
Monitoring the Wear Trends in Wind Turbines by Tracking Fourier Vibration Spectra and Density Based Support Vector Machines


 ,
,
Abstract
:1. Introduction
1.1. The Future of Wind Turbines and the Novelty of the Paper
1.2. Overview of Wind Turbine Condition Monitoring and Its Need
1.3. State of the Art in Turbine Wear Monitoring and Trend Analysis
- (a)
- Vibration analysis—Vibration analysis is the most well-known technology for monitoring working conditions, especially for rotating equipment [15]. The type of sensors used depends on the frequency range used for monitoring, the position of transducers on the transmission chain for the low-frequency range, the velocity sensor in the 5–1000 Hz frequency domain, the accelerometers for the high-frequency range, and the acoustic sensor for gearbox monitoring or blades.
- (b)
- Oil analysis—Oil analysis is another evaluation technique, which, coupled with vibration analysis, contributes to decision-making in predictive maintenance. Oil analysis is mostly conducted offline via sampling and also ensuring the quality of the oil. The contamination with dirt from the turbine parts in contact, the moisture, the degradation of additives, and the maintenance of the oil filter are also aspects of this method. However, to protect oil quality, the application of online sensors is used more and more often, especially for particle counters. In addition, protecting the condition of the oil filter is currently mainly applied to both hydraulic oil and lubricating oil. In the case of the excessive pollution of the filter, or a change in the characteristics of the oil, this leads to excessive wear [15].
- (c)
- Thermography—Thermography is often applied for the monitoring and fault identification of electrical and electronic components [15]. Hot spots due to component degeneration or poor contact can be identified in a simple and fast way using cameras and diagnostic software. Mainly, they are used in generator and power converter monitoring but also for thermal gear contact.
- (d)
- (e)
- Deformation measurement—Deformation measurement using manometers is a common technique but is not often applied in the case of wind turbine monitoring. Strain gauges are not robust in the long term [15,16,17]. For wind turbines, deformation measurement can be very useful for life prediction and stress level protection, especially for blades [18] but also for the main shaft.
- (f)
- Acoustic monitoring—Acoustic monitoring is related to vibration monitoring using noise measurement. Acoustic monitoring technology can be used for blade condition monitoring using an acoustic microphone or for bearing and gearbox monitoring using acoustic emission sensors fixed directly to the housing [15].
- (g)
- Electrical effects—The electrical parameter monitoring of a generator represents a mandatory condition in based condition maintenance (CBM). The analysis of electrical parameters, such as electrical current, voltage, insulation, power, etc., allows for both the evaluation of the quality of the generated power and the analysis of the potential faults [17].
- (h)
- Process parameters—Condition monitoring systems (CMSs) are becoming more sophisticated, and their diagnostic capabilities are improving. However, protection is mostly based on level detection or signal comparison, which directly leads to alarm when the signals exceed predefined threshold values. The integration of machine learning is still in the beginning stages, but in the future, solutions using AI will be sought for large-scale development [15].
- (i)
- Performance monitoring—Wind turbine performance is often gauged through the relationship between power, wind speed, rotor speed, and blade angle, and in the case of large deviations, an alarm sounds or a stop is even initiated [15]. The detection of margins is important to prevent false alarms [19]. Similar to process parameter estimation, more sophisticated methods like performance evolution monitoring are still not a common practice.
2. Applied Research Methods
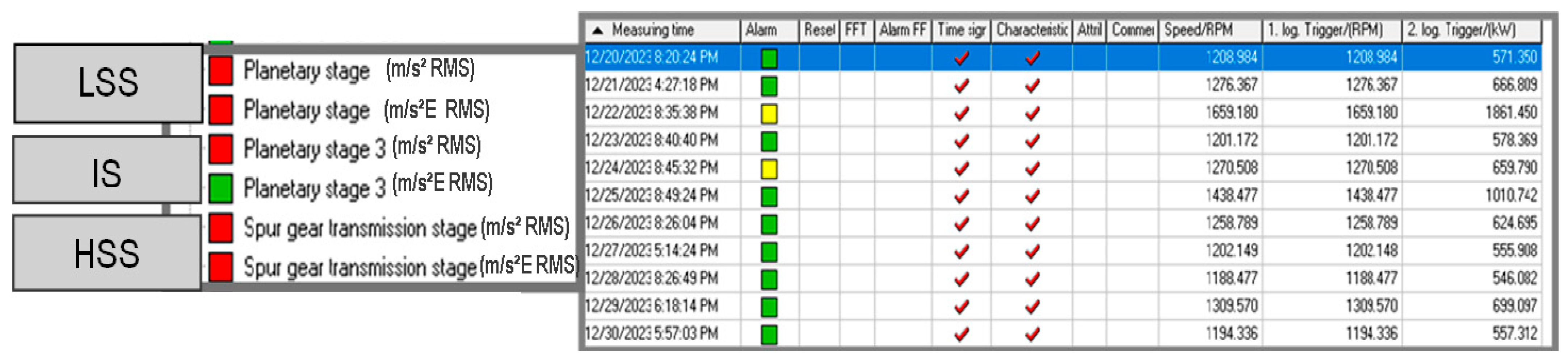
2.1. Condition Monitoring System
2.2. Signal Processing and Defect Detection
2.3. Using DBSVM-Based Data Extraction Technique
- If cov(xi) and cov(yi) > 0
- both of them increase or decrease;
- If cov(xi) and cov(yi) < 0
- when xi increases, yi decreases, or vice versa;
- If cov(xi) and cov(yi) = 0
- no relation exists between xi and yi;
- If var(xi) > var(yi)
- xi increases or decreases faster than yi;
- End.
- If di > d,
- the point i is in the outlier group;
- Else
- the point i will be considered an important (meaningful) point in DBSVM;
- End.
2.4. Objective Functions
- -
- xi > 0;
- -
- xi must be meaningful points, xi group 1;
- -
- xi DBSVM;
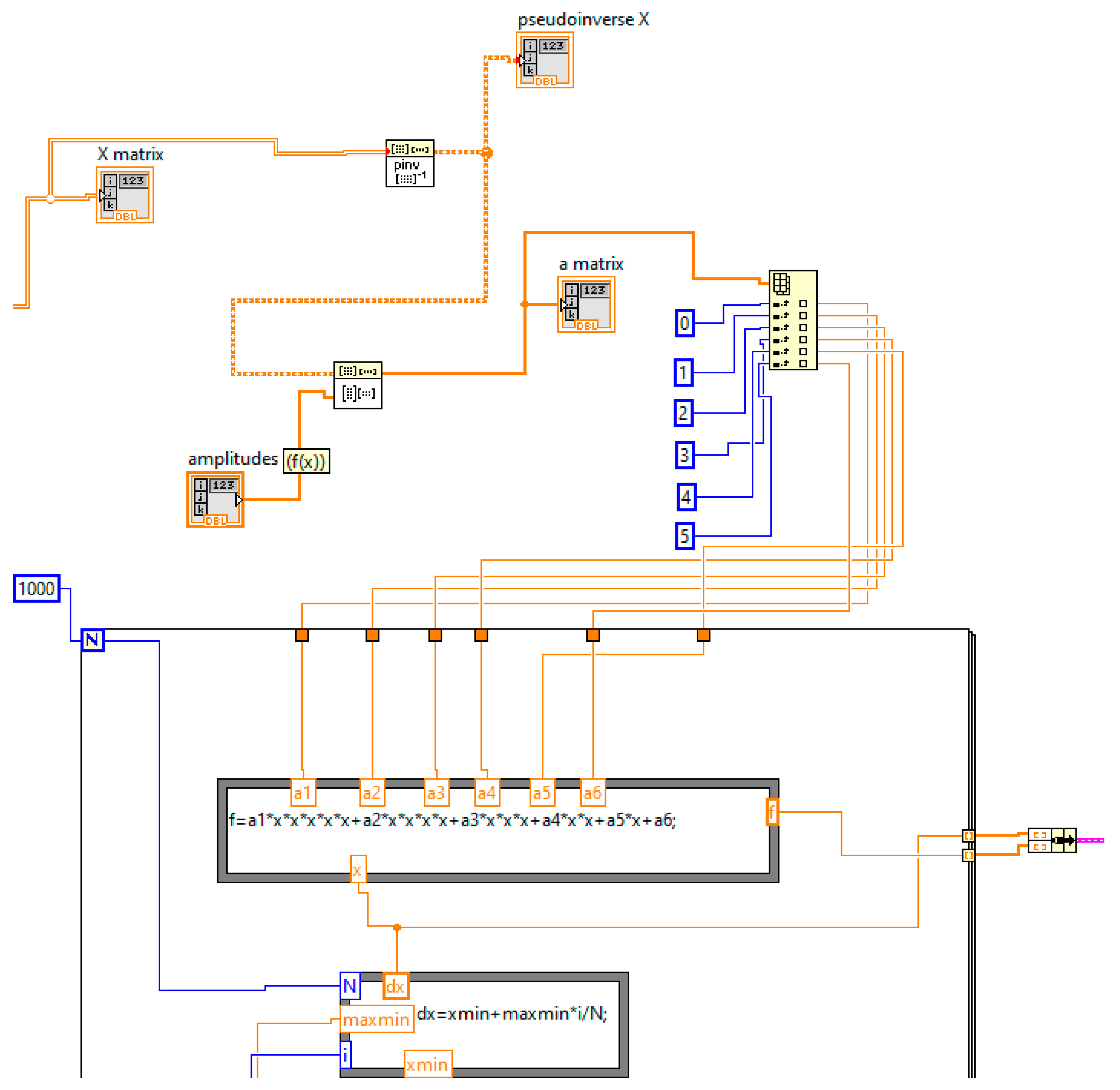
2.5. The Used Proper LabView Virtual Instrumentation for FO
2.6. Description of the Used Algorithm
3. Results and Analysis
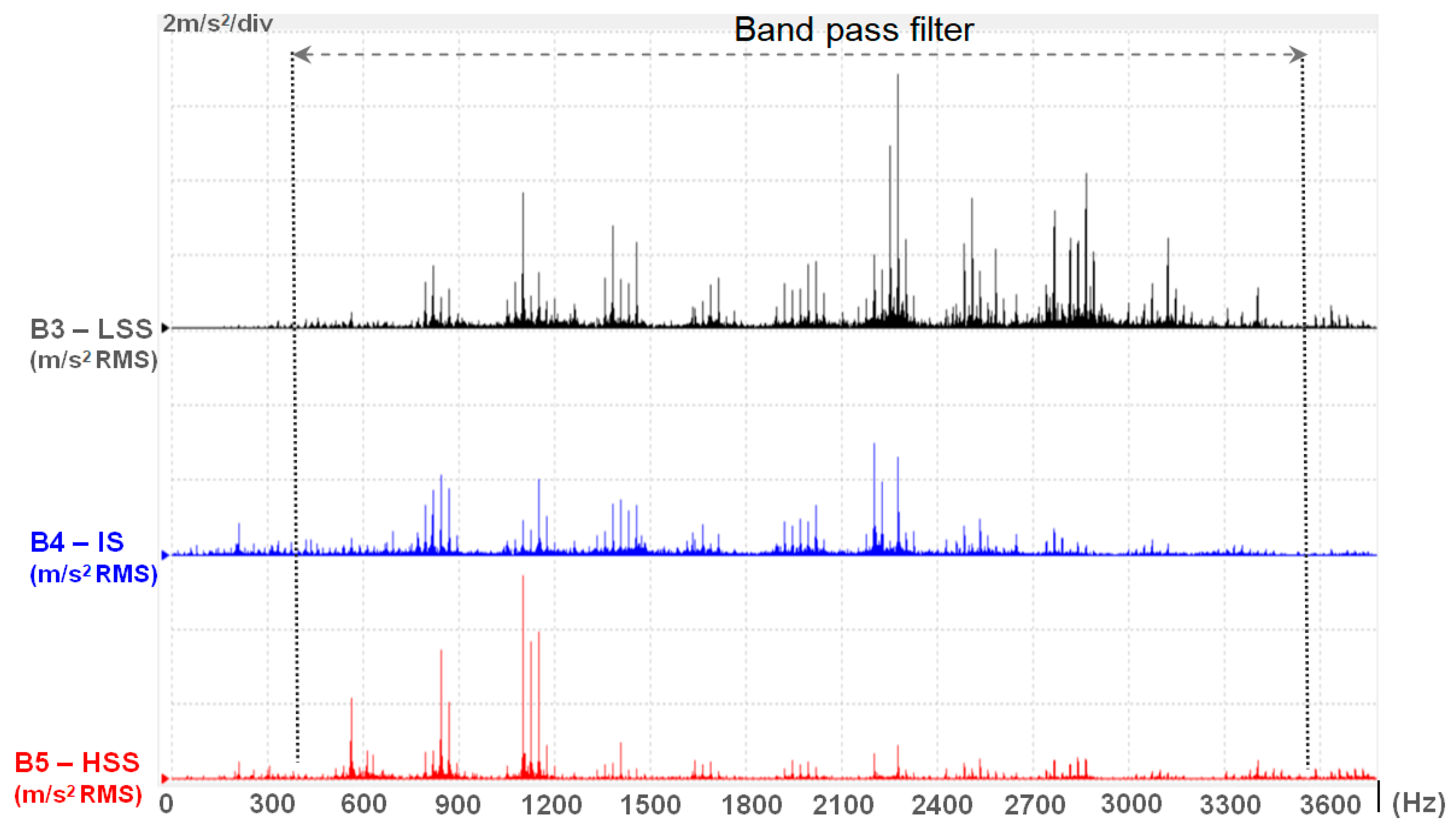
3.1. Establishing FO Boundary of Fourier Spectrum
3.2. Construct the Objective Functions FO for All Selected Fourier Spectra
3.3. Determine the FO for the Trend
- -
- for the low frequency in the upwind position,
- -
- for high frequency in the upwind position,
- -
- for high frequency in the downwind position,
4. Conclusions and Future Work
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Nie, Y.; Li, F.; Wang, L.; Li, J.; Sun, M.; Wang, M.; Li, J. A mathematical model of vibration signal for multistage wind turbine gearboxes with transmission path effect analysis. Mech. Mach. Theory 2021, 167, 104428. [Google Scholar] [CrossRef]
- Spinato, F.; Tavner, P.; van Bussel, G.; Koutoulakos, E. Reliability of wind turbine subassemblies. IET Renew. Power Gener. 2009, 3, 387–401. [Google Scholar] [CrossRef]
- Dao, C.; Kazemtabrizi, B.; Crabtree, C. Wind turbine reliability data review and impacts on levelised cost of energy. Wind Energy 2019, 22, 1848–1871. [Google Scholar] [CrossRef]
- Ren, B.; Chi, Y.; Zhou, N.; Wang, Q.; Wang, T.; Luo, Y.; Ye, J.; Zhu, X. Machine learning applications in health monitoring of renewable energy systems. Renew. Sustain. Energy Rev. 2024, 189, 114039. [Google Scholar] [CrossRef]
- Sheng, S.; Veers, P. Wind Turbine Drivetrain Condition Monitoring—An Overview. In Proceedings of the Mechanical Failures Prevention Group: Applied Systems Health Management Conference 2011, Virginia Beach, VA, USA, 10–12 May 2011. [Google Scholar]
- Zhu, Y.; Xie, B.; Wang, A.; Qian, Z. Fault diagnosis of wind turbine gearbox under limited labeled data through temporal predictive and similarity contrast learning embedded with self-attention mechanism. Expert Syst. Appl. 2024, 245, 123080. [Google Scholar] [CrossRef]
- Teng, W.; Ding, X.; Zhang, X.; Liu, Y.; Ma, Z. Multi-fault detection and failure analysis of wind turbine gearbox using complex wavelet transform. Renew. Energy 2016, 93, 591–598. [Google Scholar] [CrossRef]
- Vamsi, I.; Sabareesh, G.; Penumakala, P. Comparison of condition monitoring techniques in assessing fault severity for a wind turbine gearbox under non-stationary loading. Mech. Syst. Signal Process. 2019, 124, 1–20. [Google Scholar] [CrossRef]
- Teng, W.; Ding, X.; Tang, S.; Xu, J.; Shi, B.; Liu, Y. Vibration Analysis for Fault Detection of Wind Turbine Drivetrains—A Comprehensive Investigation. Sensors 2021, 21, 1686. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Liang, X.; Zuo, M.J. Vibration signal modeling of a planetary gear set with transmission path effect analysis. Measurement 2016, 85, 20–31. [Google Scholar] [CrossRef]
- Liang, X.; Zuo, M.J.; Liu, L. A windowing and mapping strategy for gear tooth fault detection of a planetary gearbox. Mech. Syst. Signal Process. 2016, 80, 445–459. [Google Scholar] [CrossRef]
- Feng, Z.; Ma, H.; Zuo, M.J. Vibration signal models for fault diagnosis of planet bearings. J. Sound Vib. 2016, 370, 372–393. [Google Scholar] [CrossRef]
- Wang, T.; Han, Q.; Chu, F.; Feng, Z. Vibration based condition monitoring and fault diagnosis of wind turbine planetary gearbox: A review. Mech. Syst. Signal Process. 2019, 126, 662–685. [Google Scholar] [CrossRef]
- Salameh, J.P.; Cauet, S.; Etien, E.; Sakout, A.; Rambault, L. Gearbox condition monitoring in wind turbines: A review. Mech. Syst. Signal Process. 2018, 111, 251–264. [Google Scholar] [CrossRef]
- Hameed, Z.; Hong, Y.; Cho, Y.; Ahn, S.; Song, C. Condition monitoring and fault detection of wind turbines and related algorithms: A review. Renew. Sustain. Energy Rev. 2009, 13, 1–39. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, K.; Wei, D.; Zuo, M.J. Amplitudes of characteristic frequencies for fault diagnosis of planetary gearbox. J. Sound Vib. 2018, 432, 119–132. [Google Scholar] [CrossRef]
- McNiff, B.; Keller, J.; Fernandez-Sison, A.; Demtroder, J. A Revised International Standard for Gearboxes in Wind Turbine Systems. In Proceedings of the Conference for Wind Power Drives, Aachen, Germany, 21–22 March 2023. [Google Scholar]
- Cao, L.; Liu, S. Vibration Suppression of an Input-Constrained Wind Turbine Blade System. Mathematics 2023, 11, 3946. [Google Scholar] [CrossRef]
- Peng, J.; Bian, Y.; Tian, D.; Liu, P.; Gao, Z. Vibration alleviation for wind turbine gearbox with flexible suspensions based on modal interaction. J. Low Freq. Noise Vib. Act. Control 2023, 42, 1390–1418. [Google Scholar] [CrossRef]
- Global Energy Research Council. Global Wind Report. 2009. Available online: http://www.gwec.net/fileadmin/documents/Publications/Global_Wind_2007_report/GWEC_Global_Wind_2009_Report_Lowres_15th.520Apr./pdf (accessed on 1 April 2024).
- BS ISO 10816-21:2015; Mechanical Vibration. Evaluation of Machine Vibration by Measurements on Non-Rotating Parts Horizontal Axis Wind Turbines with Gearbox. International Organization for Standardization: Geneva, Switzerland, 2015.
- Verbruggen, T.W. Condition Monitoring: Theory and Practice. In Proceedings of the 2009 Wind Turbine Condition Monitoring Workshop, Broomfield, CO, USA, 8–9 October 2009. [Google Scholar]
- Germanischer Lloyd. Guideline for the Certification of Condition Monitoring Systems for Wind Turbines; Germanischer Lloyd WindEnergie GmbH: Hamburg, Germany, 2007. [Google Scholar]
- Gellermann, T.; Walter, G. Requirements for Condition Monitoring Systems for Wind Turbines; AZT Report No. 03.01.068; AZT: London, UK, 2003. [Google Scholar]
- Wind Stats Newsletter, 2003–2009, Vol. 16, No. 1 to Vol. 22, No. 4. Haymarket Business, Media: London, UK. Available online: https://www.nrel.gov/docs/fy13osti/58774.pdf (accessed on 2 April 2024).
- Veers, P. Databases for Use in Wind Plant Reliability Improvement. In Proceedings of the 2009 Wind Turbine Condition Monitoring Workshop, Broomfield, CO, USA, 8–9 October 2009. [Google Scholar]
- Bisu, C.F.; Zapciu, M.; Cahuc, O.; Gérard, A.; Anica, M. Envelope Dynamic Analysis: A New Approach for Milling Process Monitoring. Int. J. Adv. Manuf. Technol. 2011, 62, 471–486. [Google Scholar] [CrossRef]
- Zhang, M.; Cui, H.; Li, Q.; Liu, J.; Wang, K.; Wang, Y. An improved sideband energy ratio for fault diagnosis of planetary gearboxes. J. Sound Vib. 2021, 491, 115712. [Google Scholar] [CrossRef]
- Pattabiraman, T.R.; Srinivasan, K.; Malarmohan, K. Assessment of sideband energy ratio technique in detection of wind turbine gear defects. Case Stud. Mech. Syst. Signal Process. 2015, 2, 1–11. [Google Scholar]
- Hanna, J.; Hatch, C.; Kalb, M. Detection of Wind Turbine Gear Tooth Defects Using Sideband Energy Ratio; GE Enregy: New York, NY, USA, 2012. [Google Scholar]
- Verbruggen, T.W. Wind Turbine Operation and Maintenance Based on Condition Monitoring; Energy Research Center of the Netherlands: Petten, The Netherlands, 2003; Available online: https://www.ecn.nl/publicaties/PdfFetch.aspx?nr=ECN-C--03-047 (accessed on 20 April 2024).
- Dodge, Y. The Concise Encyclopedia of Statistics; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Nazari, Z.; Kang, D.; Endo, H. Density Based Support Vector Machines. In Proceedings of the 29th International Technical Conference on Circuits/Systems, Computers and Communications (ITC-CSCC), Phuket, Thailand, 1–4 July 2014; pp. 1–3. [Google Scholar]
- El Moutaouakil, K.; El Ouissari, A.; Olaru, A.; Palade, V.; Ciorei, M. OPT-RNN-DBSVM: OPTimal Recurrent Neural Network and Density-Based Support Vector Machine. Mathematics 2023, 11, 3555. [Google Scholar] [CrossRef]
- Available online: https://www.geeksforgeeks.org/covariance-matrix/ (accessed on 2 April 2024).
- Nazari, Z.; Kang, D. Density Based Support Vector Machines for Classification. Int. J. Adv. Res. Artif. Intell. 2015, 4, 040411. [Google Scholar] [CrossRef]
- Valikhani, M.; Jahangiri, V.; Ebrahimian, H.; Moaveni, B.; Liberatore, S.; Hines, E. Inverse modeling of wind turbine drivetrain from numerical data using Bayesian inference. Renew. Sustain. Energy Rev. 2023, 171, 113007. [Google Scholar] [CrossRef]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sensor Label | Description |
|---|---|
| B1-MB-RS | Main bearing accelerometer—rotor side |
| B2-MB-GS | Main bearing accelerometer—generator side |
| B3-LSS | Gearbox accelerometer—low-speed shaft |
| B4-IS | Gearbox accelerometer—intermediary shaft |
| B5-HSS | Gearbox accelerometer—high-speed shaft |
| B6-G-DE | Generator accelerometer—drive end side |
| B7-G-NDE | Generator accelerometer—non-drive end side |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bisu, C.; Olaru, A.; Olaru, S.; Alexei, A.; Mihai, N.; Ushaq, H. Monitoring the Wear Trends in Wind Turbines by Tracking Fourier Vibration Spectra and Density Based Support Vector Machines. Mathematics 2024, 12, 1307. https://doi.org/10.3390/math12091307
Bisu C, Olaru A, Olaru S, Alexei A, Mihai N, Ushaq H. Monitoring the Wear Trends in Wind Turbines by Tracking Fourier Vibration Spectra and Density Based Support Vector Machines. Mathematics. 2024; 12(9):1307. https://doi.org/10.3390/math12091307
Chicago/Turabian StyleBisu, Claudiu, Adrian Olaru, Serban Olaru, Adrian Alexei, Niculae Mihai, and Haleema Ushaq. 2024. "Monitoring the Wear Trends in Wind Turbines by Tracking Fourier Vibration Spectra and Density Based Support Vector Machines" Mathematics 12, no. 9: 1307. https://doi.org/10.3390/math12091307