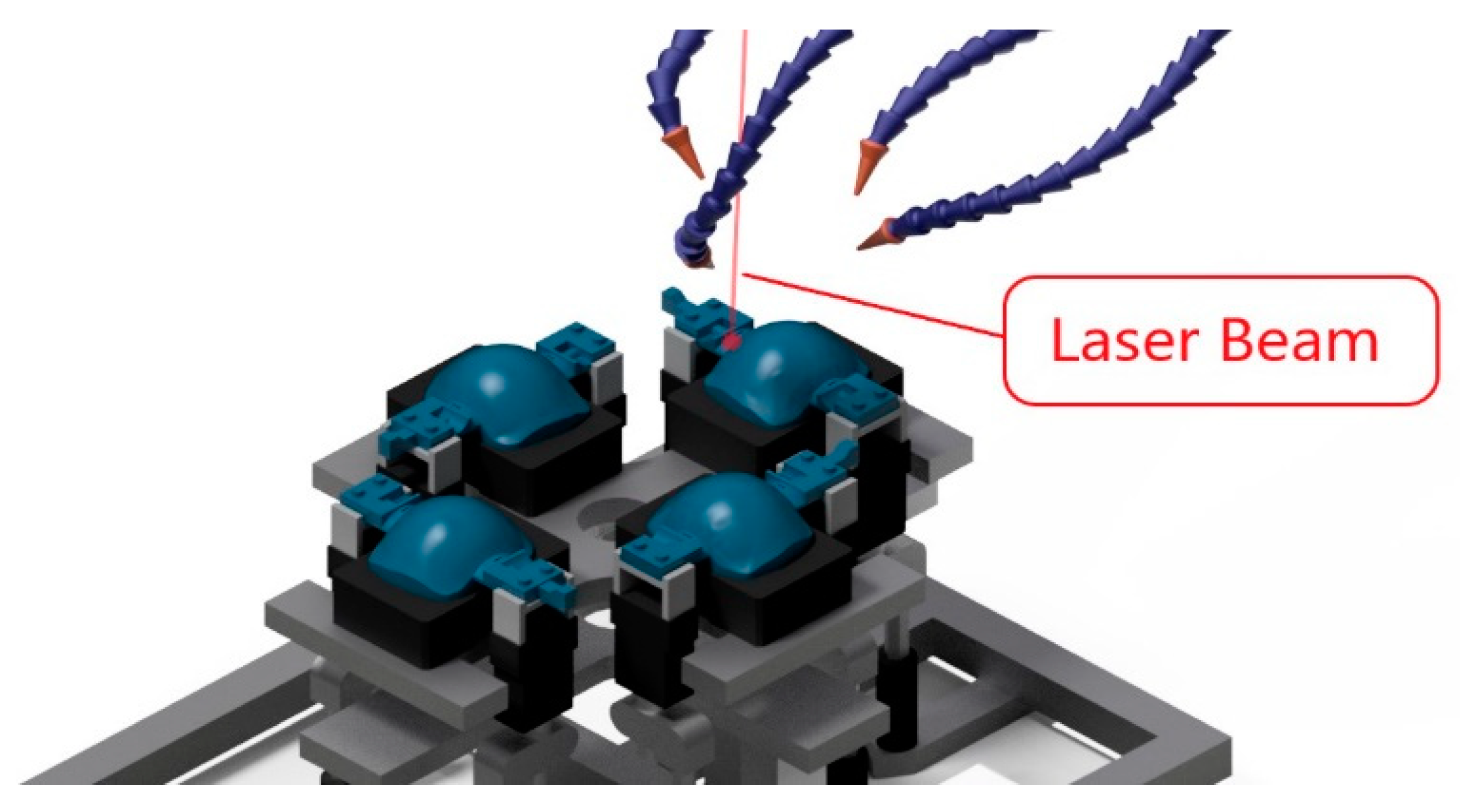
This work aims to study the injection of molded optical components for the automotive industry produced by an injection molding plastic company. During the production process, undesirable defects appeared at critical locations on the optical surface. The problem occurred inside the assembly line site and an analysis was performed in-line. After appropriate measurements and data collection in the instant of a spur interfering with laser cutting, air blowing was considered to be the cause of the existing defects. Computational Fluid Dynamics (CFD) and Design of Experiments (DOE) tools were used with the aim of finding the parameters associated with the air compressed hosepipes, to indicate and characterize the optimal conditions for the problem’s solution [1,2,3]. Most relevant objects from the experimental scenario were modelled (Figure 1) and the same blowing air conditions were simulated with Computer Aided Design (CAD) and CFD software tools, respectively.
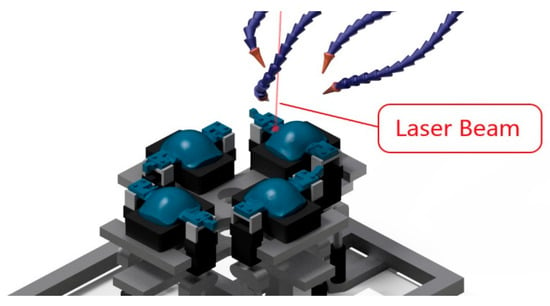
Figure 1.
3D CAD model of essential components for CFD simulations.
Further simulations (two-level full factorial design with the addition of center points) were performed to evaluate the air flow velocities through the spur cut section plane, to determine the height, angle, and blowing air velocity influences as potential factors related to the existing problem. Based on the obtained results, it was observed that higher blowing air from hosepipes, lower distances to the component, and higher reference angles improved the conditions of the blowing air flow at the spur cutting zone, in this case to a better setup than before. Statistic results from DOE demonstrated that the height was the critical factor to reach higher flow velocities in the cut plane and consequently more efficacy in particle removal and fewer defects [4]. At the end of this work, recommendations about further works are suggested, which consider the fact that the simulations performed during the study only indicated approaching conditions, requiring further validation through the execution and verification of the blowing air, resulting in values for parameters within the real components’ assembly production site.
Author Contributions
Conceptualization, A.P. and P.G.M.; methodology, A.P.; software, A.P. and I.S.F.; validation, A.P., I.S.F. and P.G.M.; formal analysis, A.P. and I.S.F.; investigation, A.P.; resources, I.S.F. and P.G.M.; data curation, A.P. and I.S.F.; writing—original draft preparation, A.P.; writing—review and editing, I.S.F. and P.G.M.; visualization, P.G.M.; supervision, P.G.M.; project administration, P.G.M.; funding acquisition, P.G.M. All authors have read and agreed to the published version of the manuscript.
Funding
This work was financially supported by the Fundação para a Ciência e a Tecnologia FCT/MCTES (PIDDAC) through the following Projects: UIDB/04044/2020; UIDP/04044/2020; Associate Laboratory ARISE LA/P/0112/2020; PAMI-ROTEIRO/0328/2013 (No. 022158).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Versteeg, H.K.; Malalasekera, W. An Introduction to Computational Fluid Dynamics-The Finite Volume Method, 2nd ed.; Pearson Education: London, UK, 2007. [Google Scholar]
- Liu, D.; Chen, X.; Yang, Y.H. Frequency-based 3D reconstruction of transparent and specular objects. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Columbus, OH, USA, 23–28 June 2014; pp. 660–667. [Google Scholar] [CrossRef]
- Nigrovič, R.R.; Meško, J.; Nikolić, R.R.; Lazić, V.; Arsić, D.; Hadzima, B. Comparison of the PMMA mechanical properties after cutting by the laser beam and milling. FME Trans. 2018, 46, 57–61. [Google Scholar] [CrossRef] [Green Version]
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).