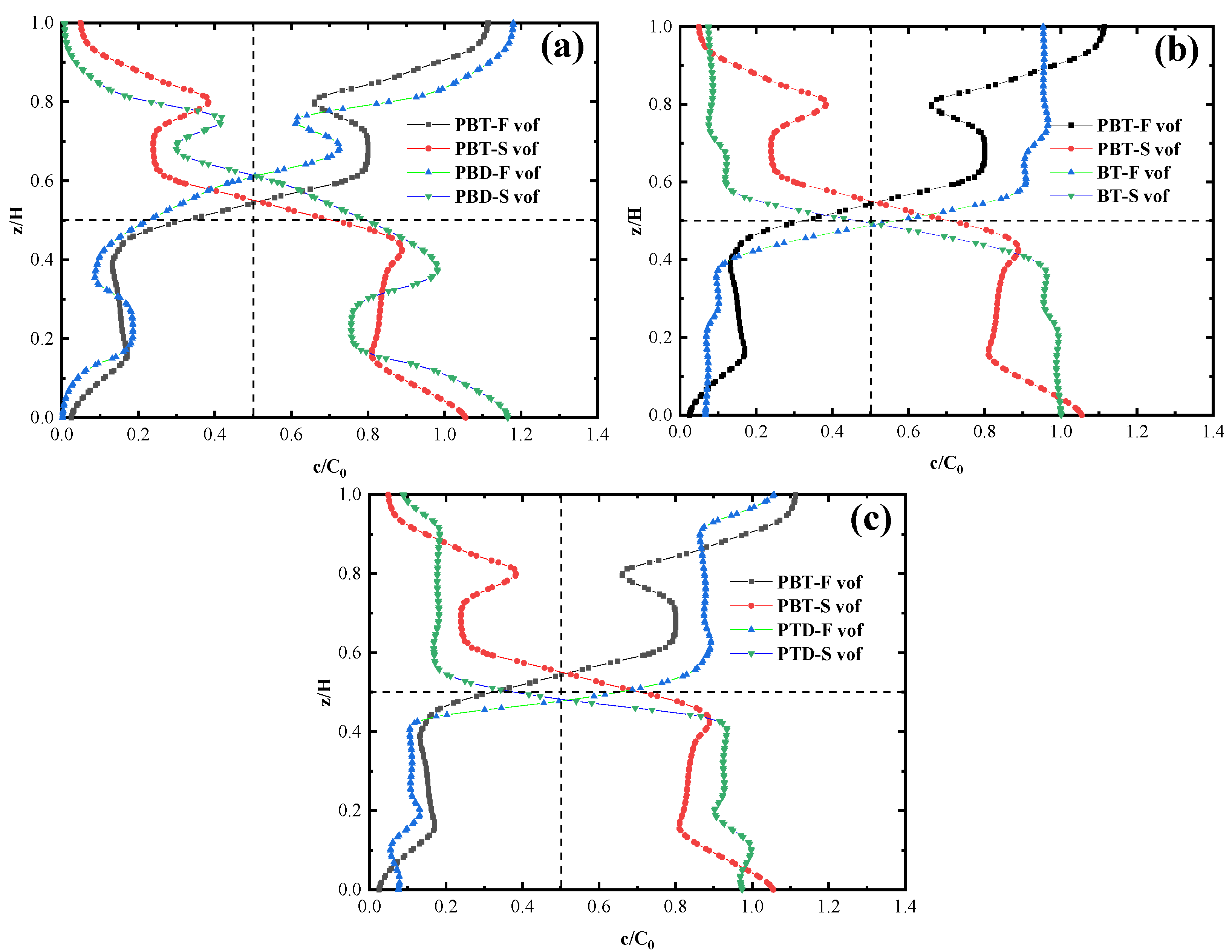
3.3. Blade Stirring Characteristics
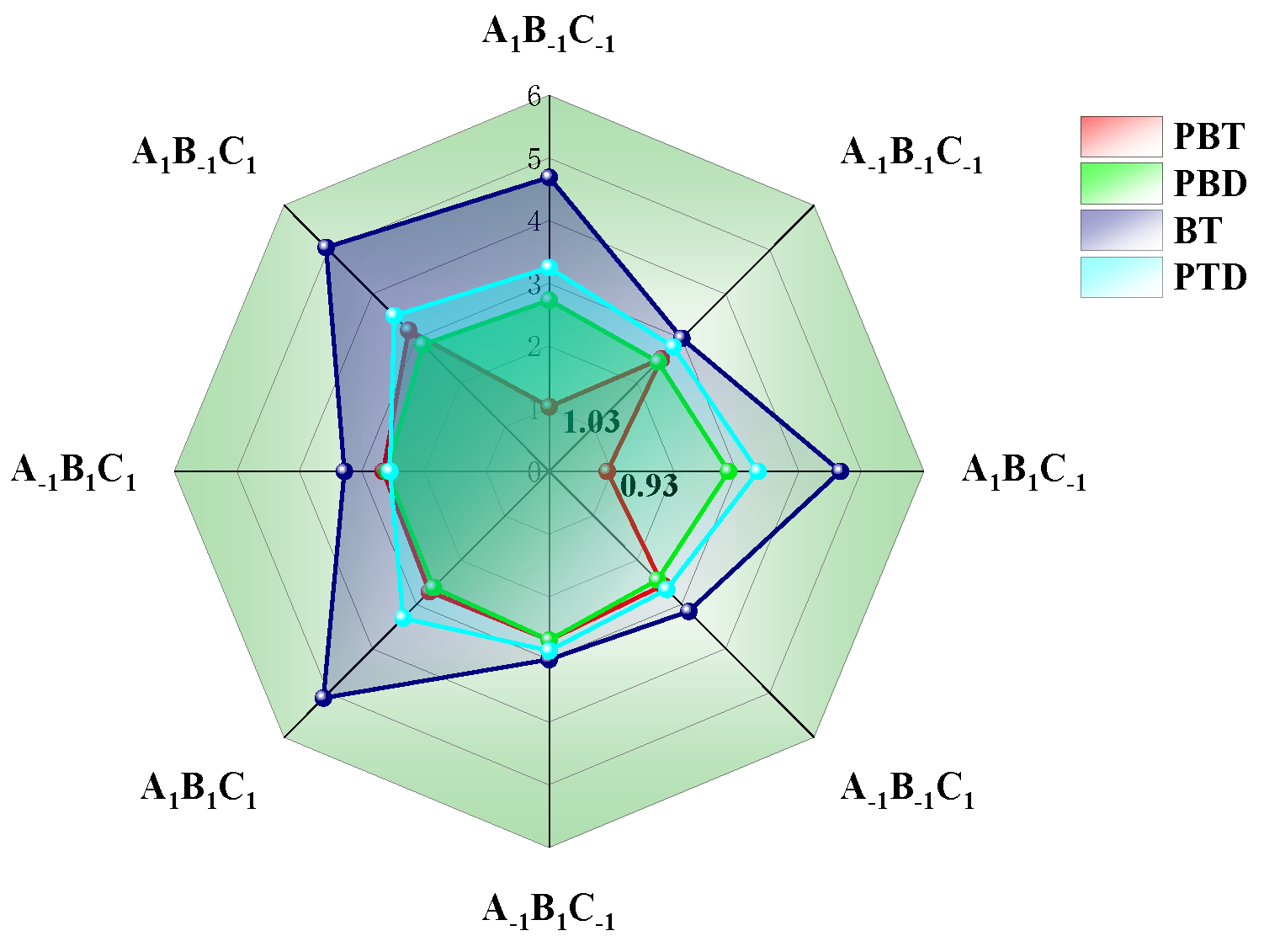
3.4. Full-Factorial Design
3.4.1. Influencing Factor
3.4.2. Fitting Equation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| FP | Floating particles |
| SP | Sinking particles |
| AD | Anaerobic digestion |
| CS | Corn straw |
| CSTR | Continuous stirred tank reactor |
| MRF | Multi-reference frame |
| PBT | Pitched blade turbine |
| PBD | Pitched two-blade impeller pumping down |
| BT | Six-blade turbine |
| HBT | Hollow blade turbine |
| MEL | Mixed energy level |
| OFAT | One factor at a time |
References
- Chu, X.; Cheng, Q.; Xu, Y.; Luo, L.; Wang, M.; Zheng, G.; Zhang, H.; Yi, W.; Liu, X.; Sun, Y.; et al. Anaerobic digestion of corn straw pretreated by ultrasonic combined with aerobic hydrolysis. Bioresour. Technol. 2021, 341, 125826. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Sun, Y.; Xu, X.; Meng, X.; Qu, J.; Wang, Z.; Liu, C.; Qu, B. Preparation.; characterization and application of activated carbon from corn cob by KOH activation for removal of Hg(II) from aqueous solution. Bioresour. Technol. 2020, 306, 123154. [Google Scholar] [CrossRef] [PubMed]
- Qu, J.; Sun, Y.; Awasthi, M.K.; Liu, Y.; Xu, X.; Meng, X.; Zhang, H. Effect of different aerobic hydrolysis time on the anaerobic digestion characteristics and energy consumption analysis. Bioresour. Technol. 2021, 320, 124332. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, Z.; Sun, Y.; Yang, G. One-pot pyrolysis route to Fe-N-Doped carbon nanosheets with outstanding electrochemical performance as cathode materials for microbial fuel cell. Int. J. Agric. Biol. Eng. 2020, 13, 207–214. [Google Scholar] [CrossRef]
- Niu, M.; Pang, X.; Chen, S. The Study of Influencing Factors to Corn Straw Mixed with Pig Effluent Anaerobic Fermentation. Procedia Environ. Sci. 2011, 8, 54–60. [Google Scholar] [CrossRef] [Green Version]
- Khan, M.A.; Ngo, H.H.; Guo, W.; Liu, Y.; Zhang, X.; Guo, J.; Chang, S.W.; Nguyen, D.D.; Wang, J. Biohydrogen production from anaerobic digestion and its potential as renewable energy. Renew. Energy 2018, 129, 754–768. [Google Scholar] [CrossRef]
- Zhang, B.; Li, W.; Xu, X.; Li, P.; Li, N.; Zhang, H.; Sun, Y. Effect of Aerobic Hydrolysis on Anaerobic Fermentation Characteristics of Various Parts of Corn Stover and the Scum Layer. Energies 2019, 12, 381. [Google Scholar] [CrossRef] [Green Version]
- Sun, Y.; Wang, L.; Zhang, Z.; Li, J. Development and experiment of barrier crust anaerobic fermentation reactors. Trans. Chin. Soc. Agric. Eng. 2022, 38, 30–37. [Google Scholar] [CrossRef]
- Gong, H.; Huang, F.; Li, Z.; Gao, Z.; Derksen, J.J. Mechanisms for drawdown of floating particles in a laminar stirred tank flow. Chem. Eng. J. 2018, 346, 340–350. [Google Scholar] [CrossRef] [Green Version]
- Li, G.; Gao, Z.; Li, Z.; Wang, J.; Derksen, J.J. Particle-resolved PIV experiments of solid-liquid mixing in a turbulent stirred tank. AIChE J. 2018, 64, 389–402. [Google Scholar] [CrossRef]
- Ren, X.; Zheng, W.; Qiao, H.; Ren, L.; Liu, S.; Huang, Z.; Qi, X.; Wang, Z.; Zhong, J.; Zhang, H. Enhanced photoresponse behavior of Au@Bi2Te3 based photoelectrochemical-type photodetector at solid-solid-liquid joint interface. Mater. Today Energy 2020, 16, 100401. [Google Scholar] [CrossRef]
- Shi, X.; Tan, C.; Dong, F.; Santos, E.N.d.; Silva, M.J.d. Conductance Sensors for Multiphase Flow Measurement: A Review. IEEE Sens. J. 2021, 21, 12913–12925. [Google Scholar] [CrossRef]
- Pandey, A.K.; Pratap, R.; Chau, F.S. Influence of Boundary Conditions on the Dynamic Characteristics of Squeeze Films in MEMS Devices. J. Microelectromech. Syst. 2007, 16, 893–903. [Google Scholar] [CrossRef] [Green Version]
- Jing, Q.; Huang, X.; Wu, L.; Liu, T.; Yan, X.; Li, D. Design and Experiment of Dry Anaerobic Digestion PilotPlant for Biogas Producing. Trans. Chin. Soc. Agric. Mach. 2012, 43 (Suppl. S1), 186–189. [Google Scholar]
- Van Wachem, B.G.M.; Almstedt, A.E. Methods for multiphase computational fluid dynamics. Chem. Eng. J. 2003, 96, 81–98. [Google Scholar] [CrossRef]
- Kuzmanic, N.; Akrap, M.; Kovacevic, A. An experimental investigation into the complete drawdown of floating solids in dual-impeller stirred vessels. J. Chem. Eng. Jpn. 2006, 39, 932–939. [Google Scholar] [CrossRef]
- Shen, F.; Tian, L.; Yuan, H.; Pang, Y.; Chen, S.; Zou, D.; Zhu, B.; Liu, Y.; Li, X. Improving the Mixing Performances of Rice Straw Anaerobic Digestion for Higher Biogas Production by Computational Fluid Dynamics (CFD) Simulation. Appl. Biochem. Biotechnol. 2013, 171, 626–642. [Google Scholar] [CrossRef]
- Baldi, G.; Conti, R.; Alaria, E. complete suspension of particles in mechanically agitated vessels. Chem. Eng. Sci. 1978, 33, 21–25. [Google Scholar] [CrossRef]
- Ren, X.; Gao, F. Concentration Distribution of Suspended Solids in a Liquld-solid Stirred Tank. Chem. React. Eng. Technol. 1993, 9, 477–484. [Google Scholar]
- Wang, L.; Zhang, Y.; Li, X.; Zhang, Y. Experimental investigation and CFD simulation of liquid-solid-solid dispersion in a stirred reactor. Chem. Eng. Sci. 2010, 65, 5559–5572. [Google Scholar] [CrossRef]
- Zhang, Y.; Yu, G.; Yu, L.; Siddhu, M.A.; Gao, M.; Abdeltawab, A.A.; Al-Deyab, S.S.; Chen, X. Computational fluid dynamics study on mixing mode and power consumption in anaerobic mono- and co-digestion. Bioresour. Technol. 2016, 203, 166–172. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Xu, B.; Yang, J. Sinking/Floating Particles Solid Suspension Characteristics in Stirred Tank Based on CFD Simulation. J. Mech. Eng. 2014, 50, 185–191. [Google Scholar] [CrossRef]
- Zhang, Y.; Yu, G.; Siddhu, M.A.H.; Masroor, A.; Ali, M.F.; Abdeltawab, A.A.; Chen, X. Effect of impeller on sinking and floating behavior of suspending particle materials in stirred tank: A computational fluid dynamics and factorial design study. Adv. Powder Technol. 2017, 28, 1159–1169. [Google Scholar] [CrossRef]
- Cheng, S.-J.; Miao, J.-M.; Wu, S.-J. Investigating the effects of operational factors on PEMFC performance based on CFD simulations using a three-level full-factorial design. Renew. Energy 2012, 39, 250–260. [Google Scholar] [CrossRef]
- Lee, S.; Park, Y.; Kim, J. An evaluation of factors influencing drag coefficient in double-deck tunnels by CFD simulations using factorial design method. J. Wind Eng. Ind. Aerod. 2018, 180, 156–167. [Google Scholar] [CrossRef]
- Jankovic, A.; Chaudhary, G.; Goia, F. Designing the design of experiments (DOE)—An investigation on the influence of different factorial designs on the characterization of complex systems. Energy Build. 2021, 250, 111298. [Google Scholar] [CrossRef]
- Yurata, T.; Piumsomboon, P.; Chalermsinsuwan, B. Effect of contact force modeling parameters on the system hydrodynamics of spouted bed using CFD-DEM simulation and 2 factorial experimental design. Chem. Eng. Res. Des. 2020, 153, 401–418. [Google Scholar] [CrossRef]
- Roudsari, S.F.; Ein-Mozaffari, F.; Dhib, R. Use of CFD in modeling MMA solution polymerization in a CSTR. Chem. Eng. J. 2013, 219, 429–442. [Google Scholar] [CrossRef]
- Li, J.; Zou, J.; Wei, X. Modeling of CSTR flow field for Agaricus bisporus residue fermentation based on CFD numerical simulation. Environ. Sci. Pollut. Res. Int. 2022, 1–12. [Google Scholar] [CrossRef]
- Patel, H.; Dhib, R.; Ein-Mozaffari, F. Computational Fluid Dynamics Study of a Styrene Polymerization Reactor. Chem. Eng. Technol. 2010, 33, 258–266. [Google Scholar] [CrossRef]
- Chou, Y.-J.; Wu, F.-C.; Shih, W.-R. Toward numerical modeling of fine particle suspension using a two-way coupled Euler-Euler model. Part 1, Theoretical formulation and implications. Int. J. Multiph. Flow. 2014, 64, 35–43. [Google Scholar] [CrossRef]
- Sobieski, W. Switch Function and Sphericity Coefficient in the Gidaspow Drag Model for Modeling Solid-Fluid Systems. Dry. Technol. 2009, 27, 267–280. [Google Scholar] [CrossRef]
- Gera, D.; Syamlal, M.; O’Brien, T.J. Hydrodynamics of particle segregation in fluidized beds. Int. J. Multiph. Flow. 2004, 30, 419–428. [Google Scholar] [CrossRef]
- Mao, L.; Zhang, J.; Dai, Y.; Tong, Y.W. Effects of mixing time on methane production from anaerobic co-digestion of food waste and chicken manure: Experimental studies and CFD analysis. Bioresour. Technol. 2019, 294, 122177. [Google Scholar] [CrossRef]
- Bhole, M.R.; Bennington, C.P.J. Performance of Four Axial Flow Impellers for Agitation of Pulp Suspensions in a Laboratory-Scale Cylindrical Stock Chest. Ind. Eng. Chem. Res. 2010, 49, 4444–4451. [Google Scholar] [CrossRef]
- Wu, B. CFD simulation of mixing for high-solids anaerobic digestion. Biotechnol. Bioeng. 2012, 109, 2116–2126. [Google Scholar] [CrossRef]
- Guo, J.; Chen, Z.; Dai, Y. Numerical study on self-propulsion of a waterjet propelled trimaran. Ocean Eng. 2020, 195, 106655. [Google Scholar] [CrossRef]
- Li, L.; Xu, B. CFD simulation of local and global mixing time in an agitated tank. Chin. J. Mech. Eng. 2017, 30, 118–126. [Google Scholar] [CrossRef]
- Matthias, B.; Gerd, N. Feststoffverteilung in gerührten Suspensionen. Chem. Ing. Technol. 1979, 4, 314–315. [Google Scholar]
- Prateepchaikul, G.; Somnuk, K.; Allen, M. Design and testing of continuous acid-catalyzed esterification reactor for high free fatty acid mixed crude palm oil. Fuel Process. Technol. 2009, 90, 784–789. [Google Scholar] [CrossRef]
- Ding, Y.; Zong, Y.; Xi, Z.; Zhao, L. Structure Optimization of Dual Impellers in Solid-Liquid System by Numerical Simulation. J. East China Uni. Sci. Techno Nat. Sci. Ed. 2015, 41, 750–757. [Google Scholar] [CrossRef]
- Das, T.; Usher, S.P.; Batstone, D.J.; Rees, C.A.; Stickland, A.D.; Eshtiaghi, N. Shear and solid-liquid separation behaviour of anaerobic digested sludge across a broad range of solids concentrations. Water Res. 2022, 222, 118903. [Google Scholar] [CrossRef]
- Dapelo, D.; Alberini, F.; Bridgeman, J. Euler-Lagrange CFD modelling of unconfined gas mixing in anaerobic digestion. Water Res. 2015, 85, 497–511. [Google Scholar] [CrossRef] [PubMed]
- Luo, H.-P.; Al-Dahhan, M.H. Local characteristics of hydrodynamics in draft tube airlift bioreactor. Chem. Eng. Sci. 2008, 63, 3057–3068. [Google Scholar] [CrossRef]
- Ding, J.; Wang, X.; Zhou, X.F.; Ren, N.Q.; Guo, W.Q. CFD optimization of continuous stirred-tank (CSTR) reactor for biohydrogen production. Bioresour. Technol. 2010, 101, 7016–7024. [Google Scholar] [CrossRef] [PubMed]
- Kasat, G.R.; Khopkar, A.R.; Ranade, V.V.; Pandit, A.B. CFD simulation of liquid-phase mixing in solid-liquid stirred reactor. Chem. Eng. Sci. 2008, 63, 3877–3885. [Google Scholar] [CrossRef]
- Panneerselvam, R.; Savithri, S.; Surender, G.D. CFD modeling of gas-liquid-solid mechanically agitated contactor. Chem. Eng. Res. Des. 2008, 86, 1331–1344. [Google Scholar] [CrossRef]
- Meroney, R.N.; Colorado, P.E. CFD simulation of mechanical draft tube mixing in anaerobic digester tanks. Water Res. 2009, 43, 1040–1050. [Google Scholar] [CrossRef]
- Wei, P.; Mudde, R.F.; Uijttewaal, W.; Spanjers, H.; van Lier, J.B.; de Kreuk, M. Characterising the two-phase flow and mixing performance in a gas-mixed anaerobic digester: Importance for scaled-up applications. Water Res. 2019, 149, 86–97. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Symbol | Low Level (−1) | High Level (+1) |
|---|---|---|---|
| Diameter (mm) | A | 80 (A/D = 0.40) | 120 (A/D = 0.60) |
| Immersion depth (mm) | B | 56 (A/HL = 0.20) | 84 (A/HL = 0.30) |
| Width (mm) | C | 20 (A/D = 0.10) | 40 (A/D = 0.20) |
| Blade | Influencing Factor | p-Value | |||||
|---|---|---|---|---|---|---|---|
| A | B | C | AB | AC | BC | ||
| PBT | σF | 0.002 ** | 0.035 ** | 0.023 * | |||
| σS | 0.007 ** | 0.037 * | 0.034 * | 0.024 * | |||
| MEL (W·m−3) | 0.007 ** | 0.001 ** | 0.001 ** | ||||
| PBD | σF | 0.006 ** | 0.028 * | 0.005 ** | |||
| σS | 0.006 ** | 0.027 * | 0.005 ** | ||||
| MEL (W·m−3) | 0.015 * | 0.036 * | |||||
| BT | σF | ||||||
| σS | 0.012 * | 0.006 ** | 0.008 ** | 0.038 * | |||
| MEL (W·m−3) | 0.006 ** | 0.023 * | |||||
| HBT | σF | 0.004 ** | 0.033 * | ||||
| σS | 0.019 * | 0.022 * | |||||
| MEL (W·m−3) | 0.006 ** | 0.003 ** | 0.004 ** | ||||
| Blade | Equation | R2 |
|---|---|---|
| PBT | σF = 0.5488 − 0.2713A + 0.0888B + 0.1038AC | 0.96 |
| σS = 0.4825 − 0.2375A + 0.0425C − 0.0475AB + 0.0675AC | 1.00 | |
| MEL = 10.03 + 6.11A + 4.06C + 3.21AC | 1.0000 | |
| PBD | σF = 0.7150 − 0.0700A − 0.0325B − 0.0800C | 0.98 |
| σS = 0.5950 − 0.0650A − 0.0300B − 0.0700C | 0.98 | |
| MEL = 8.38 + 5.32A + 2.24C | 1.00 | |
| BT | σS = 0.7163 + 0.0363B − 0.0412C + 0.0162AB + 0.0287AC − 0.0263BC | 1.00 |
| MEL = 20.52 + 12.24A | 0.75 | |
| HBT | σF = 0.7187 − 0.1212A − 0.0537C | 0.92 |
| σS = 0.645 − 0.0825A − 0.0725C | 1.00 | |
| MEL = 13.40 + 8.58A + 2.26C + 1.39AC | 1.0000 |
| Blade | σF (min) | Optimization Group | σS (min) | Optimization Group | MEL (min) (W·m−3) | Optimization Group |
|---|---|---|---|---|---|---|
| PBT | 0.07 | (A1, B − 1, C − 1) | 0.09 | (A1, B1, C − 1) | 3.06 | (A − 1, B1, C − 1) |
| PBD | 0.50 | (A1, B1, C1) | 0.41 | (A1, B1, C1) | 1.95 | (A − 1, B1, C − 1) |
| BT | 0.69 | (A1, B1, C1) | 0.67 | (A1, B − 1, C1) | 8.78 | (A − 1, B1, C1) |
| HBT | 0.51 | (A1, B1, C1) | 0.45 | (A1, B1, C1) | 3.94 | (A1, B − 1, C − 1) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Liu, T.; Liu, Y.; Zhang, Q.; Sun, Y. Effect of Different Blades on Suspension Characteristics of Anaerobic Digestion Particles and Energy Consumption Optimization Analysis. Fermentation 2022, 8, 717. https://doi.org/10.3390/fermentation8120717
Wang X, Liu T, Liu Y, Zhang Q, Sun Y. Effect of Different Blades on Suspension Characteristics of Anaerobic Digestion Particles and Energy Consumption Optimization Analysis. Fermentation. 2022; 8(12):717. https://doi.org/10.3390/fermentation8120717
Chicago/Turabian StyleWang, Xuguang, Tianqi Liu, Yuyingnan Liu, Quanguo Zhang, and Yong Sun. 2022. "Effect of Different Blades on Suspension Characteristics of Anaerobic Digestion Particles and Energy Consumption Optimization Analysis" Fermentation 8, no. 12: 717. https://doi.org/10.3390/fermentation8120717