
Interrelations between Printing Patterns and Residual Stress in Fused Deposition Modelling for the 4D Printing of Acrylonitrile Butadiene Styrene and Wood–Plastic Composites


Abstract
:1. Introduction
2. Materials and Methods
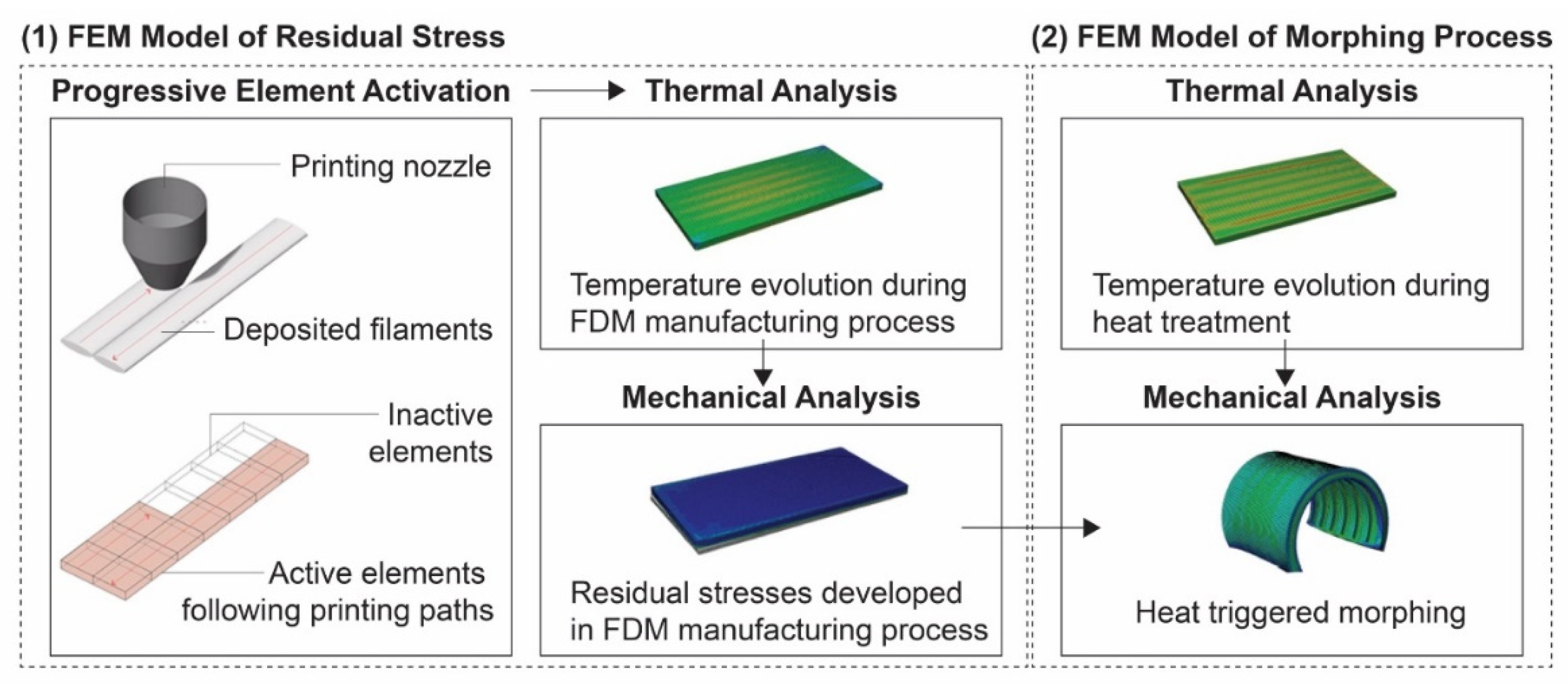
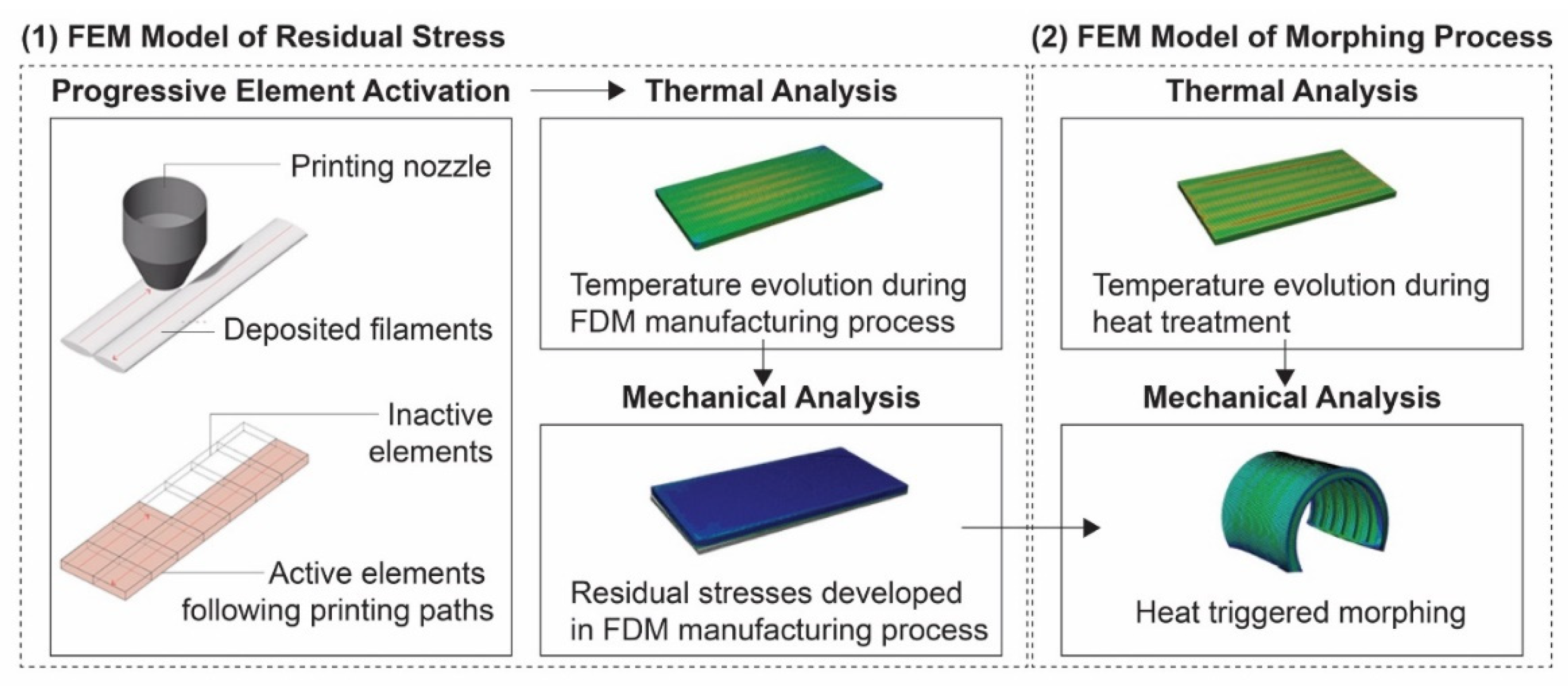
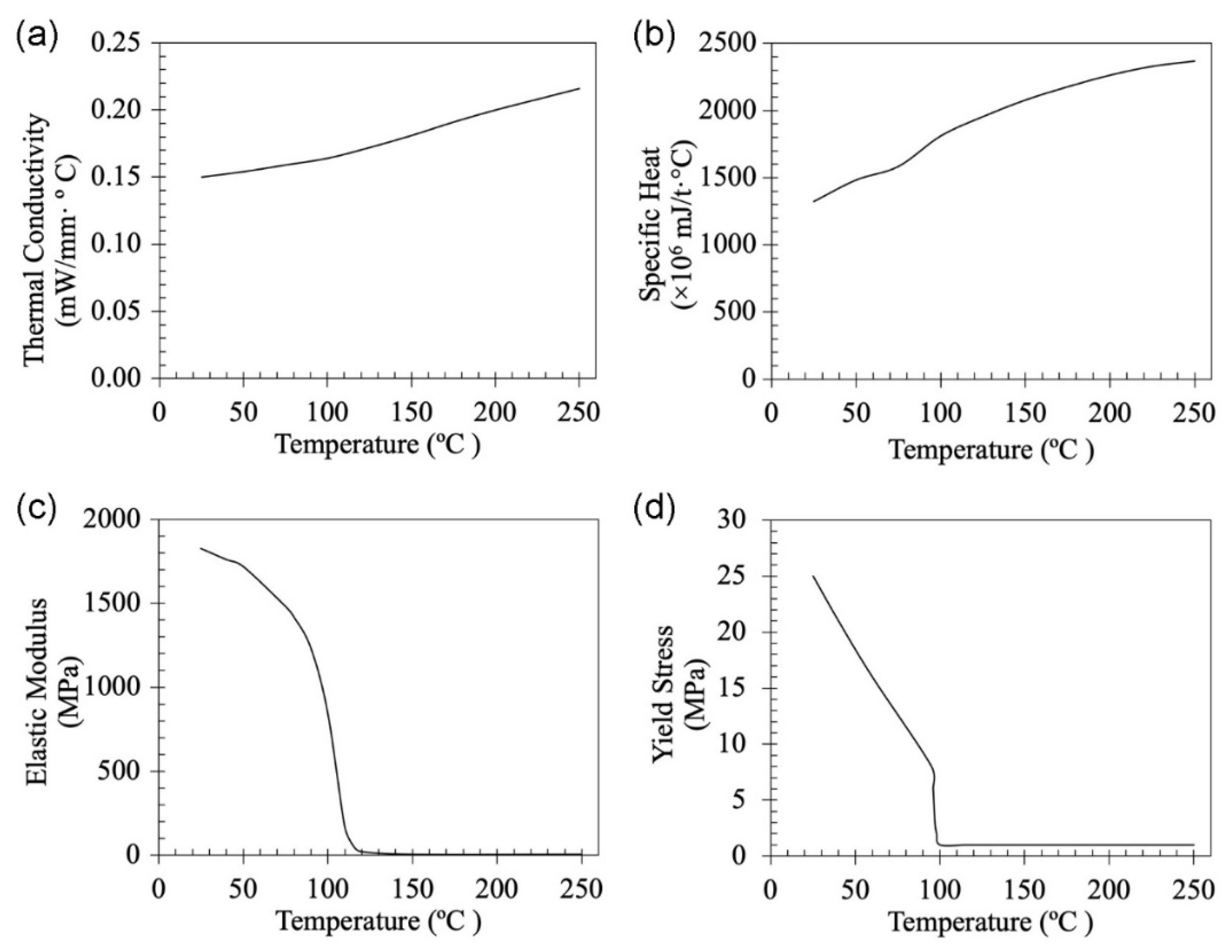
2.1. Finite Element Method (FEM) Modelling
2.2. Materials and FDM Printing Parameters
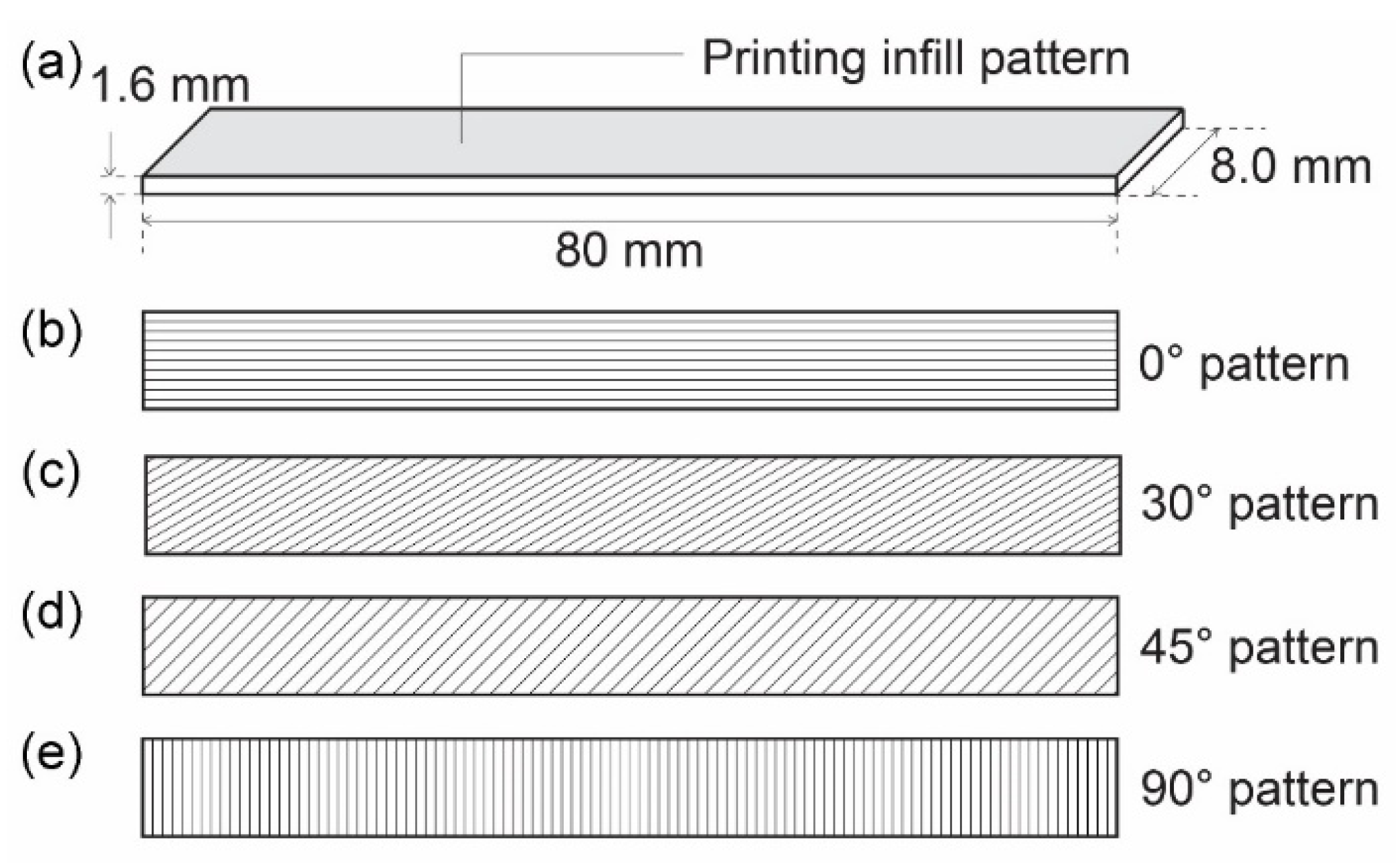
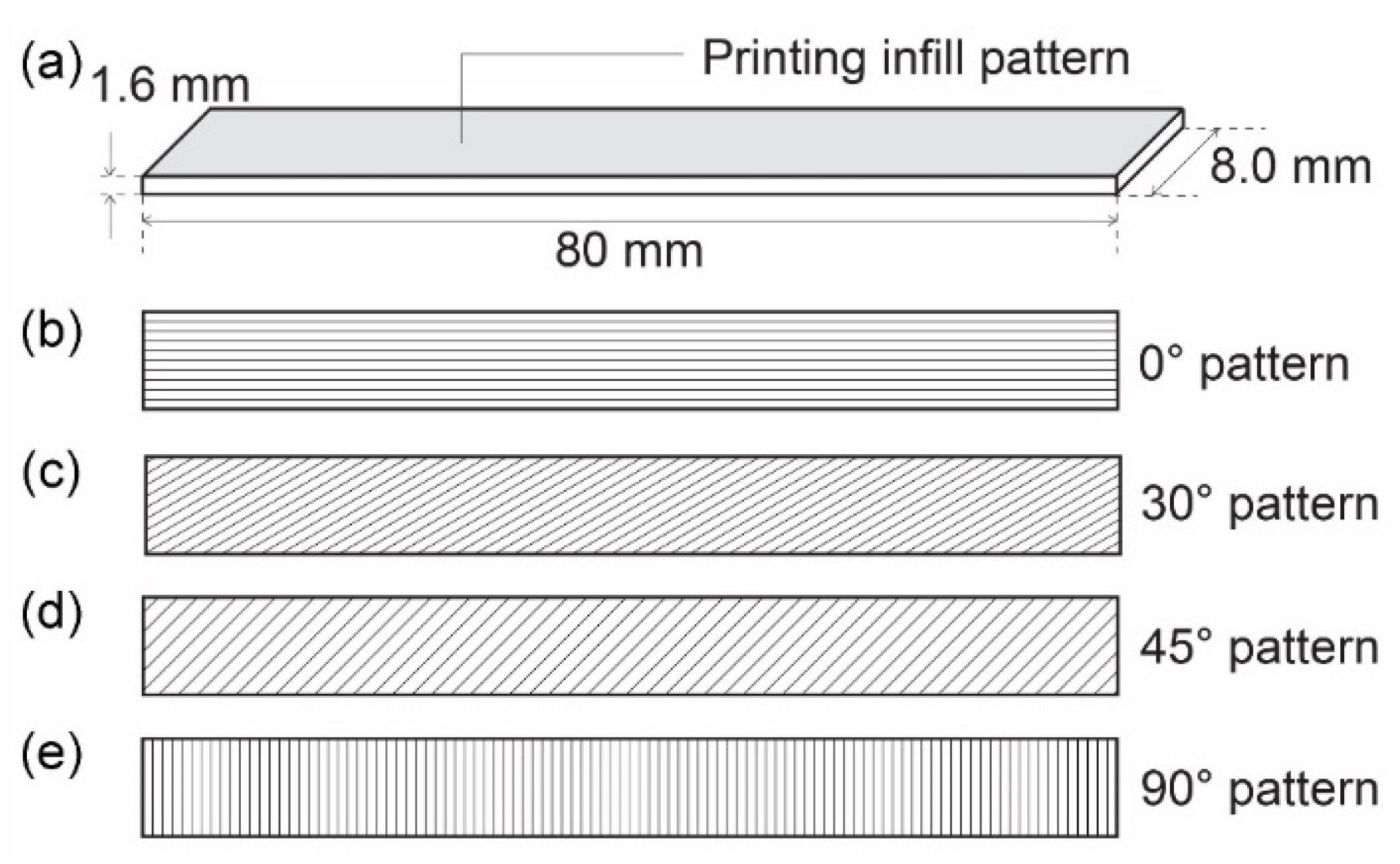
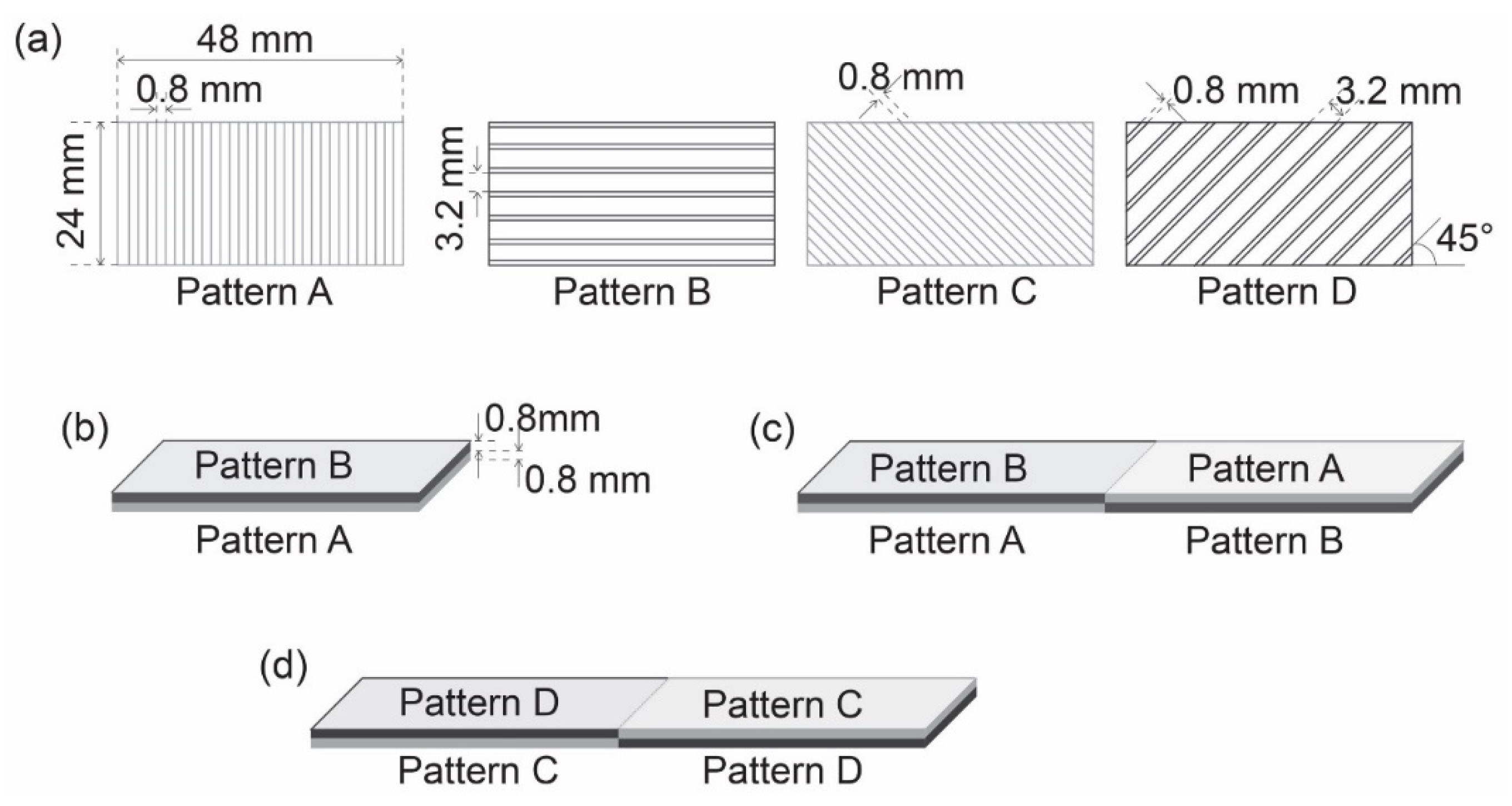
2.3. Simulated Geometries and Printing Patterns
2.4. Experimental Methods
2.4.1. Characterisation of Thermal Shrinkage Behaviour
2.4.2. Manufacturing of 4D-Printed Objects and Heat Treatment
3. Results and Discussion
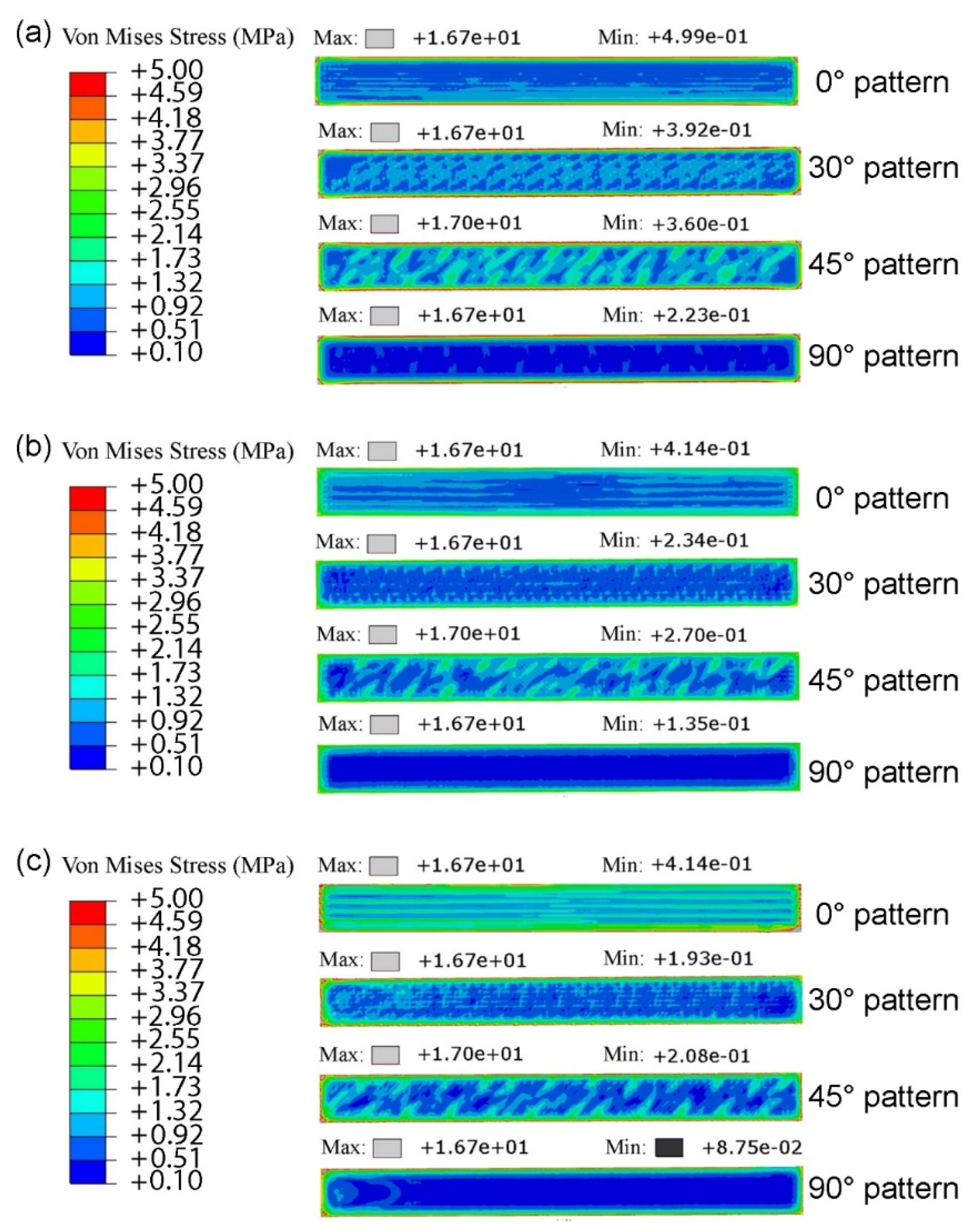
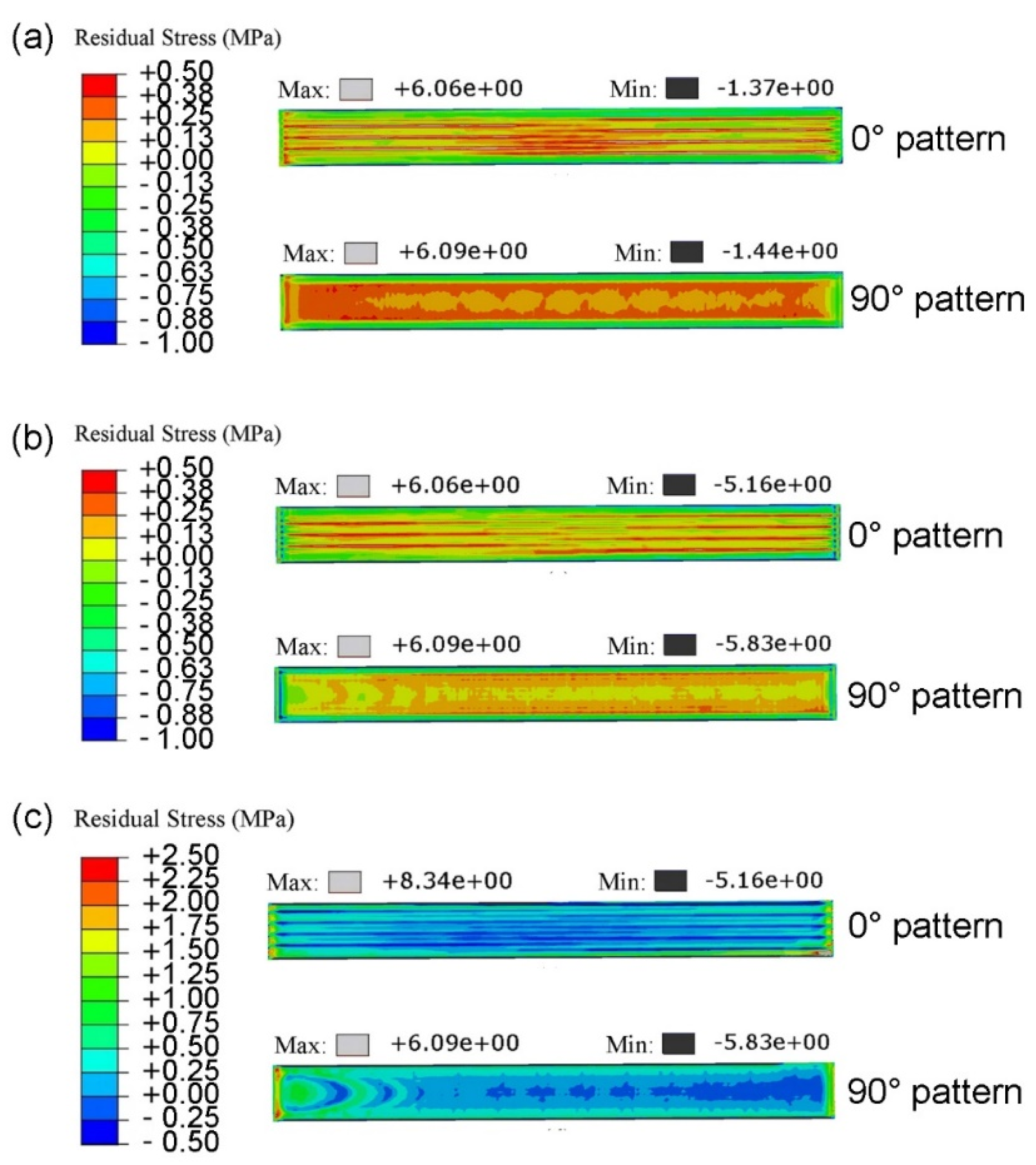
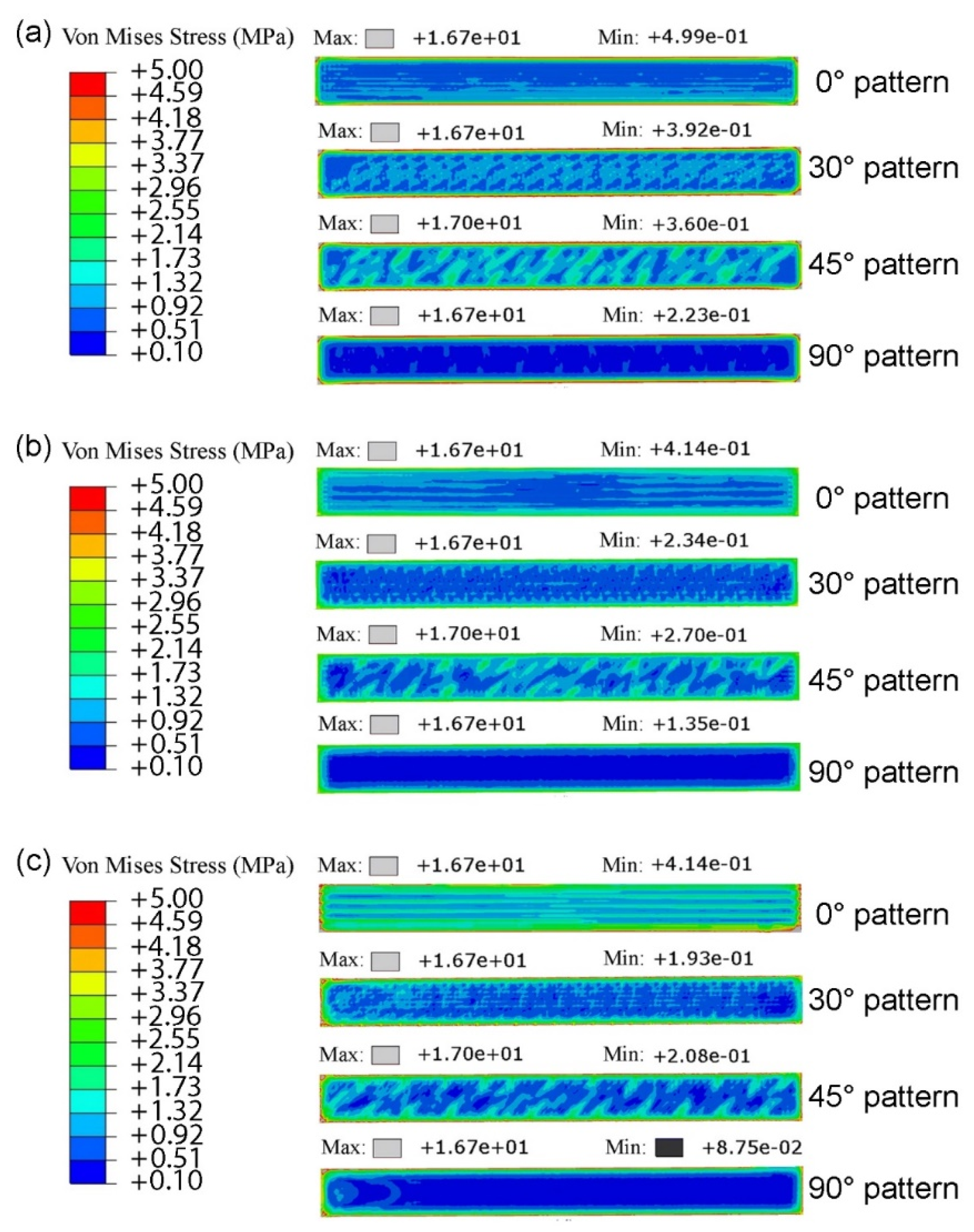
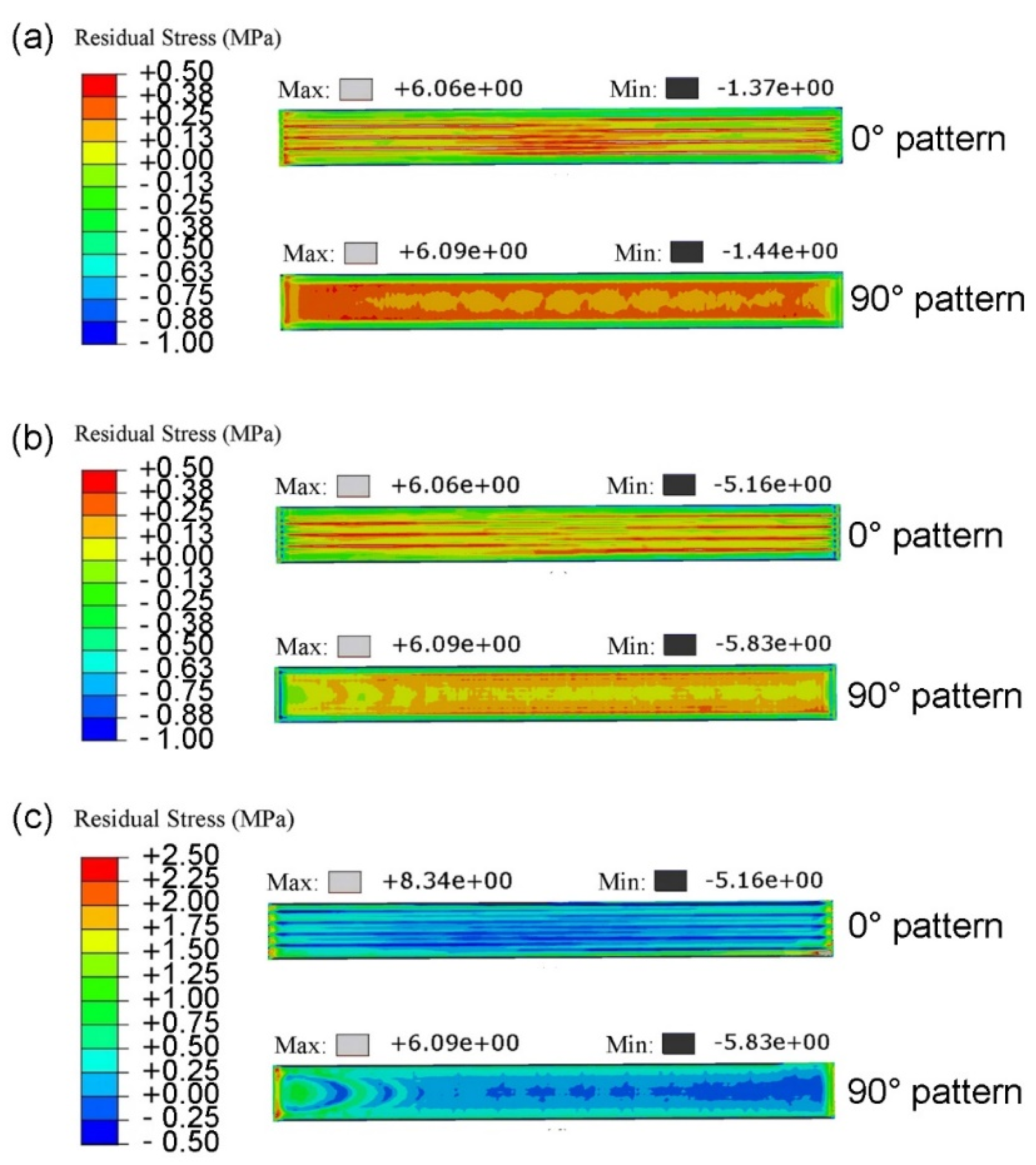
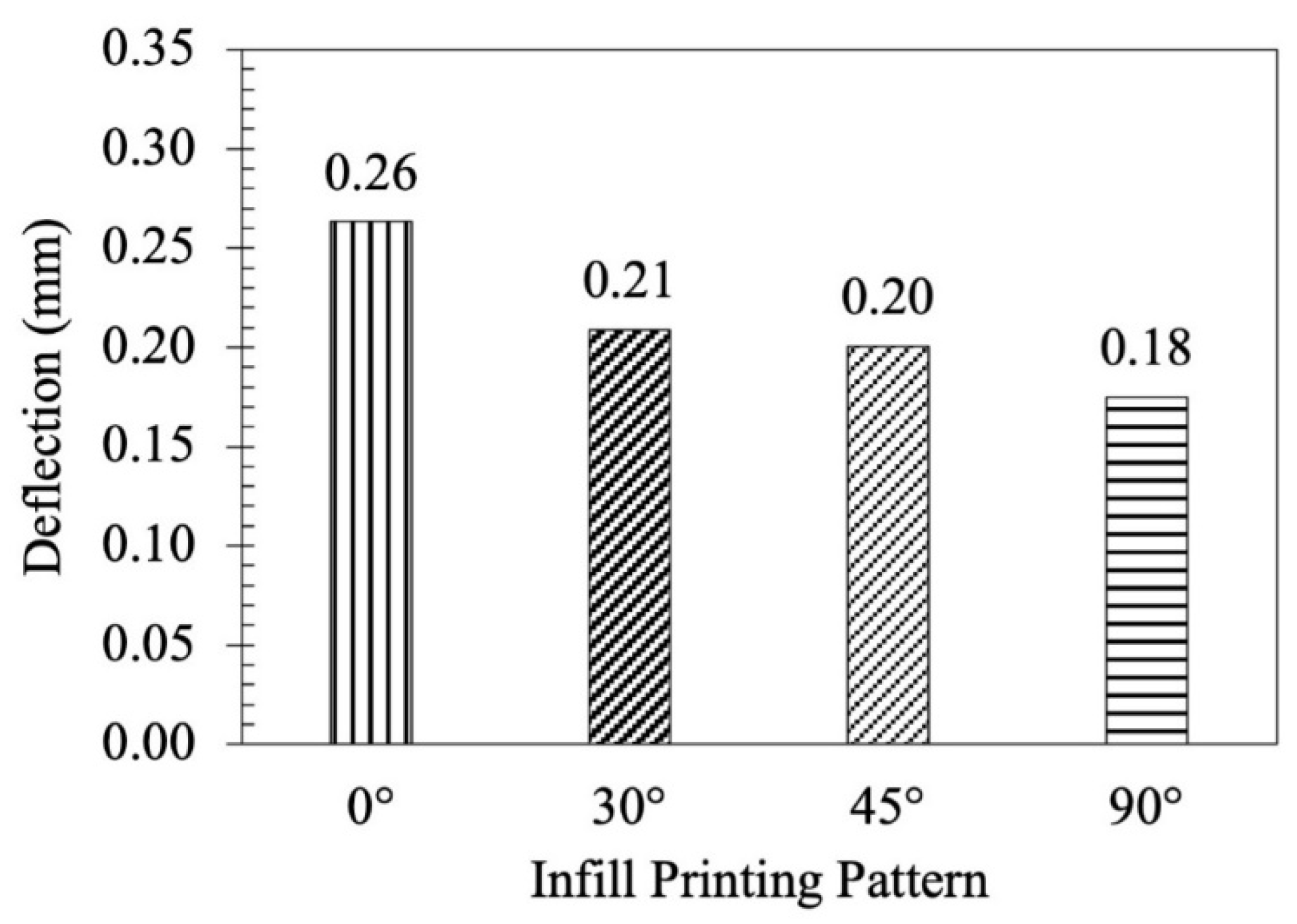
3.1. Effect of Printing Patterns on Residual Stress
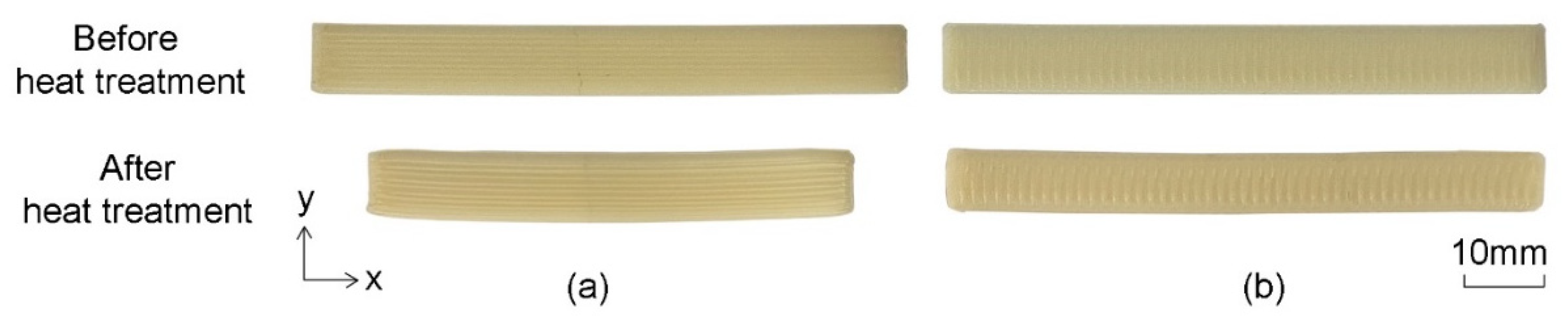
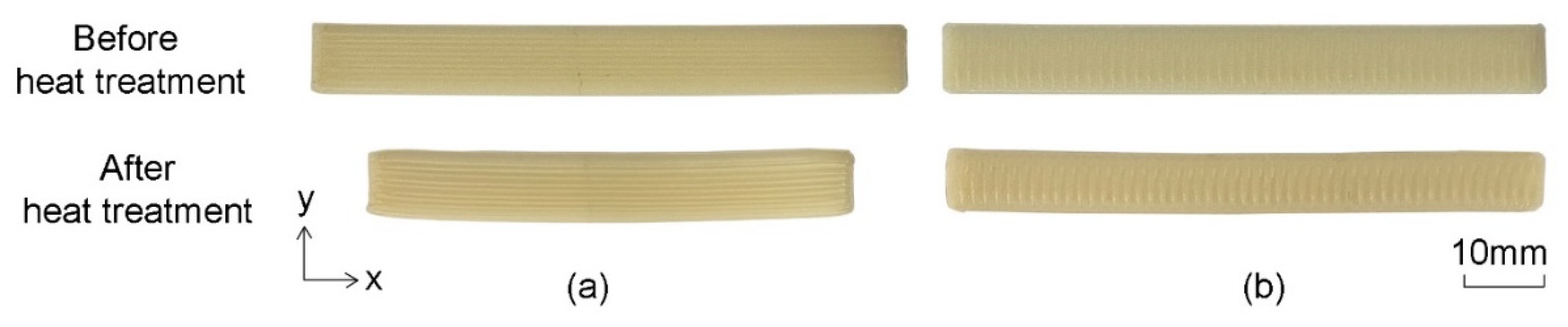
3.2. Characterisation of Thermal Shrinkage Behaviour
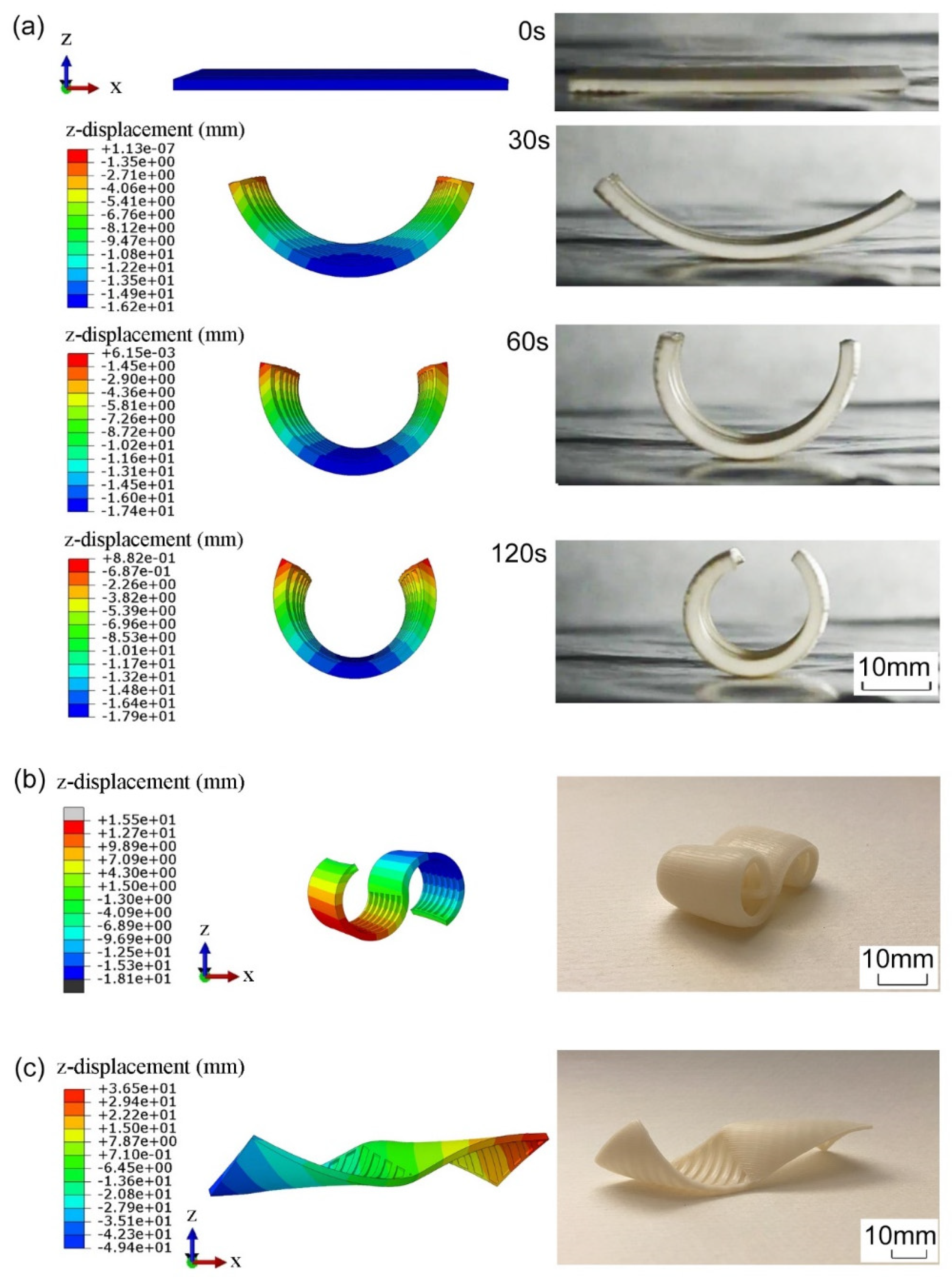
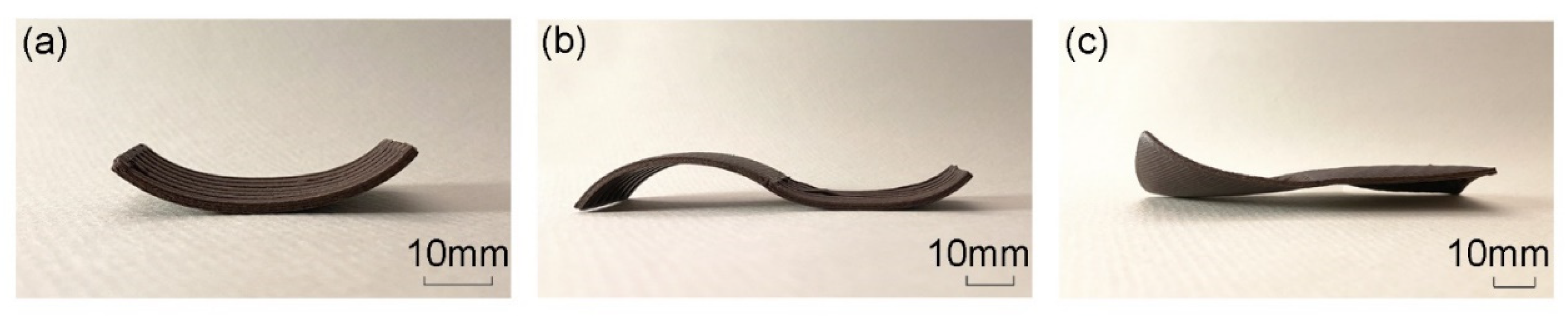
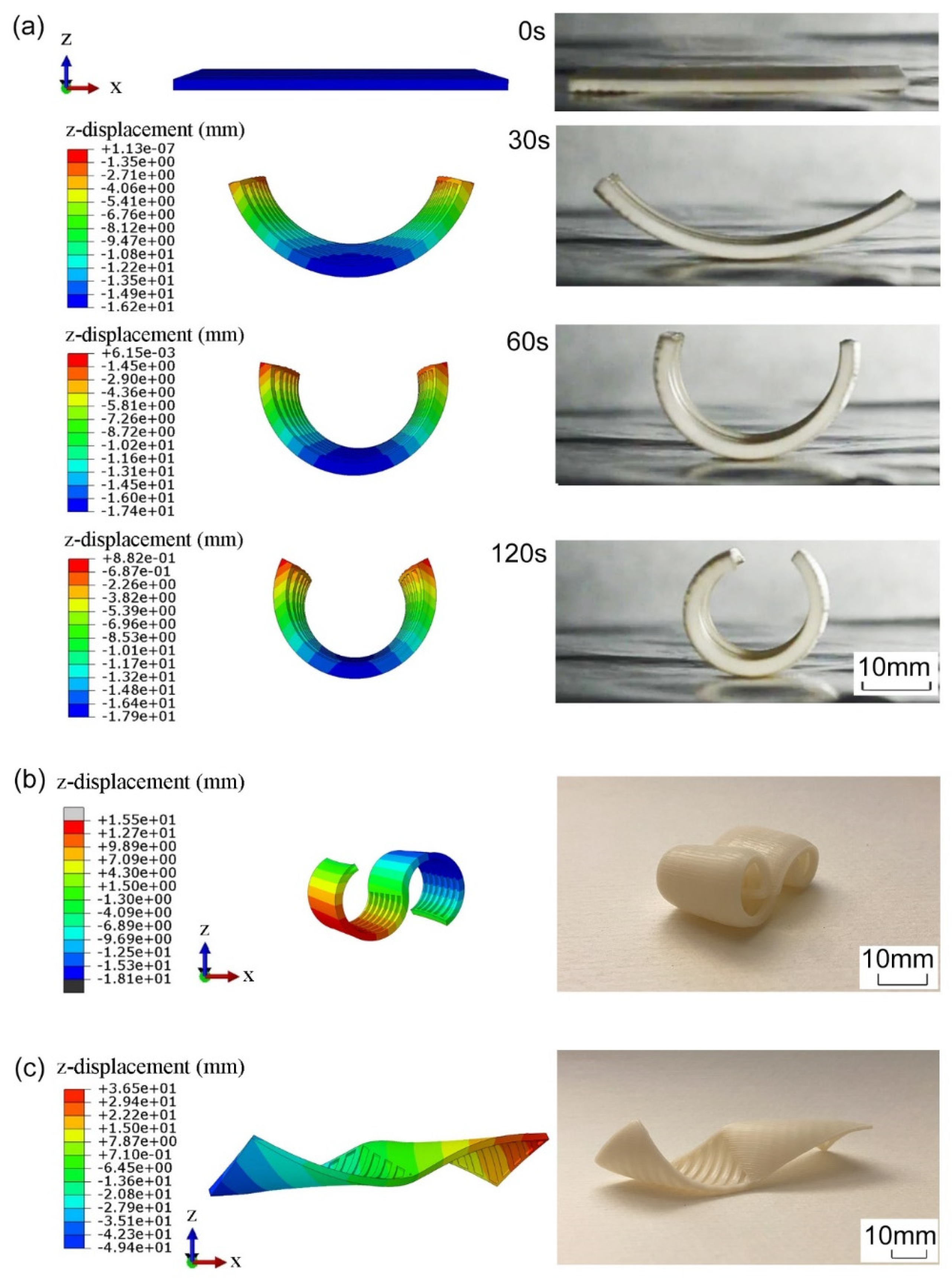
3.3. Four-Dimensional Printing of ABS and WPC
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tibbits, S. 4D printing: Multi-material shape change. Archit. Des. 2014, 84, 116–121. [Google Scholar] [CrossRef]
- Nishiguchi, A.; Zhang, H.; Schweizerhof, S.R.; Schulte, M.F.; Mourran, A.; Möller, M. 4D printing of a light-driven soft actuator with programmed printing density. ACS Appl. Mater. Interfaces 2020, 12, 12176–12185. [Google Scholar] [CrossRef] [PubMed]
- Kuang, X.; Roach, D.J.; Wu, J.; Hamel, C.M.; Ding, Z.; Wang, T.; Dunn, M.L.; Qi, H.J. Advances in 4D printing: Materials and applications. Adv. Funct. Mater. 2019, 29, 1805290. [Google Scholar] [CrossRef]
- Invernizzi, M.; Turri, S.; Levi, M.; Suriano, R. 4D printed thermally activated self-healing and shape memory polycaprolactone-based polymers. Eur. Polym. J. 2018, 101, 169–176. [Google Scholar] [CrossRef]
- Mahmood, A.; Akram, T.; Shenggui, C.; Chen, H. Revolutionizing manufacturing: A review of 4D printing materials, stimuli, and cutting-edge applications. Compos. Part B Eng. 2023, 110952. [Google Scholar] [CrossRef]
- Abdullah, T.; Okay, O. 4D Printing of Body Temperature-Responsive Hydrogels Based on Poly (acrylic acid) with Shape-Memory and Self-Healing Abilities. ACS Appl. Bio Mater. 2023, 6, 703–711. [Google Scholar] [CrossRef] [PubMed]
- Lu, X.; Ambulo, C.P.; Wang, S.; Rivera-Tarazona, L.K.; Kim, H.; Searles, K.; Ware, T.H. 4D-printing of photoswitchable actuators. Angew. Chem. Int. Ed. 2021, 60, 5536–5543. [Google Scholar] [CrossRef] [PubMed]
- Rastogi, P.; Kandasubramanian, B. Breakthrough in the printing tactics for stimuli-responsive materials: 4D printing. Chem. Eng. J. 2019, 366, 264–304. [Google Scholar] [CrossRef]
- Chu, H.; Yang, W.; Sun, L.; Cai, S.; Yang, R.; Liang, W.; Yu, H.; Liu, L. 4D printing: A review on recent progresses. Micromachines 2020, 11, 796. [Google Scholar] [CrossRef]
- Le Duigou, A.; Chabaud, G.; Scarpa, F.; Castro, M. Bioinspired electro-thermo-hygro reversible shape-changing materials by 4D printing. Adv. Funct. Mater. 2019, 29, 1903280. [Google Scholar] [CrossRef]
- Jiang, Z.; Shen, P.; Tan, M.L.; Yan, Q.; Viktorova, J.; Cementon, C.; Peng, X.; Xiao, P.; Connal, L.A. 3D and 4D printable dual cross-linked polymers with high strength and humidity-triggered reversible actuation. Mater. Adv. 2021, 2, 5124–5134. [Google Scholar] [CrossRef]
- de Kergariou, C.; Demoly, F.; Perriman, A.; Le Duigou, A.; Scarpa, F. The Design of 4D-Printed Hygromorphs: State-of-the-Art and Future Challenges. Adv. Funct. Mater. 2023, 33, 2210353. [Google Scholar] [CrossRef]
- Al Nahari, B.; Zarbane, K.; Beidouri, Z. The use of moisture-responsive materials in 4D printing. J. Achiev. Mater. Manuf. Eng. 2023, 119, 5–13. [Google Scholar]
- Dong, Y.; Wang, S.; Ke, Y.; Ding, L.; Zeng, X.; Magdassi, S.; Long, Y. 4D printed hydrogels: Fabrication, materials, and applications. Adv. Mater. Technol. 2020, 5, 2000034. [Google Scholar] [CrossRef]
- Tang, T.; Alfarhan, S.; Jin, K.; Li, X. 4D Printing of Seed Capsule-Inspired Hygro-Responsive Structures via Liquid Crystal Templating-Assisted Vat Photopolymerization. Adv. Funct. Mater. 2023, 33, 2211602. [Google Scholar] [CrossRef]
- Shanthamma, S.; Preethi, R.; Moses, J.; Anandharamakrishnan, C. 4D printing of sago starch with turmeric blends: A study on pH-triggered spontaneous color transformation. ACS Food Sci. Technol. 2021, 1, 669–679. [Google Scholar] [CrossRef]
- Teng, X.; Zhang, M.; Adhikari, B.; Ma, Y. 4D printed pH-responsive labels of methacrylic anhydride grafted konjac glucomannan for detecting quality changes in respiring climacteric fruits. Food Hydrocoll. 2024, 149, 109543. [Google Scholar] [CrossRef]
- Zhou, K.; Sun, R.; Wojciechowski, J.P.; Wang, R.; Yeow, J.; Zuo, Y.; Song, X.; Wang, C.; Shao, Y.; Stevens, M.M. 4D Multi-Material Printing of Soft Actuators with Spatial and Temporal Control. Adv. Mater. 2024, 2312135. [Google Scholar] [CrossRef] [PubMed]
- Pan, H.M.; Goto, A. Topology-Dependent pH-Responsive Actuation and Shape Memory Programming for Biomimetic 4D Printing. Macromol. Rapid Commun. 2023, 44, 2300074. [Google Scholar] [CrossRef]
- Narupai, B.; Smith, P.T.; Nelson, A. 4D printing of multi-stimuli responsive protein-based hydrogels for autonomous shape transformations. Adv. Funct. Mater. 2021, 31, 2011012. [Google Scholar] [CrossRef]
- Chen, A.Y.; Pegg, E.; Chen, A.; Jin, Z.; Gu, G.X. 4D printing of electroactive materials. Adv. Intell. Syst. 2021, 3, 2100019. [Google Scholar] [CrossRef]
- Huang, X.; Panahi-Sarmad, M.; Dong, K.; Li, R.; Chen, T.; Xiao, X. Tracing evolutions in electro-activated shape memory polymer composites with 4D printing strategies: A systematic review. Compos. Part A Appl. Sci. Manuf. 2021, 147, 106444. [Google Scholar] [CrossRef]
- Shao, L.-H.; Zhao, B.; Zhang, Q.; Xing, Y.; Zhang, K. 4D printing composite with electrically controlled local deformation. Extrem. Mech. Lett. 2020, 39, 100793. [Google Scholar] [CrossRef]
- Lalegani Dezaki, M.; Bodaghi, M. Sustainable 4D printing of magneto-electroactive shape memory polymer composites. Int. J. Adv. Manuf. Technol. 2023, 126, 35–48. [Google Scholar] [CrossRef]
- Fu, P.; Li, H.; Gong, J.; Fan, Z.; Smith, A.T.; Shen, K.; Khalfalla, T.O.; Huang, H.; Qian, X.; McCutcheon, J.R. 4D printing of polymers: Techniques, materials, and prospects. Prog. Polym. Sci. 2022, 126, 101506. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, Q.; Yi, S.; Lin, Z.; Wang, C.; Chen, Z.; Jiang, L. 4D printing of magnetoactive soft materials for on-demand magnetic actuation transformation. ACS Appl. Mater. Interfaces 2021, 13, 4174–4184. [Google Scholar] [CrossRef]
- Liu, H.; Wang, F.; Wu, W.; Dong, X.; Sang, L. 4D printing of mechanically robust PLA/TPU/Fe3O4 magneto-responsive shape memory polymers for smart structures. Compos. Part B Eng. 2023, 248, 110382. [Google Scholar] [CrossRef]
- Simińska-Stanny, J.; Nizioł, M.; Szymczyk-Ziółkowska, P.; Brożyna, M.; Junka, A.; Shavandi, A.; Podstawczyk, D. 4D printing of patterned multimaterial magnetic hydrogel actuators. Addit. Manuf. 2022, 49, 102506. [Google Scholar] [CrossRef]
- Zhao, W.; Zhang, F.; Leng, J.; Liu, Y. Personalized 4D printing of bioinspired tracheal scaffold concept based on magnetic stimulated shape memory composites. Compos. Sci. Technol. 2019, 184, 107866. [Google Scholar] [CrossRef]
- Zhang, F.; Wang, L.; Zheng, Z.; Liu, Y.; Leng, J. Magnetic Programming of 4D Printed Shape Memory Composite Structures; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- McLellan, K.; Li, T.; Sun, Y.-C.; Jakubinek, M.B.; Naguib, H.E. 4D printing of MXene composites for deployable actuating structures. ACS Appl. Polym. Mater. 2022, 4, 8774–8785. [Google Scholar] [CrossRef]
- Niazy, D.; Ashraf, M.; Bodaghi, M.; Zolfagharian, A. Resilient city perspective: 4D printing in art, architecture and construction. Mater. Today Sustain. 2024, 100708. [Google Scholar] [CrossRef]
- Lyu, Z.; Wang, J.; Chen, Y. 4D printing: Interdisciplinary integration of smart materials, structural design, and new functionality. Int. J. Extrem. Manuf. 2023, 5, 032011. [Google Scholar] [CrossRef]
- Nas, M.O. 4D Printing of Hygroscopic Wood Based Actuators for Climate Responsive Skin. Master’s Thesis, Middle East Technical University, Ankara, Turkey, 2023. [Google Scholar]
- Li, S. Review on development and application of 4D-printing technology in smart textiles. J. Eng. Fibers Fabr. 2023, 18, 15589250231177448. [Google Scholar] [CrossRef]
- Biswas, M.C.; Chakraborty, S.; Bhattacharjee, A.; Mohammed, Z. 4D printing of shape memory materials for textiles: Mechanism, mathematical modeling, and challenges. Adv. Funct. Mater. 2021, 31, 2100257. [Google Scholar] [CrossRef]
- Manaia, J.P.; Cerejo, F.; Duarte, J. Revolutionising textile manufacturing: A comprehensive review on 3D and 4D printing technologies. Fash. Text. 2023, 10, 20. [Google Scholar] [CrossRef]
- Zhang, Z.; Demir, K.G.; Gu, G.X. Developments in 4D-printing: A review on current smart materials, technologies, and applications. Int. J. Smart Nano Mater. 2019, 10, 205–224. [Google Scholar] [CrossRef]
- Zeng, S.; Gao, Y.; Tan, J.; Wei, Z. Self-Assembly by 4D Printing: Design and Fabrication of Sequential Self-Folding. In Smart Materials, Adaptive Structures and Intelligent Systems; American Society of Mechanical Engineers: New York, NY, USA, 2022; Volume 86274, p. V001T03A005. [Google Scholar]
- An, B.; Tao, Y.; Gu, J.; Cheng, T.; Chen, X.A.; Zhang, X.; Zhao, W.; Do, Y.; Takahashi, S.; Wu, H.-Y. Thermorph: Democratizing 4D printing of self-folding materials and interfaces. In Proceedings of the 2018 CHI Conference on Human Factors in Computing Systems, Montreal, QC, Canada, 21–26 April 2018; pp. 1–12. [Google Scholar]
- Deng, D.; Chen, Y. 4D printing: Design and fabrication of 3D shell structures with curved surfaces using controlled self-folding. In Proceedings of the International Manufacturing Science and Engineering Conference, London, UK, 1–3 July 2015; American Society of Mechanical Engineers: New York, NY, USA, 2015; Volume 56826, p. V001T02A070. [Google Scholar]
- Zhao, W.; Li, N.; Liu, L.; Leng, J.; Liu, Y. Origami derived self-assembly stents fabricated via 4D printing. Compos. Struct. 2022, 293, 115669. [Google Scholar] [CrossRef]
- Li, X.; Shang, J.; Wang, Z. Intelligent materials: A review of applications in 4D printing. Assem. Autom. 2017, 37, 170–185. [Google Scholar] [CrossRef]
- Subeshan, B.; Baddam, Y.; Asmatulu, E. Current progress of 4D-printing technology. Prog. Addit. Manuf. 2021, 6, 495–516. [Google Scholar] [CrossRef]
- McLellan, K.; Sun, Y.-C.; Naguib, H.E. A review of 4D printing: Materials, structures, and designs towards the printing of biomedical wearable devices. Bioprinting 2022, 27, e00217. [Google Scholar] [CrossRef]
- Wang, Y.; Cui, H.; Esworthy, T.; Mei, D.; Wang, Y.; Zhang, L.G. Emerging 4D printing strategies for next-generation tissue regeneration and medical devices. Adv. Mater. 2022, 34, 2109198. [Google Scholar] [CrossRef] [PubMed]
- Ramezani, M.; Mohd Ripin, Z. 4D printing in biomedical engineering: Advancements, challenges, and future directions. J. Funct. Biomater. 2023, 14, 347. [Google Scholar] [CrossRef] [PubMed]
- Khalid, M.Y.; Arif, Z.U.; Noroozi, R.; Zolfagharian, A.; Bodaghi, M. 4D printing of shape memory polymer composites: A review on fabrication techniques, applications, and future perspectives. J. Manuf. Process. 2022, 81, 759–797. [Google Scholar] [CrossRef]
- Hann, S.Y.; Cui, H.; Nowicki, M.; Zhang, L.G. 4D printing soft robotics for biomedical applications. Addit. Manuf. 2020, 36, 101567. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Ahmed, W.; Umer, R.; Zolfagharian, A.; Bodaghi, M. 4D printing: Technological developments in robotics applications. Sens. Actuators A Phys. 2022, 343, 113670. [Google Scholar] [CrossRef]
- Soleimanzadeh, H.; Rolfe, B.; Bodaghi, M.; Jamalabadi, M.; Zhang, X.; Zolfagharian, A. Sustainable robots 4D printing. Adv. Sustain. Syst. 2023, 7, 2300289. [Google Scholar] [CrossRef]
- Mei, S.; Wang, J.; Li, Z.; Ding, B.; Li, S.; Chen, X.; Zhao, W.; Zhang, Y.; Zhang, X.; Cui, Z. 4D printing of polyamide 1212 based shape memory thermoplastic polyamide elastomers by selective laser sintering. J. Manuf. Process. 2023, 92, 157–164. [Google Scholar] [CrossRef]
- Weber, R.; Kuhlow, M.; Spierings, A.B.; Wegener, K. 4D printed assembly of sensors and actuators in complex formed metallic lightweight structures. J. Manuf. Process. 2023, 90, 406–417. [Google Scholar] [CrossRef]
- Zhan, J.; Wu, J.; Ma, R.; Li, K.; Lin, J.; Murr, L.E. Tuning the functional properties by laser powder bed fusion with partitioned repetitive laser scanning: Toward editable 4D printing of NiTi alloys. J. Manuf. Process. 2023, 101, 1468–1481. [Google Scholar] [CrossRef]
- Singh, S.; Singh, G.; Prakash, C.; Ramakrishna, S. Current status and future directions of fused filament fabrication. J. Manuf. Process. 2020, 55, 288–306. [Google Scholar] [CrossRef]
- Dey, A.; Yodo, N. A systematic survey of FDM process parameter optimization and their influence on part characteristics. J. Manuf. Mater. Process. 2019, 3, 64. [Google Scholar] [CrossRef]
- Xiao, R.; Nguyen, T.D. Thermo-mechanics of amorphous shape-memory polymers. Procedia Iutam 2015, 12, 154–161. [Google Scholar] [CrossRef]
- Carrell, J.; Gruss, G.; Gomez, E. Four-dimensional printing using fused-deposition modeling: A review. Rapid Prototyp. J. 2020, 26, 855–869. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Ahmed, W. 4D printing: Technological and manufacturing renaissance. Macromol. Mater. Eng. 2022, 307, 2200003. [Google Scholar] [CrossRef]
- Soleyman, E.; Aberoumand, M.; Soltanmohammadi, K.; Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. 4D printing of PET-G via FDM including tailormade excess third shape. Manuf. Lett. 2022, 33, 1–4. [Google Scholar] [CrossRef]
- Barletta, M.; Gisario, A.; Mehrpouya, M. 4D printing of shape memory polylactic acid (PLA) components: Investigating the role of the operational parameters in fused deposition modelling (FDM). J. Manuf. Process. 2021, 61, 473–480. [Google Scholar] [CrossRef]
- Aberoumand, M.; Rahmatabadi, D.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. Stress Recovery and Stress Relaxation Behaviors of PVC 4D Printed by FDM Technology for High-Performance Actuation Applications. Sens. Actuators A Phys. 2023, 114572. [Google Scholar] [CrossRef]
- Yu, Y.; Liu, H.; Qian, K.; Yang, H.; McGehee, M.; Gu, J.; Luo, D.; Yao, L.; Zhang, Y.J. Material characterization and precise finite element analysis of fiber reinforced thermoplastic composites for 4D printing. Comput.-Aided Des. 2020, 122, 102817. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Kim, J. 4D-printing—Fused deposition modeling printing and PolyJet printing with shape memory polymers composite. Fibers Polym. 2020, 21, 2364–2372. [Google Scholar] [CrossRef]
- Bodaghi, M.; Serjouei, A.; Zolfagharian, A.; Fotouhi, M.; Rahman, H.; Durand, D. Reversible energy absorbing meta-sandwiches by FDM 4D printing. Int. J. Mech. Sci. 2020, 173, 105451. [Google Scholar] [CrossRef]
- Wang, Y.; Li, X. 4D-printed bi-material composite laminate for manufacturing reversible shape-change structures. Compos. Part B Eng. 2021, 219, 108918. [Google Scholar] [CrossRef]
- Nezhad, I.S.; Golzar, M.; Behravesh, A.H.; Zare, S. Comprehensive study on shape shifting behaviors in FDM-based 4D printing of bilayer structures. Int. J. Adv. Manuf. Technol. 2022, 120, 959–974. [Google Scholar] [CrossRef]
- Moradi, M.; Dezaki, M.L.; Kheyri, E.; Rasouli, S.A.; Attar, M.A.; Bodaghi, M. Simultaneous FDM 4D printing and magnetizing of iron-filled polylactic acid polymers. J. Magn. Magn. Mater. 2023, 568, 170425. [Google Scholar] [CrossRef]
- Zhang, Q.; Yan, D.; Zhang, K.; Hu, G. Pattern transformation of heat-shrinkable polymer by three-dimensional (3D) printing technique. Sci. Rep. 2015, 5, 8936. [Google Scholar] [CrossRef] [PubMed]
- Wang, G.; Yang, H.; Yan, Z.; Gecer Ulu, N.; Tao, Y.; Gu, J.; Kara, L.B.; Yao, L. 4DMesh: 4D printing morphing non-developable mesh surfaces. In Proceedings of the 31st Annual ACM Symposium on User Interface Software and Technology, Berlin, Germany, 14–17 October 2018; pp. 623–635. [Google Scholar]
- Gu, J.; Breen, D.E.; Hu, J.; Zhu, L.; Tao, Y.; Van de Zande, T.; Wang, G.; Zhang, Y.J.; Yao, L. Geodesy: Self-rising 2.5 d tiles by printing along 2d geodesic closed path. In Proceedings of the 2019 CHI Conference on Human Factors in Computing Systems, Scotland, UK, 4–9 May 2019; pp. 1–10. [Google Scholar]
- Wang, G.; Tao, Y.; Capunaman, O.B.; Yang, H.; Yao, L. A-line: 4D printing morphing linear composite structures. In Proceedings of the 2019 CHI Conference on Human Factors in Computing Systems, Scotland, UK, 4–9 May 2019; pp. 1–12. [Google Scholar]
- Wu, P.; Yu, T.; Chen, M.; Hui, D. Effect of printing speed and part geometry on the self-deformation behaviors of 4D printed shape memory PLA using FDM. J. Manuf. Process. 2022, 84, 1507–1518. [Google Scholar] [CrossRef]
- Hosseinzadeh, M.; Ghoreishi, M.; Narooei, K. 4D printing of shape memory polylactic acid beams: An experimental investigation into FDM additive manufacturing process parameters, mathematical modeling, and optimization. J. Manuf. Process. 2023, 85, 774–782. [Google Scholar] [CrossRef]
- Wang, Y.; Li, X. An accurate finite element approach for programming 4D-printed self-morphing structures produced by fused deposition modeling. Mech. Mater. 2020, 151, 103628. [Google Scholar] [CrossRef]
- Goo, B.; Hong, C.-H.; Park, K. 4D printing using anisotropic thermal deformation of 3D-printed thermoplastic parts. Mater. Des. 2020, 188, 108485. [Google Scholar] [CrossRef]
- Samy, A.A.; Golbang, A.; Harkin-Jones, E.; Archer, E.; Tormey, D.; McIlhagger, A. Finite element analysis of residual stress and warpage in a 3D printed semi-crystalline polymer: Effect of ambient temperature and nozzle speed. J. Manuf. Process. 2021, 70, 389–399. [Google Scholar] [CrossRef]
- Santos, T.; Belbut, M.; Amaral, J.; Amaral, V.; Ferreira, N.; Alves, N.; Pascoal-Faria, P. Insights into Temperature Simulation and Validation of Fused Deposition Modeling Processes. J. Manuf. Mater. Process. 2023, 7, 189. [Google Scholar] [CrossRef]
- Dubey, D.; Mirhakimi, A.S.; Elbestawi, M.A. Negative Thermal Expansion Metamaterials: A Review of Design, Fabrication, and Applications. J. Manuf. Mater. Process. 2024, 8, 40. [Google Scholar] [CrossRef]
- Li, S.; Wang, K. Plant-inspired adaptive structures and materials for morphing and actuation: A review. Bioinspiration Biomim. 2016, 12, 011001. [Google Scholar] [CrossRef]
- Lachenal, X.; Daynes, S.; Weaver, P.M. Review of morphing concepts and materials for wind turbine blade applications. Wind Energy 2013, 16, 283–307. [Google Scholar] [CrossRef]
- Chillara, V.; Dapino, M. Review of morphing laminated composites. Appl. Mech. Rev. 2020, 72, 010801. [Google Scholar] [CrossRef]
- Koirala, S.; Prakash, S.; Karim, A.; Bhandari, B. Shape morphing of foods: Mechanism, strategies, and applications. Trends Food Sci. Technol. 2023, 104135. [Google Scholar] [CrossRef]
- Ren, L.; Wang, Z.; Ren, L.; Xu, C.; Li, B.; Shi, Y.; Liu, Q. Understanding the role of process parameters in 4D printing: A review. Compos. Part B Eng. 2023, 110938. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, R.; Farina, I. On the 3D printing of recycled ABS, PLA and HIPS thermoplastics for structural applications. PSU Res. Rev. 2018, 2, 115–137. [Google Scholar] [CrossRef]
- Lee, J.-Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Rodríguez-Panes, A.; Claver, J.; Camacho, A.M. The influence of manufacturing parameters on the mechanical behaviour of PLA and ABS pieces manufactured by FDM: A comparative analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef]
- Rutkowski, J.V.; Levin, B.C. Acrylonitrile–butadiene–styrene copolymers (ABS): Pyrolysis and combustion products and their toxicity—A review of the literature. Fire Mater. 1986, 10, 93–105. [Google Scholar] [CrossRef]
- Kumar, S.; Kruth, J.-P. Composites by rapid prototyping technology. Mater. Des. 2010, 31, 850–856. [Google Scholar] [CrossRef]
- Pringle, A.M.; Rudnicki, M.; Pearce, J.M. Wood furniture waste–based recycled 3-D printing filament. For. Prod. J. 2018, 68, 86–95. [Google Scholar] [CrossRef]
- Cattenone, A.; Morganti, S.; Alaimo, G.; Auricchio, F. Finite element analysis of additive manufacturing based on fused deposition modeling: Distortions prediction and comparison with experimental data. J. Manuf. Sci. Eng. 2019, 141. [Google Scholar] [CrossRef]
- Li, L.; Sun, Q.; Bellehumeur, C.; Gu, P. Investigation of bond formation in FDM process. In Proceedings of the 2002 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 5–7 August 2002. [Google Scholar]
- Morgan, R.V.; Reid, R.S.; Baker, A.M.; Lucero, B.; Bernardin, J.D. Emissivity Measurements of Additively Manufactured Materials; Los Alamos National Lab. (LANL): Los Alamos, NM, USA, 2017. [Google Scholar]
- Armillotta, A.; Bellotti, M.; Cavallaro, M. Warpage of FDM parts: Experimental tests and analytic model. Robot. Comput.-Integr. Manuf. 2018, 50, 140–152. [Google Scholar] [CrossRef]
- Hieber, C.A. Melt-viscosity characterization and its application to injection molding. In Injection and Compression Molding Fundamentals; Routledge: London, UK, 2017; pp. 1–136. [Google Scholar]
- Richeton, J.; Ahzi, S.; Vecchio, K.S.; Jiang, F.C.; Adharapurapu, R.R. Influence of temperature and strain rate on the mechanical behavior of three amorphous polymers: Characterization and modeling of the compressive yield stress. Int. J. Solids Struct. 2006, 43, 2318–2335. [Google Scholar] [CrossRef]
- Song, P.; Cao, Z.; Meng, Q.; Fu, S.; Fang, Z.; Wu, Q.; Ye, J. Effect of lignin incorporation and reactive compatibilization on the morphological, rheological, and mechanical properties of ABS resin. J. Macromol. Sci. Part B 2012, 51, 720–735. [Google Scholar] [CrossRef]
- British Standard/International Organization for Standardization. Borosilicate Glass 3.3—Properties (BS ISO Standard No. 3585:1998). 1998. Available online: https://www.iso.org/standard/24774.html (accessed on 10 April 2024).
- Huang, Y.; Löschke, S.; Proust, G. In the mix: The effect of wood composition on the 3D printability and mechanical performance of wood-plastic composites. Compos. Part C Open Access 2021, 5, 100140. [Google Scholar] [CrossRef]
- Bi, X.; Huang, R. 3D printing of natural fiber and composites: A state-of-the-art review. Mater. Des. 2022, 222, 111065. [Google Scholar] [CrossRef]
- Mussa, H.M.; Salih, T.W.M. Experimental Investigation on Thermal Properties of Wood-Plastic Composites as Flat Panels. J. Eng. Res. 2021, 9. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (×10−12 t/mm3) | Thermal Expansion Coefficient (×10−6 °C−1) | Poisson’s Ratio | Emissivity | Film Coefficient (mW/mm2 °C) |
|---|---|---|---|---|
| 1050 | 90 | 0.32 | 0.92 | 8 × 10−3 |
| Density (×10−12 t/mm3) | Thermal Conductivity (mW/mm·°C) | Specific Heat (×106 mJ/t·°C) | Thermal Expansion Coefficient (×10−6 °C−1) | Elastic Modulus (MPa) | Poisson’s Ratio |
|---|---|---|---|---|---|
| 2230 | 1.2 | 900 | 3.30 | 64,000 | 0.20 |
| Filament | Printing Temperature, Tp (°C) | Printer Bed Temperature, Tb (°C) | Printing Speed (mm/min) | Layer Thickness (mm) | Fill Density |
|---|---|---|---|---|---|
| ABS | 245 | 100 | 1200 | 0.2 | 100% |
| WPC | 235 | 110 | 1200 | 0.2 | 100% |
| Effective Thermal Expansion Coefficient (×10−3/°C) | 0° Printing Pattern Specimens | 90° Printing Pattern Specimens |
|---|---|---|
| αx | −1.80 ± 0.51 | −0.21 ± 0.05 |
| αy | 0.47 ± 0.28 | −0.98 ± 0.09 |
| αz | 2.52 ± 0.78 | 2.72 ± 1.12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, Y.; Löschke, S.; Gan, Y.; Proust, G. Interrelations between Printing Patterns and Residual Stress in Fused Deposition Modelling for the 4D Printing of Acrylonitrile Butadiene Styrene and Wood–Plastic Composites. J. Manuf. Mater. Process. 2024, 8, 77. https://doi.org/10.3390/jmmp8020077
Huang Y, Löschke S, Gan Y, Proust G. Interrelations between Printing Patterns and Residual Stress in Fused Deposition Modelling for the 4D Printing of Acrylonitrile Butadiene Styrene and Wood–Plastic Composites. Journal of Manufacturing and Materials Processing. 2024; 8(2):77. https://doi.org/10.3390/jmmp8020077
Chicago/Turabian StyleHuang, Yerong, Sandra Löschke, Yixiang Gan, and Gwénaëlle Proust. 2024. "Interrelations between Printing Patterns and Residual Stress in Fused Deposition Modelling for the 4D Printing of Acrylonitrile Butadiene Styrene and Wood–Plastic Composites" Journal of Manufacturing and Materials Processing 8, no. 2: 77. https://doi.org/10.3390/jmmp8020077
APA StyleHuang, Y., Löschke, S., Gan, Y., & Proust, G. (2024). Interrelations between Printing Patterns and Residual Stress in Fused Deposition Modelling for the 4D Printing of Acrylonitrile Butadiene Styrene and Wood–Plastic Composites. Journal of Manufacturing and Materials Processing, 8(2), 77. https://doi.org/10.3390/jmmp8020077