
Method of Manufacturing Structural, Optically Transparent Glass Fiber-Reinforced Polymers (tGFRP) Using Infusion Techniques with Epoxy Resin Systems and E-Glass Fabrics
 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Polymer Synthesis
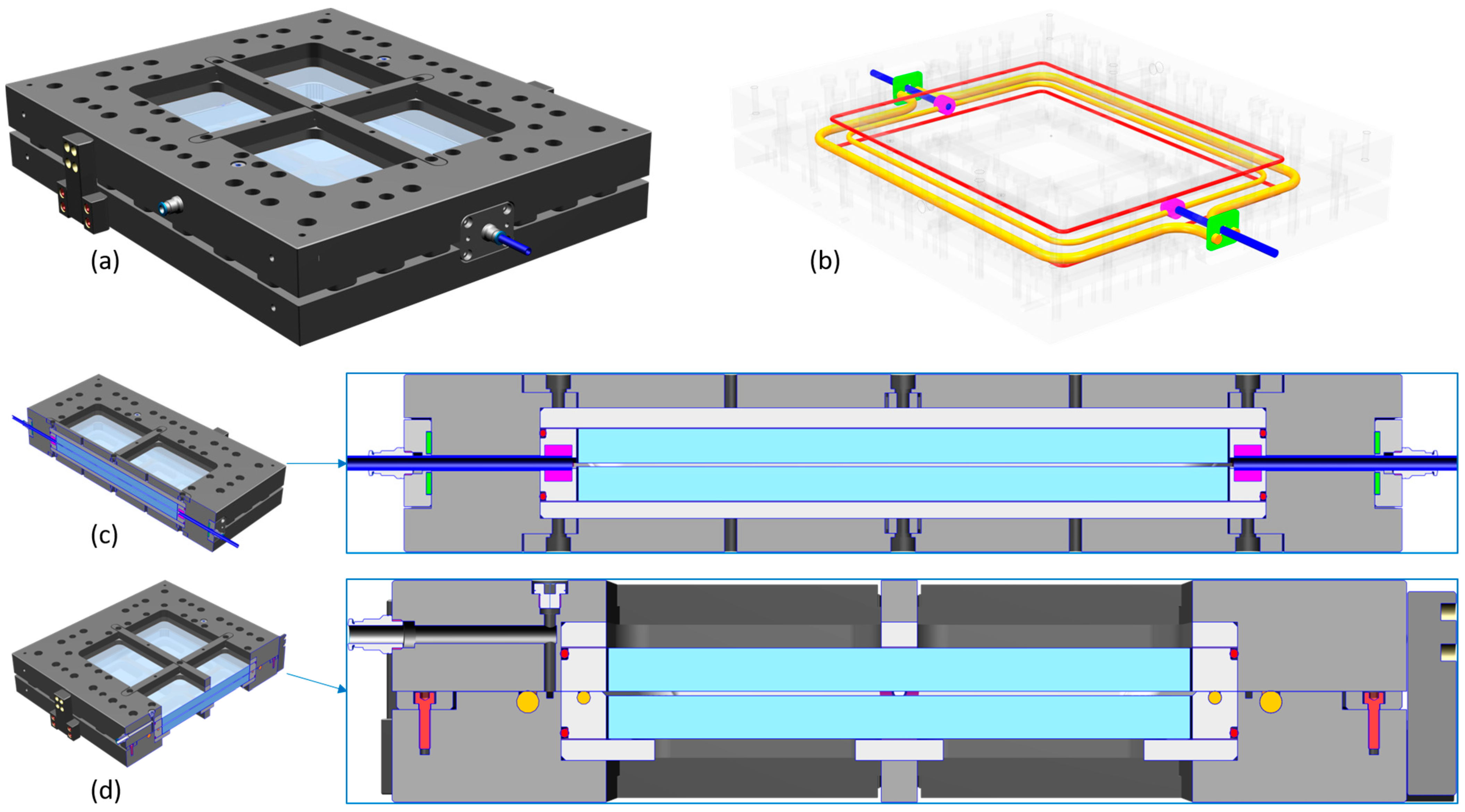
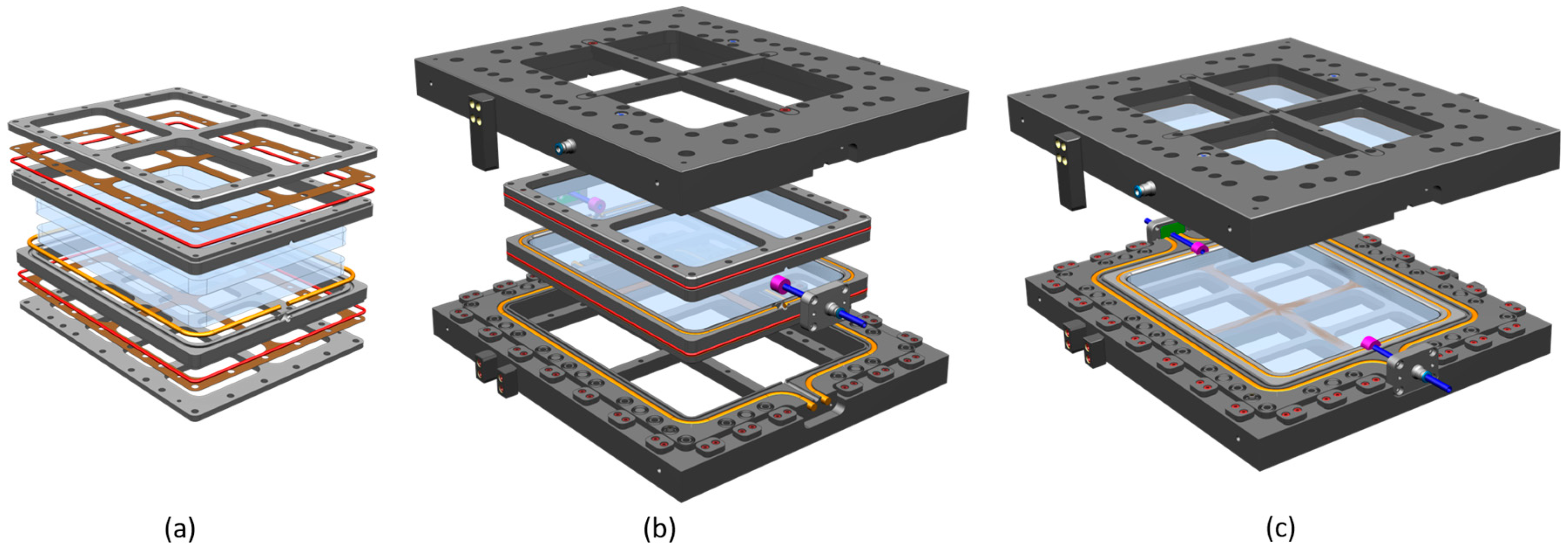
2.3. Mold Design for Manufacturing tGFRP Plates (Optical-RTM)
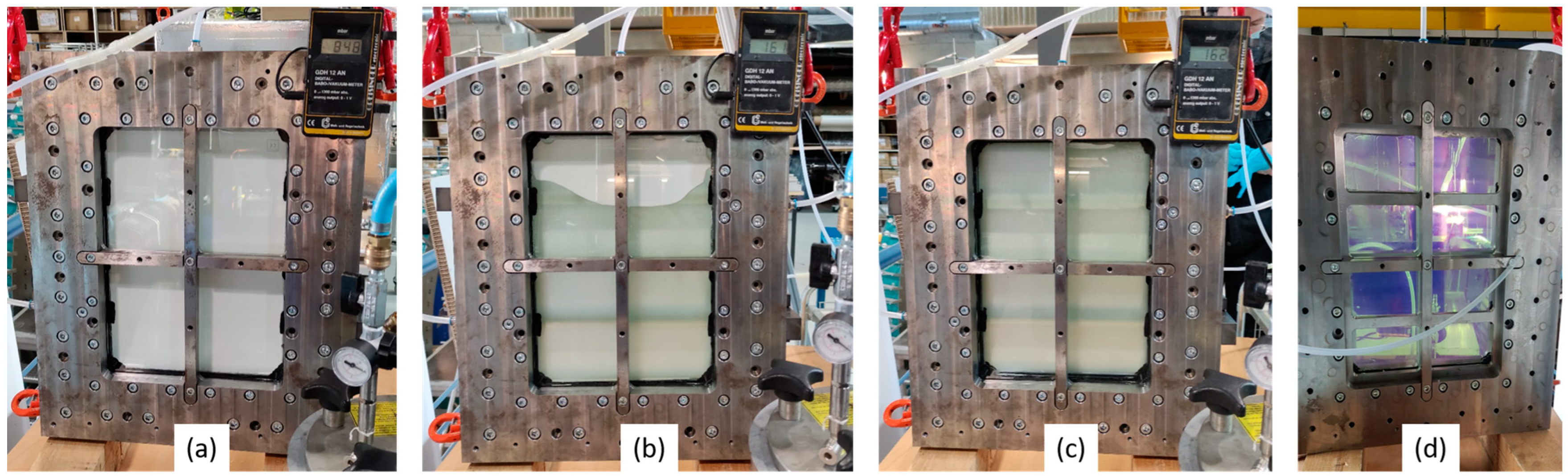
2.4. Manufacturing of tGFRPs
2.5. Optical Evaluation
2.5.1. Refractive Index Measurements
2.5.2. Transmittance Measurements
2.6. Microstructural Evaluation
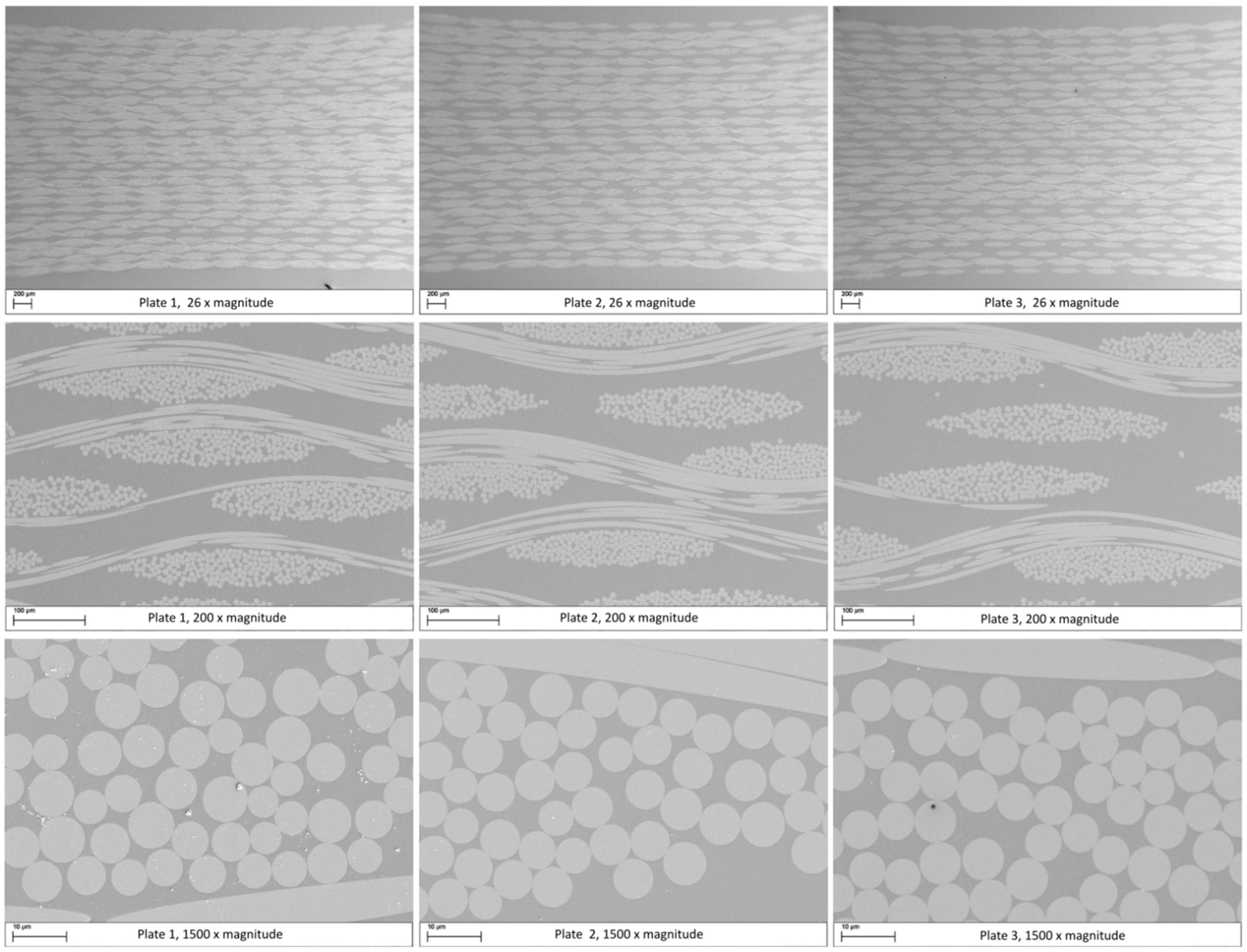
2.6.1. Microscopic Analysis
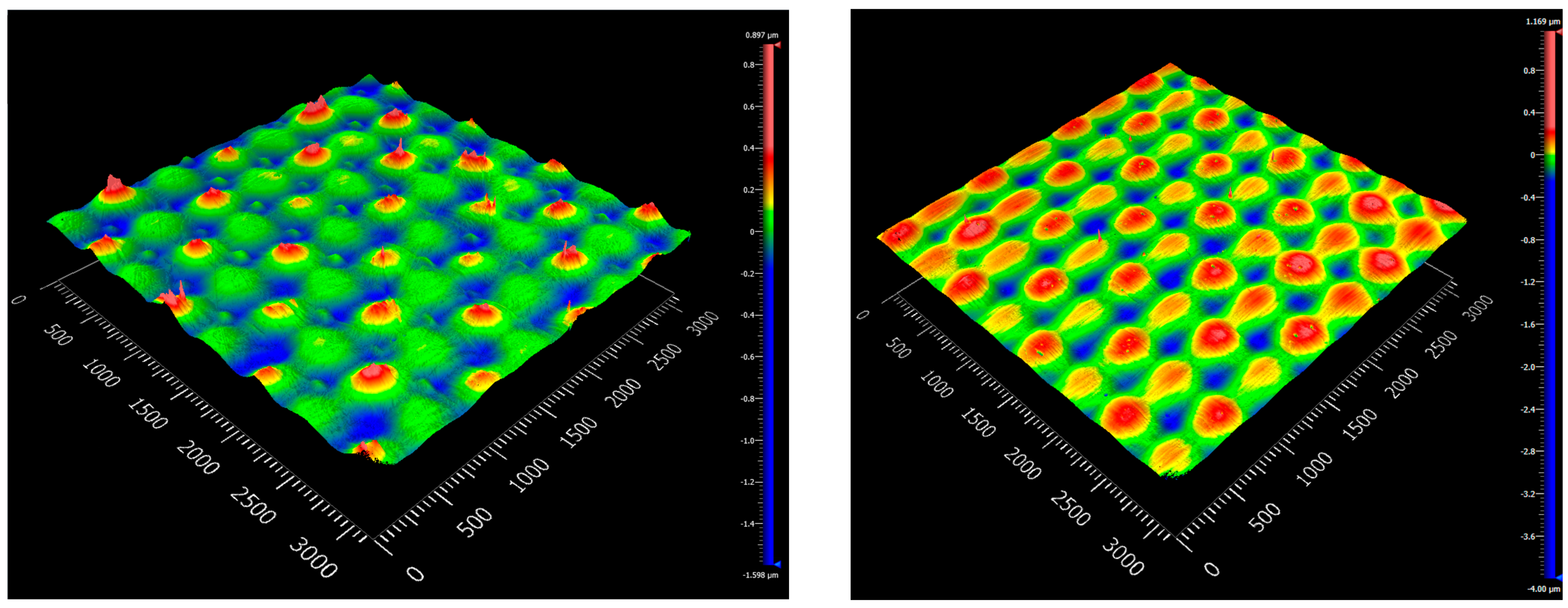
2.6.2. Surface Roughness Analysis
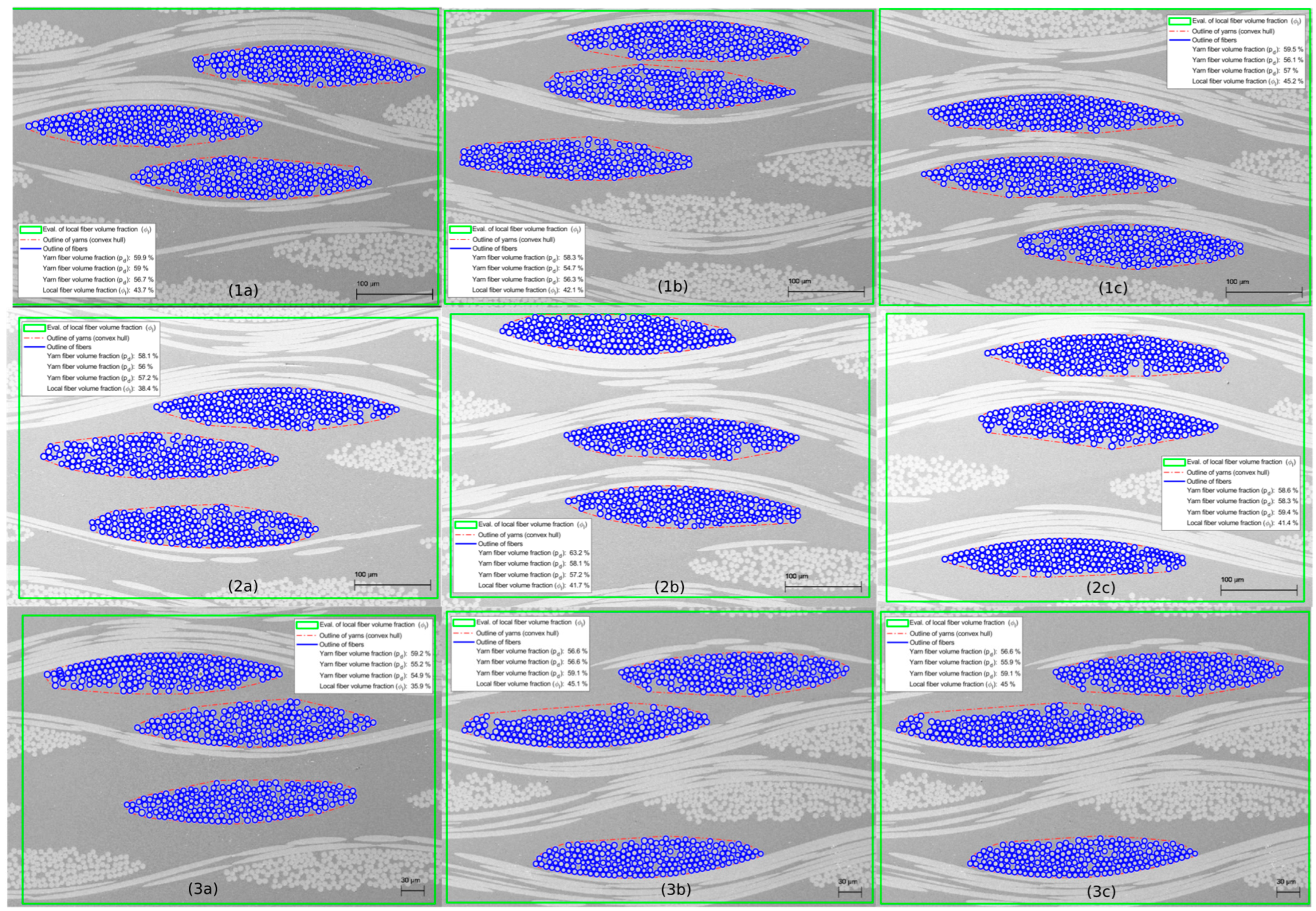
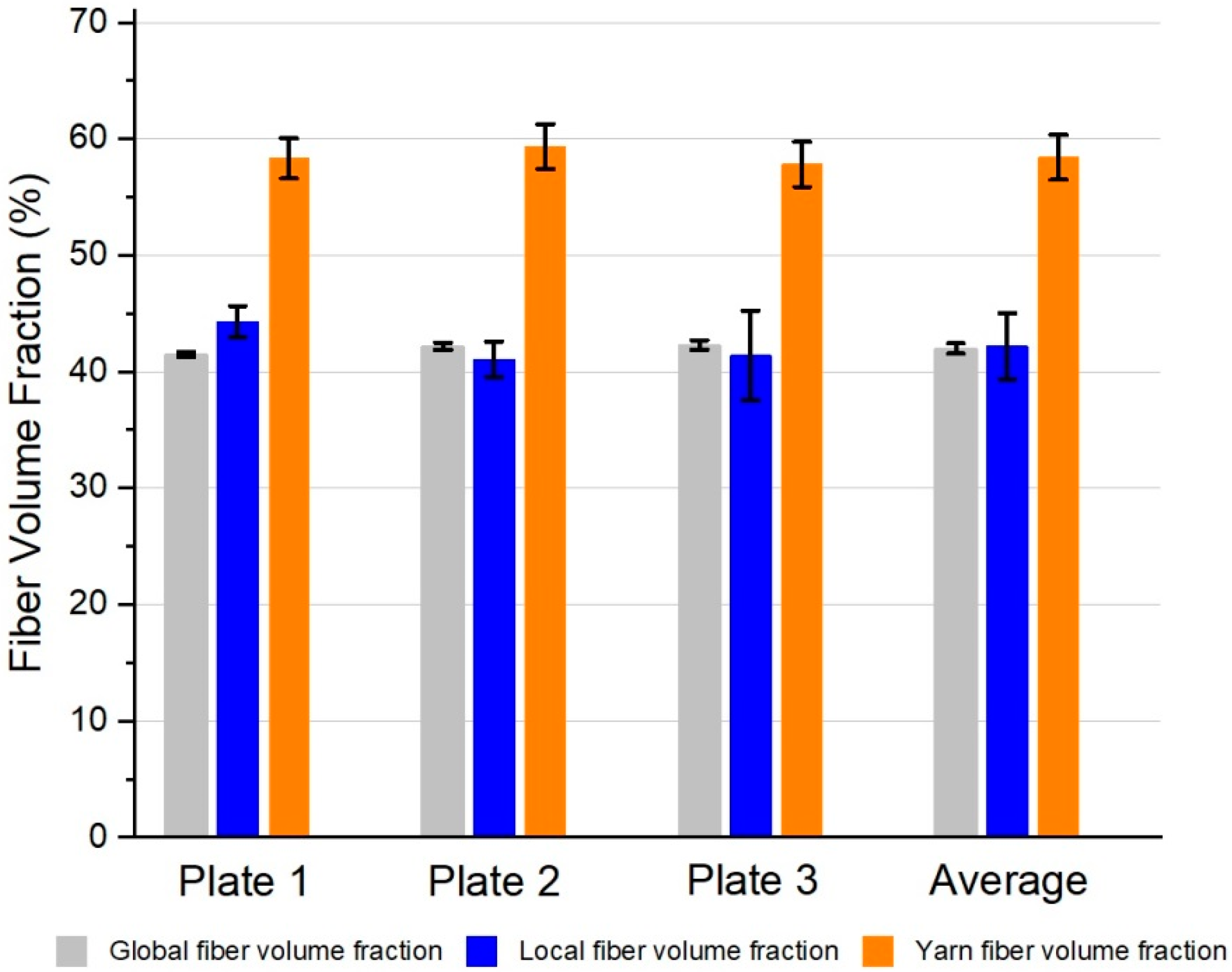
2.6.3. Fiber Volume Fraction
2.7. Thermal Evaluation
2.7.1. Thermogravimetric Analysis (TGA)
2.7.2. Differential Scanning Calorimetry (DSC)
2.8. Mechanical Evaluation
Characterization of Flexural Properties
3. Results
3.1. Optical Properties
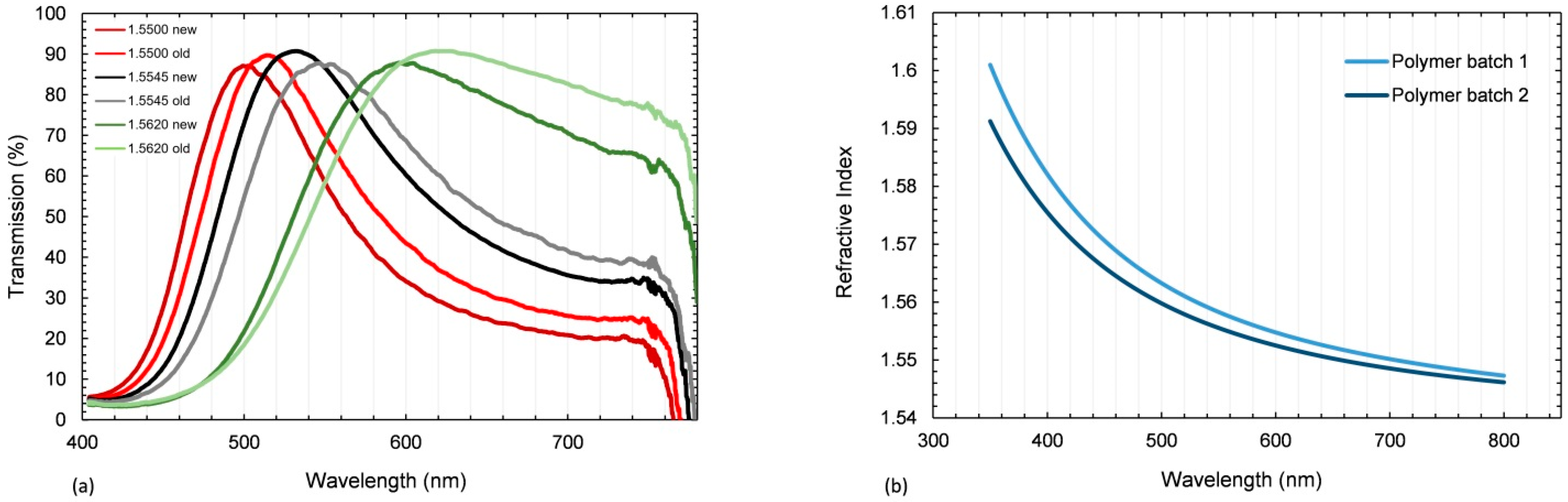
3.1.1. Adjusting the Refractive Index
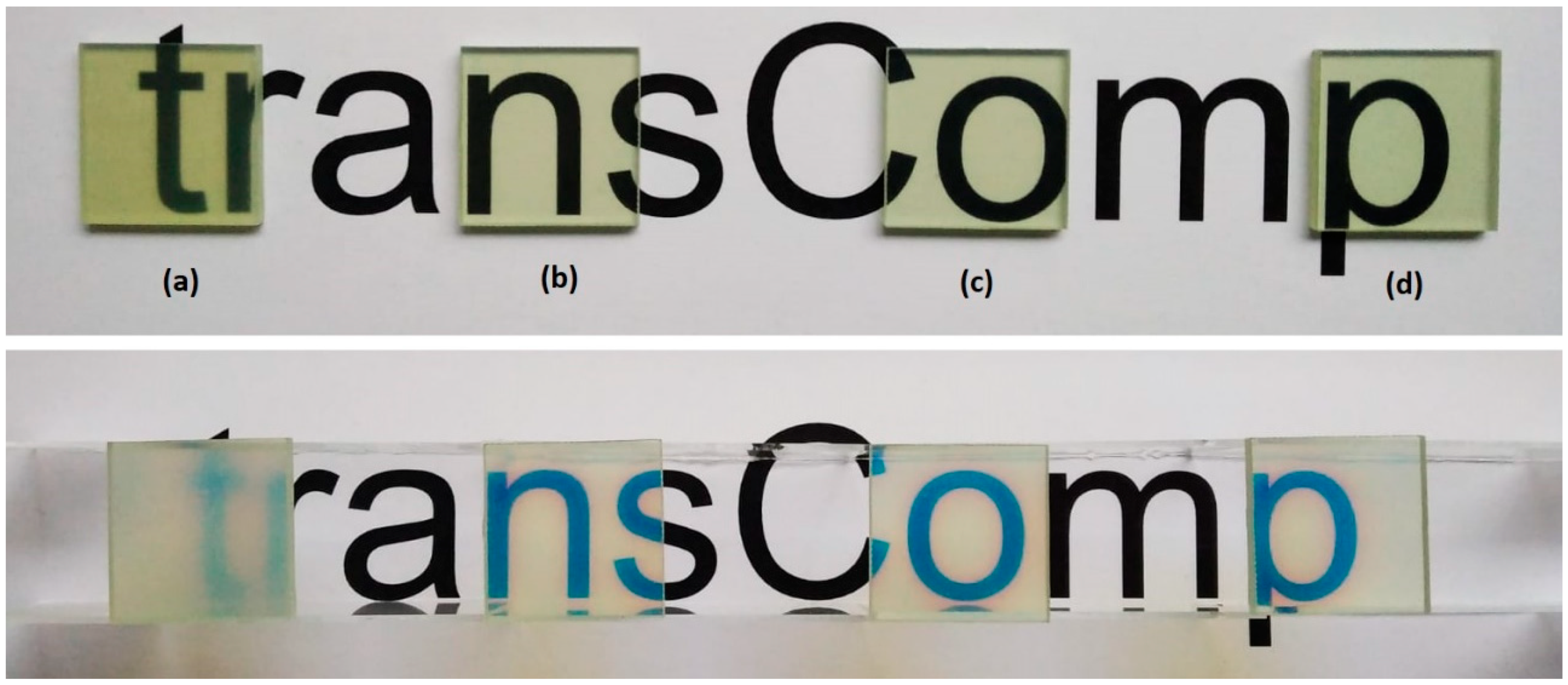
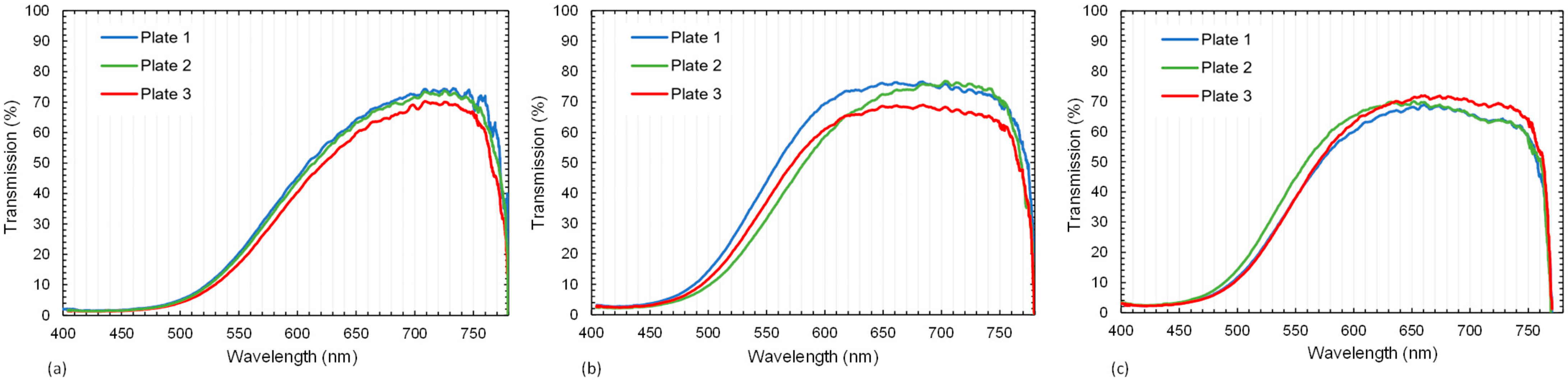
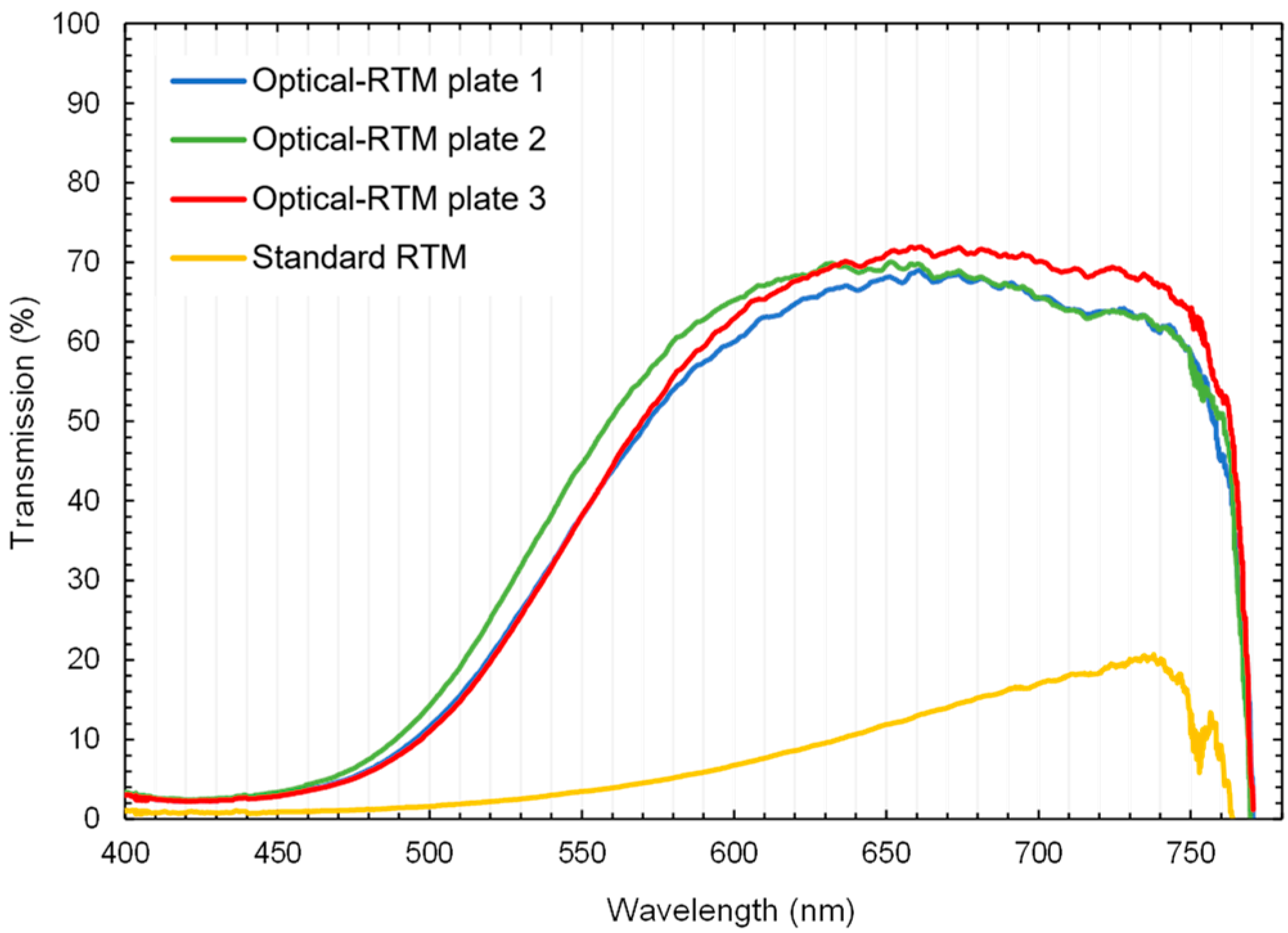
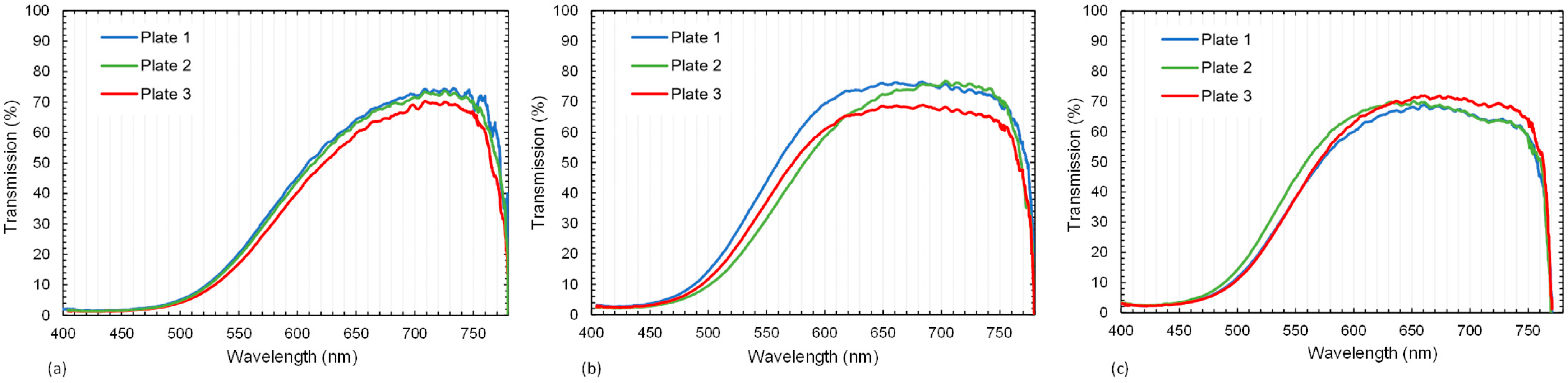
3.1.2. Transmission Results
3.2. Microstructural Properties
3.2.1. Microscopic Analysis
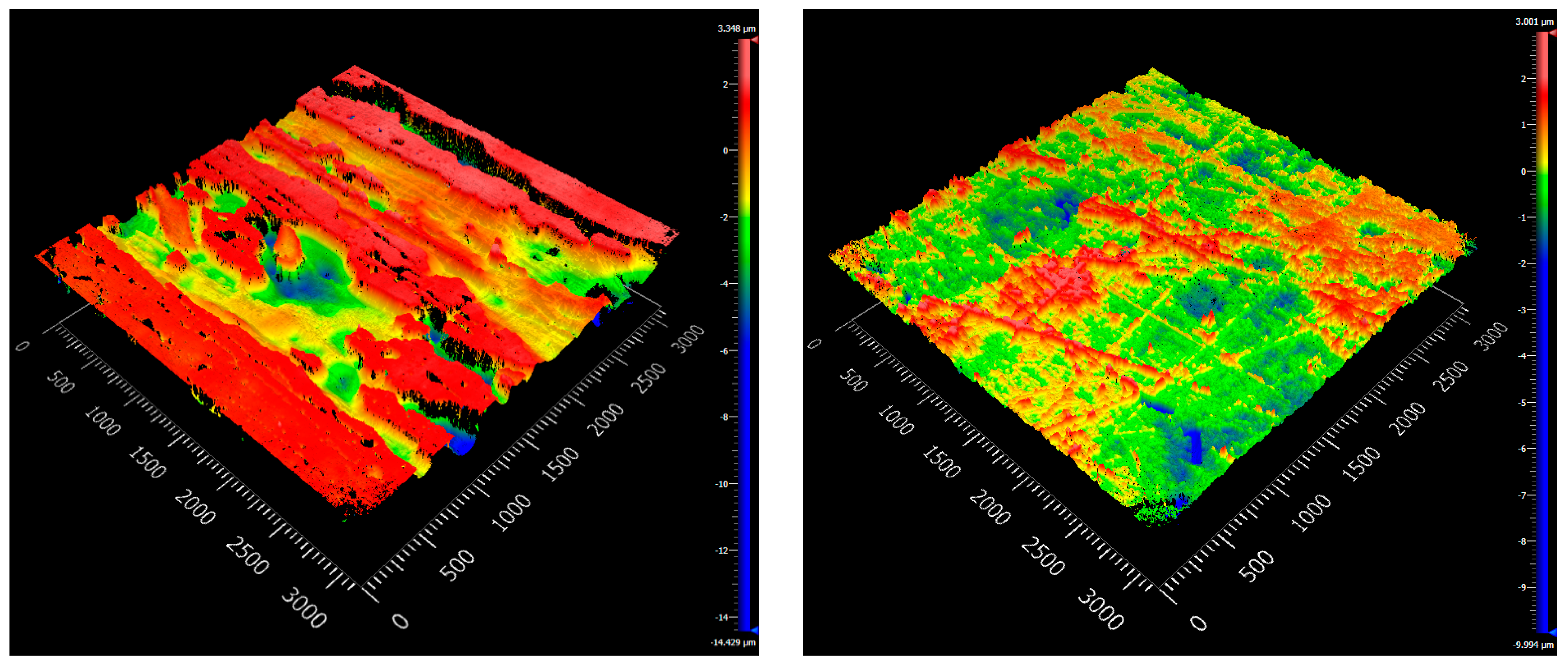
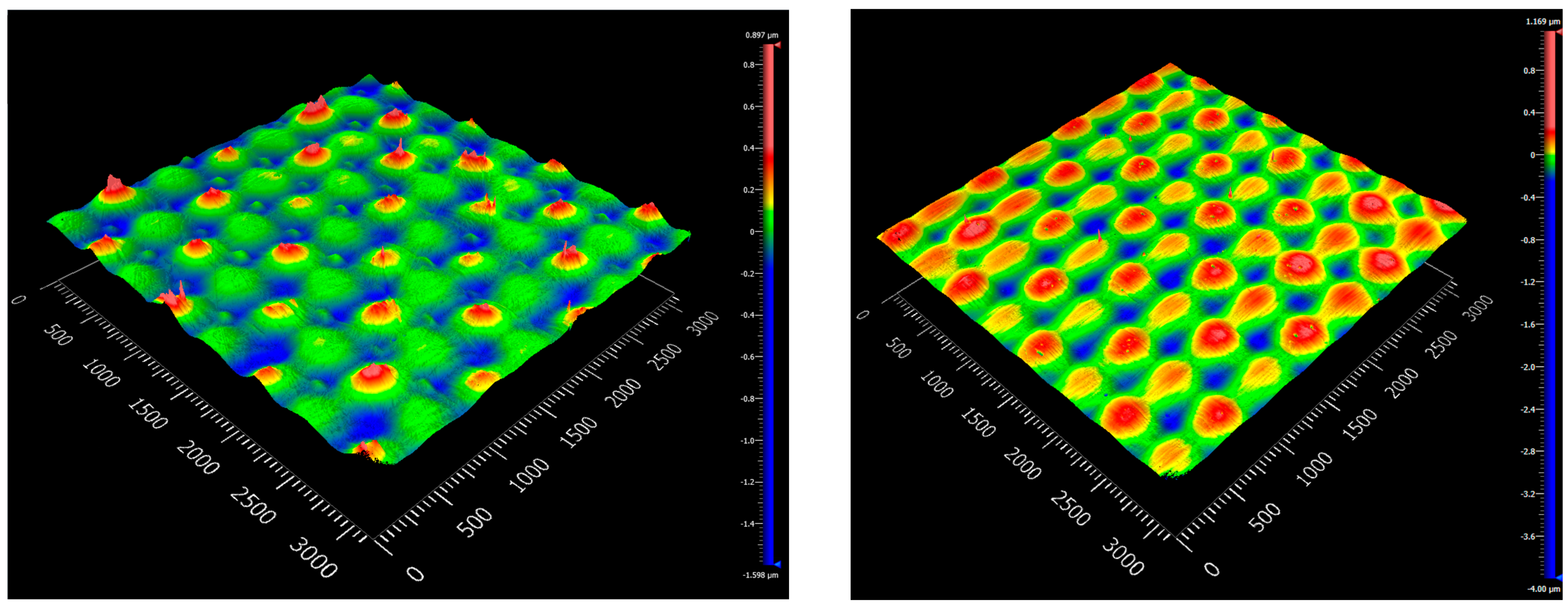
3.2.2. Surface Roughness
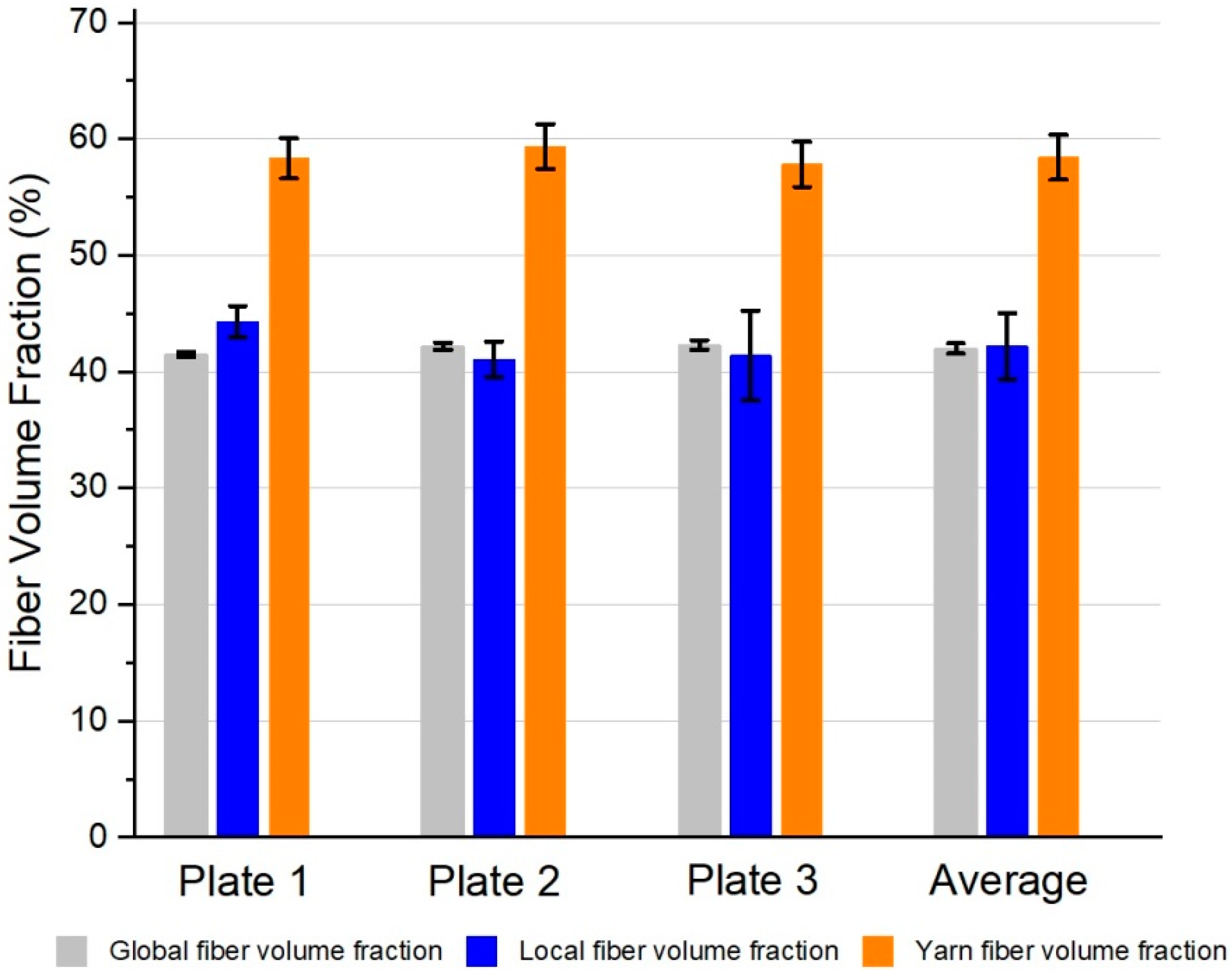
3.2.3. Fiber Volume Fraction Results
3.3. Thermal Properties
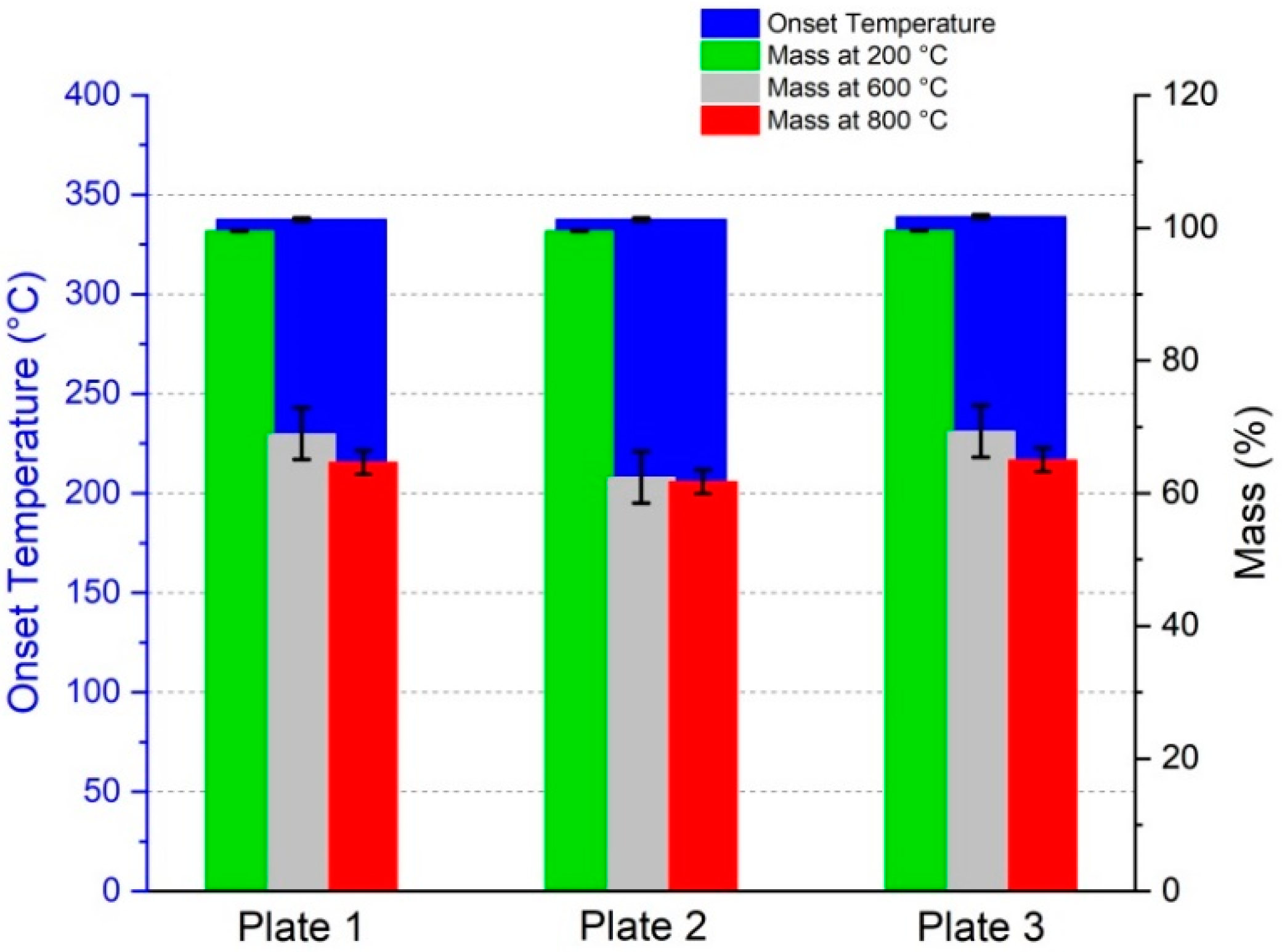
3.3.1. Thermogravimetric Analysis Results
3.3.2. Differential Scanning Calorimetry Results
3.4. Mechanical Properties
Flexural Properties
4. Discussion
5. Conclusions
- High surface quality of the production mold.
- No detectable void content being ensured through a suitable production method and flow front control.
- Refractive index matching of the fiber and polymer over majority of the visible spectrum.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Day, D.E.; Stoffer, J.O.; Barr, J.M. Optically Transparent Composite Material and Process for Preparing Same. U.S. Patent 5,665,450, 9 September 1997. [Google Scholar]
- Meinders, R.; Murphy, D.; Taylor, G.; Chandrashekhara, K.; Schuman, T. Development of fiber-reinforced transparent composites. Polym. Polym. Compos. 2021, 29, 826–834. [Google Scholar] [CrossRef]
- Skubic, R.J.; Stoffer, J.O.; Day, D.E.; Baldini, S.E. Transparent Composite Material. U.S. Patent 5,039,566, 13 August 1991. [Google Scholar]
- Saad, K.; Lengyel, A. Strengthening Timber Structural Members with CFRP and GFRP: A State-of-the-Art Review. Polymers 2022, 14, 2381. [Google Scholar] [CrossRef] [PubMed]
- Guo, R.; Li, C.; Xian, G. Water absorption and long-term thermal and mechanical properties of carbon/glass hybrid rod for bridge cable. Eng. Struct. 2023, 274, 115176. [Google Scholar] [CrossRef]
- Xian, G.; Guo, R.; Li, C.; Hong, B. Mechanical properties of carbon/glass fiber reinforced polymer plates with sandwich structure exposed to freezing-thawing environment: Effects of water immersion, bending loading and fiber hybrid mode. Mech. Adv. Mater. Struct. 2023, 30, 814–834. [Google Scholar] [CrossRef]
- Mazzuca, P.; Firmo, J.P.; Correia, J.R.; Castilho, E. Influence of elevated temperatures on the mechanical properties of glass fibre reinforced polymer laminates produced by vacuum infusion. Constr. Build. Mater. 2022, 345, 128340. [Google Scholar] [CrossRef]
- Caydamli, Y.; Heudorfer, K.; Take, J.; Podjaski, F.; Middendorf, P.; Buchmeiser, M.R. Transparent Fiber-Reinforced Composites Based on a Thermoset Resin Using Liquid Composite Molding (LCM) Techniques. Materials 2021, 14, 6087. [Google Scholar] [CrossRef] [PubMed]
- O’Brien, D.J.; Chin, W.K.; Long, L.R.; Wetzel, E.D. Polymer matrix, polymer ribbon-reinforced transparent composite materials. Compos. Part A Appl. Sci. Manuf. 2014, 56, 161–171. [Google Scholar] [CrossRef]
- Kim, D.-K.; Choi, Y.H.; Kim, K.-W.; Kim, B.-J. Transparent glass-fiber-reinforced epoxy composites and their optical characteristics. Compos. Sci. Technol. 2023, 232, 109848. [Google Scholar] [CrossRef]
- Jang, J.; Im, H.-G.; Lim, D.; Bae, B.-S. Preparation of high-performance transparent glass-fiber reinforced composites based on refractive index-tunable epoxy-functionalized siloxane hybrid matrix. Compos. Sci. Technol. 2021, 201, 108527. [Google Scholar] [CrossRef]
- Zobeiry, N.; Lee, A.; Mobuchon, C. Fabrication of transparent advanced composites. Compos. Sci. Technol. 2020, 197, 108281. [Google Scholar] [CrossRef]
- Pascual, C.; de Castro, J.; Kostro, A.; Schueler, A.; Vassilopoulos, A.P.; Keller, T. Optically-derived mechanical properties of glass fiber-reinforced polymer laminates for multifunctional load-bearing structures. J. Compos. Mater. 2015, 49, 3539–3556. [Google Scholar] [CrossRef]
- Menta, V.G.K.; Vuppalapati, R.R.; Chandrashekhara, K.; Schuman, T. Manufacturing of Transparent Composites Using Vacuum Infusion Process. Polym. Polym. Compos. 2014, 22, 843–850. [Google Scholar] [CrossRef]
- Velez, M.; Schuman, T.P.; Day, D.E. Optical properties of optically transparent glass-ribbon composites. J. Compos. Mater. 2013, 48, 3747–3754. [Google Scholar] [CrossRef]
- Krug, D.J., III; Asuncion, M.Z.; Popova, V.; Laine, R.M. Transparent fiber glass reinforced composites. Compos. Sci. Technol. 2013, 77, 95–100. [Google Scholar] [CrossRef]
- Velez, M.; Braisted, W.R.; Frank, G.J.; Phillips, P.L.; Day, D.E.; McLaughlin, M.D. Impact strength of optically transparent glass ribbon composites. J. Compos. Mater. 2011, 46, 1677–1695. [Google Scholar] [CrossRef]
- Menta, V.G.K.; Chandrashekhara, K.; Schuman, T.P. Manufacturing of Transparent Composites Using Vacuum Infusion Process. In Proceedings of the 4th Annual ISC Research Symposium ISCRS 2010, Rolla, MO, USA, 21 April 2010. [Google Scholar]
- Iba, H.; Chang, T.; Kagawa, Y. Optically transparent continuous glass fibre-reinforced epoxy matrix composite: Fabrication, optical and mechanical properties. Compos. Sci. Technol. 2002, 62, 2043–2052. [Google Scholar] [CrossRef]
- Tanoglu, M.; Robert, S.; Heider, D.; McKnight, S.H.; Brachos, V.; Gillespie, J.W. Effects of thermoplastic preforming binder on the properties of S2-glass fabric reinforced epoxy composites. Int. J. Adhes. Adhes. 2001, 21, 187–195. [Google Scholar] [CrossRef]
- Iba, H.; Kagawa, Y. Light transmittance of continuous fibre-reinforced composites: Analysis, model experiment and parametric study. Philos. Mag. B 1998, 78, 37–52. [Google Scholar] [CrossRef]
- Bergshoef, M.M.; Vancso, G.J. Transparent Nanocomposites with Ultrathin, Electrospun Nylon-4,6 Fiber Reinforcement. Adv. Mater. 1999, 11, 1362–1365. [Google Scholar] [CrossRef]
- Iwamoto, S.; Nakagaito, A.N.; Yano, H.; Nogi, M. Optically transparent composites reinforced with plant fiber-based nanofibers. Appl. Phys. A 2005, 81, 1109–1112. [Google Scholar] [CrossRef]
- Nogi, M.; Handa, K.; Nakagaito, A.N.; Yano, H. Optically transparent bionanofiber composites with low sensitivity to refractive index of the polymer matrix. Appl. Phys. Lett. 2005, 87, 243110. [Google Scholar] [CrossRef]
- Yano, H.; Sugiyama, J.; Nakagaito, A.N.; Nogi, M.; Matsuura, T.; Hikita, M.; Handa, K. Optically Transparent Composites Reinforced with Networks of Bacterial Nanofibers. Adv. Mater. 2005, 17, 153–155. [Google Scholar] [CrossRef]
- Nogi, M.; Abe, K.; Handa, K.; Nakatsubo, F.; Ifuku, S.; Yano, H. Property enhancement of optically transparent bionanofiber composites by acetylation. Appl. Phys. Lett. 2006, 89, 233123. [Google Scholar] [CrossRef]
- Nogi, M.; Ifuku, S.; Abe, K.; Handa, K.; Nakagaito, A.N.; Yano, H. Fiber-content dependency of the optical transparency and thermal expansion of bacterial nanofiber reinforced composites. Appl. Phys. Lett. 2006, 88, 133124. [Google Scholar] [CrossRef]
- Ifuku, S.; Nogi, M.; Abe, K.; Handa, K.; Nakatsubo, F.; Yano, H. Surface Modification of Bacterial Cellulose Nanofibers for Property Enhancement of Optically Transparent Composites Dependence on Acetyl-Group DS. Biomacromolecules 2007, 8, 1973–1978. [Google Scholar] [CrossRef] [PubMed]
- Iwamoto, S.; Nakagaito, A.N.; Yano, H. Nano-fibrillation of pulp fibers for the processing of transparent nanocomposites. Appl. Phys. A 2007, 89, 461–466. [Google Scholar] [CrossRef]
- Nogi, M.; Yano, H. Optically transparent nanofiber sheets by deposition of transparent materials: A concept for a roll-to-roll processing. Appl. Phys. Lett. 2009, 94, 233117. [Google Scholar]
- Liu, K.; Zhu, B.; Feng, Q.; Duan, T. Novel transparent and flexible nanocomposite film prepared from chrysotile nanofibres. Mater. Chem. Phys. 2013, 142, 412–419. [Google Scholar] [CrossRef]
- Loste, J.; Lopez-Cuesta, J.-M.; Billon, L.; Garay, H.; Save, M. Transparent polymer nanocomposites: An overview on their synthesis and advanced properties. Prog. Polym. Sci. 2019, 89, 133–158. [Google Scholar] [CrossRef]
- Hexcel. HexForce 2116 Product Data; Hexcel: Stamford, CT, USA, 2021. [Google Scholar]
- R&G Faserverbundwerkstoffe GmbH. Technical Data Sheet Epoxy Resin L and Hardeners; R&G Faserverbundwerkstoffe GmbH: Waldenbuch, Germany, 2020. [Google Scholar]
- DIN EN 12150-1; Glass in Building—Thermally Toughened Soda Lime Silicate Safety Glass—Part 1: Definition and Description. European Committee for Standardization: Brussels, Belgium, 2019.
- Kang, S.; Day, D.E.; Stoffer, J.O. Measurement of the refractive index of glass fibers by the Christiansen-Shelyubskii method. J. Non-Cryst. Solids 1997, 220, 299–308. [Google Scholar] [CrossRef]
- Schürmann, H. Wichtige Kenngrößen der Einzelschichten und des Laminats. In Konstruieren mit Faser-Kunststoff-Verbunden; Springer: Berlin/Heidelberg, Germany, 2007; pp. 161–169. [Google Scholar]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]
- MathWorks. Find Circles Using Circular Hough Transform. 2022. Available online: https://de.mathworks.com/help/images/ref/imfindcircles.html (accessed on 28 March 2023).
- MathWorks. Convex Hull. 2006. Available online: https://de.mathworks.com/help/matlab/ref/convhull.html (accessed on 28 March 2023).
- MathWorks. Area of Polygon. 2006. Available online: https://de.mathworks.com/help/matlab/ref/polyarea.html (accessed on 28 March 2023).
- DIN EN ISO 14125; European Fibre-Reinforced Plastic Composites—Determination of Flexural Properties. European Committee for Standardization: Brussels, Belgium, 2011.
- Bauer, J.; Heudorfer, K.; Caydamli, Y.; Gompf, B.; Buchmeiser, M.R.; Middendorf, P. A Method to Manufacture Transparent Composites by Optimizing Refractive Index Match of Fiber and Polymer. In Proceedings of the 28. Stuttgarter Kunststoffkolloquium, Stuttgart, Germany, 28 February–2 March 2023. [Google Scholar]
- Olson, J.R.; Day, D.E.; Stoffer, J.O. Fabrication and Mechanical Properties of an Optically Transparent Glass Fiber/Polymer Matrix Composite. J. Compos. Mater. 1992, 26, 1181–1192. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Material |
|---|---|
| Fiber (Fabric) | E-Glass Fabric HexForce 02116 1260 TF970 1 |
| Sewing yarn | Serafil 180 Tex 16 2 |
| Epoxy Resin | Epoxy Resin L 3 |
| Hardener | Hardener GL2 3 |
| Properties | E-Glass Fabric HexForce 02116 1260 TF970 |
|---|---|
| Type of weave | Plain woven |
| Type of yarn | EC7 22 glass |
| Type of finish | Silan-based type TF970 |
| Yarn/weight distribution warp | 24 yarn/cm/51% |
| Yarn/weight distribution weft | 23 yarn/cm/49% |
| Properties | Epoxy Resin L and Hardener GL2 |
|---|---|
| Mixing ratio by weight | 100:30 |
| Gel time of 100 g at 20 °C | 210 min |
| Mixed viscosity | 248 mPa s |
| Flexural strength polymer | 119 MPa |
| Parameter | Plate 1 | Plate 2 | Plate 3 |
|---|---|---|---|
| Average thickness, h (mm) | 2.769 | 2.715 | 2.711 |
| Average width, w (mm) | 14.89 | 14.91 | 14.92 |
| Support distance, L (mm) | 64 | 62 | 62 |
| Pressure fin span, L′ (mm) | 21 | 21 | 21 |
| Wavelength (nm) | Δn 1 |
|---|---|
| 400 | 0.0117 |
| 500 | 0.0004 |
| 600 | 0.0036 |
| 700 | 0.0045 |
| 800 | 0.0048 |
| Surface Roughness | Standard RTM Top | Standard RTM Bottom | Optical-RTM Top | Optical-RTM Bottom |
|---|---|---|---|---|
| Sa (µm) | 1.535 | 0.618 | 0.078 | 0.090 |
| Sq (µm) | 1.897 | 0.780 | 0.106 | 0.113 |
| Specimen | Plate 1 Thickness (mm) | Plate 1 (%) | Plate 2 Thickness (mm) | Plate 2 (%) | Plate 3 Thickness (mm) | Plate 3 (%) |
|---|---|---|---|---|---|---|
| 1 | 2.772 | 41.3 | 2.702 | 42.4 | 2.682 | 42.7 |
| 2 | 2.781 | 41.2 | 2.692 | 42.6 | 2.689 | 42.6 |
| 3 | 2.788 | 41.1 | 2.695 | 42.5 | 2.701 | 42.4 |
| 4 | 2.748 | 41.7 | 2.741 | 41.8 | 2.732 | 41.9 |
| 5 | 2.763 | 41.5 | 2.732 | 41.9 | 2.727 | 42.0 |
| 6 | 2.763 | 41.5 | 2.729 | 42.0 | 2.736 | 41.9 |
| Average | 2.769 | 41.5 | 2.715 | 42.2 | 2.711 | 42.3 |
| Standard Deviation | 0.015 | 0.2 | 0.021 | 0.3 | 0.023 | 0.4 |
| Plate | Section | [%] | Average [%] | SD [%] | [%] | [%] | [%] | Average [%] | SD [%] |
|---|---|---|---|---|---|---|---|---|---|
| 1 | a | 43.7 | 43.7 | 1.3 | 59.9 | 59.0 | 56.7 | 57.5 | 1.7 |
| b | 42.1 | 58.3 | 54.7 | 56.3 | |||||
| c | 45.2 | 59.5 | 56.1 | 57.0 | |||||
| 2 | a | 38.4 | 40.5 | 1.5 | 58.1 | 56.0 | 57.2 | 58.5 | 1.9 |
| b | 41.7 | 63.2 | 58.1 | 57.2 | |||||
| c | 41.4 | 58.6 | 58.3 | 59.4 | |||||
| 3 | a | 35.9 | 40.8 | 3.8 | 59.2 | 55.2 | 54.9 | 57.0 | 1.9 |
| b | 45.1 | 56.6 | 56.6 | 59.1 | |||||
| c | 41.3 | 60.1 | 54.8 | 56.4 | |||||
| Average | 41.6 | 2.8 | 57.6 | 1.9 |
| tGFRP | Onset Temperature [°C] | Decomposition Temperature [°C] | Mass at 200 °C [%] | Mass at 600 °C [%] | Mass at 800 °C [%] |
|---|---|---|---|---|---|
| Plate 1 | 337.67 | 354.94 | 99.54 | 68.99 | 64.65 |
| Plate 2 | 337.70 | 351.60 | 99.55 | 62.42 | 61.75 |
| Plate 3 | 339.12 | 354.00 | 99.60 | 69.36 | 65.05 |
| Average | 338.16 | 353.51 | 99.56 | 66.92 | 63.82 |
| Standard deviation | 0.83 | 1.72 | 0.03 | 3.90 | 1.80 |
| Curing State | Average Tg DSC Run 1 [°C] | Standard Deviation DSC Run 1 [°C] | Average Tg DSC Run 2 [°C] | Standard Deviation DSC Run 2 [°C] | Average Tg DSC Run 3 [°C] | Standard Deviation DSC Run 3 [°C] |
|---|---|---|---|---|---|---|
| 24 h at RT + 15 h at 60 °C | 75.2 | 0.6 | 82.7 | 0.6 | 84.8 | 1.3 |
| 24 h at RT + 39 h at 60 °C | 82.8 | 1.2 | 85.0 | 0.2 | 86.7 | 0.5 |
| 24 h at RT + 87 h at 60 °C | 87.2 | 0.9 | 87.7 | 0.8 | 89.9 | 1.1 |
| tGFRP | Average Flexural Strength (MPa) | Standard Deviation Flexural Strength (MPa) | Average Flexural Modulus (GPa) | Standard Deviation Flexural Modulus (GPa) |
|---|---|---|---|---|
| Plate 1 | 456.73 | 7.00 | 23.24 | 0.28 |
| Plate 2 | 465.75 | 16.46 | 23.66 | 1.07 |
| Plate 3 | 476.38 | 11.92 | 23.58 | 0.20 |
| Average | 466.29 | 14.29 | 23.49 | 0.64 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Heudorfer, K.; Bauer, J.; Caydamli, Y.; Gompf, B.; Take, J.; Buchmeiser, M.R.; Middendorf, P. Method of Manufacturing Structural, Optically Transparent Glass Fiber-Reinforced Polymers (tGFRP) Using Infusion Techniques with Epoxy Resin Systems and E-Glass Fabrics. Polymers 2023, 15, 2183. https://doi.org/10.3390/polym15092183
Heudorfer K, Bauer J, Caydamli Y, Gompf B, Take J, Buchmeiser MR, Middendorf P. Method of Manufacturing Structural, Optically Transparent Glass Fiber-Reinforced Polymers (tGFRP) Using Infusion Techniques with Epoxy Resin Systems and E-Glass Fabrics. Polymers. 2023; 15(9):2183. https://doi.org/10.3390/polym15092183
Chicago/Turabian StyleHeudorfer, Klaus, Johannes Bauer, Yavuz Caydamli, Bruno Gompf, Jens Take, Michael R. Buchmeiser, and Peter Middendorf. 2023. "Method of Manufacturing Structural, Optically Transparent Glass Fiber-Reinforced Polymers (tGFRP) Using Infusion Techniques with Epoxy Resin Systems and E-Glass Fabrics" Polymers 15, no. 9: 2183. https://doi.org/10.3390/polym15092183