1. Introduction
The supercritical fluid extraction (SFE) technology has advanced tremendously since its inception and is a method of choice in many food processing industries. Over the last two decades, SFE has been well received as a clean and environmentally friendly “green” processing technique and in some cases, an alternative to organic solvent-based extraction of natural products. The most recent advances of SFE applications in food science, natural products, by-product recovery, pharmaceutical and environmental sciences have been published in extensive reviews [
1]. The authors of these papers also discussed comprehensively the applications of SFE to extract high value compounds from food and natural products, as well as heavy metals recovery, enantiomeric resolution or drug delivery systems and the development of new separation techniques, such as using supercritical fluids to separate components of the extract, resulting in augmented quality and purity [
2]. This makes SFE a valuable technique in the extraction of natural products, including fats and oils. These advantages are being used to remove caffeine from coffee [
3], and harmful components from nutraceutical products [
4]. SFE extracts the oil or desired element from the subjected material in shorter time compared to the conventional methods. Supercritical fluid extracts are typically sterilized, contamination free and the valuable components remain in chemically natural state [
5,
6]. SFE technology has also been investigated for the degumming and bleaching of soybean oil [
7], palm oil [
8,
9], purification of used frying oil [
10]; fractionation of butter oil [
11] and beef tallow [
12].
Supercritical fluid solvents are of interest in chemical processes both for their involvement in chemical reactions as well as their solvent effects, that are influenced by pressure and temperature. Supercritical fluid (SCF) solvents such as SC-CO2 are intermediates between liquid and gases and considered important in the separation processes based on the physicochemical characteristics including density, viscosity, diffusivity and dielectric constant which are easily manipulated by pressure and temperature. A fluid that exists at a state above the critical temperature (Tc) and the critical pressure (Pc) is in a supercritical condition and the uniqueness of a SCF is that its density is pressure dependent. The density can be attuned from liquid to vapor condition with continuity.
In a SCF extraction process, the most important regions in the pressure-temperature-composition space are those of (i) 2-phase, liquid-vapour (LV), solid-vapor (SV), or liquid-liquid (LL) equilibrium; (ii) 3-phase, liquid-liquid-vapor (LLV), solid-liquid-vapour (SLV), solid-solid-vapor (SSV) equilibria, and sometimes; (iii) 4-phase equilibria: solid-SCF mixtures. As an extractive solvent, SCF can break up a multi component mixture based on the different volatile capacities of each component. Supercritical fluid extraction facilitates the detachment of the extract from the supercritical fluid solvent by simple expansion. An added benefit is derived from the liquid like densities of the supercritical fluids with superior mass transfer distinctiveness that enables the easy release of solutes, compared to other liquid solvents. This uniqueness is owed to the high diffusion and very low surface tension of the supercritical fluid that enables easy infiltration into the permeable make-up of the solid matrix to reach the solute [
13,
14,
15].
Since the early 1980s, the use of SC-CO
2 in the extraction of oil or lipid from various sources, both plants [
16,
17,
18] and animals [
19,
20] has been studied extensively. In addition, the application of SC-CO
2 in the extraction of minor constituents from various plant sources has also been widely studied [
21,
22]. Recently, Pourmortazavi
et al. [
23] reported that carbon dioxide is used in more than 90% of all analytical supercritical fluid extractions. The low critical temperature of carbon dioxide (31.1 °C) makes it attractive for thermally labile food products. Other solvents including ethane and propane are also used as supercritical fluids for the extraction of natural compounds. These solvents have high solvating power enabling higher solubility of lipid components compared to SC-CO
2. The main demerits of ethane and propane are their flammability and high cost.
Organic solvents such as hexane are used widely in lipid extraction and fractionation operations that can achieve almost complete recovery of oil from a sample matrix. In many countries, health and safety regulations are getting stricter in addressing environmental problems created by the use of organic solvents and these issues are forcing the industries to search for alternative processing methods. The solvent is unsafe to handle and unacceptable as it is harmful to human health and the environment, restricting its use in the food, cosmetic and pharmaceutical industries [
24]. Furthermore, the major drawback of the solvent extracted products is the high level of residues left in the final products that must be desolventized before consumption. Therefore, SC-CO
2 is seen as a more favorable alternative to organic solvents in the extraction of fats and oils, and meets the growing consumer demand for safe natural fats and oils of excellent quality [
25].
Pressure, temperature, particle size and sample pre-treatment are most important factors in oils as well as high value bioactive desired compounds extraction from the natural sources using supercritical fluid, because of the influence they have on the quality of the extracts. Many researchers have reported in detail the influential extraction parameters such as pressure, temperature, sample particle size and pre-treatment in the literature [
26,
27,
28,
29]. Generally, the solubility of the solute in the supercritical fluid solvent depends on the choice of SFE operating pressure and temperature [
30]. These extraction parameters are in fact, directly responsible for the extract composition and component functionalities [
31]. The performance of SFE or the quality of extracts can also be influenced by other factors such as bed geometry, the number of extraction and separation vessels and the solvent flow rate [
32]. The main aim of this review paper is to give a detailed and updated discussion and analysis on research that has been conducted on the use of SFE in the extraction of oils, with special reference to palm oil, palm kernel oil and other oils from natural sources.
2. Advantages and Economy of SC-CO2 as a Solvent
The application of carbon dioxide as a supercritical fluid has been extensively studied over the past three decades, especially in food processing. Supercritical fluid (SCF) at its critical temperature and pressure shows unique properties different from those of either gasses or liquids under standard conditions. Carbon dioxide can easily penetrate through the solid matrix and dissolve the desired extract due to its dual gaseous and liquid-like properties. SFE exploits the ability of chemicals to function as outstanding solvents for certain desired components under a suitable set of pressure and temperature conditions. The final products obtained by supercritical carbon dioxide (SC-CO
2) extraction retain their quality and the stability of thermally labile natural components is assured without changing the bioactivity of natural molecules. SFE has been shown as a technically feasible alternative to both extraction and refining processes, especially for natural oils and bioactive compounds [
33]. It is fairly rapid because of the low viscosity and high diffusivity associated with SCF. Extraction selectivity can be achieved by changing the temperature, pressure and co-solvent and the extracted material is easily recovered by simply depressurizing, allowing the supercritical CO
2 to return to gaseous state and evaporate leaving little or no traces of solvent [
34]. The natural fats and oils obtained by SC-CO
2 extraction are of excellent quality and are comparable to those obtained by organic solvent extraction methods [
35]. The solvent power of SC-CO
2 is good since it dissolves non-polar to slightly polar compounds. The addition, of small quantities of polar organic solvent as modifiers can improve the extraction of polar compound by increasing the solubility of the analyte in CO
2, or by reducing its interaction with the sample matrix or both [
36]. Examples of the substances used thus far as supercritical solvents and their critical temperature and pressure are given in
Table 1 [
37].
Table 1.
Examples of substances used as supercritical solvents and its corresponding critical temperature and pressure. Reproduced with substantial modification from [
37].
Table 1.
Examples of substances used as supercritical solvents and its corresponding critical temperature and pressure. Reproduced with substantial modification from [37].
| Gases | Critical Temperature (K) | Critical Pressure (MPa) |
|---|
| Carbon dioxide | 304.17 | 7.38 |
| Ethane | 305.34 | 4.87 |
| Methane | 190.55 | 4.59 |
| Ethylene | 282.35 | 5.04 |
| Propane | 369.85 | 4.24 |
| Nitrous oxide | 309.15 | 7.28 |
| Acetylene | 308.70 | 6.24 |
| Hydrogen | 33.25 | 1.29 |
| Nitrogen | 126.24 | 3.39 |
| Oxygen | 154.58 | 5.04 |
| Neon | 44.40 | 2.65 |
| Argon | 150.66 | 4.86 |
| Xenon | 289.70 | 5.87 |
Among them, CO
2 is the most common supercritical fluid solvent, and has been extensively studied for its potential applications in many different fields, including the food processing industries. Due to the low critical temperature and pressure, low cost, wide availability, non-flammability and environmentally friendliness, supercritical CO
2 is the most acceptable supercritical solvent in food applications as well as in other applications without any declaration [
38]. As an example, cholesterol was shown to be more soluble in supercritical ethane than in SC-CO
2 [
29]. As ethane is much more costly than CO
2, the use of CO
2/ethane and CO
2/propane mixtures can be a good alternative for removal of cholesterol from food by compromising between higher ethane cost and better cholesterol removal efficiency, so supercritical fluid extraction can reduce the extraction and separation costs. Carbon dioxide can be recycled or reused from large scale SFE processes and is environmentally safe [
39]. The CO
2 used is largely a byproduct of industrial processes or brewing, and its use as supercritical solvent does not cause any extra emissions and cost.
3. Palm Oil and Palm Kernel Oil Production
Palm oil, also called palm fruit oil, is a natural edible vegetable oil obtained from the fruit of the palm tree. Based on the Hamburg-based Oil World Trade journal report, the global fats and oil production were 160 million tons in 2008. Palm oil and palm kernel oil contributed about 48 million tons or 30% of the total, while soybean oil was 37 million tons or 23%. The palm oil has surpassed soybean oil as the most widely produced vegetable oil in the World. Palm is quite unique in that it yields two types of oil: palm oil from the mesocarp and palm kernel oil from the palm kernels. Palm kernels from where palm kernel oils (PKO) are obtained are, in fact, a by-product obtained from the processing of the palm fruits and its production has also been increasing. World production of palm kernel oil was 3,236 metric tons in 2003, of which Malaysia produced 1,644 metric tons [
40]. The largest portion (90%) of palm oil and its products are used for consumption, while the remaining 10% is utilized for nonedible purposes [
41].
Malaysia is the second largest palm oil producer around the world, and produced 17.7 million tons of palm oil in 2008. Malaysia exports about 60% of palm oil around the World and this makes a significant contribution to its national economy [
40]. Moreover, Malaysian palm oil is currently fulfilling most of the increasing global demands for oils and fats. This puts Malaysia in a favorable position to become a major supplier of raw materials for oleochemical industries both locally and overseas. Oleochemicals that are widely used in lubricants, plastics, resins, soaps, surfactants, emulsifiers, cosmetics, toiletries and other chemicals for the textile industries are produced from palm oil and its by-products. It is predicted that by 2012 palm oil will be the leading internationally traded edible oil. Palm oil is also cheaper than peanut oil, corn oil or soybean oil [
42].
4. Major Constituents of Palm Oil and Palm Kernel Oil
Like all naturally occurring edible oils, palm oil and palm kernel oil are constituted mainly by triglycerides (TGs). More than 95% of palm oil consists of mixtures of TGs, formed from one molecule of glycerol with three fatty acids. Palm oil and palm kernel oil are high in saturated fatty acids, about 50% and 80%, respectively. The ratio of unsaturated and saturated fatty acids in palm oil is well balanced. It contains 40% monounsaturated fatty acid (oleic acid), 10% polyunsaturated fatty acid (linoleic acid), 45% palmitic acid and 5% stearic acid (saturated fatty acids) [
43]. The metabolites due to the biosynthesis of triglycerides (TGs) and products from the lipolytic activity such as monoglycerides (MGs), diglycerides (DGs) and free fatty acids (FFAs) form part of the palm oil components [
44]. TGs are mainly responsible for the physical characteristics of palm oil such as melting point, solid fat content and the induction time of crystallization [
45]. Palm oil and palm kernel oil differ in their physical and chemical characteristics, although they come from the same fruit [
45]. The major fatty acids content in palm oil are palmitic and oleic acids, while palm kernel oil contains mainly 46.0 to 51.0% lauric acid and is generally termed as lauric oil [
46].
Palm kernel oil contains some nonglyceride components. These components are removed or reduced to acceptable levels in order to convert it to edible form. The nonglycerides are of two broad types: oil-soluble and oil-insoluble. The oil soluble nonglycerides such as free fatty acids, trace metals, phospholipids, carotenoids, tocopherols/tocotrienols, oxidation products and sterols are more difficult to remove from the oil, and require various refining steps [
47].
5. Minor Constituents of Palm Oil/Palm Kernel Oil
Palm oil comprises of two categories of minor constituents. The first category of constituents is made up of derivatives of fatty acid including acylglycerides, mainly monoglycerides and diglycerides, phosphatides, esters, and sterols. The second category comprises of non fatty acid related compounds, specifically hydrocarbons, and these include aliphatic alcohols, free sterols, tocopherols and pigments. Crude palm oil serves as one of the richest sources of biologically active carotenoids and the largest natural source of tocotrienol, which is a part of the vitamin E family.
Since 1980s the presence of carotenes and vitamin E in palm oil has been well acknowledged [
48]. These minor constituents of palm oil have drawn attention worldwide due to their industrial applications and beneficial health effects. Compared to other plants palm oil is the richest source of carotenoids and vitamin E content, ranging from 500 to 3,000 mg/kg each, depending on the species of palm fruit [
49,
50]. On the other hand, palm-pressed fiber oil contains high level squalene, phytosterols, carotenes and vitamin E, ranging from 1,102 to 4,638 mg/kg each, depending on whether fresh or dried fiber is used [
51].
There are different types of carotenoids present in plants, bacteria, fungi and some animals. The various types of carotenes found in palm oil and fiber oil are summarized in
Table 2 [
52,
53].
Table 2.
Composition (%) of carotenes in palm oil and palm fiber oil [
52,
53].
Table 2.
Composition (%) of carotenes in palm oil and palm fiber oil [52,53].
| Types of carotenes | Palm oil | Fiber oil |
|---|
| Phytoene | 1.27 | 11.87 |
| Cis-β-Carotene | 0.68 | |
| Phytofluene | 0.06 | 0.40 |
| β-Carotene | 56.02 | 30.95 |
| α-Carotene | 35.16 | 19.45 |
| Cis-α-Carotene | 2.49 | 1.17 |
| ζ-Carotene | 0.69 | 7.56 |
| γ-Carotene | 0.33 | 2.70 |
| δ-Carotene | 0.83 | 6.94 |
| Neurosporene | 0.29 | 3.38 |
| β-Zeacarotene | 0.74 | 0.37 |
| α-Zeacarotene | 0.23 | Trace |
| Lycopene | 1.30 | 14.13 |
Plant fruits are the major sources of carotenoids, which are antioxidants and widely used as natural colorants in the food processing industry [
54]. Most recently, Machmudah
et al. reported that carotenoids have been used as medicines for the treatment of cancer, cardiovascular disease and as immune system regulators [
55]. Furthermore, carotenoids have been shown to be beneficial to human health, especially in the role of pro-vitamin A which is known to prevent xerophthlamia, a hardening of eye tissue related to night blindness.
Among all other carotenoids, β-carotene is commonly and commercially used in food processing industry for its excellent coloring properties. β-carotene is a precursor of vitamin A and plays an important role in human health as well as the cellular regulatory system [
56]. Apart from its colorant properties, β-carotene is known to have several other physiological functions, including antioxidant activity and inhibition of colon cancer cell growth [
57]. It also has pharmaceutical, cosmetic and therapeutic uses [
58]. Human beings cannot synthesis carotenoids in the body, so they need intake from food sources.
Lycopene is another important carotenoid. Lycopene (C
40H
56) consists of a long chain hydrocarbon with conjugated 11 carbon-carbon double bonds. It is a natural red pigment and has extensive applications in the nutraceutical, pharmaceutical and in cosmetics market due to its natural deep-red pigments. Furthermore, it has potent antioxidant and anticarcinogen activity [
59].
It is well known that palm oils as well as palm-pressed fiber oils are rich in vitamin E. Tocopherols and tocotrienols are the major vitamin E isomers found in crude palm oil as well as palm-pressed fiber oil. The average vitamin E concentration in fiber oil is 2,882 mg/kg [
57]. Of all vitamin E isomers, tocotrienols constitute about 70–80% of total vitamin E present in crude palm oil [
53]. However, in palm-pressed fiber oil, the major compound is α-tocopherol, which is about 60–70% [
46]. Natural tocopherols and tocotrienols are well absorbed by body tissue, therefore extraction of these components from natural sources is of interest [
60]. Moreover, there is growing interest in tocopherols and tocotrienols in the food industries due to their antioxidant properties and other nutraceutical effects [
61]. Tocopherol and tocotrienol have been shown to possess antitumor activity and also to reduce cardiovascular disease (CVD) [
62]. In addition, tocopherols are used commercially to fortify food or as nutritional supplements. Most of the natural vitamin E is used for human consumption, while only a small portion is used for animal feed and cosmetics [
63].
Phytosterols are used as intermediates for the synthesis of hormones and drugs and widely used as cholesterol-lowering agents in food and pharmaceuticals industries. Lau
et al. [
57] reported the highest concentration of sterols 10,877 mg/kg and squalene 9,690 mg/kg in palm oil. β-sitosterol is the major constituent at 70% [
51] and is potentially hypocholesterolemic [
64]. Squalene acts as chemopreventive agent against some type of cancers [
65,
66].
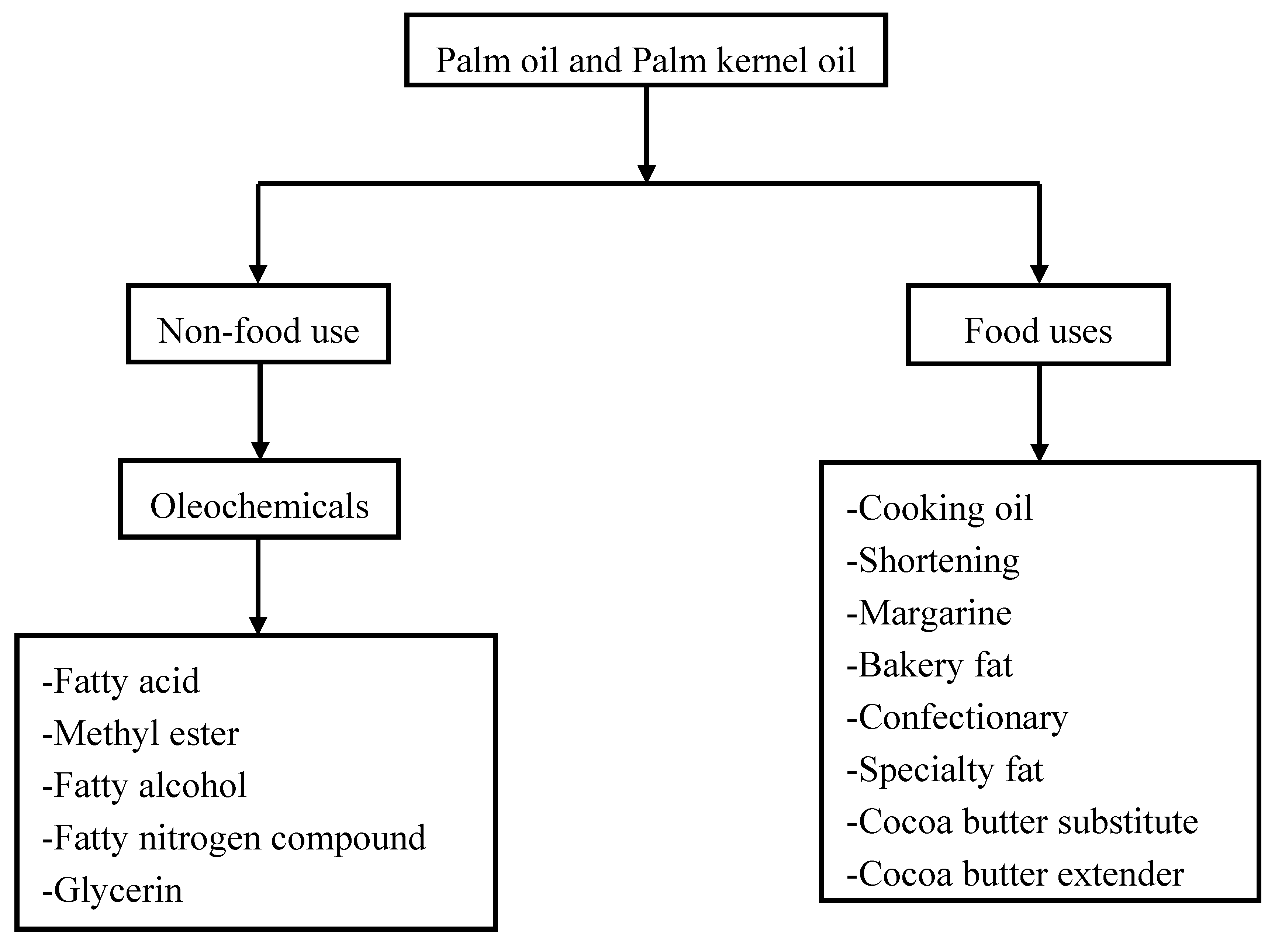
6. Major Uses of Palm Oil and Palm Kernel Oil
Palm oil and palm olein are used mainly as frying oils in the food industry around the World. They are widely used in large-scale industrial frying for the preparation of doughnuts, instant noodles, crisps, and chips and commercial frying of snack foods. Palm oil is an ideal oil due to its composition, natural consistency, appearance, pleasant smell and heat resistant nature. It is comparatively cheap to use and produce fried food products with good flavor and long shelf life. Palm oil contains only a moderate amount of the more stable linoleic acid (10–12%). Palm olein is used both in the food industry and in homes and restaurants for frying and cooking. Palm olein produces less smoke, less foam and does not polymerize to gums compared to polyunsaturated oils. However, on repeated frying, a brown color is formed from the phenolic minor components in palm oil products but this color formation is unrelated to any deterioration of the fat. Because of the unique ratio of saturated to unsaturated TG, palm oil can be fractionated easily to a solid fat (stearin) and liquid oil (olein). These fractions can then be manipulated in different proportions to serve as raw materials for margarine production. Nowadays, margarines of different kinds are required to meet the varying demands by the food industries [
67]. Hard margarine, soft table margarine and puff pastry margarine are some of the products made out of palm oil. There are many different kinds of palm-based shortenings, each tailor-made for a particular application.
PKO are widely used for the manufacture of margarine, cocoa butter substitutes and other confectionery fats, biscuits or cookies with filling creams, cake frostings, imitation whipping cream and many other fascinating food products [
68]. It is also used as replacement of butterfat in various dairy products such as ‘filled’ milk (e.g., coffee ‘whitener’ and coffee ‘creamer’), ice cream and cheese.
The Malaysian palm-based oleochemical industry has been advancing rapidly and is producing an increasing number of products like fatty acid methyl esters, fatty alcohols and glycerine [
69]. In 2000, Malaysia produced 1.2 million tons of palm based oleochemicals, contributing to 19.7% of the total global production [
70].
Figure 1.
Flow diagram showing the usage of palm oil and palm kernel oil.
Figure 1.
Flow diagram showing the usage of palm oil and palm kernel oil.
The fatty acid composition of palm kernel oil is very similar to that of coconut oil, while the fatty acid compositions of palm oil and palm stearin are similar to that of tallow [
12]. Technically, therefore, palm kernel oil and palm oil could, to a large extent, replace coconut oil and tallow in the manufacture of oleochemicals provided availability and cost competitiveness are satisfactory. Oleochemicals are derived mainly from fatty acids and these can be manufactured from any of the oils and fats, but the ones actually used in the oleochemical industry are determined by market demand for particular types of fatty acids and their derivatives. All oils and fats can be converted to soap and the particular oil or fat used will determine the properties of the soap; and these properties of the soap are generally a function of the fatty acids. For the production of the best soaps no single oil or fat is suitable; a mixture of oils or fats has to be used. PKO closely resembles coconut oil and it is suitable in the production of high-quality soap. The major uses of palm oil and palm kernel oil are shown in
Figure 1.
7. Conventional Extraction of Palm Oil and Palm Kernel Oil
In Malaysia, three methods are being used for extracting palm oil and palm kernel oil: screw press, direct solvent extraction, and pre-pressing followed by solvent extraction [
46]. The screw press technology utilizes large quantities of water to sterilize the palm fruits as a pretreatment process. The process wastewater is then discharged as palm mill oil effluent (POME) and is harmful to the environment [
71]. The solvent extraction processes can be divided into three main unit operations; kernel pre-treatment, oil extraction and solvent recovery from oil and meal. In this process the pre-treated kernel flakes are first pre-pressed, leaving about 15 to 20% oil in the pre-expelled cake. Finally the cake is solvent extracted to remove the remaining oil.
Physical and chemical treatments are two types of processes used to refine crude palm oil. Generally, physical refining is the more popular and advantageous method because it is the most economical means for removing undesirable substances and avoid concomitant environmental concerns. Typically, physical refining consists of three major steps. Degumming is the first step to remove undesired gummy materials such as phosphatides. Secondly, the bleaching step is involved to remove color pigments and the final step is deodorization process to get rid of the unpleasant odor and taste due to the presence of aldehydes and ketones. Deodorization of FFAs is by steam distillation at 270 °C under vacuum and the final product will be refined, bleached, and deodorized oil which requires three separate mills in addition to the logistics and cost in the processing. In other cases, organic solvents like hexane have been used to extract the oil. Moreover, some valuable nutrients such as tocopherols and carotenes present in palm oil are also destroyed during the removal of FFA via deodorization [
8]. List
et al. [
7], reported that about 99.2% of the gums removed from crude soybean oil by SC-CO
2 degumming process while conventional water degumming removes 80–95%. They also reported that after SC-CO
2 degumming crude soybean oil flavor stability is better than that of commercial refined oil. Manan
et al. [
9], described the modeling of a new SFE process for palm oil refining that can overcome the limitations of the existing refining processes. In comparing direct expelling, direct solvent extraction and pre-expelling/solvent extraction different opinions have been expressed regarding the most economical palm oil extraction method. Some feel direct solvent extraction is suitable for oilseeds containing less than 20% oil, while per-pressing followed by solvent extraction is used for high oil content seeds (exceeding 20%).
9. SFE of Minor Constituent of Palm Oil
Minor components in palm oil such as carotenoids, vitamin E, sterols, squalene and others are mostly removed from the oil during traditional oil refining procedures [
82]. Palm oil has been used to extract these natural valuable compounds by employing various methods. They include urea processing, saponification, separation by adsorption, crystallization, selective solvent extraction, molecular distillation and transesterification followed by molecular distillation [
49,
83]. However, the difficulty and inefficiency of most of these methods are ascribed to the sensitivity of carotene to light, oxygen, heat and acid degradation, low content in all natural sources, and low selectivity of separation techniques due to the similar physical properties (polarity, solubility, molecular weight) of the various carotenes [
58]. Moreover, use of organic solvent in these methods which are potentially harmful and cost effective. SC-CO
2 extraction has become an increasingly popular method for the valuable natural minor components of palm oil, due to its distinctive advantages, as well as low temperature use, selective extraction, simpler and cleaner (solvent-free) product recovery as well. The application of supercritical fluid extraction of carotenes and vitamin E from palm oil is seen to have great potential for replacing the conventional screw-press extraction, clarification and vacuum drying processes [
51]. Several other reports are available on the SC-CO
2 extraction of carotenoids and vitamin E from palm and palm-pressed fibers oil [
8,
71,
84]. Furthermore, The SC-CO
2 extraction of carotene and the impact of pressure, temperature and time have been extensively studied by many researchers [
52,
57,
85,
86,
87,
88].
Lau
et al. [
57], extracted two fractions of fiber oil enriched with vitamin E and carotene, respectively from fresh palm-pressed mesocarp fiber using SC-CO
2 at 40 °C in three steps by a continuous extraction technique. About 40% of the triglyceride with low carotene content was obtained at 10 MPa and 20 MPa in the earlier fraction, retaining maximum carotene that enriched the latter fractions with average concentration of 3,942 mg/kg and 90%. The vitamin E was extracted with highest concentration of 3,650 mg/kg in the first fraction, while carotene was enriched to 5,498 mg/kg in the later fraction. From their study, it has been shown that the solubility of vitamin E in SC-CO
2 is higher than that of carotene. Therefore, carotenes can be separated from other minor components based on solubility differences by manipulating the SC-CO
2 extraction parameters.
To date, the solubility of carotenoids and vitamin E in supercritical carbon dioxide and the effect of pressure, temperature have been widely studied. Wei
et al. [
52], reported the effect of pressure, temperature, on the solubility of palm carotenoids. They found that the solubility of carotenoids in SC-CO
2 is affected by increasing pressure at the constant temperature or decreasing temperature at constant pressure. However, increasing flow rate and decreasing sample size can reduce extraction time. The solubility of carotenoids found in their study is in the range between 1.31 × 10
−4 to 1.58 × 10
−3 g kg
−1 at different pressure range 14 to 30 MPa while lower solubility was also reported by Johannsen and Brunner with 1 × 10
−3 to 4 × 10
−2 g kg
−1 [
88].
Tocopherol and carotene differ greatly in their solubility in SC-CO
2. The solubility of squalene and sterols in supercritical fluids was studied by Lau
et al. [
57]. In their study, the solubility of squalene in the mixture at 10 MPa was 0.189 mg/g CO
2 while that of sterols was 0.132 mg/g CO
2, even though the initial concentration of sterols (4,349 mg/kg) was four times higher than that of squalene (1,117 mg/kg). Squalene showed high solubility in low density SC-CO
2 (10 MPa) with a 77% recovery during the 1st 4 h of extraction. In that study, squalene showed the highest solubility among all other components due to its nonpolar characteristic and smaller molecular size. Thus, the SC-CO
2 technique has the potential to produce two types of value-added oils from palm-pressed mesocarp fiber.
10. Prospect and Limitation of SC-CO2 in Palm Oil Industry
Laboratory scale attempts are always the primary steps to establish a new technique or methodology. As an attempt to industrialization of SFE technology, SCF has been applied to a lot of extraction purposes at the laboratory scale and its suitability has been reported. Casas
et al. [
89], reported that SFE can be applied from a laboratory scale to large industrial scale (less than a gram to tons of raw materials). Before using in the industry, a method or technology needs scaling-up from laboratory to pilot plants. Successful scale up means the maintenance of quality of products obtained after scale up. Typically before SFE is employed at the industrial scale, a pilot plant is set up to test the soundness of the system incorporating laboratory data in the design. The easy scale-up procedure for SFE processes consists of two steps: the first is to perform small scale assays to define the optimal extraction conditions through a screening of operational parameters. The second step involves the selection of the scale-up method based on the kinetic limiting factors [
90]. Reverchon
et al. [
91], compared lab-scales and pilot scales in supercritical assisted atomization. In most cases the parameters to be evaluated are extraction pressure, CO
2 flow rate and particle size. There are several mass transfer models to explain the extraction curves among which logistic model, diffusion model and Sovová model are the most convenient [
92,
93]. Furthermore, Oliveira
et al. [
94] reviewed significant models such as the linear driving force, shrinking core, broken and intact cells (BIC), and the combination of BIC and shrinking core models.
Recently, the kinetics and mathematical model described by Mezzomo
et al. [
90], for scaling-up of the SFE method was used for extraction of peach almond oil. This SFE modeling defined some useful parameters for process design, especially in equipment dimensions, solvent flow rate and particle size determination. Casas
et al. [
89], successfully established scaling-up of the SC-CO
2 method for the extraction of bioactive compounds from the sunflower leaves, where the authors investigated the influence of the extraction time at various flow rates of SC-CO
2 solvent. Aro
et al. [
95], reported a study using pilot scale SFE equipped with two extraction chambers, where one chamber was for antisolvent process for the production of pure phospholipids from egg yolk. Pettinello
et al. [
96], scaled up a supercritical fluid chromatography for purification of eicosapentaenoic acid ethyl ester (EPA-EE) where the pilot scale purity of EPA-EE reduced from 95% (bench scale) to 93%.
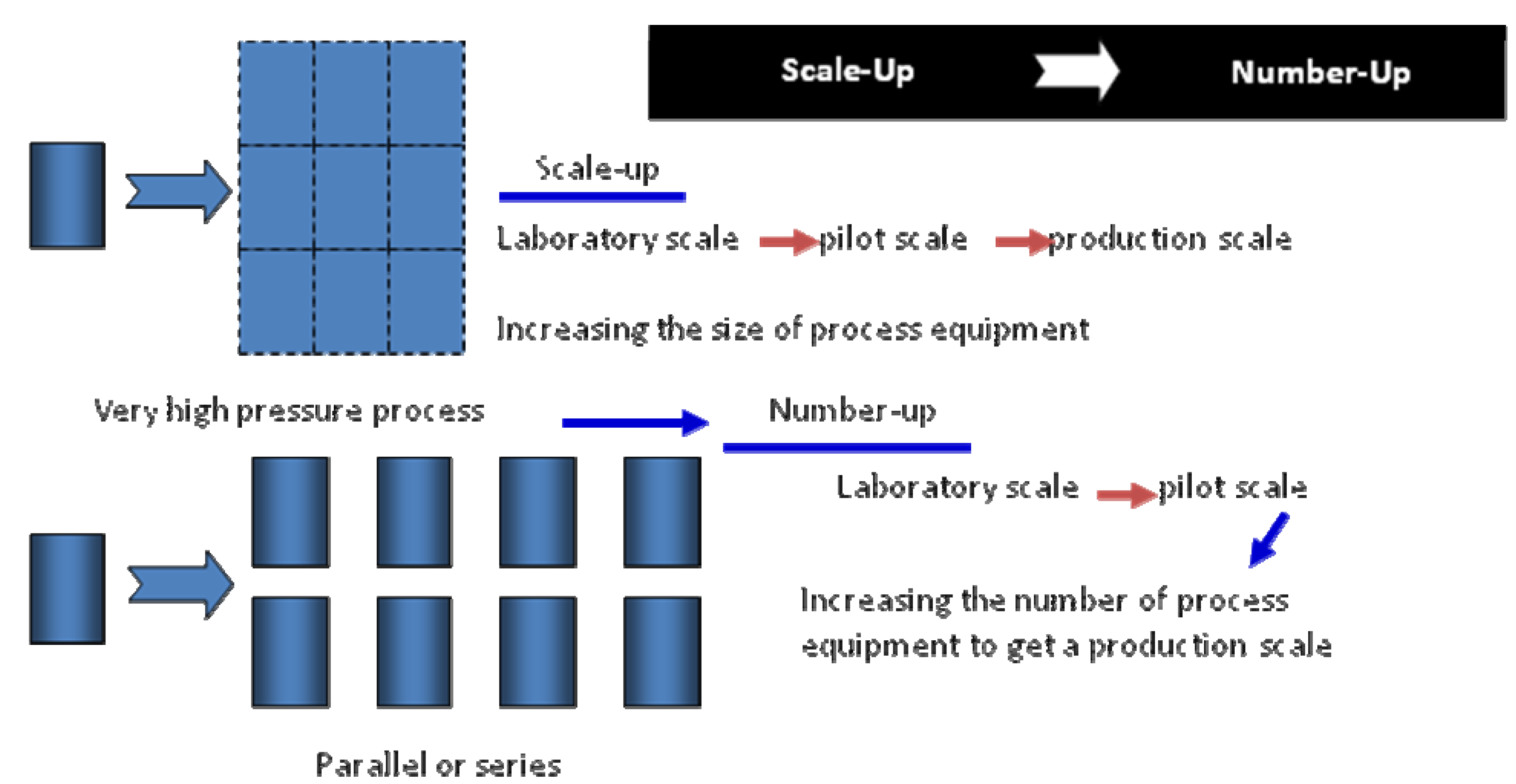
In the near future studies number-up could be used over the scaling-up method using geometric, dynamic, and kinematic similarities. This method is introduced by Oldshue in 1983 [
97].
Figure 2 shows the overall concept of Number-up method.
Figure 2.
Scale-up to larger, geometric full-scale system.
Figure 2.
Scale-up to larger, geometric full-scale system.
Palm oil is the oil with the lowest production costs, considering that palm oil is now the “marginal” oil [
98]. Further decrease in production cost by using SFE will push palm oil one step forward in taking over the world market. The move away from
trans-fatty acids also favors palm oil, because it can be used without hydrogenation as the solid fat component in many formulations [
99].
As discussed in earlier sections, SFE could be advantageous for fractionating different constituents of palm oil and PKO and be blended again in desired ratios to formulate different types of palm oil according to the market demands. SC-CO2, being a cheaper recyclable solvent, will ensure it will not be costly to produce the desired fractions and bears no threat to health and the environment. The major hurdle to the application of SFE or SC-CO2 in palm oil industry is its instrumentation on an industrial scale. Another problem is the maintenance of the SFE equipment which is somewhat costly as gas-leakage can be frequent during high pressure operation. Attention should be paid while constructing the heavy duty equipment for use in the industry. It is also important to keep in mind during construction of the equipment to link a supercritical fluid chromatography to SFE equipment to be used for special purposes to concentrate desired components. By this time SFE has been established to industrial scale in essential oil extraction from different spices and in extraction of some pharmaceutical or phytochemicals from different plant parts. Once the industry adopts SFE equipment in palm oil extraction, the process can appear cost-effective or more profitable than the conventional methods.


{kind=link}
{kind=link}

