Abstract
The vast majority of different waste building units have negative environmental impacts around the world. Crushed building units can be recycled and utilized in the concrete industry to solve these problems and maintain natural resources. This study investigated the feasibility of employing crushed autoclaved aerated concrete (CAAC) and crushed clay brick (CCB) as a lightweight aggregate (LWA) to fabricate environmentally friendly recycled lightweight concrete (LWC). In addition, a lightweight expanded clay aggregate (LECA) was also used as an LWA, namely to study how the high porosity of an LWA can adversely affect the properties of LWC. Through the experimental program, all types of LWAs were pre-treated and strengthened with two cementitious grouts, and then the performance of the produced LWC was assessed by determining the slump of fresh concrete, the dry density, the unconfined compressive strength, and the splitting tensile strength at ages of 3, 7, 28, and 56 days. The laboratory results revealed that both CCB and CAAC can be reused as full substitutions for normal-weight coarse aggregate to manufacture LWC with appropriate properties. The obtained data show that the properties of an LECA, CCB, and CAAC were improved, and the porous structure can be strengthened by pre-treatment and coating with grouts. In the same way, the mechanical performance of produced LWC is also enhanced.
1. Introduction
Lightweight concrete (LWC) has been utilized for a significant number of construction purposes in numerous structural sectors worldwide [1]. LWC is not a contemporary achievement of civil engineering and concrete technology as it has been used since the ancient and Roman Empire periods [2]. The main feature which distinguishes LWC from normal-weight concrete (NWC) is the unit weight; generally, LWC has a substantially lower unit weight relative to NWC [3]. The equilibrium density of LWC is not more than 1920 kg/m3 [4]. The special properties of LWC are higher thermal and acoustical insulation compared with NWC [5]. Moreover, the dead loads of a structure are significantly reduced when LWC is employed as a structural element [4].
The three main categories of LWC are (1) LWC fabricated with a lightweight aggregate (LWA) of low unit weight and specific gravity, (2) LWC containing with large voids and generally called aerated or foamed concrete, and (3) LWC manufactured with a normal coarse aggregate and without a normal fine aggregate, characterized by a large amount of voids and called non-fine aggregate [1,6]. The proportional volume of inert filler (i.e., aggregate) in concrete is approximately 60–80% [7], and more than 10,000 million tons of different types of aggregate are utilized annually worldwide for concrete production [8], leading to a significant decrease in the amount of natural resources available and causing negative environmental issues. For these reasons, an enormous number of previous studies have examined the use of various recycling materials as renewable sources of aggregates in the production of LWC [9,10,11,12,13,14,15,16].
In recent decades, a huge volume of demolition waste has been generated during construction and demolition periods due to the rapid development in numerous construction sectors. A huge variety of types of waste are generated during both construction and demolition processes, for instance, concrete debris, various building units’ fragments, crushed tile and ceramic, crushed glass, and others [17,18,19,20]. In addition to that, considerable amounts of building units are damaged during the production or transportation process to the construction sites and thus are rejected, meaning they cannot be used [21]. Critical environmental problems have occurred as a result of the dumping or disposing of these waste materials into landfills, leading to pollution in the soil, water, and atmosphere [17].
As a sustainable approach, recycling these waste substances is one of the most important solutions to diminish their negative impact on the environment, reduce the consumption of natural resources, and fabricate eco-friendly cement-based composites [22,23]. Considerable amounts of destroyed clay brick units and autoclaved aerated concrete units are generated during production, transportation, and construction procedures [21]. The damaged part could be rejected because of the difficulty in employing it and due to being off-standard. A significant sustainable approach should be adopted to investigate the suitability of recycling the damaged building units into cement-based material fabrication. A promising technique to utilize damaged building units is crushing and grading them to then be employed as fine or coarse aggregates in the fabrication of a new environmentally friendly green concrete due to a significant shortage in the amounts natural aggregate resources [21,24]; other benefits can also be obtained from crushed clay brick (CCB) such as its pozzolanic behavior that allows one to enhance the microstructure of cementitious materials [25,26]. Furthermore, internal curing can be achieved through the incorporation of crushed autoclaved aerated concrete (CAAC) and CCB by means of partial replacement with natural aggregates [18,27]. CCB is utilized effectively as an aggregate in the production of eco-friendly LWC. Adem et al. have employed three types of CCB from different sources as coarse aggregates with a full substitution for natural coarse aggregates; the fine aggregate used was river sand. The experimental findings revealed that LWC can be produced by using CCB as a coarse aggregate and the properties were within the limits of specification for LWC [28]. Another study was conducted to investigate the performance of LWC fabricated with 100% CCB as a coarse aggregate and by-product sand from steel molding industries as a fine aggregate, with different replacement percentages ranging between 0 and 100%. The result of the study demonstrated that structural LWC can be manufactured using CCB as a coarse aggregate and a (40%) replacement of river sand with discarded foundry sand [29]. The same findings were also obtained by Noaman et al., who used red and/or yellow CCB [30]. CAAC was used by Demir et al. as a natural coarse aggregate replacement with percentages of 50 and 100%; the results revealed the feasibility of producing LWC with this crushed waste substance, leading to a decrease in both the density and strength of LWC. The fresh properties of LWC can be expressed in terms of a slump test decrease when using CAAC as a lightweight aggregate (LWA) [31]. In the same way, CAAC can be used to partially replace granite aggregates at percentages of 10, 20, 30, 40, 50, and 60%, with three types of cement (i.e., ordinary Portland cement, and two pozzolanic cements based on fly ash and granulated blast furnaces slag). The experimental programs proved that the optimum percentage at which to incorporate CAAC is 30, 31, and 29.5% according to the variety of cement type, respectively [32].
Despite the fact that CCB and CAAC have been widely used in the production of LWC as full or partial replacements of natural aggregates in an enormous number of previous experimental studies, they adversely affect the fresh behavioral properties of LWC concerning workability because of their high porosity and water absorption capacity [33]. The compressive strength as well as the unit weight of produced concrete is also reduced as a result of the replacement of natural aggregates with these recycled waste materials [15,30]. Various solutions were implemented in previous studies to reduce the adverse effect of high absorption, using recycled aggregates with saturated surfaces and dry conditions, as adopted by Aliabdo et al. [34]. Researchers increased the water demand in the fresh mixture to maintain the workability of fresh concrete [35]. Using a high-range water-reducing admixture is another solution adopted by previous studies [36,37]. Pre-treating the surfaces of recycled aggregate particles with cement grout (CG) or other pozzolanic slurries can be effective in reducing the amount of pores and reducing the aggregate’s tendency to absorb water [38]. The experimental study conducted by Yang et al. showed the enhancement of the mechanical properties of LWC with a higher resistance to chloride ion ingress if the recycled aggregate is pre-treated with pozzolan slurry; the microstructure and interfacial transition zone (I.T.Z) are also improved as a result of pre-treatment [39]. According to previous studies, the experimental works adopted in this study aim to produce LWC with three different types of LWAs, and then to investigate the behavior of the fabricated LWC when these aggregates are pre-treated with both CG and pozzolana-based grout.
In the present study, a pre-treating approach is adopted to enhance the quality of CCB and CAAC (i.e., as recycled aggregates) and a lightweight expanded clay aggregate (LECA), which is the most available type of LWA in local Iraqi markets, and to study the fresh properties of the resultant LWC in terms of workability. The density, compressive strength, and splitting tensile strength of the LWC are also examined at early and later ages. In addition, these examined properties are compared with LWC containing these three categories of LWAs in saturated surface dry conditions to clearly illustrate the effect of pre-treating LWAs on the resultant LWC. Another goal is achieved through the experimental program, which is examining the impact of utilizing different treating substances on the efficiency of the treating technique.
2. Materials
All materials used through the experimental works are locally available in Iraqi markets. Portland cement with the trademark of Al-Jisir produced by Lafarge company was used as the binding material for preparing CG, pozzolana slurry, and LWC. The physical and chemical properties of the used cement comply with the Iraqi standard limits No. (5) [40], as illustrated in Table 1.

Table 1.
Physical properties and chemical composition of OPC.
Densified silica fume (SF) supplied by a conmix company known as MegaAdd MS(D) with a specific gravity ranging between 2.10 and 2.40 and a bulk density of 500–700 kg/m3 was used as the pozzolanic material in preparing pozzolana slurry, which was employed in the pre-treatment process of all types of LWAs. The status of SF was amorphous according to the supplier information and provided high pozzolanic activity upon reaction with cement [41]. Table 2 shows the physical and chemical properties of SF according to the technical data sheet of this product; all properties comply with the limit of (ASTM C-618) [42].
Table 2.
Physical and chemical properties of SF.
Superplasticizer was used as a dispersing agent in the laboratory experimental procedure to prepare the pozzolana slurry. It was used to prevent the agglomeration of SF, to ensure sufficient dispersing of fine SF, and to obtain homogeneous slurry for the effective pre-treating process of LWAs. For this, Fosroc Structuro W420 was used. It is liquid with a light yellow color and a specific gravity of 1.04 based on the technical data sheet of the product provided by the supplier.
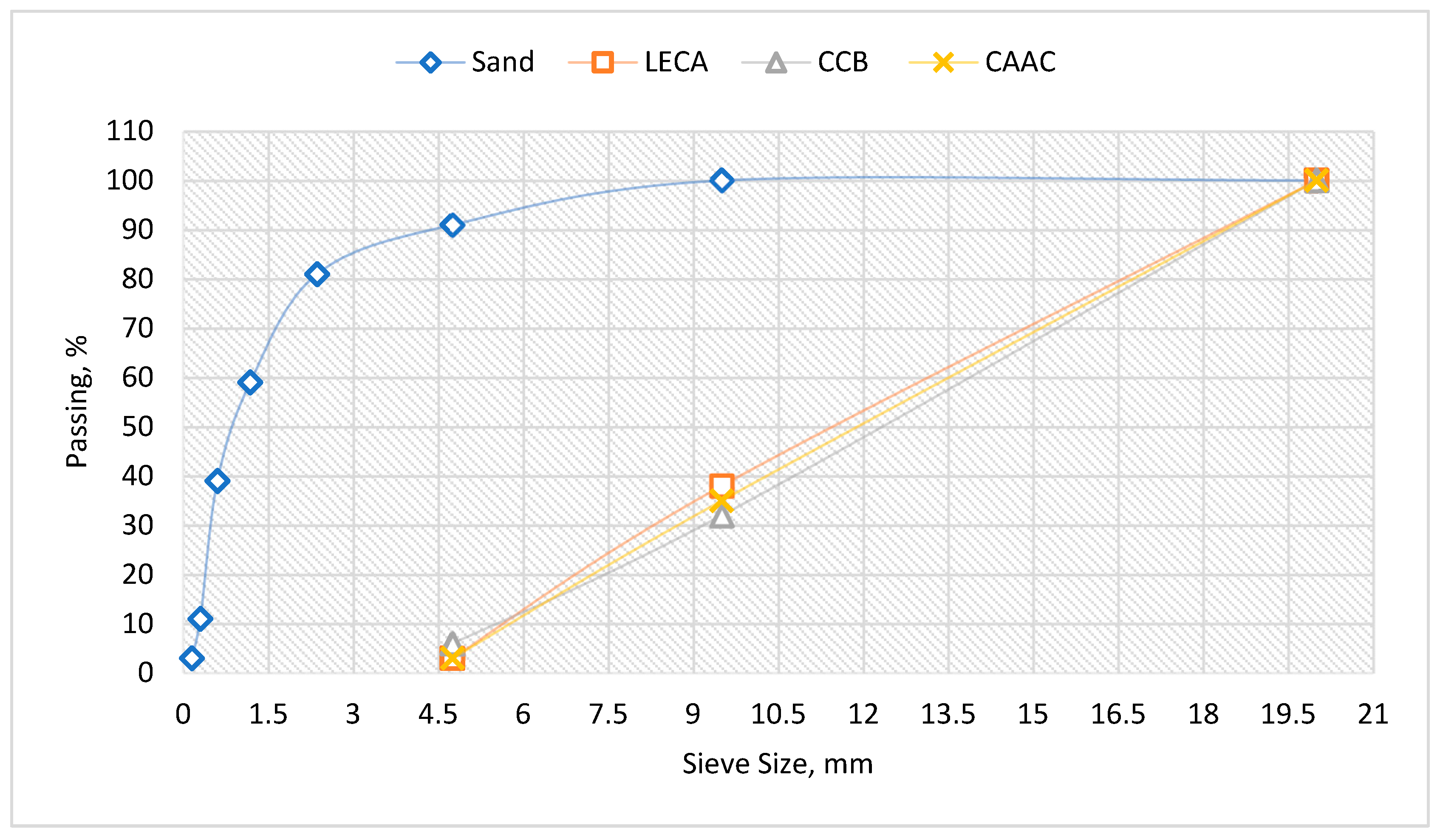
Al-Ukhaidir sand was used for LWC production, which is locally available in Kerbala City. The sand used as the fine aggregate has a maximum size of 4.75 mm and its properties comply with the limits of Iraqi standard No. 45 [43]. The percentage of fine materials passing sieve No. 200 and SO3 are 1.7% and 0.38%, respectively. The grading curve of the sand is plotted in Figure 1.
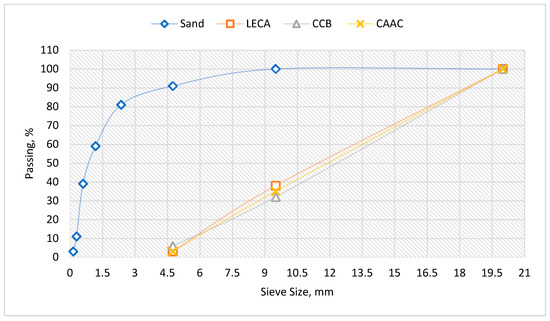
Figure 1.
Particle size distribution of all types of aggregates.
Three types of LWAs were used as the coarse aggregate to prepare the different specimens of LWC, i.e., an LECA, CCB, and CAAC. The LECA was supplied from local markets as a final product and did not need any treatment. Damaged CCB and CAAC were collected from construction sites as waste materials with various fragment shapes and volumes. Therefore, the collected crushed material needed further preparation before use. All types have a maximum size of 9.5 mm, and their particle size distribution is illustrated in Figure 1.
3. Methodology
3.1. Recycled Coarse Aggregate Preparation
The first step in preparing the recycled coarse aggregate was collecting the crushed building units (i.e., CCB and CAAC) from the nearest working sites. These waste materials are generated during transportation to the sites and cannot be used. The second step was crushing the fragments to a smaller size using sledgehammers in the laboratory. The final step was sieving the crushed fragments with standard sieves to obtain a particle size distribution that is the same as that of the LECA, as shown in Figure 1.
3.2. Pre-Treatment Technique for LECA, CCB, and CAAC
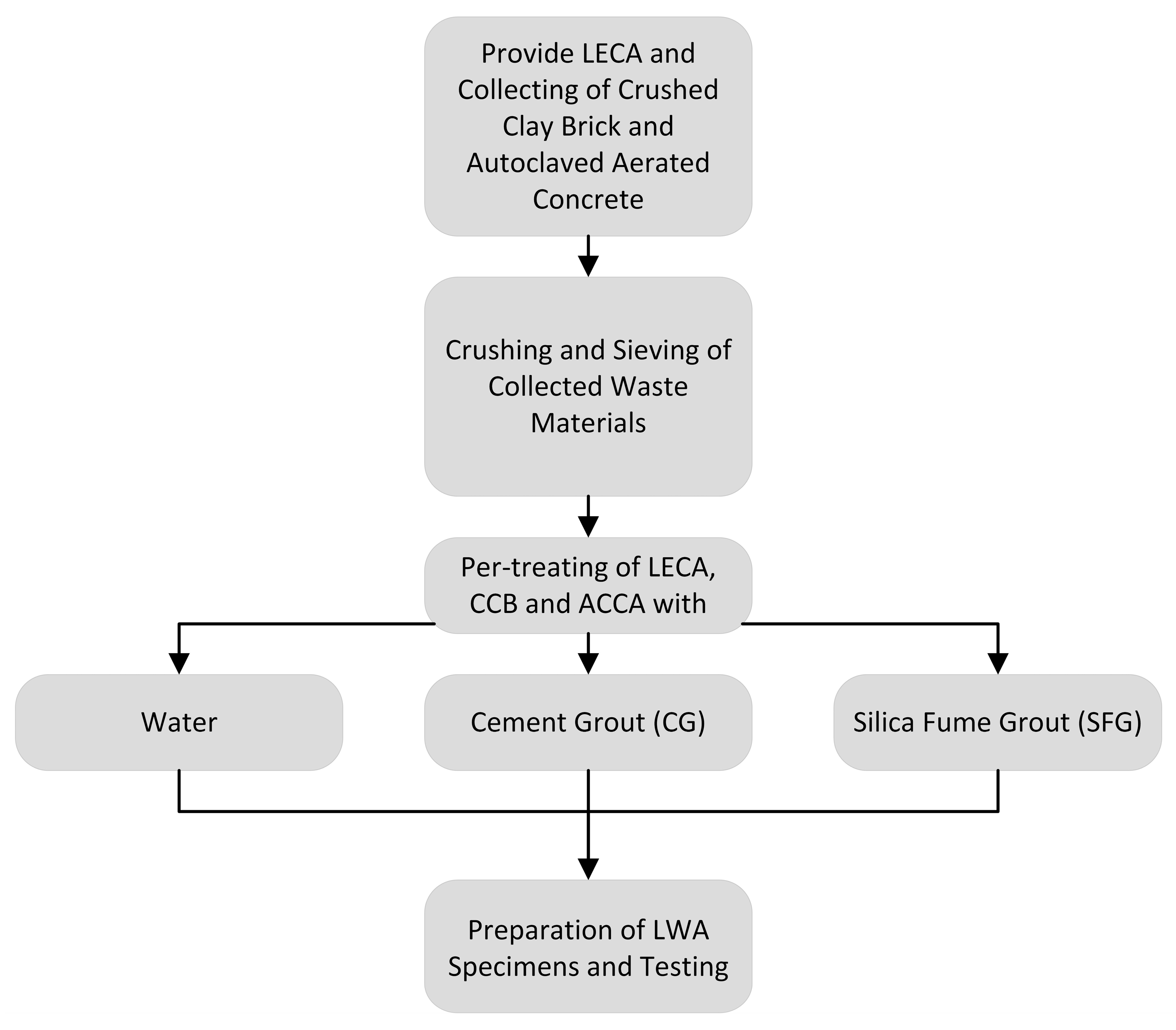
The LWA surfaces were subjected to three conditions before incorporating them into the LWC mixture: (1) saturated surface dry (SSD), (2) pre-treated with CG, and (3) pre-treated with pozzolanic slurry, as displayed in Figure 2 and listed in Table 3. The saturated surface dry condition was adopted as a control condition for the three used LWAs to compare the behavior of LWC containing saturated surface dry LWAs with the behavior of LWC produced with LWAs pre-treated with CG and pozzolanic slurry and to indicate the efficiency of the pre-treating technique. The other pre-treatments were adopted to improve and strengthen the surfaces of the LECA, CCB, and CAAC. The cement-to-water ratio of the CG is 1:3. Moreover, to enhance the characteristics of the CG, it was modified by incorporating 10% SF as a partial replacement of the weight of cement and superplasticizer at a dosage of 1 L for each 100 kg of cementitious binder, as recommended by the manufacturer. The symbol used to refer to the cementitious grout modified with SF is SFG throughout the remainder of this paper. Table 4 presents the percentages of treating cementitious grout. The experimental procedure is schematically illustrated in Figure 3.
Each type of grout was mixed separately by using a laboratory mixer for 2–3 min until homogeneity was obtained. Then, all types of LWAs were soaked in each grout separately, in addition to the LWA being soaked with tap water, for 24 h before preparing the LWC specimens. After that, the soaked materials were filtered with sieves to remove excess water and grout and dried in ambient conditions for approximately 2 h to allow the initial setting of cement to take place before mixing with other ingredients. The dry LWA particles (i.e., after sieving and before treatment), the final LWA particles after soaking in water, those pre-treated with cement, and those modified with grout are illustrated in Figure 2.
3.3. Mixing Proportion
In the current study, the suitability of using CCB and CAAC was examined and evaluated. Nine mixtures were prepared and mixed to achieve the main objective of the study. Table 4 shows a clear illustration of the mixture proportion of LWC fabricated with three types of LWAs. To evaluate the behavior of each type of LWA used in manufacturing LWC, the LECA, CCB, and CAAC were used individually as coarse aggregates in each mixture. At the same time, the performance of CCB and ACCA as recycled LWA was compared with the performance of the manufactured LECA, which was readily supplied from the local market and considered the reference type of LWA in the current study. Cement, saturated surface dry fine aggregate, and water were constant in all nine prepared LWC mixtures, and the various types of LWAs under different conditions were implemented completely as coarse aggregates. Figure 2 and Table 3 provide a clear explanation of the status of surface conditions in all used LWA categories. The designation labels of each mixture are also tabulated and used in the following sections.

Figure 2.
LWAs before and after treatment with various substances. SSD: Saturated surface dry. (a) Dry LECA; (b) dry CCB; (c) dry ACCA; (d) SSD LECA; (e) SSD CCB; (f) SSD ACCA; (g) pre-treated LECA with CG; (h) pre-treated CCB with CG; (i) pre-treated ACCA with CG; (j) pre-treated LECA with SFG; (k) pre-treated CCB with SFG; (l) pre-treated ACCA with SFG.
Figure 2.
LWAs before and after treatment with various substances. SSD: Saturated surface dry. (a) Dry LECA; (b) dry CCB; (c) dry ACCA; (d) SSD LECA; (e) SSD CCB; (f) SSD ACCA; (g) pre-treated LECA with CG; (h) pre-treated CCB with CG; (i) pre-treated ACCA with CG; (j) pre-treated LECA with SFG; (k) pre-treated CCB with SFG; (l) pre-treated ACCA with SFG.

Table 3.
Mixtures’ proportions and LWA classes and surface conditions.
Table 3.
Mixtures’ proportions and LWA classes and surface conditions.
| Cement, kg/m3 | Fine Aggregate, kg/m3 | LWA, kg/m3 | Water, kg/m3 |
|---|---|---|---|
| 380 | 572 | 564 | 186 |
| Mixture Label | Type of LWA | Surface Condition | |
| LW | LECA | Saturated surface dry with water | |
| LG | LECA | Pre-treated with cement grout | |
| LS | LECA | Pre-treated with silica fume grout | |
| CW | CCB | Saturated surface dry with water | |
| CG | CCB | Pre-treated with cement grout | |
| CS | CCB | Pre-treated with silica fume grout | |
| AW | CAAC | Saturated surface dry with water | |
| AG | CAAC | Pre-treated with cement grout | |
| AS | CAAC | Pre-treated with silica fume grout | |
Table 4.
The percentages of pre-treating grouts.
Table 4.
The percentages of pre-treating grouts.
| Material | Cement, % | Silica Fume, % | Water, % | Superplasticizer, % | |
|---|---|---|---|---|---|
| Grout | |||||
| CG | 100 | - | 300 | - | |
| SFG | 90 | 10 | 300 | 1 a | |
a From the weight of the binders.
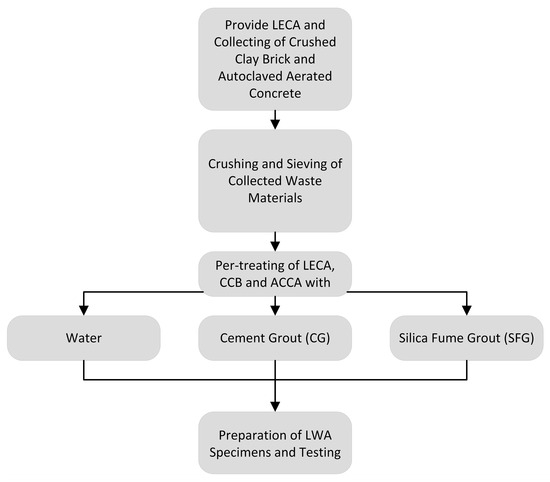
Figure 3.
Experimental program summary.
Figure 3.
Experimental program summary.
3.4. Experimental Work
In the laboratory mixing procedure, LWA types under the different surface conditions shown in Figure 2d–l were implemented as coarse aggregates to fabricate nine LWC mixtures, which are labeled in Table 3. The fine aggregate was used in saturated surface dry conditions; to reach this condition, fine aggregate bags were pre-soaked in a water tank for 1 day to mix and cast the specimens and then dried with air under atmospheric conditions for an appropriate period before being loaded into the mixer. For the LWC mixing, a laboratory mixer was employed to mix the LWC ingredients. Firstly, the saturated surface dry or pre-treated LWA and fine aggregate were loaded into the mixer with some of the mixing water and mixed for approximately 2 min. Secondly, cement was added and mixed with the other components for a while. Finally, the residual mixing water was added to the mixer, and the mixing continued for 3 min to achieve a total mixing period of 5 min. The workability of fabricated fresh LWC was examined firstly with a slump cone and then molded with laboratory steel molds. The prepared specimens were demolded after 1 day of casting and water-cured with 100% relative humidity and a temperature of 20 ± 2 °C until the testing age; the adopted testing ages include early and later stages of concrete age. The dry density of the fabricated hardened concrete was calculated at specified ages according to BS EN 12390-part 7 [44] utilizing 100 × 100 × 100 mm cubes. The compressive strength of the 100 × 100 × 100 mm specimens was measured according to BS EN 12390-part 4 [45]. Cylindrical specimens with a dimension of 100 × 200 mm were used to determine the splitting tensile strength of the produced LWC according to ASTM C-496 [46]. At the specified testing age, the three specimens were examined for each test, and the average was taken as the final reading to be discussed in the following section; all tests were conducted in laboratory conditions.
4. Results and Discussion
4.1. Fresh Properties
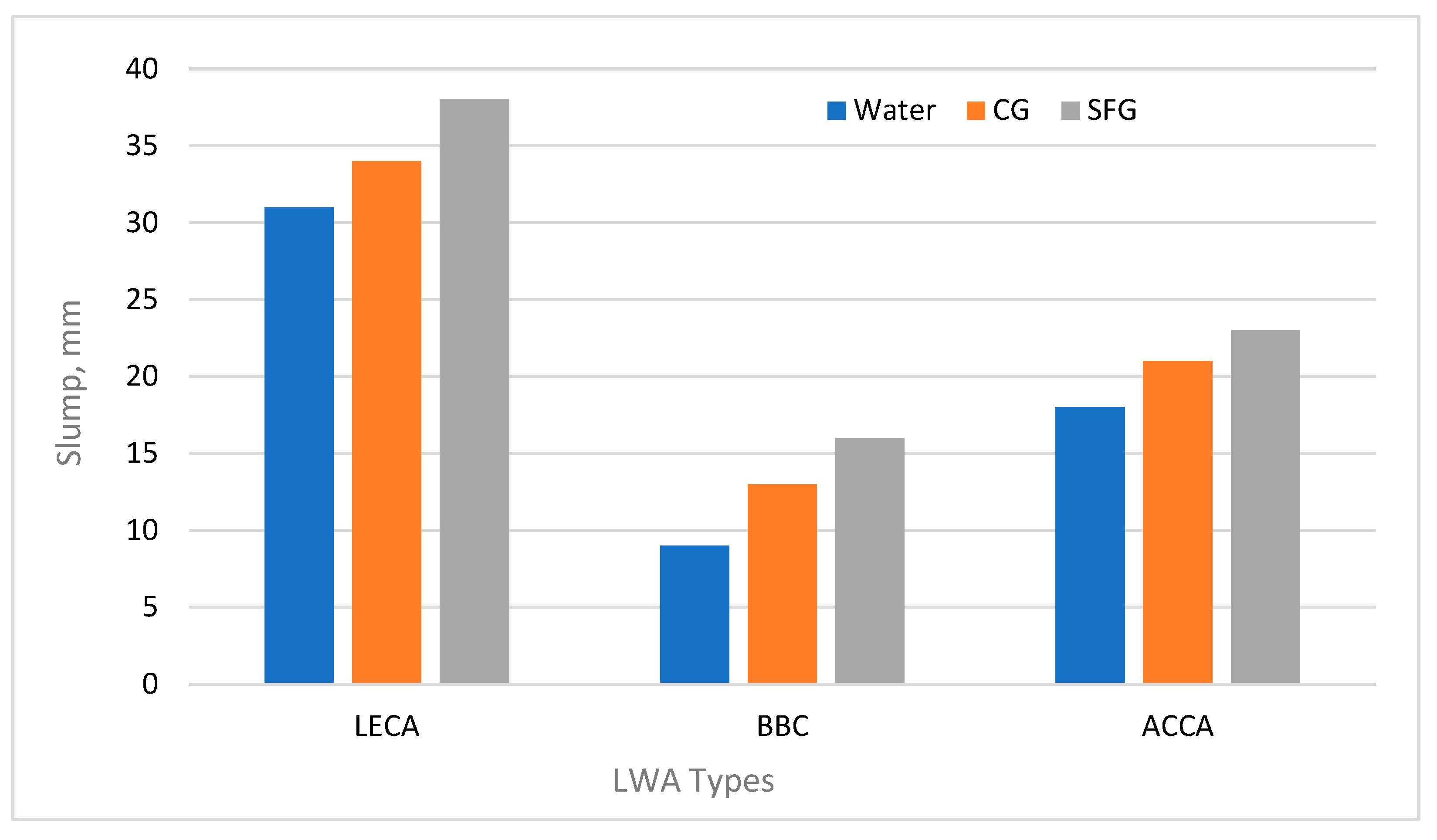
The behavior of the produced LWC in the plastic stage was examined and evaluated by determining the LWC slump according to ASTM C-143 [47] as an indication of workability. The determined slump results of the prepared LWC are plotted in Figure 3. It can be observed that the recycled material used (i.e., CCB and CAAC) as LWAs caused a significant decline in the slump behavior of the produced LWC, relative to that produced with the LECA. This indicates a low workability of fresh LWC fabricated with recycled coarse aggregates, even when used with saturated surface dry and pre-treated conditions. The slump values of fresh LWC fabricated with saturated surface dry CCB and CAAC were found to be lower than those of LWC containing the saturated surface dry LECA, with decrement rates of 41.9% and 70.9%, respectively. This behavior can be attributed to the shape and surface texture of CCB and CAAC, which are characterized by a rough texture and irregular shapes with angular edges that hinder the movement of plastic LWC as a result of particle blocking [1,6]. When compared with the LECA particles, which are characterized by a rounded shape, on the other hand, the roughness of the recycled particles increases the internal friction inside the mixture and increases the required energy to facilitate plastic concrete movement [3,6]. The comparison between the behavior of fresh LWC containing CCB and CAAC shows that CAAC as an LWA demonstrates a slightly higher workability than BCC, as shown in Figure 4.
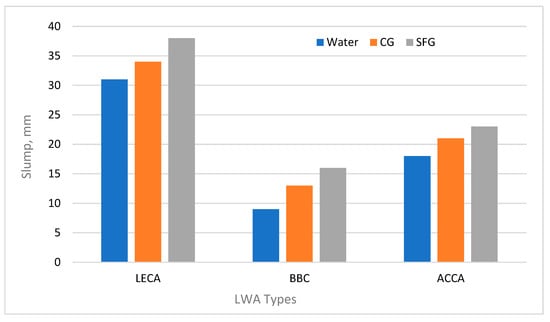
Figure 4.
Slump values of LWC.
Further analysis of the plotted data indicates a slight increase in the slump values of fresh LWC when all types of LWAs were pre-treated with CG and SFG, leading to a marginal improvement in workability. This can be explained by the fact that sealing the surface pores with grout can reduce the water absorption capacity of the recycled aggregate in the mixture and a higher effective water content can be obtained by pre-treating the aggregate. However, the slump results of fresh LWC containing the pre-treated LWA with SFG are higher than those of LWC containing the LWA pre-treated with CG. The percentage of increment in the slump values of fresh LWC containing the LECA, BCC, and CAAC pre-treated with SFG are 11.8, 23.1, and 9.5%, respectively, when compared with the LWA pre-treated with CG.
4.2. Hardened Properties
4.2.1. Dry Density
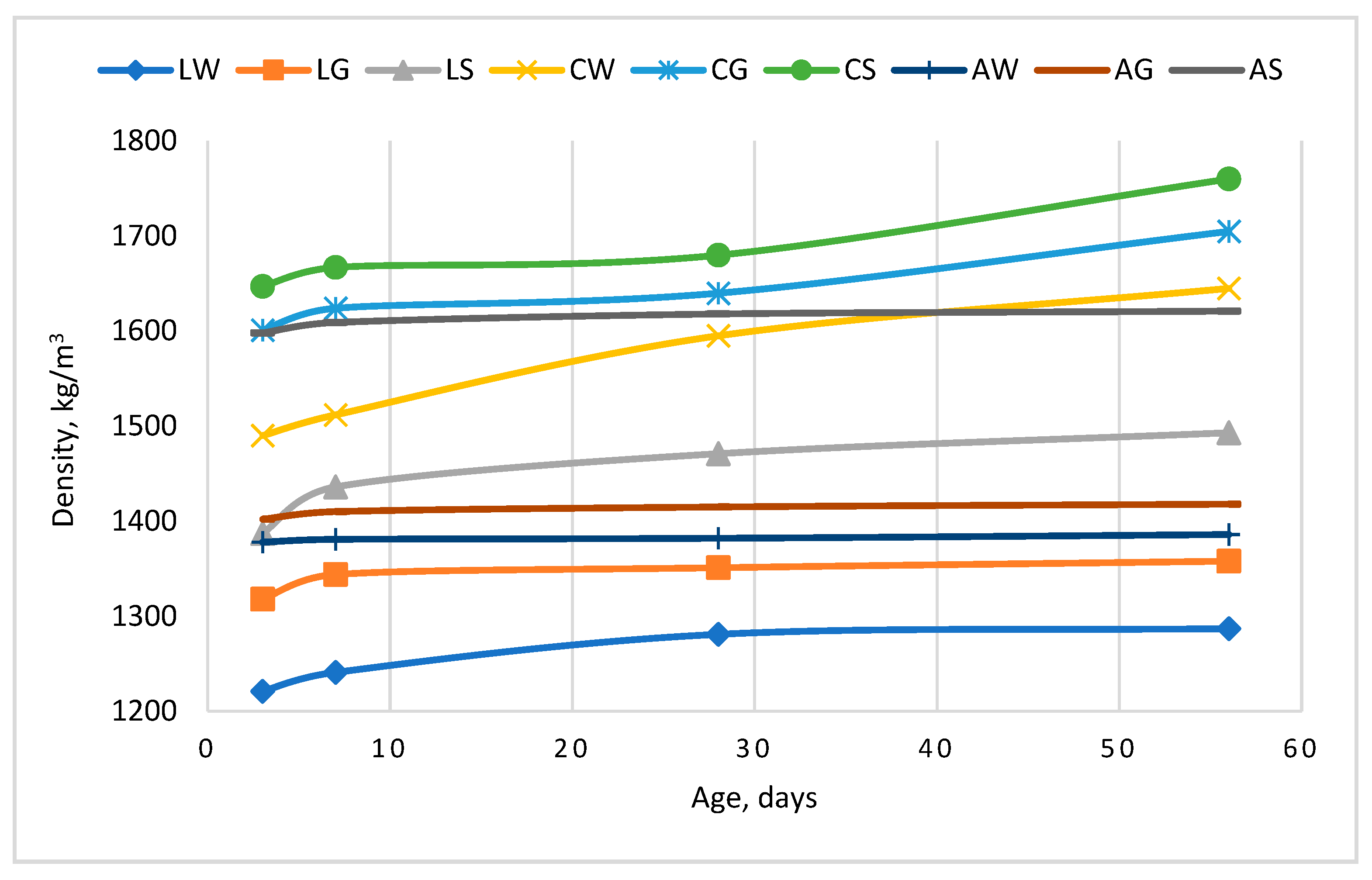
The calculated values of hardened LWC containing three types of LWAs pre-treated with different types of materials after 3, 7, 28, and 56 days are plotted in Figure 5. Each presented value is the average of three results obtained with tested cubic specimens (100 × 100 × 100 mm). At the specified age, three cubes were dried at 105 ± 5 °C using a ventilated oven until reaching a constant weight, and then, the volume was measured according to BS EN 12390-7 [44]. The obtained results for all mixtures at different ages are presented in Table 5 and illustrated in Figure 5. The main observation from the tabulated and plotted data is the alignment of the obtained values of the density of LWC fabricated with the adopted three categories of LWAs with the upper limit of density specified in ACI-213 [4] for the required density of LWC. Another important observation is that the density of LWC increases with an increase in the age of testing because of the progression of the cement hydration process.
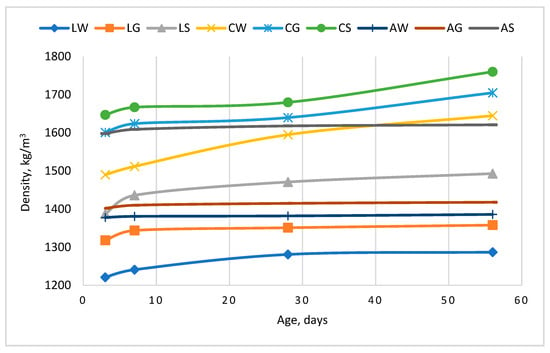
Figure 5.
Dry density values of LWC.
Table 5.
Dry density results of LWC (kg/m3).
It can also be noticed that the density of LWC produced with the LECA is the lowest when compared with that of LWC manufactured with CCB and CAAC. In contrast, LWC fabricated using CCW demonstrated the highest density results. The difference between the density of LWC produced with saturated surface dry CCB and CAAC is 24.5% and 7.9% at the age of 28 days relative to LWC produced with the saturated surface dry LECA, respectively.
Pre-treating all types of LWAs with both CG and SFG resulted in an increased density of LWC at early and later ages, but it remains within the acceptable limit of density of LWC as specified in ACI-213 [4]. This can be attributed to the increase in the content of cementitious materials in the mixture. The percentage increases in the density of LWC at 28 days containing the pre-treated LECA, CCB, and CAAC are 8.9%, 2.4%, and 14.3%, with CG and SFG, respectively. This indicates that the type of pre-treating grout also affects the density of LWC.
4.2.2. Compressive Strength
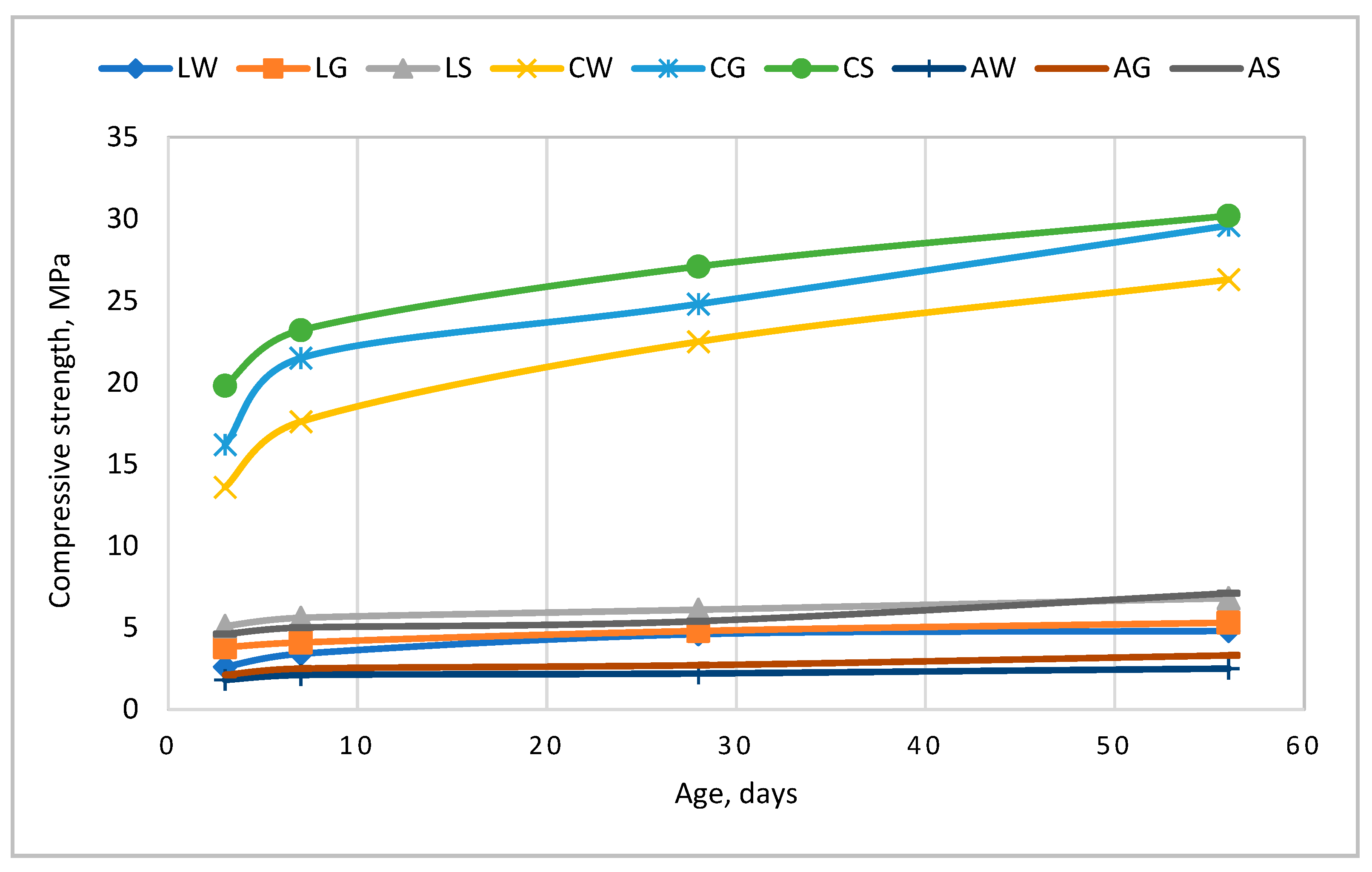
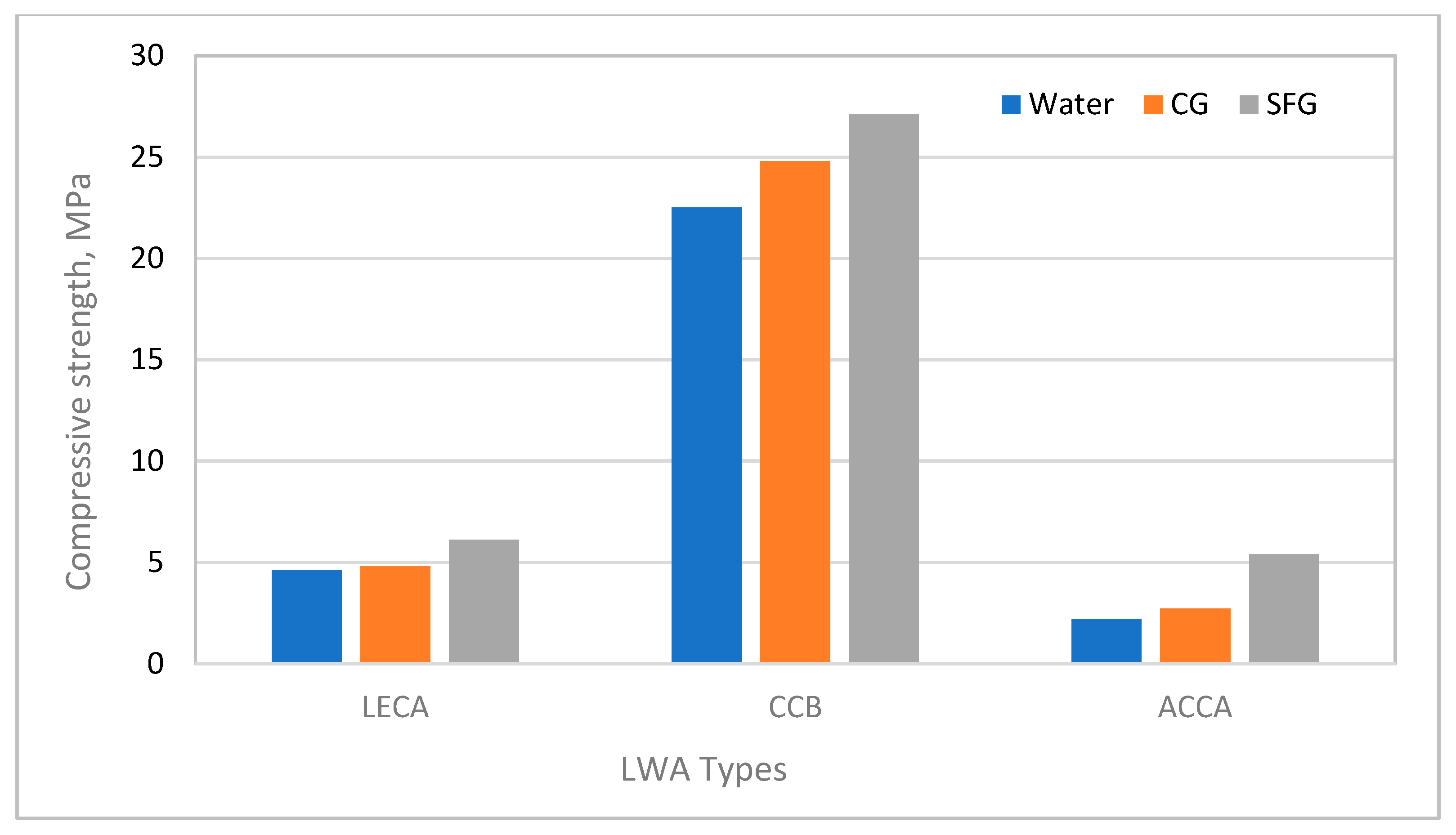
The strength gain of LWC was calculated by testing 100 × 100 × 100 mm cubic specimens under an unconfined compressive strength test at ages of 3, 7, 28, and 56 days, after curing with water. On the specified day, three specimens were used to determine the compressive strength average according to BS EN 12390-4 [44]. The determined results are listed in Table 6. The general survey of the data indicates a higher compressive strength of LWC produced with CCB and the LECA, with a significant increase noticed for all test ages. Furthermore, CAAC results in the lowest compressive strength relative to the other types of LWAs, and the LECA achieves the medium values between these obtained by utilizing the other types. In light of this, LWC fabricated with both the LECA and CAAC can be classified as non-structural concrete. In contrast, LWC produced with CCB can be classified as structural concrete according to the requirement of ACI-213 [4].
Table 6.
Compressive strength results of LWC (MPa).
It can also be noticed that the compressive strength gain increases with an increase in the curing age, as illustrated in Figure 6, which shows a clear difference between the compressive strength of LWC containing CCB and the other types of LWAs.
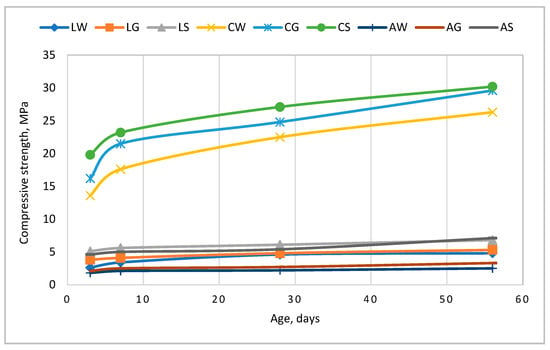
Figure 6.
Compressive strength values of LWC.
The pre-treatment process provides a drastic improvement in the compressive strength of LWC produced with all classes of aggregates. Significant improvements take place by pre-treating all types of LWAs with CG at all testing ages relative to the saturated surface dry LWA. The compressive strength of LWC containing the LECA, CCB, and CAAC pre-treated with CG is higher than that of LWC containing all types of pre-treated LWAs with CG, with increases of 27.1%, 9.3%, and 50%, respectively, at the age of 28 days. Figure 7 summarizes the strength development for all mixtures of LWC prepared with three types of LWAs pre-treated with various materials after 28 days of curing. The improvement in LWC strength due to pre-treatment can be attributed to the increase in the cementitious material content within the matrix and sustained cement hydration. Similarly, the densification of the microstructure of the matrix with aggregate particles results in a stronger ITZ and better mechanical performance [39].
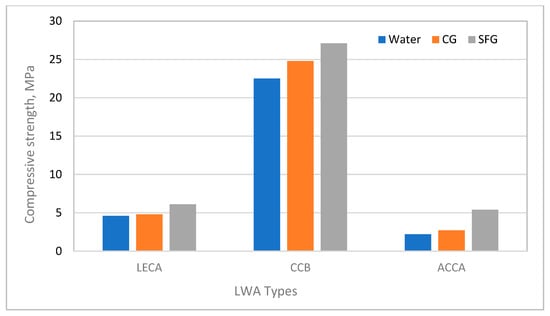
Figure 7.
Compressive strength development with various treatment materials.
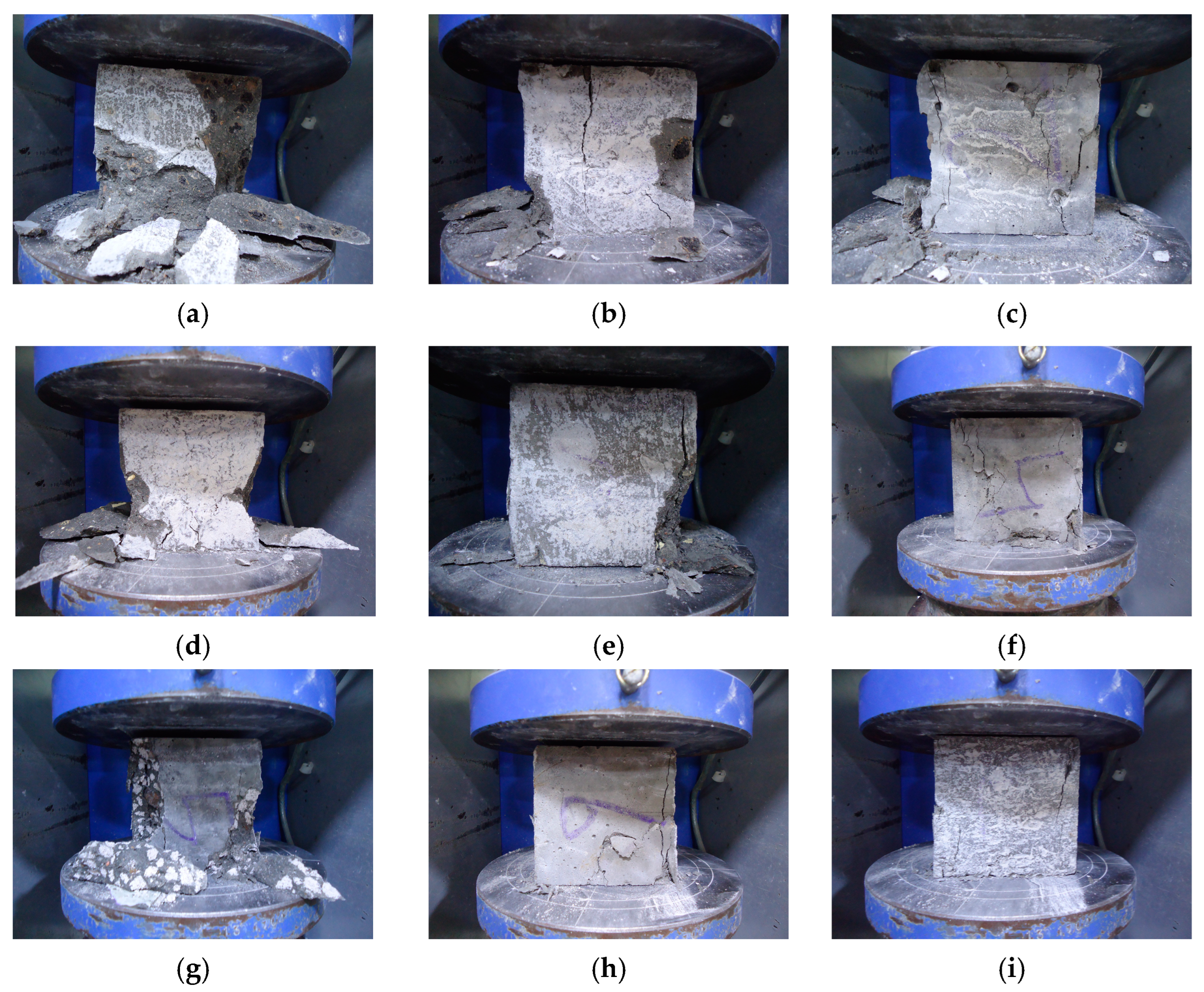
Figure 8 illustrates the failure mode of all tested cubical specimens 28 days after the unconfined compressive strength test. No visible fissures occurred in the early loading stage on the surfaces of the specimens. With the increase in loading, the stress increased gradually in the tested specimens until the final failure occurred. The final failure stage included spalling (i.e., separation of pieces from specimens), and various crack patterns appeared on the surfaces of different specimens depending on the type of surface conditions of the LWAs used. The main observation from the failure configuration of all tested specimens is the absence of a truncated pyramidal configuration, which is the common failure configuration in fractured NWC cubes; this behavior can be attributed to the inherent porous and brittle nature of the LECA, CCB, and CAAC [48]. Moreover, the spalling is more pronounced in LWC specimens prepared with saturated surface dry LWAs than in specimens prepared with pre-treated LWAs with CG and SFG; this may be due to the increase in the amount of cementitious binder in the ITZ between the LWA particles and the cement matrix, resulting in improvements in the cohesion between them.
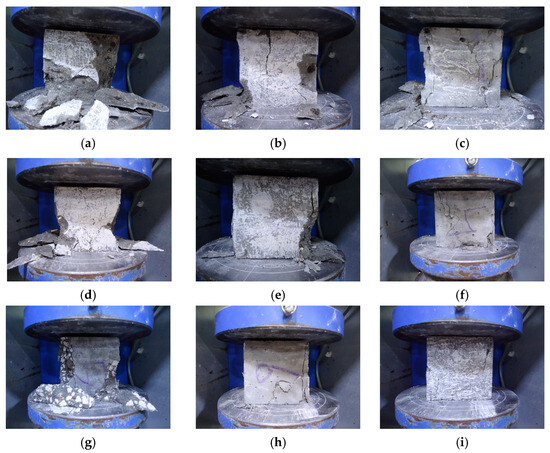
Figure 8.
Mode of failure after compressive strength test. (a) LWC with SSD-LECA; (b) LWC with pre-treated LECA in CG; (c) LWC with pre-treated LECA in SFG; (d) LWC with SSD-CCB; (e) LWC with pre-treated CCB in CG; (f) LWC with pre-treated CCB in SFG; (g) LWC with SSD-ACCA; (h) LWC with pre-treated ACCA in CG; (i) LWC with pre-treated ACCA in SFG.
4.2.3. Splitting Tensile Strength
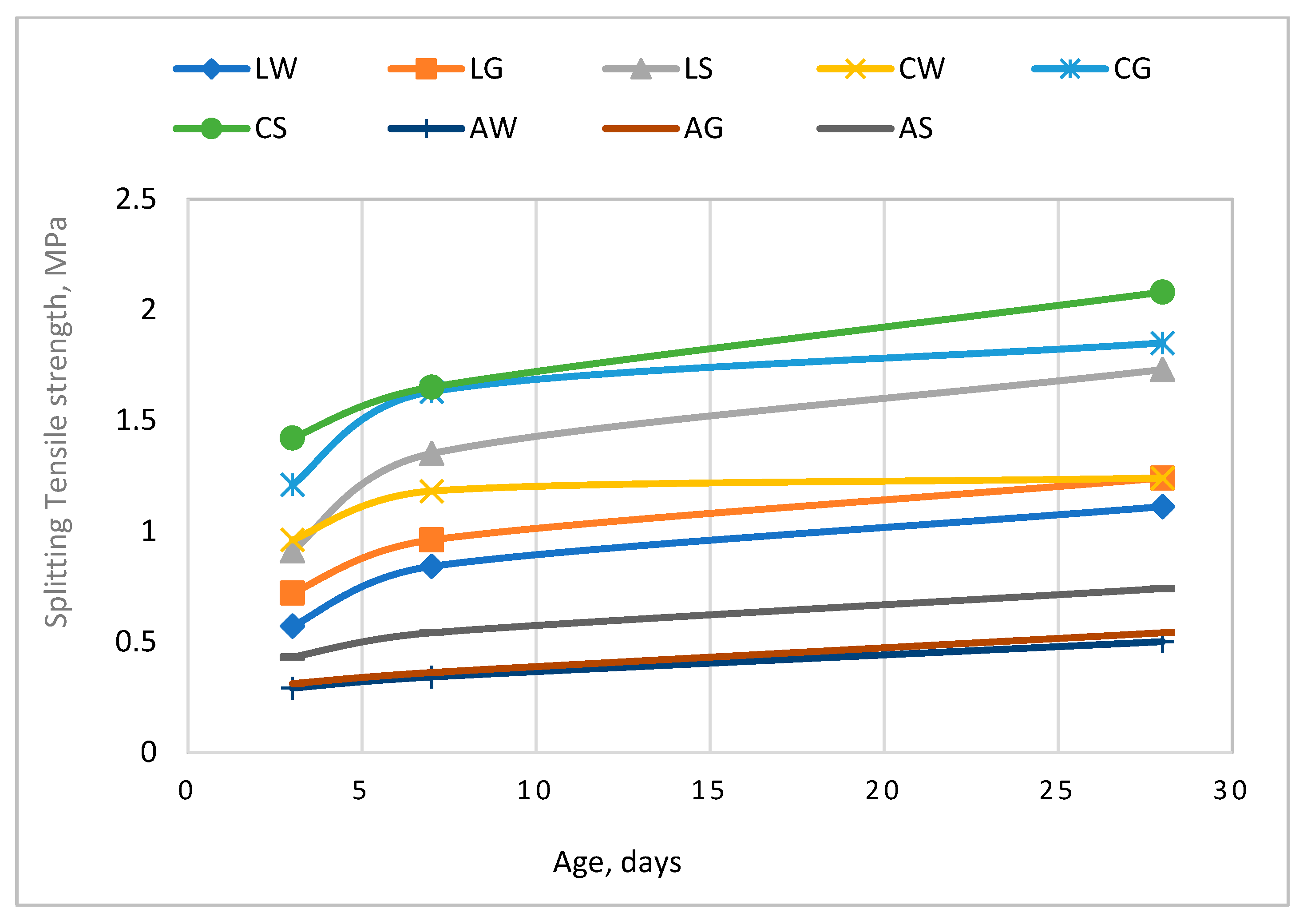
The splitting tensile strength of all LWC mixtures was calculated using cylindrical specimens with ϕ100 × 200 mm according to ASTM C-496 [46] at curing ages of 3, 7, and 28 days, using a compression machine test. The obtained results are listed in Table 7 and plotted in Figure 9.
Table 7.
Splitting tensile strength results of LWC (MPa).
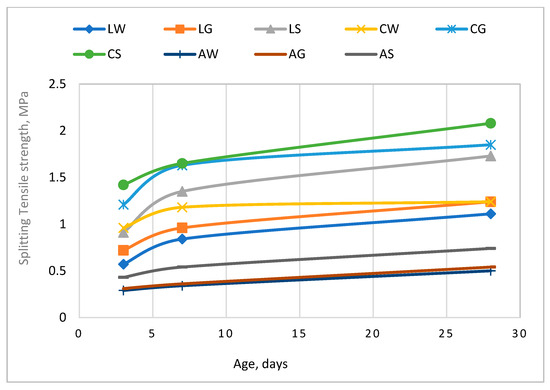
Figure 9.
Splitting tensile strength values of LWC.
The results show that the splitting tensile strength of LWC increases with the increasing period of curing. Further analysis of the data indicates that the LWC produced with CCB provides a higher splitting tensile strength in comparison to the other two types of LWAs.
The pre-treatment of LWAs with the two types of manufactured grout shows, however, that the SFG provides better performance than the CG. The splitting tensile strength of LWC fabricated with the pre-treated LECA, CCB, and CAAC with CG increased by about 39.5%, 12.4%, and 37.1%, respectively, relative to LWC prepared with these types of LWAs pre-treated with SFG. The splitting tensile strength is an indirect indication of the tensile strength of concrete and is significantly affected by the bond strength between the aggregate particles and the cement matrix, and the characteristics of the ITZ [1]. The coating of LWA surface particles with grout densifies the microstructure and provides a stronger bond between the aggregate particles and the cement paste, resulting in a higher splitting tensile strength of LWC [39].
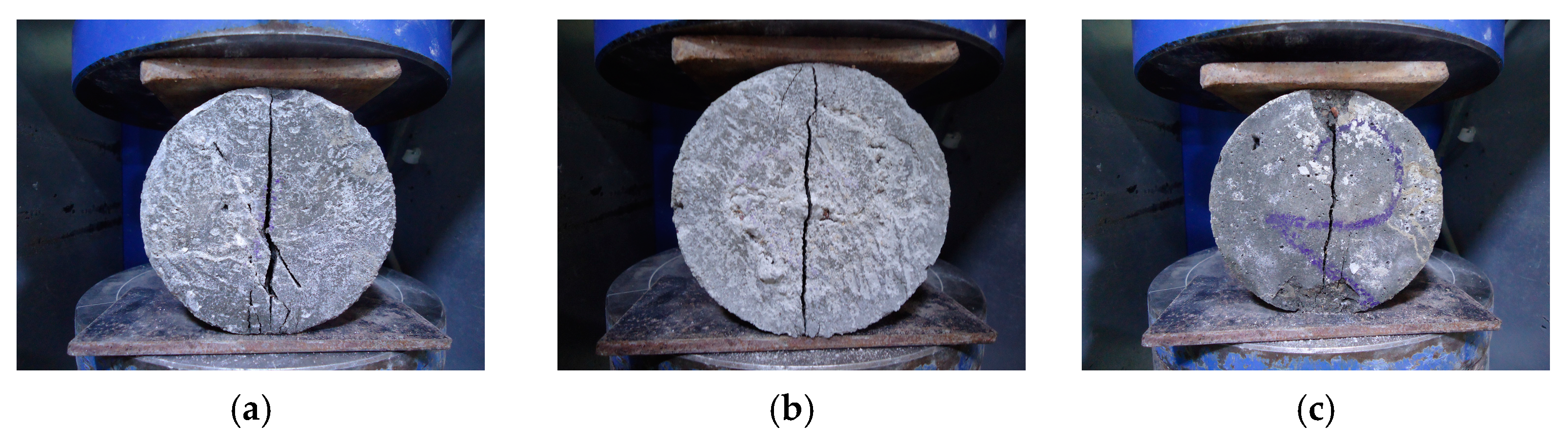
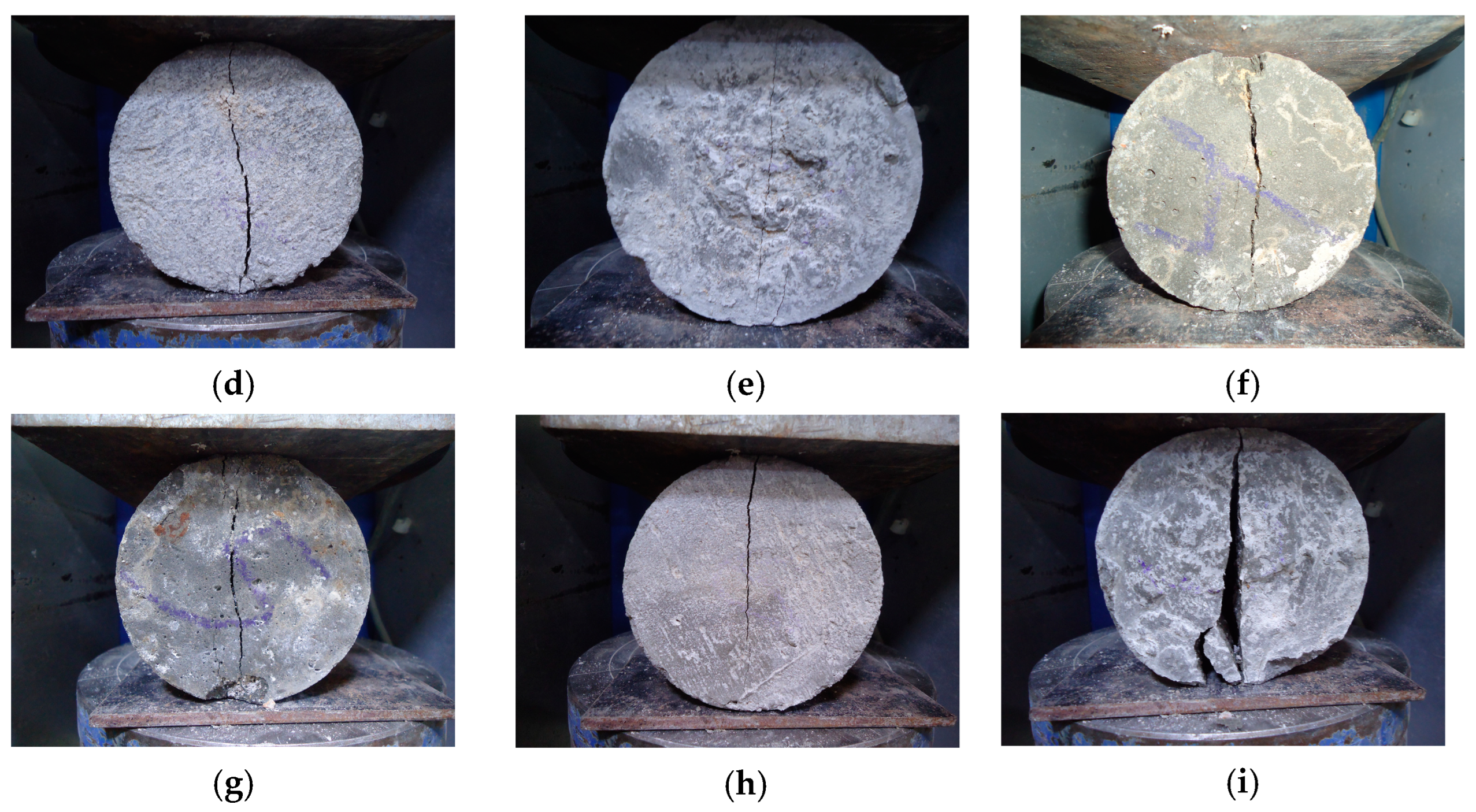
The mode configuration of cylindrical specimens after the splitting tensile strength test is shown in Figure 10. At the beginning of loading, no fissures would appear on the surfaces of the tested specimens. After loading progression and an increase in stress, the strain also increased inside the specimens. In the final stage, a fracture occurs with the appearance of a vertical crack from the middle point of the tested specimen and gradually extends to the lower and upper edges of the specimen in a parallel direction, with the force leading to splitting tensile failure.
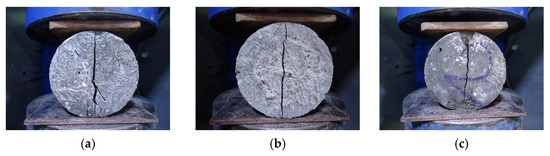
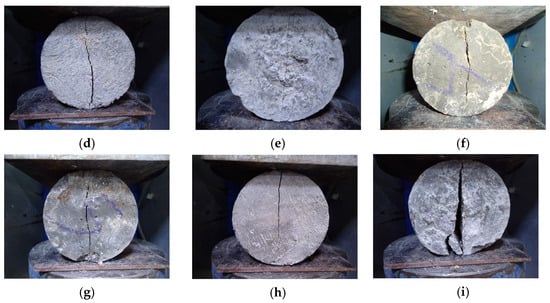
Figure 10.
Mode of failure after splitting tensile strength test. (a) LWC with SSD-LECA; (b) LWC with pre-treated LECA in CG; (c) LWC with pre-treated LECA in SFG; (d) LWC with SSD-CCB; (e) LWC with pre-treated CCB in CG; (f) LWC with pre-treated CCB in SFG; (g) LWC with SSD-ACCA; (h) LWC with pre-treated ACCA in CG; (i) LWC with pre-treated ACCA in SFG.
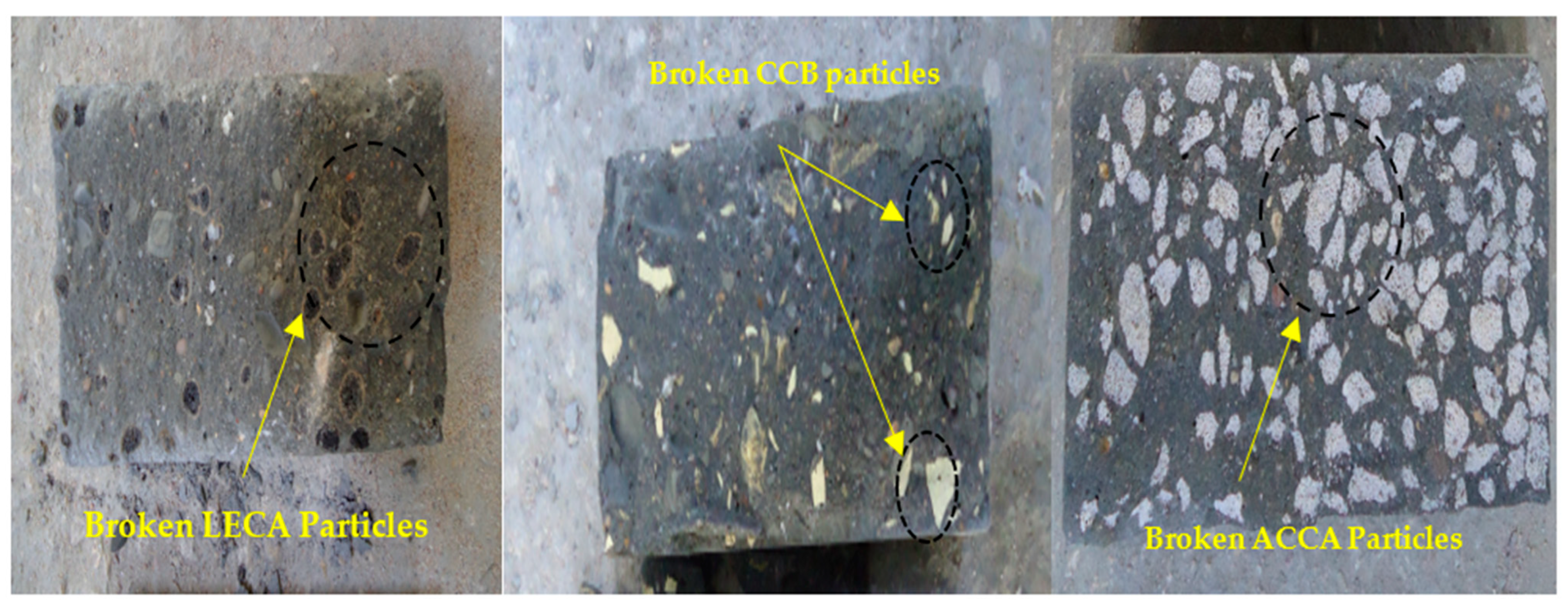
As the fissures and cracks usually did not grow in the strong normal-weight aggregate, they propagated into weak LWA due to its porous and weak structure; for this reason, crushed LWA particles appeared clearly on the fracture surface, as illustrated in Figure 11. In addition to that, intact LWA particles were found, leaving several holes at the same time in the case of using the saturated surface dry LWA; in contrast, this phenomenon was less visible in the situation of using pre-treated LWAs with different cementitious grouts. This trend can be attributed to improving the bonding between hardened cement paste and the LWA particles, resulting in a stronger ITZ due to pre-treating the LWA particles.
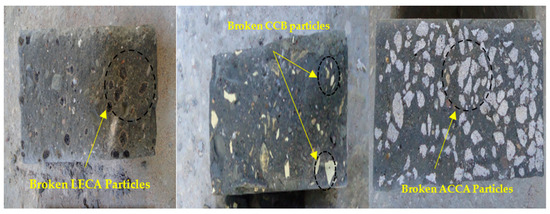
Figure 11.
Fracture surfaces after splitting tensile strength test.
5. Conclusions
In this experimental study, the LECA was used as a substitution for normal-weight coarse aggregate to produce LWC. In addition to that, CCB and CAAC were also examined to be reutilized as recycled LWA. All categories of LWAs were used in saturated surface dry conditions. Furthermore, they were pre-treated with two types of cementitious grouts to reduce the surface porosity and enhance the adhesion with the cement matrix in an effort to improve the performance of LWC. The main goal behind conducting the current study was to fabricate a sustainable, environmentally friendly LWC utilizing CCB and CAAC, diminish its negative impact on the environment, and then compare its performance with LWC produced with manufactured LECAs. The second step was to try to improve its characteristics by pre-treating LWAs to reduce the surface porosity and increase the bonding strength with hardened cement paste. The obtained laboratory results revealed that there is promising potential for the utilization of recycled building units in LWC manufacturing. The fabricated LWC with recycled building units can be employed in the production of lightweight concrete blocks and lightweight partition boards. However, there is a crucial need for additional investigation into the thermal and acoustic isolation characteristics of LWC fabricated with pre-treated LWAs with grout. Moreover, the durability and long-term behavior of LWC produced with recycled building units also need to be investigated.
Based on the obtained laboratory results, the following findings can be summarized:
- Crushed waste from CCB and CAAC can be utilized in LWC fabrication. Non-structural LWC can be produced with LECAs and CAAC; on the other hand, CCB can be used to produce structural LWC.
- The density of LWC manufactured with saturated surface dry and pre-treated LECAs, CCB, and CAAC complies with the acceptable limit of density according to ACI standards. The higher values of dry density were obtained for LWC produced with LECAs, CCB, and CAAC pre-treated with modified cement grout and SF, namely, 1471 kg/m3, 1680 kg/m3, and 1618 kg/m3, respectively, after 28 days.
- The utilization of CCB and CAAC as LWAs in LWC production decreases its workability, revealed by means of a slump test, due to the angular particles’ edges, large surface pores with a rough texture, and irregular particle shape. The slump values of LWC fabricated with saturated surface dry CAAC and CCB were lower than those of LWC fabricated with the saturated surface dry LECA by about 41.9% and 70.9%, respectively.
- The pre-treatment procedure with cementitious grout for LWA surfaces revealed a marginal improvement in the workability of concrete in the plastic stage due to blocking the surface pores of all types of LWAs and reducing their water absorption capacity.
- The LWC fabricated using CCB exhibited higher compressive strength and splitting tensile strength relative to those exhibited by LWC produced with the LECA and CAAC in early and later stages due to the higher crushing value of CCB compared with the LECA and CAAC, which are characterized by weak particles. In light of this, employing CCB as an LWA is an effective sustainable and economical approach to fabricate LWC instead of using a manufactured LECA.
- The studied strength performance of hardened LWC was enhanced by pre-treating the LWA particles with cementitious grout due to the roughing of their surfaces increasing the bonding with the cement matrix and densifying the ITZ. Moreover, the modification of traditional CG with SF and a high-range water-reducing admixture is an effective technique to increase the efficiency of the coating due to the positive impact of SF on cement hydration and the densification of the microstructure of the cement matrix in the ITZ.
- Pre-treating LWAs with CG resulted in increased compressive strength of LWC relative to that containing the saturated surface dry LWA. The compressive strength increased by 4.3%, 10.2%, and 22.7% after 28 days when using the pre-treated LECA, CCB, and ACCA with CG instead of using them in the saturated surface dry state.
- The splitting tensile strength of LWC increased as a result of pre-treating all types of LWAs with CG and SFG at early and later ages; this increment can be attributed to improving the bonding strength between the LWA particles and the cement matrix.
Author Contributions
Conceptualization, L.M.R.M. and A.D.; methodology, L.M.R.M., A.D. and L.F.A.B.; software, L.M.R.M. and A.D.; validation, J.M.d.A.A. and L.M.R.M.; formal analysis L.M.R.M., A.D. and L.F.A.B.; investigation, L.M.R.M. and A.D.; resources, L.M.R.M., A.D., L.F.A.B. and J.M.d.A.A.; data curation, L.M.R.M. and A.D.; writing—original draft preparation, L.M.R.M., A.D., L.F.A.B. and J.M.d.A.A.; writing—review and editing, L.M.R.M., A.D., L.F.A.B. and J.M.d.A.A.; visualization, A.D.; supervision, A.D. and L.M.R.M.; project administration, A.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
All of the data used to support the findings of this study are included within the article.
Acknowledgments
The financial support of Kerbala University in Iraq is gratefully acknowledged.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Neville, A.M.; Brooks, J.J. Concrete Technology; Longman Group UK Limited, Pearson: England, UK, 2010. [Google Scholar]
- Thienel, K.-C.; Haller, T.; Beuntner, N. Lightweight concrete—From basics to innovations. Materials 2020, 13, 1120. [Google Scholar] [CrossRef] [PubMed]
- Shetty, M.; Jain, A. Concrete Technology (Theory and Practice), 8th ed.; S. Chand Publishing: Ram Nagar, New Delhi, India, 2019. [Google Scholar]
- ACI Committee 213. Guide for Structural Lightweight-Aggregate Concrete; American Concrete Institute: Farmington Hills, MI, USA, 2014. [Google Scholar]
- Sari, D.; Pasamehmetoglu, A. The effects of gradation and admixture on the pumice lightweight aggregate concrete. Cem. Concr. Res. 2005, 35, 936–942. [Google Scholar] [CrossRef]
- Mehta, P.; Monteiro, P. Monteiro, Microstructure and properties of hardened concrete. In Concrete: Microstructure, Properties and Materials; McGraw-Hill Education: New York, NY, USA, 2006; pp. 41–80. [Google Scholar]
- Kosmatka, S.H.; Panarese, W.C.; Kerkhoff, B. Design and Control of Concrete Mixtures; Portland Cement Association: Skokie, IL, USA, 2002; Volume 5420. [Google Scholar]
- Mehta, K.P. Reducing the environmental impact of concrete. Concr. Int. 2001, 23, 61–66. [Google Scholar]
- Kralj, D. Experimental study of recycling lightweight concrete with aggregates containing expanded glass. Process Saf. Environ. Prot. 2009, 87, 267–273. [Google Scholar] [CrossRef]
- Hunag, L.-J.; Wang, H.-Y.; Wang, S.-Y. A study of the durability of recycled green building materials in lightweight aggregate concrete. Constr. Build. Mater. 2015, 96, 353–359. [Google Scholar] [CrossRef]
- Hassan, A.A.; Ismail, M.K.; Mayo, J. Mechanical properties of self-consolidating concrete containing lightweight recycled aggregate in different mixture compositions. J. Build. Eng. 2015, 4, 113–126. [Google Scholar] [CrossRef]
- Colangelo, F.; Cioffi, R.; Liguori, B.; Iucolano, F. Recycled polyolefins waste as aggregates for lightweight concrete. Compos. Part B Eng. 2016, 106, 234–241. [Google Scholar] [CrossRef]
- Bogas, J.A.; de Brito, J.; Figueiredo, J.M. Mechanical characterization of concrete produced with recycled lightweight expanded clay aggregate concrete. J. Clean. Prod. 2015, 89, 187–195. [Google Scholar] [CrossRef]
- Wongkvanklom, A.; Posi, P.; Khotsopha, B.; Ketmala, C.; Pluemsud, N.; Lertnimoolchai, S.; Chindaprasirt, P. Structural lightweight concrete containing recycled lightweight concrete aggregate. KSCE J. Civ. Eng. 2018, 22, 3077–3084. [Google Scholar] [CrossRef]
- Atyia, M.M.; Mahdy, M.G.; Abd Elrahman, M. Production and properties of lightweight concrete incorporating recycled waste crushed clay bricks. Constr. Build. Mater. 2021, 304, 124655. [Google Scholar] [CrossRef]
- Junaid, M.F.; ur Rehman, Z.; Kuruc, M.; Medveď, I.; Bačinskas, D.; Čurpek, J.; Čekon, M.; Ijaz, N.; Ansari, W.S. Lightweight concrete from a perspective of sustainable reuse of waste byproducts. Constr. Build. Mater. 2022, 319, 126061. [Google Scholar] [CrossRef]
- Kishore, K.; Gupta, N. Application of domestic & industrial waste materials in concrete: A review. Mater. Today Proc. 2020, 26, 2926–2931. [Google Scholar]
- Rasheed, L.S.; Ridha Mahmmod, L.M.; Alaa Abed Alameer, S.; Thamer Abdulrasool, A. Behavior of concrete beams internally cured with clay brick waste. Pollack Period. 2021, 16, 32–37. [Google Scholar] [CrossRef]
- Safiuddin, M.; Alengaram, U.J.; Rahman, M.M.; Salam, M.A.; Jumaat, M.Z. Use of recycled concrete aggregate in concrete: A review. J. Civ. Eng. Manag. 2013, 19, 796–810. [Google Scholar] [CrossRef]
- Nodehi, M.; Mohamad Taghvaee, V. Sustainable concrete for circular economy: A review on use of waste glass. Glass Struct. Eng. 2022, 7, 3–22. [Google Scholar] [CrossRef]
- Zhao, Y.; Gao, J.; Chen, F.; Liu, C.; Chen, X. Utilization of waste clay bricks as coarse and fine aggregates for the preparation of lightweight aggregate concrete. J. Clean. Prod. 2018, 201, 706–715. [Google Scholar] [CrossRef]
- Makul, N.; Fediuk, R.; Amran, M.; Zeyad, A.M.; Murali, G.; Vatin, N.; Klyuev, S.; Ozbakkaloglu, T.; Vasilev, Y. Use of recycled concrete aggregates in production of green cement-based concrete composites: A review. Crystals 2021, 11, 232. [Google Scholar] [CrossRef]
- Li, X.; Qin, D.; Hu, Y.; Ahmad, W.; Ahmad, A.; Aslam, F.; Joyklad, P. A systematic review of waste materials in cement-based composites for construction applications. J. Build. Eng. 2022, 45, 103447. [Google Scholar] [CrossRef]
- Abbas, Z.K.; Abd, S.K. Study of using of recycled brick waste (RBW) to produce environmental friendly concrete: A review. J. Eng. 2021, 27, 1–14. [Google Scholar] [CrossRef]
- Naceri, A.; Hamina, M.C. Use of waste brick as a partial replacement of cement in mortar. Waste Manag. 2009, 29, 2378–2384. [Google Scholar] [CrossRef]
- Pachta, V.; Konopisi, S.; Stefanidou, M. The influence of brick dust and crushed brick on the properties of lime-based mortars exposed at elevated temperatures. Constr. Build. Mater. 2021, 296, 123743. [Google Scholar] [CrossRef]
- Zou, D.; Que, Z.; Su, D.; Liu, T.; Zhou, A.; Li, Y. Sustainable use of recycled autoclaved aerated concrete waste as internal curing materials in ultra-high performance concrete. J. Clean. Prod. 2022, 373, 133910. [Google Scholar] [CrossRef]
- Adem, H.; Athab, E.; Thamer, S.; Jasim, A. The behavior of lightweight aggregate concrete made with different types of crushed bricks. IOP Conf. Ser. Mater. Sci. Eng. 2019, 584, 012040. [Google Scholar] [CrossRef]
- Mailar, G.; Sujay Raghavendra, N.; Hiremath, P.; Sreedhara, B.; Manu, D. Sustainable utilization of discarded foundry sand and crushed brick masonry aggregate in the production of lightweight concrete. Eng. Struct. Technol. 2017, 9, 52–61. [Google Scholar] [CrossRef]
- Noaman, A.T.; Jameel, G.S.; Ahmed, S.K. Producing of workable structural lightweight concrete by partial replacement of aggregate with yellow and/or red crushed clay brick (CCB) aggregate. J. King Saud Univ.-Eng. Sci. 2021, 33, 240–247. [Google Scholar]
- Demir, A.; Karakurt, C.; Topcu, I. Utilization of crushed autoclaved aerated concrete as aggregate in concrete. In Proceedings of the Second International Conference on Sustainable Materials and Technologies, Ancona, Italy, 28 June 2010; pp. 28–30. [Google Scholar]
- Murthi, P.; Sri, N.V.; Baig, M.M.; Sajid, M.A.; Kaveri, S. Development of green concrete using effective utilization of autoclaved aerated concrete brick trash as lightweight aggregate. Mater. Today Proc. 2022, 68, 1599–1608. [Google Scholar] [CrossRef]
- Yang, J.; Du, Q.; Bao, Y. Concrete with recycled concrete aggregate and crushed clay bricks. Constr. Build. Mater. 2011, 25, 1935–1945. [Google Scholar] [CrossRef]
- Aliabdo, A.A.; Abd-Elmoaty, A.-E.M.; Hassan, H.H. Utilization of crushed clay brick in cellular concrete production. Alex. Eng. J. 2014, 53, 119–130. [Google Scholar] [CrossRef]
- Dang, J.; Zhao, J.; Hu, W.; Du, Z.; Gao, D. Properties of mortar with waste clay bricks as fine aggregate. Constr. Build. Mater. 2018, 166, 898–907. [Google Scholar] [CrossRef]
- Zheng, C.; Lou, C.; Du, G.; Li, X.; Liu, Z.; Li, L. Mechanical properties of recycled concrete with demolished waste concrete aggregate and clay brick aggregate. Results Phys. 2018, 9, 1317–1322. [Google Scholar] [CrossRef]
- Ibrahim, N.M.; Salehuddin, S.; Amat, R.C.; Rahim, N.L.; Izhar, T.N.T. Performance of lightweight foamed concrete with waste clay brick as coarse aggregate. Apcbee Procedia 2013, 5, 497–501. [Google Scholar] [CrossRef]
- Yew, M.K.; Yew, M.C.; Beh, J.H.; Saw, L.H.; Lim, S.K. Effects of pre-treated on dura shell and tenera shell for high strength lightweight concrete. J. Build. Eng. 2021, 42, 102493. [Google Scholar] [CrossRef]
- Yang, J.; Shaban, W.M.; Elbaz, K.; Thomas, B.S.; Xie, J.; Li, L. Properties of concrete containing strengthened crushed brick aggregate by pozzolan slurry. Constr. Build. Mater. 2020, 247, 118612. [Google Scholar] [CrossRef]
- IQS No. 5; Portland Cement. Central Organization for Standardization and Quality Control: Baghdad, Iraq, 2019.
- Siddique, R.; Khan, M.I. Supplementary Cementing Materials; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- ASTM C-618; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. The American Society for Testing and Materials: West Conshohocken, PA, USA, 2022.
- IQS No. 45; Aggregate from Natural Sources for Concrete and Building Construction. Central Organization for Standardization and Quality Control: Baghdad, Iraq, 1984.
- BSI EN 12390-7:2019; Testing Hardened Concrete, Part 7: Density of Hardened Concrete. The British Standards Institution Limited: London, UK, 2019.
- BSI EN 12390-4:2019; Testing Hardened Concrete, Part 4: Compressive Strength—Specification for Testing Machines. The British Standards Institution Limited: London, UK, 2019.
- ASTM C496/C496M; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. The American Society for Testing and Materials: West Conshohocken, PA, USA, 2017.
- ASTM C-143; Standard Test Method for Slump of Hydraulic-Cement Concrete. The American Society for Testing and Materials: West Conshohocken, PA, USA, 2015.
- Wang, P.; Zhang, X.-G.; Wang, F.; Deng, M.-R.; Qin, W.-B.; Tian, Q. Test study on cube compressive strength of recycled lightweight aggregate concrete. In Proceedings of the 2nd Annual International Conference on Advanced Material Engineering (AME 2016), Wuhan, China, 5–17 April 2016; pp. 630–634. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).