
Magnetic Particle Inspection Optimization Solution within the Frame of NDT 4.0



Department of Manufacturing Engineering, Transilvania University of Brasov, 29 Eroilor Boulevard, 500036 Brasov, Romania
*
Author to whom correspondence should be addressed.
Processes 2021, 9(6), 1067; https://doi.org/10.3390/pr9061067
Submission received: 31 May 2021
/
Revised: 15 June 2021
/
Accepted: 16 June 2021
/
Published: 18 June 2021
(This article belongs to the Special Issue Process Control and Smart Manufacturing for Industry 4.0)
Abstract
:The quality of product and process is one of the most important factors in achieving constructively and then functionally safe products in any industry. Over the years, the concept of Industry 4.0 has emerged in all the quality processes, such as nondestructive testing (NDT). The most widely used quality control methods in the industries of mechanical engineering, aerospace, and civil engineering are nondestructive methods, which are based on inspection by detecting indications, without affecting the surface quality of the examined parts. Over time, the focus has been on research with the fourth generation in nondestructive testing, i.e., NDT 4.0 or Smart NDT, as a main topic to ensure the efficiency and effectiveness of the methods for a safe detection of all types of discontinuities. This area of research aims at the efficiency of methods, the elimination of human errors, digitalization, and optimization from a constructive point of view. In this paper, we presented a magnetic particles inspection method and the possible future directions for the development of standard equipment used in the context of this method in accordance with the applicable physical principles and constraints of the method for cylindrical parts. A possible development direction was presented in order to streamline the mass production of parts made of ferromagnetic materials. We described the methods of analysis and the tools used for the development of a magnetic particle inspection method used for cylindrical parts in all types of industry and NDT 4.0; the aim is to provide new NDT 4.0 directions in optimizing the series production for cylindrical parts from industry, as given in the conclusion of this article.
1. Introduction
As digitalization evolves from year to year, many processes or industries are unable to cope with this progress [1,2]. Technological processes precede the progress of digitalization, and thus Industry 4.0 was later developed, which also led to the development of processes such as NDT, where we can now see a lot of digitalization, improvements and optimizations in terms of Industry 4.0 [2,3,4]. Despite this, the development of Industry 4.0 comes with changes in terms of the user–equipment interface, and any change involves the unknown, which can bring about reluctance or lack of confidence in the user in the displayed result. Digitalization comes primarily with the improvement and development of new processes and methods, but it also comes with the disposal of human errors, especially in the field of NDT methods where the final interpretation and final decision involves the human factor [5,6,7]. NDT, which stands for the term “nondestructive testing”, does not affect the surface quality of the parts, the material, or the geometry of the tested components; this term is found in various publications, books, and media, and it is known as NDT, NDI, or NDE using different endings (e.g., testing, inspections, examinations, evaluations). The abbreviation used in this manuscript is NDT and includes all inspection processes by nondestructive methods. From Industry 4.0, which involves smart, digitized, and optimized nondestructive inspection processes, the development of the NDT 4.0 industry is currently facing challenges such as infrastructure limitations, lack of presence of sensors for transmitting measured values, recorded parameters, etc. The development of NDT 4.0 involves firstly ensuring the direct connectivity of the devices to displays in the laboratories, to analyzing the parameters or data in real time. It is an advantage to develop DAS (data acquisition system) systems by taking values and signals and processing them at a PC through connection cables and private intranet platforms or even wireless connections.
A shortcoming of these NDT methods for Industry 4.0 development and digitalization is the recent development of new equipment and new design proposals [1,8,9,10]. One of the main challenges of this industry is, first of all, to digitize and make smart connections between already used equipment/installations and PCs for displaying and processing the data recorded through sensors or connection cables, or more precisely, to form DAS systems. If the installations are old and do not have Internet options or other smart applications, then it is necessary to firstly implement electronics and “host” computers for these DAS connections. Along with their implementation, it is necessary to develop IT applications to ensure cooperative infrastructures and also intelligible and intuitive interfaces, but they also need to have the role of supporting security and limiting access. Both Industry 4.0 and the transition and approach to the concept of NDT 4.0 are sensory areas based on data acquisition and processing.
The main purpose of the NDT 4.0 approach and development is to have real-time access to all the obtained results and the used parameters [11,12]. Many papers have been published on the development of the NDT industry, addressing its concepts in terms of the design, production, maintenance, lifespan, examinations, etc. [11,12,13,14,15]. In this manuscript, we adopt an approach to the NDT 4.0 concept that involves optimizing inspection parameters and eliminating the human factor. Specifically, this paper addresses the concept of NDT 4.0 by optimizing and developing the magnetic particle inspection method for cylindrical parts, which we discuss later.
Industry 4.0 and NDT have undergone several stages of revolutions, starting from NDT 1.0. As the earliest generation, NDT 1.0 appeared with the development of the Industry 1.0 concept through the need to monitor and ensure safety by performing periodic checks through a prescribed and probable process, using tools that are not complex in order to increase human capacity. Examples of such developments are tactile devices, improved visual inspection through magnifying glasses, and other auxiliary devices. NDT 2.0 represents the second stage of process development, represented by the use of electricity and the use of analog devices by using waves or frequencies outside the sensory domain perceived by the human body. During this stage, NDT methods such as ultrasound, eddy currents, X-rays, fluorescent penetration substances in the PT method, and fluorescent particles for the MT method were developed, as well as techniques developed for visual examination and inspection by developing devices such as cameras. NDT 3.0, which represents the third stage of development in industry, includes the development in terms of digital technology, through the acquisition, storage, and processing of data from inspection processes, the development of displays, and the reproduction of 2D and 3D defects; its aim is to provide an efficient, safe, and faster interpretation of the obtained results. There have been developments in the inspection chambers for methods using probes and also sensors such as ET, UT, thermography, visual inspections, X-rays, and even industrial tomography.
NDT 4.0 represents the latest generation of the development of this industry and includes the combination of generation 3.0 and generation 2.0 by eliminating human errors and improving inspection systems and the continuous development of digital technologies and physical methods used, with this development being achieved independently or even simultaneously. It aims at an improvement and optimization in this generation of both repair processes and overhauls and the maintenance throughout the life of the equipment. Another need for the development of the NDT 4.0 industry is the cause of depletion of natural resources and environmental pollution; here, we refer to the sustainable development of NDT processes that develops digitalization while also eliminating human error [1,2,3,4]. Sustainability is the field that in recent year has attracted the most attention in production research from various industries and is an important factor not only in technological development but also in the innovation of sustainable systems. The role of production in sustainability is important because in many processes, methods are consuming natural resources or resources that affect the quality of the environment and the health of human factors. The biggest confrontation in the world is to face a land with finite resources and limited natural resources.
NDT 4.0 is characterized by the elimination of human errors and the transmission of information and physical parameters in real time through connections made with laboratories (i.e., Connected Lab). Figure 1 describes the evolution of nondestructive testing methods in terms of digitization and optimization according to the evolution of Industry 4.0. It is observed that with the evolution of these NDT methods, the influence of the human senses is diminished with the development of new technologies (sensors, probes, devices), and four important stages are highlighted in the figure, i.e., from NDT 1.0 to NDT 4.0.
Nondestructive inspection methods, as specified above, are characterized in particular by the fact that they can assess and characterize the internal or surface defects of the mounted or unmounted parts, without causing any damage to their surface. Each method has evolved over time, and in recent decades, the field of NDT has been increasingly used due to the speed of examination and efficient operation. Each method is based on its own physical principles and is specific to a certain location of defects or certain groups of materials or classes of products. The methods are divided according to the industries in which they operate and are based on the materials that needs to be examined. In addition to the advantages of these NDT methods, there is a disadvantage for each method because there are limitations, especially in terms of the material examined in relation to the physical parameters involved in the inspection. We can speak of limitations in terms of effectiveness and precision in cases where they are not applied correctly on specific product/material groups. The effectiveness of the methods is also influenced by the human factor that establishes the chosen method and the parameters used for different industries; this fact may be due to the choice of using an inefficient method and with maximum yield for a group of materials. For example, regarding the method used with magnetic particles, it is characterized in particular by the fact that it can be applied only to ferromagnetic materials; if the material concerns alloys with poorly magnetizable substances, then there is a risk that the method will not yield or even have suboptimal inspection results [16,17]. The magnetic particle method (often with the abbreviation MPI—magnetic particle inspection or MT—magnetig testing) is the most common method used in inspecting steel parts, especially in the aerospace industry, from small components (such as washers) to large parts of great importance that are sometimes critical in the operating cycle of an aircraft, such as landing gear, engine components, etc. The method is also found in the automotive industry and in the railway industry for the inspection of bearings and their components, often made of special steels, and also in the civil engineering industry to characterize cracks in cement concrete specimens [18,19,20,21,22,23]. Although it seems easy to understand and apply, the method is complex and is based on many theories such as the effects of metallurgical materials, fluid movement dynamics, human factors and electromagnetic theories—with all these factors integrated into one method and one applicability.
In this manuscript, the magnetic particle method is approached together with the analysis of the physical parameters used for the cylindrical parts and their optimization by developing an auxiliary device that reduces the inspection time and eliminate human errors, as well as ensure an ergonomic position of the inspector during the execution of the method while using standard control equipment. There are very few studies and auxiliary tools that ensure a correct determination of the tests and parameters used, and therefore in this manuscript, we address this concern to ensure a uniform magnetic field of the cylindrical parts subjected to examination.
The values established for the electric current intensity have an importance in ensuring an optimal magnetic field that can highlight the existing discontinuities on the surface of the parts, and so attention is given to the values of the tangential magnetic field and the remaining magnetism in the part. The biggest risk in the wrong choice of parameters is to not highlight the discontinuities or to mark them with false indications, which has a high risk factor for any type of examined part. The magnetic field is a property with high sensitivity in any field, and it has unique properties in terms of impact on components/technologies. Magnetic phenomena are very important in any field of science, and the remaining magnetism has become an area of interest, as it is a critical characteristic in certain functional ensembles. The magnetic particle method is the method most often used to detect microdefects (usually linear cracks) in the case of materials with ferromagnetic properties. The principle of examination with this method is quite simple, namely that for the cylindrical parts, standard control equipment is used, with a central conductor mounted, through which electric current passes [5,7]. The parts are magnetized, and then the applied magnetic particles are attracted to the defective areas; however, it is important that the orientation of the defects is about 90 degrees from the direction of the field lines, as this is one of its basic characteristic methods [24,25,26]. The smaller the angle, the lower the sensitivity and efficiency of the method, and the lower the probability of detecting defects. A main advantage of this method—which is agreed by many industries, especially the car and aircraft manufacturers—is that as long as the method is applied correctly and the chosen parameters are optimal, there is a probability that defects are detected from the beginning.
In this manuscript, we aim to optimize the MT method with a central conductor by developing a device that ensures a uniform magnetic field on the surface of cylindrical parts, thereby ensuring constant parameters during the process and the same probability of detecting defects on the entire surface. The design of the device is chosen first, with the help of a multicriteria analysis, taking into account both the examination conditions and working environments used and also the design conditions for manufacturing and the physical parameters to be obtained. In the current control stage, the parts are positioned directly on the central conductor, and they are in direct contact with it, which implies a nonuniform magnetization on the surface of the part, i.e., a nonuniform magnetic field with values gradually decreasing from the contact area with the mandrel piece to the opposite surface of the part, where it is no longer in contact with the mandrel. The value of the magnetic field is one of the most important features of this inspection process because if the CM value is too low, there is a risk that fine or even large defects are not highlighted, and if the CM value is too high, each imprint can be highlighted, which leads to a difficult interpretation from a visual point of view.
2. Materials and Methods
The materials and methods used in this manuscript are known methods in research, i.e., data acquisition systems and manufacturing design; these are applied here for the development of a new device to help with the improvement and optimization of the magnetic particle method. Data acquisition systems are used for measuring and recording physical parameters, and manufacturing design is used not only for the correct choice of device design and thinking, but also for the constraint and importance of physical parameters, as well as the effective design of the constructive solution, chosen in the shadow of an applied multicriteria analysis.
The data acquisition system (DAS) in this work measures the values of physical parameters used in magnetic particle inspection. The data acquisition system here consists of a current generating source, Hall probes for measuring magnetic field values, and a digital screen that allows for recording and displaying measured values. Hall probes are based on the effect of the same name and are used mainly to measure a tangential magnetic field or the remaining magnetic field values. Hall effect sensors are characterized by the measuring range as well as the working environment temperatures. In the case of the magnetic particle method, the working temperature is controlled, most often the equipment placed in industrial halls with a controlled temperature or in testing laboratories. With the help of a data acquisition system consisting of a generating source and devices for measuring the magnetic field, provided with Hall sensors, tangential magnetic field values can be recorded.
The manufacturing design in this work looks at designing a device that aims to optimize the NDT inspection process with magnetic particles for cylindrical parts. To do this, the design conditions were taken into account so that its realization process can be easily implemented [1,3]. It is used conceptually to design the parts in pairs, trying as much as possible to use the same types of parts, both in one part of the device and in the other. Choosing the design of parts with simple configuration and sections helps to facilitate costs, time, and manufacturing processes, especially if users opt for additive manufacturing by the 3D realization of certain components of the device. In our work, these were used as main elements in the construction of the proposed model; the parts consisted of two cylindrical drums, moving arms, the sole of the device, all with sections with simple geometries. A second condition that was taken into account in the design of the variant proposed for the device is that of the use of symmetrical parts. One of the important characteristics of the symmetrical parts is their fast and correct assembly, as no sensors or other auxiliary devices are needed in order to orient them. It is important that the device has as few constructive elements and with geometries as simple as possible and can be disassembled, in order to ensure safe transport, easy packaging conditions, and a quick and correct assembly.
Assembly must be done as easily as possible, both manually and automatically—it is much easier to program assembly robots with simple and short movements than large and complex movements. We opted for a device that has few main constructive elements that require assembly, such as: support/seating soles, fixing, moving arms, drums for rotating parts and height actuation device. We took into account our desire to have a device with a utility for a wider range of cylindrical products with different diameters, and thus it was intended that the disassembly/assembly of the two drive drums be performed as simple and fast as possible. Depending on the diameters of the examined parts, the two provided drums must be interchangeable so as to ensure the coaxiality of the central conductor and the part. Both the drums and the support soles and movable arms were designed symmetrically, and their symmetry is considered the sign of quality assurance, following the manufacturing process of the device. From the point of view of additive manufacturing, the configuration of symmetrical parts is easier to achieve; moreover, a symmetrical part is easier to assemble with another part that is also symmetrical, so there is no risk of confusing the positions or directions of placement or assembly.
Regarding the design concept, the proposed device model resembles a jack, possibly with a hydraulic drive. We approached the design from a classic configuration of the hydraulic table assembly, where the upper part is arranged with two drums (made of soft material without degrading the surface of the part during rotation) to ensure a constant rotation with a controlled speed of the part. With the rotation of the cylindrical part, the risk of false indications or the risk of deleting the relevant indications is also eliminated. Without the presence of an auxiliary device, the parts are handled manually during the examination. The device is made of the following component parts (see Figure 2):
- Supporting legs/movable arms that ensure sufficient height;
- Interchangeable drums for parts with different diameters made of soft material such as plastic, silicone, or silicone-coated plastic;
- A support sole, provided with supports to facilitate its transfer from one piece of equipment to another.
Figure 2 shows the design proposal for such a device, provided in the tank of a standard equipment for examination with magnetic particle inspection. In accordance with the manufacturing design as described above, it is very important that the device can be easily assembled and has a configuration with simple geometry and that we use symmetrical parts. The proposed design has a simple configuration; it does not fill the volume of the tank, and it provides the necessary space for handling parts. In addition, it has a very small footprint at the base of the basin and is sealed so that magnetic particles does not remain accumulated on the inner surfaces of the device. The access to the part to be examined is not affected, but the possibility of inspection the parts is facilitated, given that the parts are closer to the visual field of the operator.
In order to build the device, we took into account that this method generates a magnetic field, and that the materials chosen in its construction must not be ferromagnetic, especially in the area near the central conductor/magnetic poles. If the supporting elements of the parts are ferromagnetic, they will be magnetized, and in turn they can magnetize the already demagnetized parts following the control. With the realization of this new type of device, we propose an optimization of the inspection process from the point of view of ensuring the constant working parameters, as well as from the point of view of the working time of the entire inspection process.
Regarding the physical principles and relationships, it can be seen that this NDT method—like any other method in this category—is based on physical methods and principles, as well as constraints in this regard; therefore, one of the most important constraints is that the parts must be made of ferromagnetic material, and the ideal inspection case is to ensure a uniform magnetic field on all surfaces of the parts subject to inspection [24,25]. A common problem in this type of inspection is the remaining magnetism left in the part, which can affect other parts during operation in the assembly of which it is part; this is a critical feature even for human safety if it is part of an engine assembly from an aircraft for example, or other areas with high sensitivity in use [20,26,27]. The ideal case of physical parameters implies a constant value of the magnetic field, which also means a uniform control and a similar highlighting for all inspection areas. Thus, the ideal case is to magnetize simultaneously both the upper part and the lower part, without the need for a 180 degrees rotation (in the case of supporting the part on the central conductor) of the part to ensure a magnetic field also on the lower surface.
The value of the magnetic field usually decreases in proportion to the distance from the mandrel of the part; the role of the mandrel in this type of assembly is to ensure the passage of electric current in order to highlight the discontinuities, both at the inner surface of the part and its outer surface. There is a linear decrease with the increase of the distance between the central conductor and the part to be examined.
One of the most important physical characteristics is represented by the magnetic field and the assurance that it is evenly distributed on the surface of the parts. The approximate values must be between 30 and 60 A/cm, as this is an interval with values that guarantee the highlighting of possible indications (such as cracks). If the values are lower than this interval, then there is the possibility that the defects are not highlighted, meaning that the part is not magnetized enough. If the values are too high, then the magnetism of the part is too high, and the particles of either part becomes attracted even in the indications of fine scratches. Thus, we can talk about irrelevant indications, which make it difficult to examine the surfaces.
Another important feature is the choice of the type of magnetization, depending on the orientation of the defects to be highlighted; there are two types of magnetization, the circumferential tangential magnetization and the longitudinal tangential magnetization. The importance of this characteristic is given by one of the constraints of the method—the orientation of the defects must always be perpendicular to the direction of the magnetic field lines.
Demagnetization of parts after inspection is also an important factor to consider in this method because it is important that the parts are to be demagnetized evenly on their entire surface so that there are no high values of magnetism remaining in the part. It is preferable for the values of the magnetism after inspection to be close to zero because a possible magnetism on or in the part can affect the functional state of the system of which it is a part, or even the part of other neighboring components.
The multicriteria analysis method was chosen in this manuscript in order for us to choose the optimal variant from a constructive point of view, not only of the device to ensure the optimization of physical parameters but also of inspection. Within the multicriteria analysis, several criteria were determined from a constructive point of view, namely the criteria of the materials used, the chosen components, and the characteristics they must meet. It is very important that the multicriteria analysis is performed in relation to the chosen criteria.
Case Study
In order to carry out a case study highlighting the importance of ensuring constant physical parameters, we used an example of a cylindrical piece with a diameter of approximately 100 mm, positioned on a central conductor with a diameter of 55 mm. It is considered the ideal case in ensuring a magnetization in both directions, having a magnetic field between 30 and 60 A/cm on the entire surface of the part, as well as in ensuring that at the area of contact with the central conductor, the magnetic field is at the limit (higher than 30 A/cm) and that in the lower part (180° to central conductor), it is below the minimum required value.
The way of obtaining the parameters consisted of the effective application of the inspection method on standard equipment. Thus, the part was positioned on the central conductor, where a magnetization cycle of at least 5 s is ensured, and then the tangential magnetic field in both directions—longitudinal and circular, respectively—was checked in turn. The current values were entered depending on the performance of the equipment used, so as to ensure the optimal tangential magnetic fields in order to ensure the detection of possible relevant indications. After establishing the magnetization parameters, a device was used to measure the magnetic field, and its display should show the magnetic field value on different areas of the part, starting from the contact area of the central conductor and the part to the lower end of the part (Figure 3).
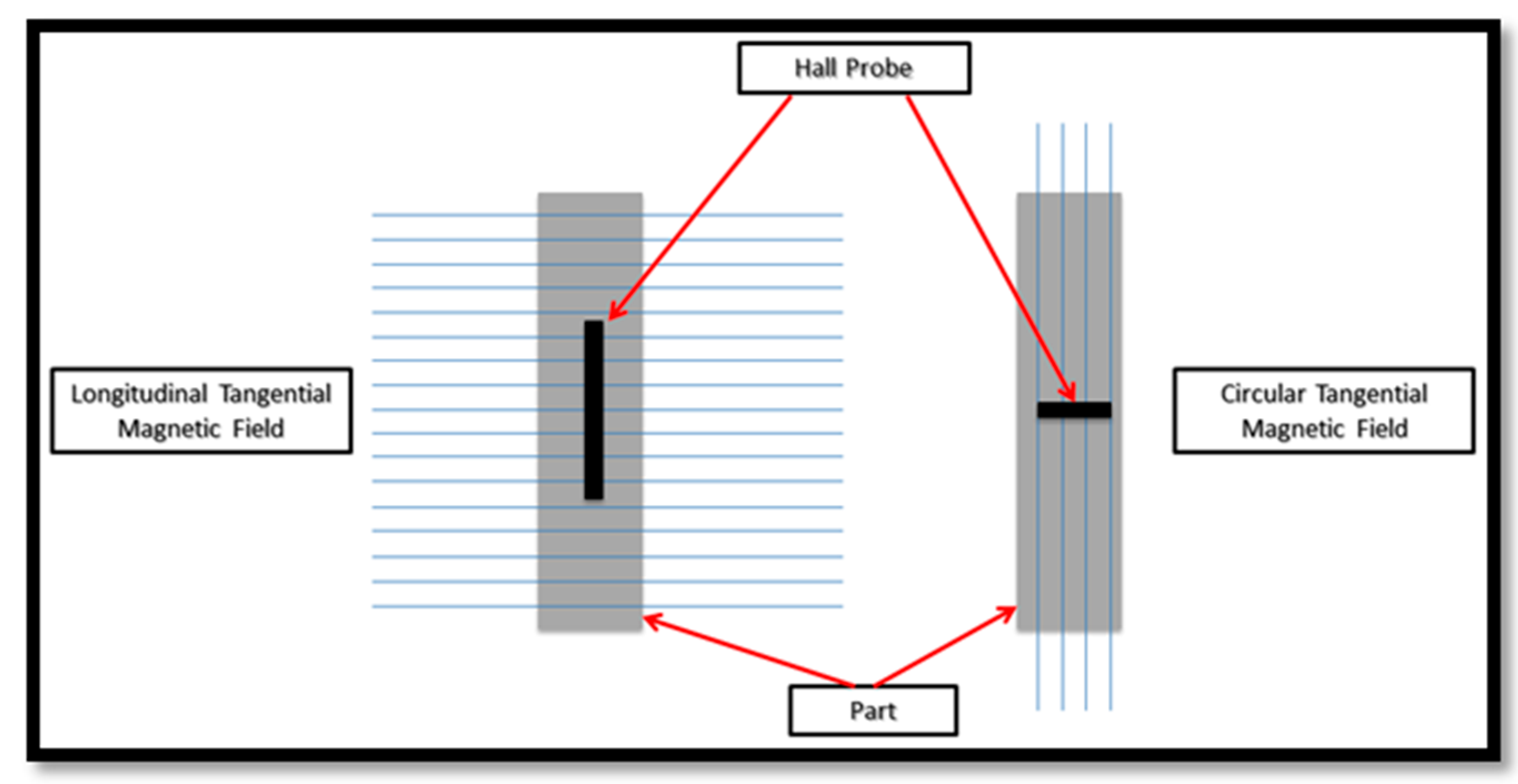
Figure 3 illustrates the orientations of detectable discontinuities according to the orientation of the magnetic field lines. On the left side of the image, the field lines are longitudinal, in the horizontal direction, which implies the possibility of detecting discontinuities perpendicular to them. The indication is highlighted on the part in the vertical direction, with a black line. For the circular tangential magnetic field, it is the opposite case, in which the field lines have a vertical direction, and the discontinuity is oriented horizontally, perpendicular to the direction of the field lines. Because the detection of defects is characterized by the direction of the field lines, most of the times we chose to use the equipment capable of using a combined magnetization in both directions, in order to achieve a short inspection time and an efficient examination. For a longitudinal tangential magnetic field, it is possible to detect circumferential defects (the left side), and for a circular tangential magnetic field, it is possible to detect longitudinal defects (the right side). After ensuring the optimal parameters, the part was magnetized in both directions simultaneously, having a combined magnetization, followed by a demagnetization with the same values of current intensity. Demagnetization was followed by measuring the remaining magnetism on the entire surface of the part.
The case study was performed on standard control equipment, where the part is in contact with the central conductor (current control situation). For example, one cylindrical part made of ferromagnetic material (stainless steel) with an outer diameter equal to 100 mm was chosen as a reference. The part was positioned on the central conductor; the physical parameters were chosen such that the tangential magnetic field on the surface of the part was between 30 and 60 A/cm. The magnetization time was also chosen, and the demagnetization of the parts was activated. The total magnetization time of the part in both directions was at least 5 s, and the demagnetization was performed with the same amperage values as those used for magnetization. For example, for a part with the outer diameter equal to 100 mm and a central conductor with a 55 mm diameter, the optimal amperage values are 1.5 kA (circular direction) and 5.5 kAT (longitudinal direction).
Figure 4 presents the case in which the parts are in direct contact with the central conductor and thus the lack of coaxiality of the central conductor and the part can be observed. In this case, the examination was not efficient because the examination of the contact area between part and mandrel cannot be ensured completely.
Figure 5 presents the basic elements of standard magnetic particle inspection equipment.
Data processing began with the introduction of current intensity parameters for two magnetization directions (longitudinal and circumferential) until magnetic field values were obtained between specified ranges. The values were measured with a data acquisition system composed of a display with the measured values and a probe for measuring the values of the magnetic field, provided with a Hall sensor. After the values of the intensities were established in accordance with the optimal magnetic field for each direction of magnetization separately (circumferential, longitudinal), the effective inspection took place on both directions of magnetization.
At the end of this case study, we performed a multicriteria analysis in order to propose an optimal design of the device, namely a design that ensures a constant magnetic field distributed on the surface of the part. Following the multicriteria analysis, the final construction form of the device was verified and given approval in order to ensure the optimal parameters. In this way, the part can be considered positioned concentrically with the central conductor, and in this case, the coaxially of the central conductor and the part leads to the measurement of a uniform tangential magnetic field distribution on the entire circumference of the part to be inspected. The same values were measured on the entire circumference on the ring from 0 to 180 degrees, and at the same time the values of the remaining magnetic field were constant regardless of the positioning of the Hall probe on the surface of the part.
3. Results
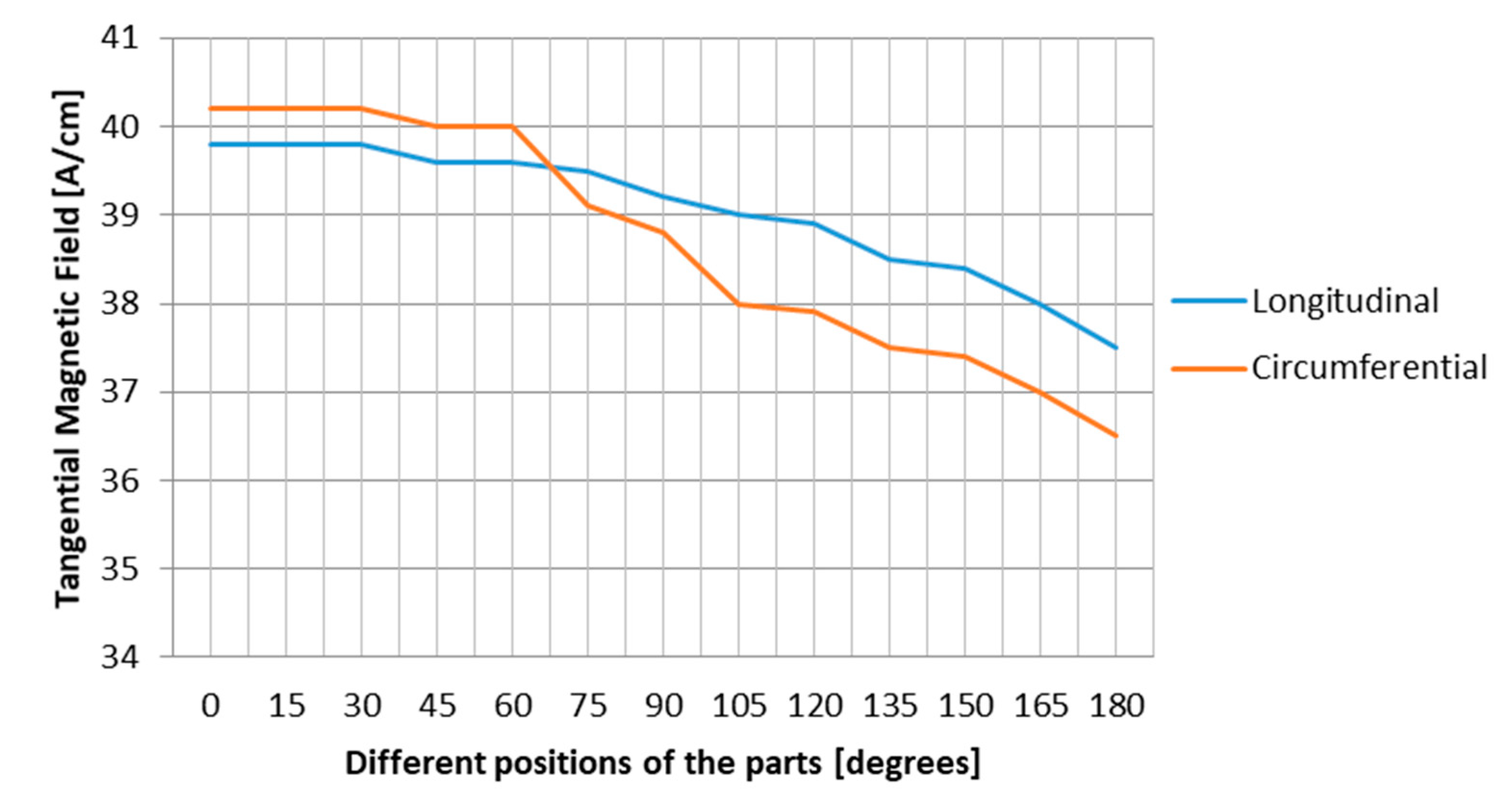
As described in the case study, a graphical distribution of the values of the circumferential and longitudinal tangential magnetic field was performed to observe and analyze the variation of these values, in case the cylindrical part was not positioned coaxially with the central conductor (Table 1). We considered as an example a part with a 100 mm diameter and a central conductor with a diameter of 55 mm. The Hall effect probe was used to measure the values of the magnetic field, in different positions that signify different angles on the diameter of the circle part. The following angles are chosen: 0°, 15°, 30°, 45°, 60°, 75°, 90°, 105°, 120°, 135°, 150°, 165°, and 180°, with 180° representing at the same time the farthest point of the part from the central conductor. The values are centralized in the Table 1 in order for us to observe the influence of the part–conductor distance during the inspection, the influence of the variation of the physical parameters, and the safety of the detection of possible relevant indications (e.g., cracks).
In Figure 6, we observed the change of magnetic field for the first case in which the part is positioned in contact with the mandrel. We observed a decrease of the magnetic field proportional to the distance of the part from the central conductor. A greater distance of the part from the mandrel implies a decrease of the magnetic field. The values of this magnetic field decreases with the part–conductor distance. In the area of the part and central conductor, the contact surface where the graphic value on the x-axis lies is almost 0; this is the area where the discontinuities can be best detected if at that point the value of the magnetic field is at least 30 A/cm. If the value measured to ensure the parameters is equal to, for example, 56 A/cm in the area of 180° (cf. x-axis), there is a risk of irrelevant indications in the maximum contact area of the part and central conductor, where the values are very high in that area. However, if on the contact area the values of the magnetic field are at the limit of the range, i.e., equal to 30 A/cm, in this case there is the risk that in the area furthest from the central conductor, i.e., 180° according to the x-axis, the field values are too small for discontinuities to be detected.
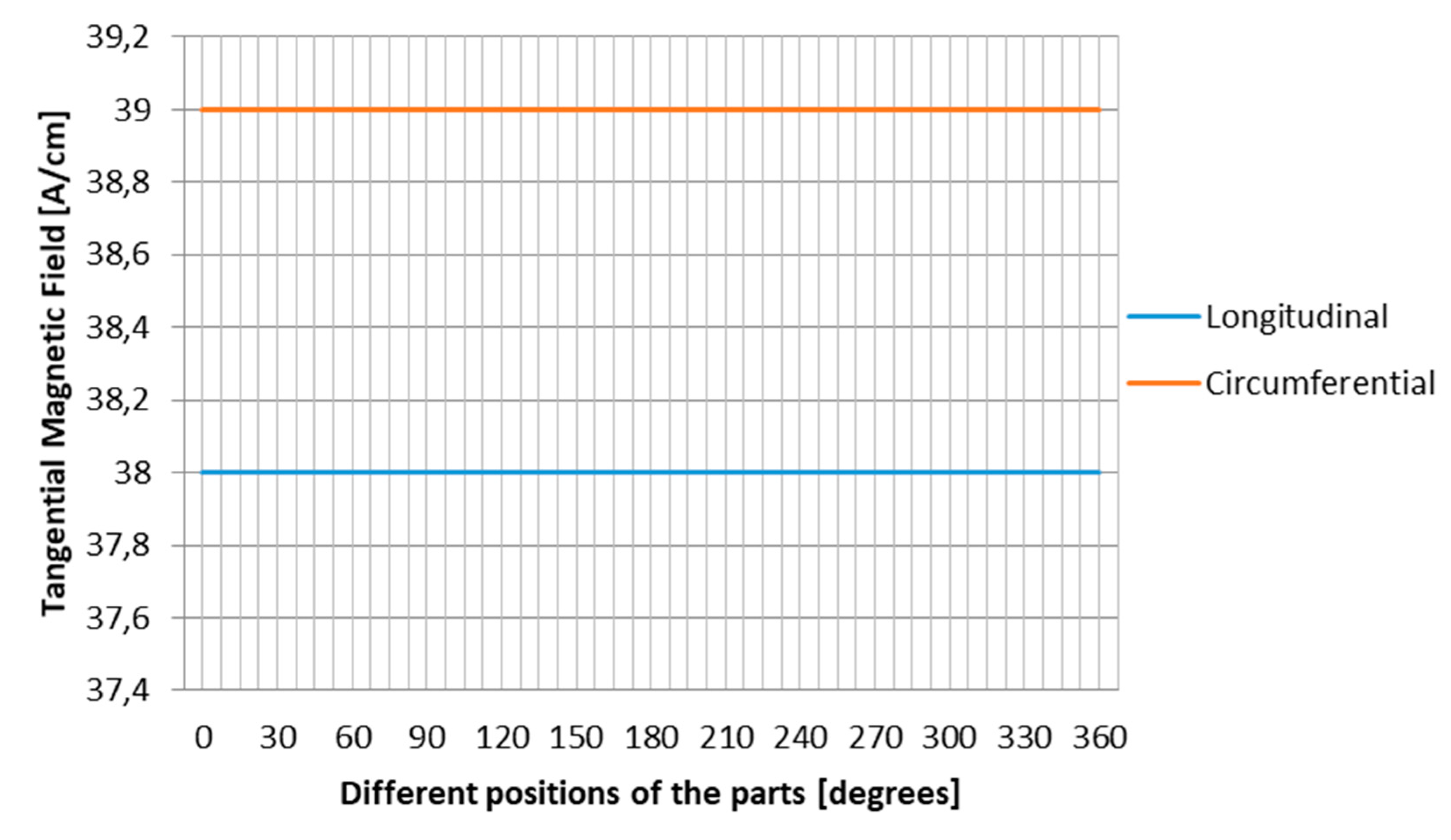
The current positioning of the part with the proposed new model, mounted on the standard equipment, is coaxial with the center of the central conductor, which implies a uniform magnetization, meaning that a uniform magnetic field is distributed on the surface of the part to be examined. In the current situation, where having uniform magnetization implies a uniform magnetic field on the surface, the highlighting of the indications is the same regardless of the surface of the part because the part–conductor distance is constantly kept with the entire diameter of the part, and so the proposed coaxially is ensured (Table 2).
Because the design of the device is provided with two rotating drums, it is no longer necessary to involve the human factor to ensure the rotation of the part and thus reduces the risk of deleting the indications or masking them. The values of the magnetic field are this time constant on 360 degrees around the central conductor. In Figure 7, we can see a linear change of the parameters on the entire circumference of the part, i.e., from 0 to 360 degrees, and the values of the tangential magnetic field are constant.
When the part was positioned coaxially with the central conductor, the lines of the magnetic field remain constant on the graph regardless of the part–conductor distance, as these were in coaxiality. In both directions, longitudinally and circumferentially, the values remain constant, and this implies a correct and efficient choice of the physical parameters, meaning that the defect can be highlighted without irrelevant indications and that the risk of not highlighting relevant discontinuities is no longer present.
The Figure 6 and Figure 7describe the change in the magnetic field for two cases: the part in contact with the central conductor and the part in coaxiality with the central conductor. In both cases, the change in the magnetic field remaining in the part is similar to the tangential magnetic field (i.e., values also vary), and this implies an uneven demagnetization. It can be considered a disadvantage especially in the case of parts that no longer go through other demagnetization stations and are part of an assembly mounted directly on cars, planes, missiles, etc. If the remaining magnetic field is not measured properly and the parts still have magnetism values above the accepted limit, there is a risk that they fail during assembly, or in the worst case, during the running of an aircraft, for example.
The 3D model of the proposed device, as well as the current positioning of the parts during the inspection, can be seen in Figure 8.
In the multicriteria analysis that was performed (in accordance to [27]), the following criteria were taken into account (Table 3):
- Criterion 1: Assembling/disassembling the device elements
- Criterion 2: Height adjustment according to the diameters of the parts to be examined
- Criterion 3: Ease of operation of orders by operating staff
- Criterion 4: Cycle time of the entire process being under 30 s
- Criterion 5: Fixing mode on several standard control equipment
- Criterion 6: Possibility of interchanging the drums with the support plate for the examination of other configurations of parts, other than the cylindrical ones,
- Criterion 7: Possibility of use for other configurations of parts
- Criterion 8: Establishing the lifting time of the part until ensuring the coaxiality
- Criterion 9: The need to develop a software product for automated operation based on existing calculations
- Criterion 10: Resistance to different weights of the examined parts
In order to perform the analysis, values were assigned to the criteria as follows: 1 being “more important”; 0.5 being “just as important”; and 0 being “less important”.
The FRISCO formula for calculating the weighting coefficients γi is presented in Equation (1):
where p is the score obtained along a row by the respective element; Δp is the difference between considered element and the element from the last level; m is the number of outclassed criteria; Ncrt is the number of considered criteria; Δp′ is the difference between the score of the considered element and the score of the first element.
In multicriteria analyses, four variants of the device were proposed as follows:
- Device with hydraulic actuation for height adjustment, made of plastics (A);
- Device with electric actuation for height adjustment, made of plastics (B);
- Device with hydraulic actuation for height adjustment, made of composite materials (C);
- Device with electric actuation for height adjustment, made of composite materials (D).
The values of the elements for the calculation of the weighting coefficients were proposed in Table 4.
The score for the established variants are described in Table 5.
4. Discussion
In accordance with the Table 6, we found that the largest score is that of Variant A, i.e., hydraulically operated height, with adjusting device made of plastic materials. It is observed that in the absence of a device by positioning the part in direct contact with the central conductor, the values of the magnetic field decrease with the increase of the part–conductor distance. If the part was positioned in direct contact with the central conductor, according to Figure 5, it is observed that the values of the circumferential and longitudinal magnetic fields decrease with the distance between the part and the central conductor. Along with the variation of the tangential magnetic field, there was a variation of a remaining magnetic field left in the part after inspection, and a value of a rest magnetism outside the maximum imposed values can affect during the operation of the part.
During the optimization of the magnetic particle inspection of the cylindrical parts on standard control equipment, according to Figure 6, it is observed that the existence of an auxiliary device that allows for coaxiality of the central conductor and the part ensures a graphic linearity of the working parameters used during the inspection. This also involves a uniform demagnetization of the part, meaning that a constant magnetic field remains on the entire surface of the part.
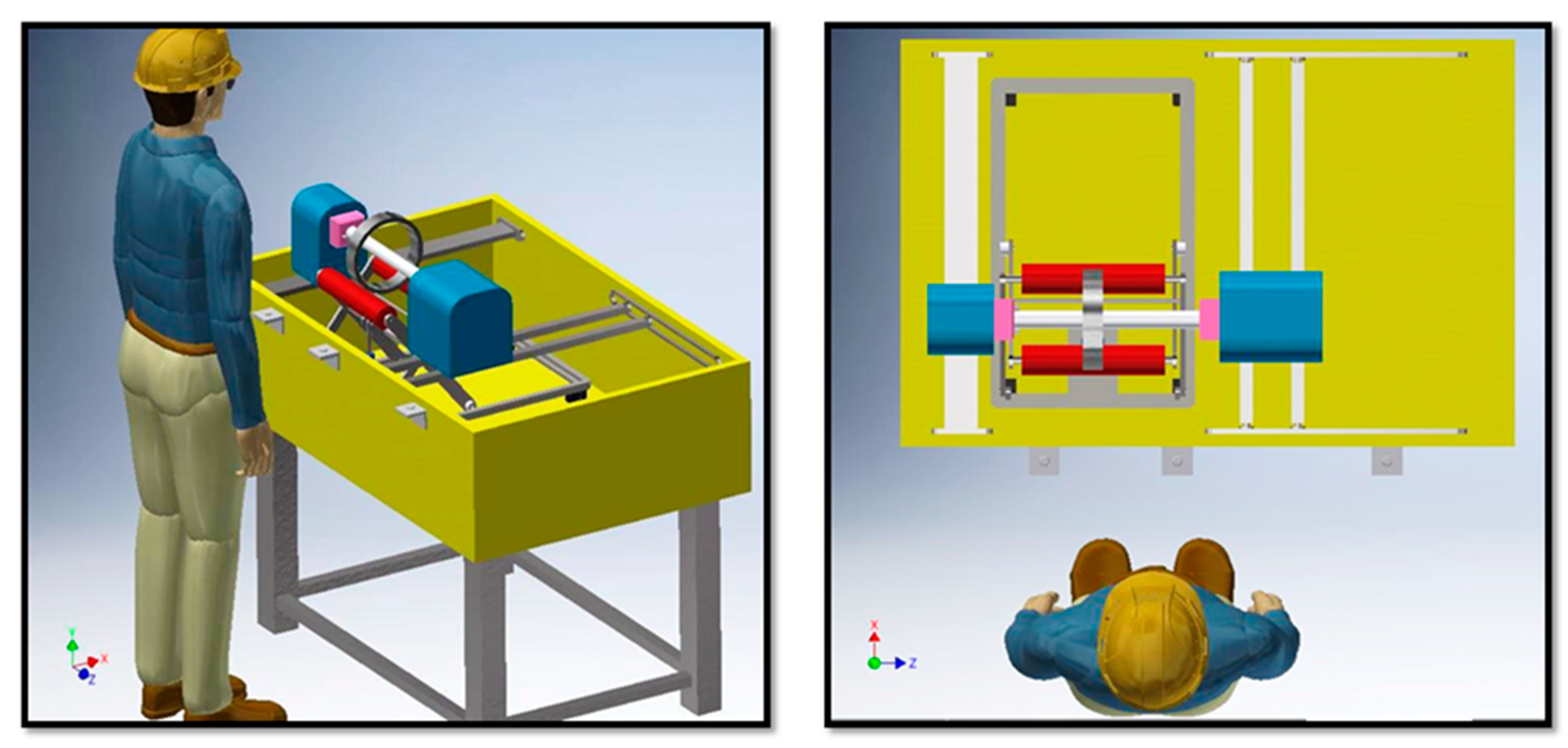
From the ergonomic point of view, it can be seen in Figure 9 that the inspector does not have to rotate the parts; instead, the inspector can keep the right body position intact and can focus only on the visual examination of the part in establishing its conformity or not. The inspector should not need to perform additional body movements that from an ergonomic point of view may distract their attention during the inspection.
The cycle time decreased by 50% of the total examination time. For example, for a part with a diameter of 200 mm, if magnetization–demagnetization and inspection would take about 30 s on a portion of 180 degrees and another 30 s on the other remaining portion by grinding the part for a new successive magnetization, and if inspection by the use of such a device spans a time of 30 s for the entire surface instead of 60 s and is done only once with constant values for 360 degrees—during which the inspector examines the part without the human factor acting in its handling—we can say we have a decrease of 50% of the total time, as well as a higher safety in the process and in ensuring the optimal control parameters.
Figure 9 presents the positioning of the operator in relation to the inspection equipment, and it can be seen that in this case, the inspection of the part can be easily done on the entire surface inside the cylindrical part by driving the two drums that will rotate the part. Human errors are eliminated because the risk of deleting the indications is reduced when the operator takes the part manually in order to be able to conduct inspection on all the surfaces. The coaxiality and the constant maintenance of the determined physical parameters are ensured.
5. Conclusions
The design of the device proposed to be used during the inspection of cylindrical parts on standard equipment—an assembly with a central conductor—has a number of advantages, both in terms of working parameters used and in terms of process safety and ergonomics in terms of the inspector’s position at work, and it also involves a reduction in control time. Usually, without this device, in order to have a uniform distribution of the magnetic field over the entire surface of the part to be examined, it is necessary to rotate the part 180 degrees around the central conductor in order to have magnetism on the lower surface in addition to the upper surface, and thus there are two magnetizations performed. By using the proposed device, we observed that ensuring coaxiality between the central conductor and the part is a main advantage, as this implies that the magnetization is done only once during the rotation of the piece on the two drums of the device, without the need for two successive magnetizations. A decrease of the inspection time by approximately 50% compared to the initial time means an optimization both from the constructive point of view and from the examination time point of view in the case of series production, as well as the elimination of human errors.
At the same time, both uniform magnetization and uniform demagnetization are ensured, and thus the risk of retaining the remaining magnetism on certain areas of the piece is eliminated. In the classic examination situation, we can speak of the successive magnetization in two stages and of the successive demagnetization in two stages and this one. In order to automate the inspection process by the method described above, it is desirable to make a physical prototype for such a device and the software application to automatically establish (according to calculations) the distance at which we should operate the device with the two drums, so that there is coaxiality between the central conductor and the part to be examined. The height at which the part will be relative to the reference surface (the sole of the device) is determined by two factors: the inner diameter of the cylindrical part and the diameter of the two drums, which are permanently connected to each other to ensure a stable position. The parts also provide strength depending on their weight. It is possible to automate the process as future development guidelines, considering that the advantage of automation would be the optimization of the method, as well as the transition to NDT 4.0 by eliminating the human factor.
Some important advantages are the elimination of the contact area between the inner diameter of the part and central conductor, the ability to remove the risk of not having that area examined and correctly subjected to the control process, and the ensuring of a constant magnetic field on the entire circumference of the part. For example, in the case of a cylindrical part with a large diameter subject to nondestructive testing on equipment without a fastening device, in the moment of checking the intensity of the two magnetic fields, if the Hall sensor is positioned at the top of the ring (part in contact with central conductor), the value indicated by the device will be larger than the one at the bottom coming out of the area of the central conductor. In this case, the magnetization of the part is not performed evenly over its entire surface; to have a correct magnetization, it is necessary to rotate the part by 180 degrees. This difference in the intensity of the magnetic field flux is obvious because in the area of the central conductor, the value of the field is always higher than that at the extremities.
One of the disadvantages is that the device is limited only to the examination of cylindrical parts on standard control equipment, and the limitation is for these part configurations. If the geometry of the part is different and the thickness/radius varies greatly, then depending on the values of the magnetic field, it will have to be magnified several times, but without this device, the part may need to be in direct contact with the central conductor to ensure optimal physics parameters. If the values of the magnetic field from one thickness to another do not differ much and are in the optimal range (30–60 A/cm), then the inspection must be in good condition. There is the possibility of positioning flow indicators (with artificial cracks of different dimensions) on the surface of the part on the area of small thickness and large, and during magnetization in addition to the parameters of the magnetic field, it can be seen how well highlighted or not certain cracks are.
A possible future direction of research is to expand the range of products that can be examined to ensure a constant magnetic field, possibly for parts with variable geometry. Another possible development directive can involve mounting Hall sensors on the two drive drums so that the values of the magnetic field and of the remaining magnetism are measured and shown on a display. At the same time, this measurement of the value of the magnetic field of the remaining magnetism could be transmitted wirelessly to an electronic application to monitor the process and its parameters from reference to reference. All these represent future directions of improvement and optimization that can lead to the development of manufacturing processes and control processes.
Author Contributions
Conceptualization, A.I.S., G.O. and L.P.; methodology, A.I.S. and L.P.; resources, A.I.S. and L.P.; writing—original draft preparation, A.I.S.; writing—review and editing, A.I.S., G.O., and L.P.; visualization, A.I.S., G.O. and L.P.; supervision, G.O. and L.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Chakraborty, D.; McGovern, M.E. NDE 4.0: Smart NDE. In Proceedings of the 2019 IEEE International Conference on Prognostics and Health Management (ICPHM), San Francisco, CA, USA, 17–20 June 2019. [Google Scholar]
- Im, K.-H.; Kim, S.-K.; Jung, J.-A.; Cho, Y.-T.; Woo, Y.-D.; Chiou, C.-P. NDE Detection Techniques and Characterization of Aluminum Wires Embedded in Honeycomb Sandwich Composite Panels Using Terahertz Waves. Materials 2019, 12, 1264. [Google Scholar] [CrossRef] [Green Version]
- He, M.; Matsumoto, T.; Takeda, S.; Uchimoto, T.; Takagi, T.; Miki, H.; Chen, H.-E.; Xie, S.; Chen, Z. Nondestructive evaluation of plastic damage in a RAFM steel considering the influence of loading history. J. Nucl. Mater. 2019, 523, 248–259. [Google Scholar] [CrossRef]
- Miwa, T. Non-Destructive and Quantitative Evaluation of Rebar Corrosion by a Vibro-Doppler Radar Method. Sensors 2021, 21, 2546. [Google Scholar] [CrossRef] [PubMed]
- Kostroun, T.; Dvořák, M. Application of the Pulse Infrared Thermography Method for Nondestructive Evaluation of Composite Aircraft Adhesive Joints. Materials 2021, 14, 533. [Google Scholar] [CrossRef]
- Vrana, J.; Singh, R. NDE 4.0—A Design Thinking Perspective. J. Nondestruct. Eval. 2021, 40, 8. [Google Scholar] [CrossRef] [PubMed]
- Abell, J.A.; Chakraborty, D.; Escobar, C.A.; Im, K.H.; Wegner, D.M.; Wincek, M.A. Big data driven manufacturing—Process-monitoring-forquality philosophy. J. Manuf. Sci. Eng. 2017, 139, 1–12. [Google Scholar] [CrossRef]
- He, M.; Shi, P.; Xie, S.; Chen, Z.; Uchimoto, T.; Takagi, T. A numerical simulation method of nonlinear magnetic flux leakage testing signals for nondestructive evaluation of plastic deformation in a ferromagnetic material. Mech. Syst. Signal Process. 2021, 155, 107670. [Google Scholar] [CrossRef]
- Shi, P.; Jin, K.; Zheng, X. A magnetomechanical model for the magnetic memory method. Int. J. Mech. Sci. 2017, 124–125, 229–241. [Google Scholar] [CrossRef]
- Usarek, Z.; Augustyniak, B. Evaluation of the impact of geometry and plastic deformation on the stray magnetic field around the bone-shaped sample. Int. J. Appl. Electromagn. Mech. 2015, 48, 195–199. [Google Scholar] [CrossRef]
- Shi, P.; Su, S.; Chen, Z. Overview of Researches on the Nondestructive Testing Method of Metal Magnetic Memory: Status and Challenges. J. Nondestruct. Eval. 2020, 39, 1–37. [Google Scholar] [CrossRef]
- Boller, C.; Altpeter, I.; Dobmann, G.; Rabung, M.; Schreiber, J.; Szielasko, K.; Tschuncky, R. Electromagnetism as a means for understanding materials mechanics phenomena in magnetic materials. Mater. Werkst. 2011, 42, 269–278. [Google Scholar] [CrossRef]
- Dovbov, A. The method of metal magnetic memory—The new trend in engineering diagnostics. Weld. World 2005, 49, 314–319. [Google Scholar]
- Vrana, J. NDE perception and emerging reality: NDE 40 value extraction. Mater. Eval. 2020, 78, 835–851. [Google Scholar] [CrossRef]
- Vrana, J.; Kadau, K.; Amann, C. Smart data analysis of the results of ultrasonic inspections for probabilistic fracture mechanics. VGB PowerTech 2018, 7, 38–42. [Google Scholar]
- Escobar, C.A.; Wincek, M.A.; Chakraborty, D.; Morales-Menendez, R. Process-monitoring-for-quality—Applications. Manuf. Lett. 2018, 16, 14–17. [Google Scholar] [CrossRef]
- Bray, D.E.; Stanley, R.K. Nondestructive Evaluation: A Tool in Design, Manufacturing and Service; CRC Press: Boca Raton, FL, USA, 1998. [Google Scholar]
- Sola, M.; Lagüela, S.; Riveiro, B.; Lorenzo, H. Non-destructive testing for the analysis of moisture in the masonry arch bridge of Lubians (Spain). Struct. Control Health Monit. 2013, 20, 1366–1376. [Google Scholar] [CrossRef]
- Diamanti, N.; Redman, D. Field observations and numerical models of GPR response from vertical pavement cracks. J. Appl. Geophys. 2021, 81, 106–116. [Google Scholar] [CrossRef]
- Rasol, M.A.; Pérez-Gracia, V.; Fernandes, F.M.; Pais, H.C.; Solla, M.; Santos, C. NDT assessment of rigid pavement damages with ground penetrating radar: Laboratory and field tests. Int. J. Pavement Eng. 2020, 21, 1–16. [Google Scholar] [CrossRef]
- Rasol, M.A.; Pérez-Gracia, V.; Fernandes, F.M.; Pais, J.C.; Santos-Assunçao, S.; Santos, C.; Sossa, V. GPR laboratory tests and numerical models to characterize cracks in cement concrete specimens, exemplifying damage in rigid pavement. Measurement 2020, 158, 107662. [Google Scholar] [CrossRef]
- Rasol, M.A.; Pérez-Gracia, V.; Solla, M.; Pais, H.C.; Fernandes, F.M.; Santos, C. An experimental and numerical approach to combine Ground Penetrating Radar and computational modeling for the identification of early cracking in cement concrete pavements. NDT E Int. 2020, 115, 102293. [Google Scholar] [CrossRef]
- Fernandes, F.; Pais, J. Laboratory observation of cracks in road pavements with GPR. Constr. Build. Mater. 2017, 154, 1130–1138. [Google Scholar] [CrossRef]
- Schimleck, L.; Dahlen, J.; Apiolaza, L.A.; Downes, G.; Emms, G.; Evans, R.; Moore, J.; Pâques, L.; Van den Bulcke, J.; Wang, X. Non-Destructive Evaluation Techniques and What They Tell Us about Wood Property Variation. Forests 2019, 10, 728. [Google Scholar] [CrossRef] [Green Version]
- Meyendorf, N.G.; Bond, L.J.; Curtis-Beard, J.; Heilmann, S. NDE 4.0—NDE for the 21st century—The internet of things and cyber physical systems will revolutionize NDE. In Proceedings of the 15th Asia Pacific Conference for Non-Destructive Testing (APCNDT2017), Singapore, 13–17 November 2017. [Google Scholar]
- Liu, Y.; Hu, B.; Lan, X.; Fu, P. Micromagnetic characteristic changes and mechanism induced by plastic deformation of austenitic stainless steel. Mater. Today Commun. 2021, 27, 102188. [Google Scholar] [CrossRef]
- Zavadskas, E.K.; Antucheviciene, J.; Chatterjee, P. Multiple-Criteria Decision-Making (MCDM) Techniques for Business Processes Information Management. Information 2019, 10, 4. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
NDT concept evolution.

Figure 2.
Main view of the device and the optimal position of the part in which the coaxiality is ensured.
Figure 2.
Main view of the device and the optimal position of the part in which the coaxiality is ensured.

Figure 3.
Hall probe positioning for magnetic field measurement.

Figure 4.
The cylindrical part position on the standard equipment.

Figure 5.
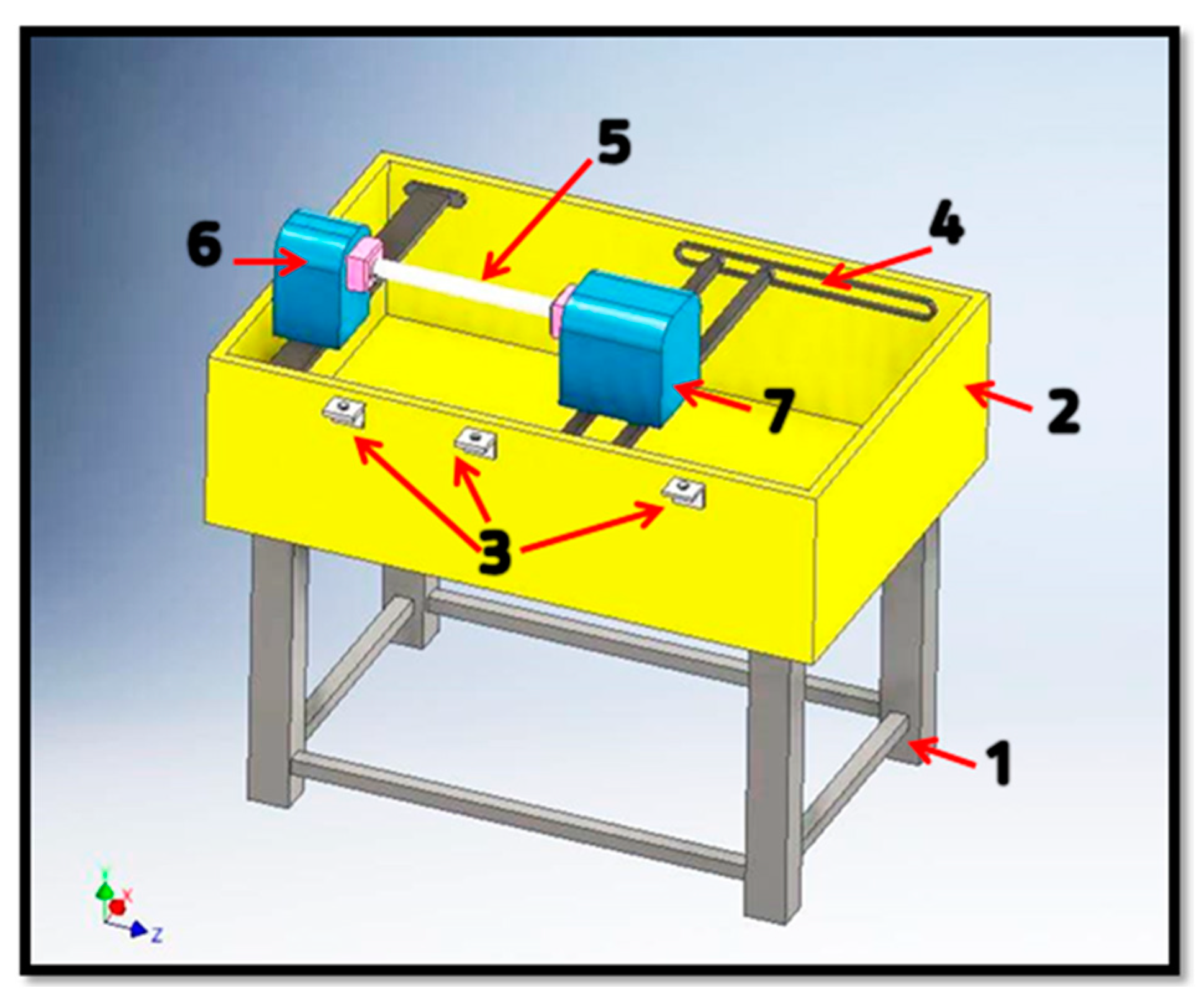
Equipment components: 1—support soles; 2—basin; 3—electrically operated buttons; 4—rail for mobile pole; 5—central conductor; 6—fixed pole–coil assembly; 7—mobile pole–coil central conductor assembly.
Figure 5.
Equipment components: 1—support soles; 2—basin; 3—electrically operated buttons; 4—rail for mobile pole; 5—central conductor; 6—fixed pole–coil assembly; 7—mobile pole–coil central conductor assembly.

Figure 6.
Changes in the magnetic field for the part with central conductor.

Figure 7.
Tangential magnetic field parameters vs. different positions of the parts, measuring using an auxiliary device.
Figure 7.
Tangential magnetic field parameters vs. different positions of the parts, measuring using an auxiliary device.

Figure 8.
Current position of the parts on the central conductor.

Figure 9.
The operator position for a standard equipment using an auxiliary device.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Changes in the tangential magnetic field parameters.
| Positions [Degrees] | Longitudinal Magnetic Field (A/cm) | Circumferential Magnetic Field (A/cm) |
|---|---|---|
| 0 | 39.8 | 40.2 |
| 15 | 39.8 | 40.2 |
| 30 | 39.8 | 40.2 |
| 45 | 39.6 | 40 |
| 60 | 39.6 | 40 |
| 75 | 39.5 | 39.1 |
| 90 | 39.2 | 38.8 |
| 105 | 39 | 38 |
| 120 | 38.9 | 37.9 |
| 135 | 38.5 | 37.5 |
| 150 | 38.4 | 37.4 |
| 165 | 38 | 37 |
| 180 | 37.5 | 36.5 |
Table 2.
Changes of tangential magnetic field parameters using an auxiliary device.
| Positions [Degrees] | Longitudinal Magnetic Field [A/cm] | Circumferential Magnetic Field [A/cm] |
|---|---|---|
| 0 | 38 | 39 |
| 15 | 38 | 39 |
| 30 | 38 | 39 |
| 45 | 38 | 39 |
| 60 | 38 | 39 |
| 75 | 38 | 39 |
| 90 | 38 | 39 |
| 105 | 38 | 39 |
| 120 | 38 | 39 |
| 135 | 38 | 39 |
| 150 | 38 | 39 |
| 165 | 38 | 39 |
| 180 | 38 | 39 |
| 195 | 38 | 39 |
| 210 | 38 | 39 |
| 225 | 38 | 39 |
| 240 | 38 | 39 |
| 255 | 38 | 39 |
| 270 | 38 | 39 |
| 285 | 38 | 39 |
| 300 | 38 | 39 |
| 315 | 38 | 39 |
| 330 | 38 | 39 |
| 345 | 38 | 39 |
| 360 | 38 | 39 |
Table 3.
Multicriteria analysis.
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | Points | Level | γi | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | ½ | 0 | 0 | 0.5 | 0.5 | 0 | 1 | 1 | 0 | 0 | 3.5 | 8 | 0.85 |
| 2 | 1 | ½ | 1 | 1 | 1 | 0 | 1 | 1 | 1 | 0 | 7.5 | 2 | 3.75 |
| 3 | 1 | 0 | ½ | 0.5 | 1 | 0 | 1 | 1 | 0.5 | 0.5 | 6 | 5 | 2.2 |
| 4 | 0.5 | 0 | 0.5 | ½ | 0 | 0 | 1 | 1 | 0.5 | 0 | 4 | 7 | 1.1 |
| 5 | 0.5 | 0 | 0 | 1 | ½ | 0 | 1 | 1 | 0 | 0.5 | 4.5 | 6 | 1.38 |
| 6 | 1 | 1 | 1 | 1 | 1 | ½ | 1 | 1 | 1 | 0 | 8.5 | 1 | 5.1 |
| 7 | 0 | 0 | 0 | 0 | 0 | 0 | ½ | 1 | 0 | 0 | 1.5 | 9 | 0.29 |
| 8 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | ½ | 0 | 0.5 | 1 | 10 | 0.12 |
| 9 | 1 | 0 | 0.5 | 0.5 | 1 | 0 | 1 | 1 | ½ | 1 | 6.5 | 4 | 2.64 |
| 10 | 1 | 1 | 0.5 | 1 | 0.5 | 1 | 1 | 0.5 | 0 | ½ | 7 | 3 | 3.15 |
γi—weighting coefficient (calculated with the FRISCO formula).
Table 4.
The values of the elements for the calculation of the weighting coefficients.
| Δp | m | p | Δp′ | ||||
|---|---|---|---|---|---|---|---|
| Δp1 | 2.5 | m1 | 2 | p1 | 3.5 | Δp′1 | −5 |
| Δp2 | 6.5 | m2 | 8 | p2 | 7.5 | Δp′2 | −1 |
| Δp3 | 5 | m3 | 5 | p3 | 6 | Δp′3 | −2.5 |
| Δp4 | 3 | m4 | 3 | p4 | 4 | Δp′4 | −4.5 |
| Δp5 | 3.5 | m5 | 4 | p5 | 4.5 | Δp′5 | −4 |
| Δp6 | 7.5 | m6 | 9 | p6 | 8.5 | Δp′6 | 0 |
| Δp7 | 0.5 | m7 | 1 | p7 | 1.5 | Δp′7 | −7 |
| Δp8 | 0 | m8 | 0 | p8 | 1 | Δp′8 | −7.5 |
| Δp9 | 5.5 | m9 | 6 | p9 | 6.5 | Δp′9 | −2 |
| Δp10 | 6 | m10 | 7 | p10 | 7 | Δp′10 | −1.5 |
Table 5.
Notes (Ni) offered to the established variants.
| Criteria | Variant A | Variant B | Variant C | Variant D |
|---|---|---|---|---|
| Ni | Ni | Ni | Ni | |
| 1 | 8 | 7 | 8 | 7 |
| 2 | 8 | 9 | 8 | 8 |
| 3 | 9 | 9 | 8 | 8 |
| 4 | 10 | 10 | 9 | 9 |
| 5 | 10 | 7 | 7 | 7 |
| 6 | 10 | 7 | 9 | 9 |
| 7 | 10 | 8 | 9 | 9 |
| 8 | 8 | 9 | 7 | 7 |
| 9 | 9 | 9 | 8 | 8 |
| 10 | 10 | 8 | 8 | 8 |
Table 6.
Consequence of weight.
| Variant A | Variant B | Variant C | Variant D | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Criteria | γi | Ni | Ni × γi | Ni | Ni × γi | Ni | Ni × γi | Ni | Ni × γi |
| 1 | 0.85 | 8 | 6.8 | 7 | 5.95 | 8 | 6.8 | 7 | 5.95 |
| 2 | 3.75 | 8 | 30 | 9 | 33.75 | 8 | 30 | 8 | 30 |
| 3 | 2.2 | 9 | 19.8 | 9 | 19.8 | 8 | 17.6 | 8 | 17.6 |
| 4 | 1.1 | 10 | 11 | 10 | 11 | 9 | 9.9 | 9 | 9.9 |
| 5 | 1.38 | 10 | 13.8 | 7 | 9.66 | 7 | 9.66 | 7 | 9.66 |
| 6 | 5.1 | 10 | 51 | 7 | 35.7 | 9 | 45.9 | 9 | 45.9 |
| 7 | 0.29 | 10 | 2.9 | 8 | 2.32 | 9 | 2.61 | 9 | 2.61 |
| 8 | 0.12 | 8 | 0.96 | 9 | 1.08 | 7 | 0.84 | 7 | 0.84 |
| 9 | 2.64 | 9 | 23.76 | 9 | 23.76 | 8 | 21.12 | 8 | 21.12 |
| 10 | 3.15 | 10 | 31.5 | 8 | 25.2 | 8 | 25.2 | 8 | 25.2 |
| Total | 191.52 | 168.22 | 169.63 | 168.78 | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Sacarea, A.I.; Oancea, G.; Parv, L. Magnetic Particle Inspection Optimization Solution within the Frame of NDT 4.0. Processes 2021, 9, 1067. https://doi.org/10.3390/pr9061067
AMA Style
Sacarea AI, Oancea G, Parv L. Magnetic Particle Inspection Optimization Solution within the Frame of NDT 4.0. Processes. 2021; 9(6):1067. https://doi.org/10.3390/pr9061067
Chicago/Turabian StyleSacarea, Andreea Ioana, Gheorghe Oancea, and Luminita Parv. 2021. "Magnetic Particle Inspection Optimization Solution within the Frame of NDT 4.0" Processes 9, no. 6: 1067. https://doi.org/10.3390/pr9061067
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.