1. Introduction
The industry provides a wide range of spring steels with variable properties for a variety of technological applications. The chromium–vanadium alloyed steel, 51CrV4 steel grade, has been used for the design of industry machinery components and suspension elements of road and rail vehicles [
1,
2,
3]. In the rail freight sector, 51CrV4 steel grade is usually found in leaf springs due to its high mechanical strength to static and fatigue loadings [
4,
5].
Leaf springs, as critical components for vehicle safety, are often designed for an infinite life; however, occasionally, a fatigue fracture occurs in these components (see
Figure 1). Since this component is designed to operate in the high-cyclic fatigue regime, the fatigue phenomenon is expected to be governed mostly by surface crack initiation mechanisms. Nevertheless, to maximize the availability of the vehicle fleet, inspection and maintenance periods of the components need to be optimized. Then, the optimization of the intervention strategy can be performed by knowing the percentage of life associated with the crack propagation life. Furthermore, fatigue failure of suspension elements can lead to rolling stock derailment, leading to economic losses [
6].
Different types of investigations have been carried out in order to understand the resistance to the fatigue crack growth in leaf springs. These studies have been carried out at both the material level and the component level.
The investigation regarding fracture resistance properties in leaf springs is of great importance, not only due to their quasi-brittle behaviour [
4], but also because thermal and mechanical treatments can significantly change these properties. For example, the number of cycles for fatigue failure tends to be higher when the tempering temperature increases [
4,
7]. These variations may be greater if a superficial shot-peening treatment is applied. When this mechanical treatment is applied, the fatigue crack can start from internal inclusions (oxides, carbides) or surface defects (due to its high surface roughness [
8,
9]), which then changes both the number of cycles for failure and threshold propagation limit [
10,
11,
12]. Concerning fracture toughness, this material property tends to progressively decrease with the decrease in tempering temperature, but it has an inverse evolution in relation to the hardness of the material [
11,
13,
14].
Regarding the quenching treatment, increasing the quenching temperature from 840 to 920
C, it was observed in [
11] an increase in the speed rate of crack propagation, in the regime II of propagation, for the propagation mode I. In addition, the quenching and tempering process affect the crack propagation behaviour. According to investigations carried out on low-alloy bainitic steel (51CrV4), the effect of heat treatment is beneficial for the propagation threshold value [
15]. Testing a 51CrV4 low-alloy bainitic steel for different stress ratios and propagation directions, a significant influence was found for both cases in propagation regime I; however, this effect started being irrelevant as the crack entered in propagation regime II.
Via scanning electron microscopy (SEM), transgranular fracture surfaces were observed. In these fractures’ surfaces, secondary cracks and fracture micro-mechanism, especially due to facet cleavage, were observed [
7,
11,
16]. Additionally, reduced-sized ductile dimples were observed. Regarding the development of fatigue striations, their visualization is not frequently observed; however, when they were observed in martensitic steels, on a very small scale, according to [
7], the fatigue striations had quite a reduced spacing (around 1
m).
Concerning the type of fracture surface frequently observed in 51CrV4 steel, the fatigue crack propagation process is transgranular, because in cases where intergranular fracture surfaces were observed in leaf springs, these cracks originated essentially from the occurrence of corrosion pitting that promoted environmental embrittlement, and hence cracks propagated between grain boundaries [
17].
Thus, combining the material complexity (associated with the production of leaf springs) with the importance of structural safety that these components have, in this research, a crack growth analysis in cyclic conditions of spring steel for parabolic springs applied to rail freight was carried out. Regardless of the leaf spring geometry, fracture surfaces observed in leaf springs tend to exhibit a perpendicular propagation direction to the maximum principal stress, showing that crack propagation is perfectly defined by the mode I propagation direction (crack propagation perpendicular to the loading) [
10,
16,
17,
18,
19,
20,
21,
22]. Thus, the fatigue crack growth properties of the material were determined only for mode I, using compact tension (CT) specimens. Initially, the Paris law for propagation regime II and the threshold law for propagation regime I were determined via the least-squares method for distinct stress ratios. Additionally, the crack closure effect was analysed via the crack closure ratio. The fatigue crack growth analysis was extended using Walker’s model to represent a full-range relationship. In this full-range model, Walker’s parameter was used to combine the propagation behaviour in regimes I and II under distinct stress ratios. At last, a fracture surface analysis using scanning electron microscopy (SEM) was performed. The effect of the stress ratio was evaluated on the topography of the sampled surfaces.
The crack propagation properties and crack propagation curves determined and developed in this research are essential for understanding the crack propagation behaviour in chromium–vanadium alloyed steel, 51CrV4. Furthermore, it is expected that the properties obtained from the analyses carried out in this document can be used in further damage-tolerant approaches along with numerical simulations to predict the fatigue life of leaf springs, with the aim of avoiding serious losses associated with the failure of suspension elements, namely, leaf springs.
2. Fatigue Crack Growth
After the fatigue crack initiation stage is reached, a fatigue crack with a macro-size propagates steadily until reaching its critical size, leading to its structural failure. This steady crack growth has been described in terms of controlled-failure assumptions from fracture mechanics theory. In the case of materials exhibiting a linear elastic behaviour or a low amount of plasticity around the crack tip, LEFM (linear elastic fracture mechanics) is applicable. LEFM suggests that the stress state at the crack tip be represented by the stress intensity factor, K.
2.1. Fatigue Crack Propagation Behaviour
Under cyclic loadings, LEFM is still suitable for fatigue crack propagation analysis if the stress intensity factor range,
, is assumed. The subcritical crack propagation behaviour (regime II) of spring steel is well represented [
12,
22,
23,
24] by Paris’s law (Equation (
1)) [
25,
26], such that
where
C and
m are material constants determined by experimental data. The stress intensity factor range,
, defined for a cycle and related to the stress range,
, and crack length,
a, is given by Equation (
2)
with
Y denoting a geometrical parameter.
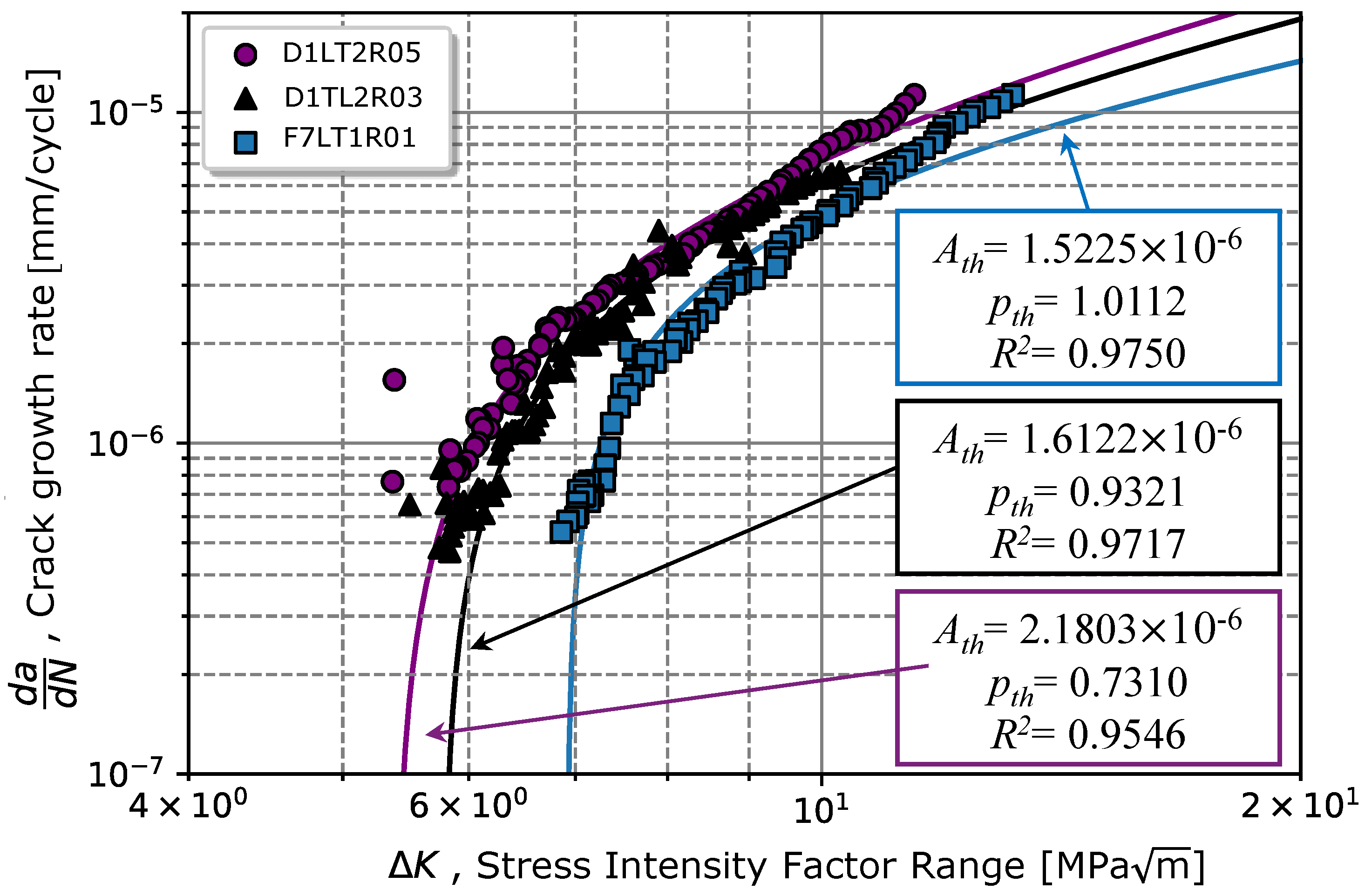
Besides regime II, when the value of
is low enough, Equation (
1) may be not suitable for describing the propagation rate. Under these conditions, the crack propagation regime is identified as regime I, where a threshold value for
may be observed, which means if
is inferior to the threshold stress intensity factor range,
, no crack propagation is observed. In this regime, a power law (Equation (
3)) is used to predict the
relationship for several steels, including spring steels [
10], such that
with
and
denoting the respective regressors, also determined by experimental data.
On the other hand, at propagation regime III, when the maximum stress intensity factor value approximates the critical stress intensity factor, or the fracture toughness, , a fast acceleration of crack propagation is observed, rapidly leading to the collapse.
2.2. Mean Stress Effect
As mean stress has a significant influence on fatigue life approaches, it is also expected that this variable influences the fatigue crack growth. Increasing the mean stress, the crack propagation rate, , tends to increase in all regimes, but with less impact in regime II. At regime III, as this regime is dependent on the fracture toughness of the material, substantial shifts in the crack propagation rate occur. However, regime I is the most affected region, highlighting the high influence of mean stress in the threshold stress intensity factor range, beyond the material dependence.
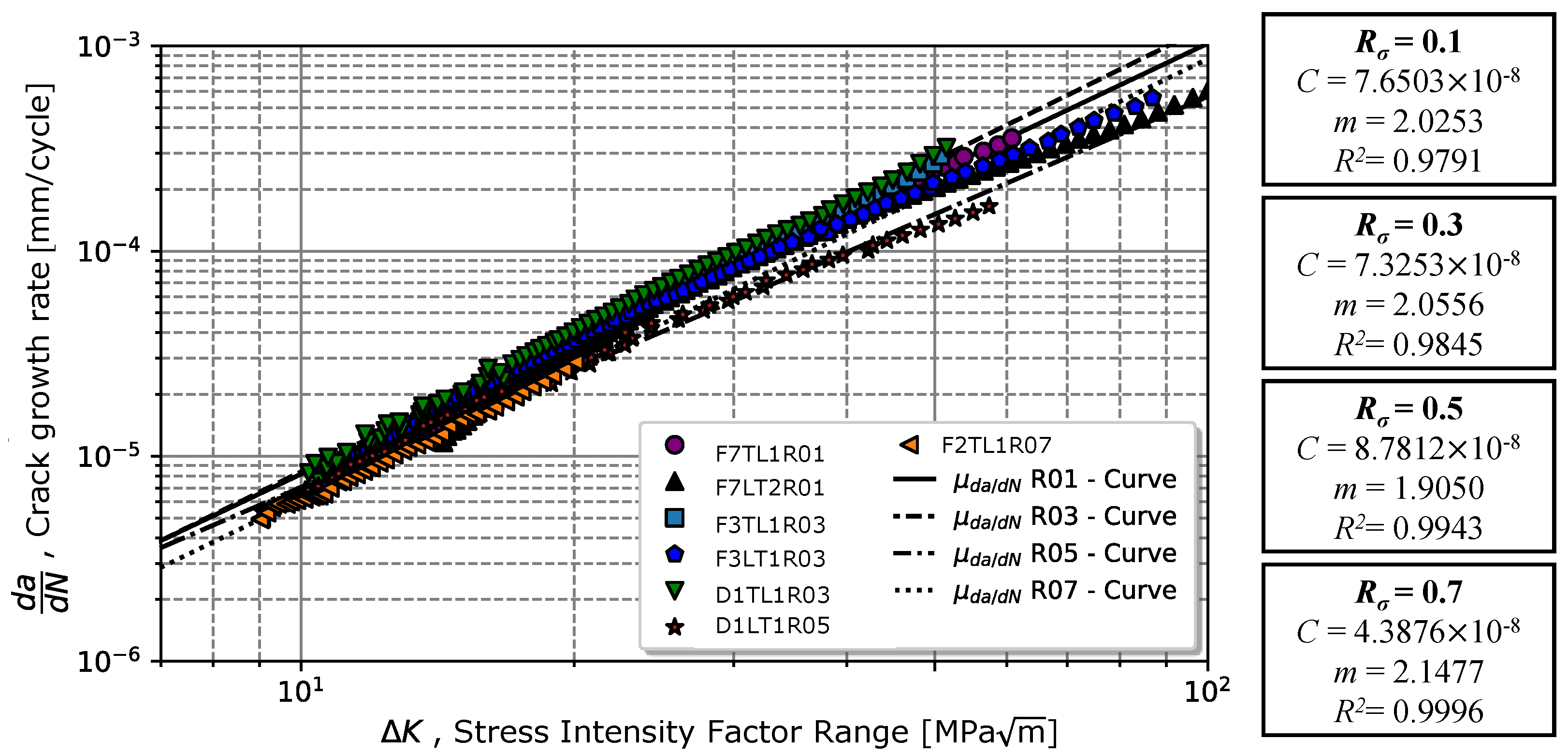
Several models taking into account the mean stress effect and fracture materials’ properties have been proposed based on Equation (
1). Walker adapted Equation (
1) for different stress ratios,
, in regime II [
27], such that
where
denotes an equivalent value of the stress intensity factor range, and the coefficient
and the exponent
are fitted to experimental data.
varies between 0.3 and 1 for most metals but has typical values around 0.5 [
27].
is dependent on the material and is directly related to the stress ratio effect, indicating a higher influence of
in fatigue crack growth behaviour for lower values. In the absence of experimental data, Walker’s parameter may be estimated from the ultimate tensile strength,
, of the material by the following equation [
28]:
In addition to the Walker model, Forman combined the mean stress effect with regimes II and III [
29,
30], resulting in (Equation (
6)), with
where
and
are also empirical parameters fitted by available experimental data.
Along with the wide applicability of the Walker model (Equation (
4)), and the importance of regime I of crack propagation, Walker combined both regimes I and II, which resulted in
in which
is described as a function of
, such that
results in a new Walker equation that is independent of the value of
chosen, such that
where the only parameters to be determined are
and
. Notice that in Equation (
9),
is a known value determined previously via Equation (
8) using different
data, which was obtained for different stress ratios.
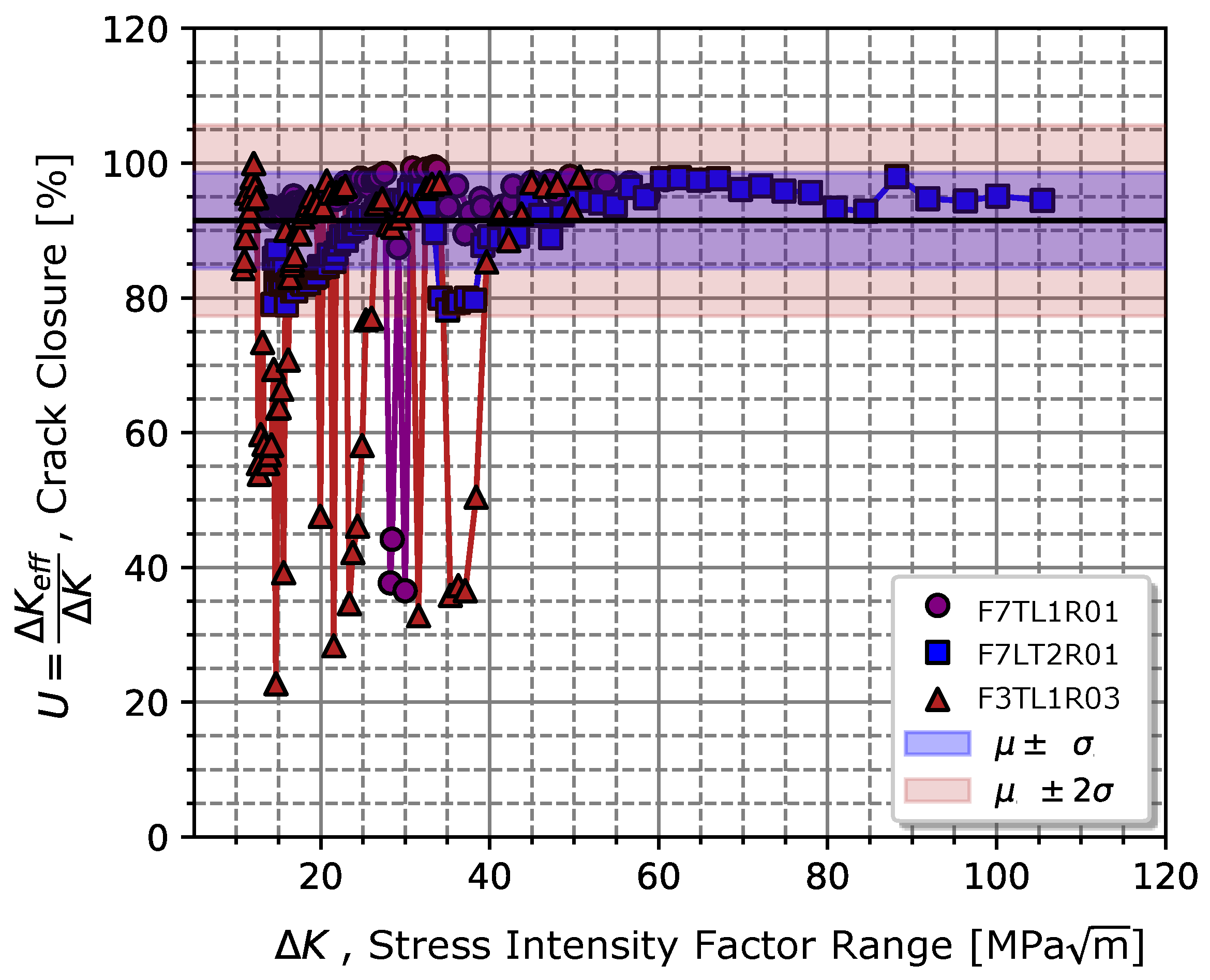
2.3. Crack Closure
The importance of crack closure was identified by Elber [
31], who showed that a fatigue crack may be closed even under tensile loading. Residual compressive deformation in the vicinity of the crack tip is responsible for the reduction in crack tip driving force, causing the contact of crack faces before the minimum loading is reached. The crack closure is often accounted for as a closure ratio,
U, indicating the portion of loading in which the crack is open, as
with
denoting that there is no closure effect, and
denoting a large closure effect. In Equation (
10),
is
and may be seen as the effective crack driving force, which is less than or equal to the nominal crack tip driving force
.
is the stress intensity factor in the opening, which may be equal to or slightly greater than
, designated as the closure stress intensity factor.
The literature reports that the crack closure effect may have a greater effect in regime I of fatigue crack propagation. Many advances in the crack closure theory have been proposed, such as plasticity-, oxide-, or roughness-induced closure [
32,
33]. The plasticity-induced closure theory considers the cyclic plastic zone at the crack tip and also a wake of plasticity in deformed material along crack faces. This model is mathematically expressed by Newman’s closure Equation (
11), isolating the quantity of
from Equation (
10) [
34]
3. Material and Experimental Procedure
3.1. Chemical Composition and Microstructure
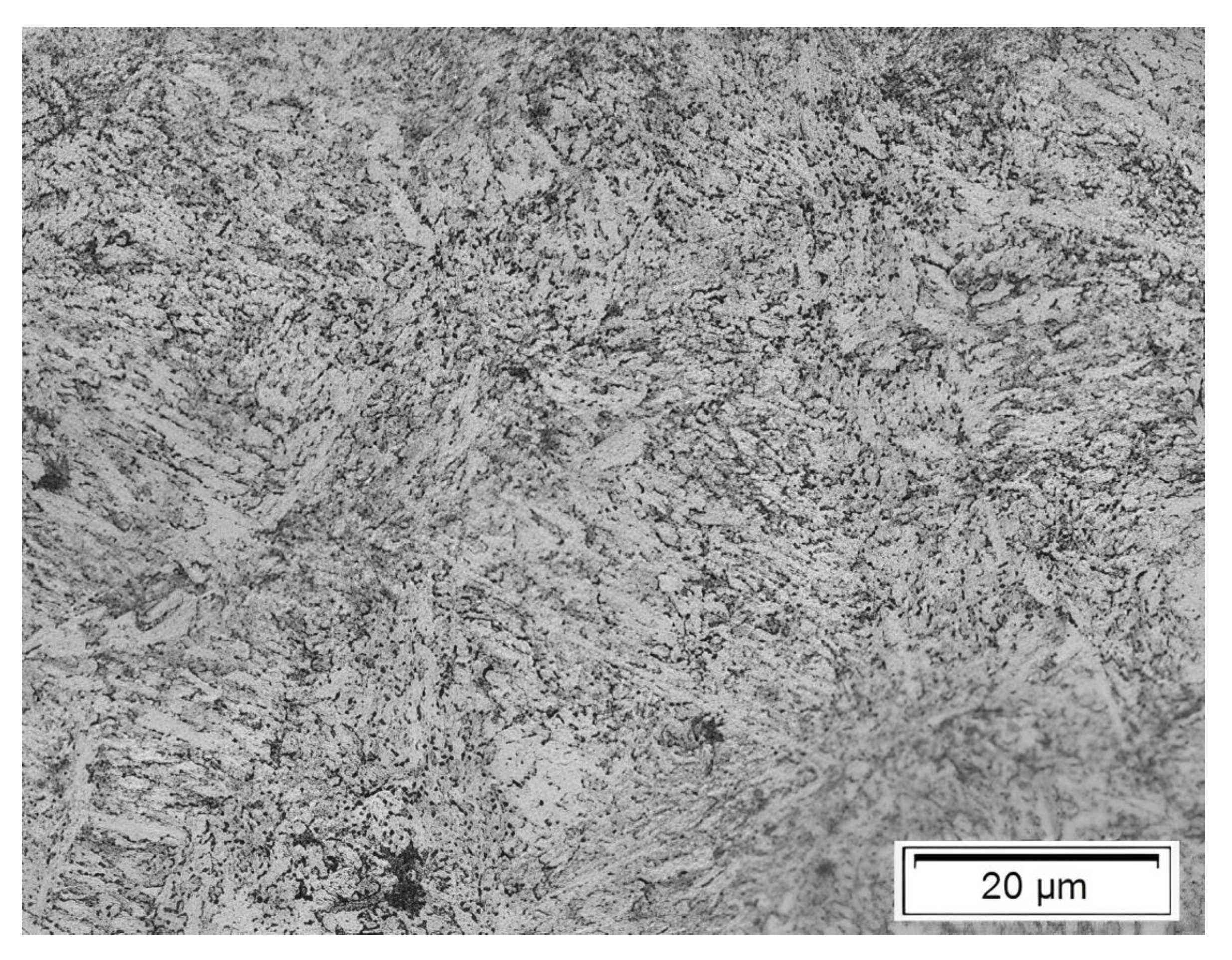
The steel under investigation was the chromium–vanadium alloyed steel 51CrV4 with an average carbon content of roughly 0.50% as presented in
Table 1. This steel grade being standardised to be quenched at 850
C (40 min) in an oil bath and then tempered at 450
C for 90 min, the 51CrV4 steel (as received) exhibited a tempered martensite microstructure with retained austenite (white phases) [
12] as shown in
Figure 2.
3.2. Material and Specimen Geometry
In terms of mechanical strength under monotonic loading conditions, the statistical values were obtained from the proper tests presented in the reference [
4], which followed the ISO 6892-1 [
35] standards as presented in
Table 2. The results refer to a batch of several specimens obtained from different spring leaves in their longitudinal and transverse directions.
Table 2 shows a spring steel with high mechanical strength,
= 1271.48 MPa and
= 1438.5 MPa, but with low (conventional) ductility at fracture,
= 7.53%. This spring steel grade exhibited a Vickers hardness of 447 HV (corresponding ≈ 45 HRC).
Regarding the analysis of the fatigue crack propagation behaviour, the propagation tests were carried out in propagation mode I, following the guidelines from the ASTM E647 standard [
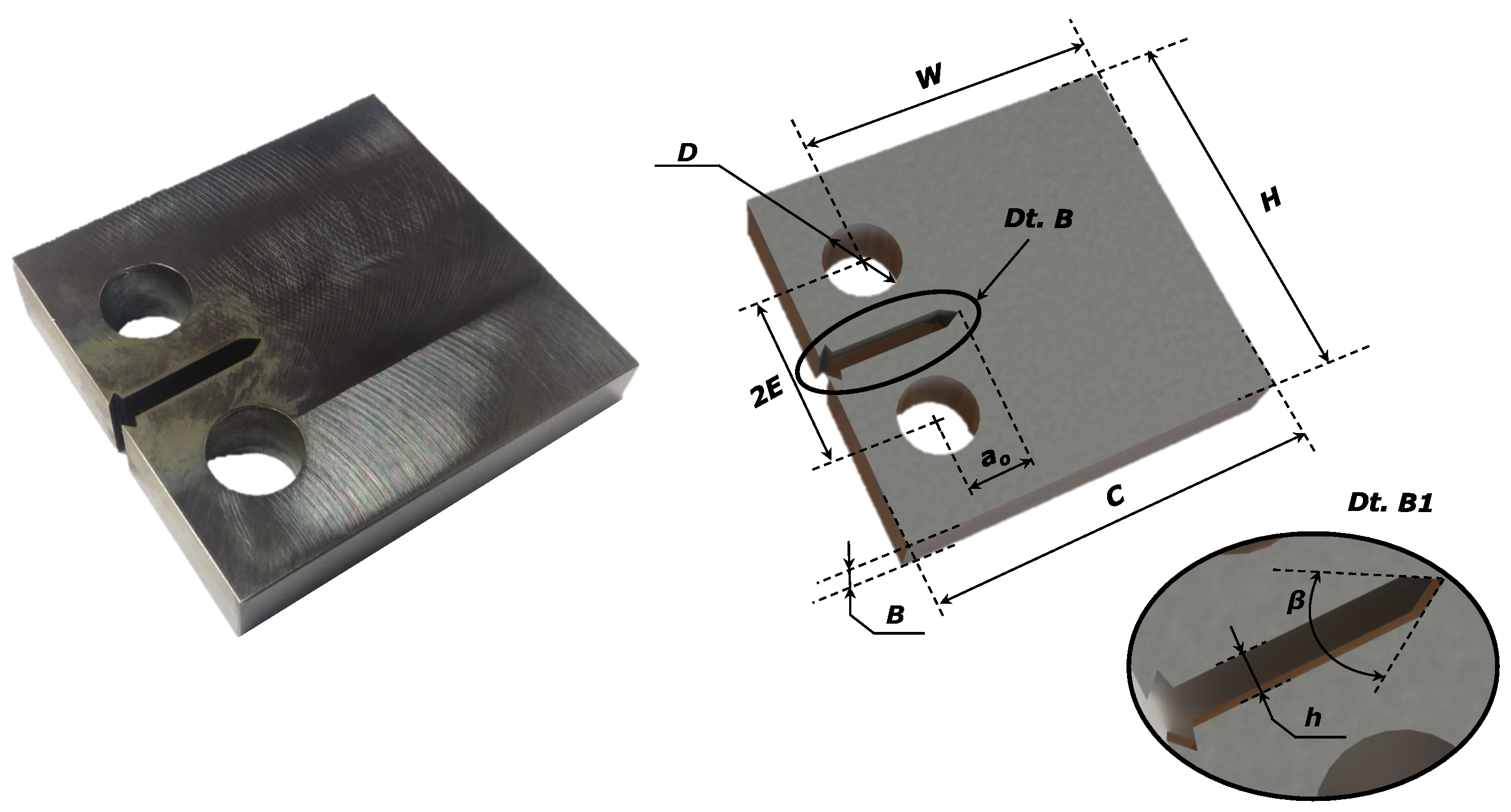
36]. Compact tension (CT) specimens were manufactured according to the guidelines from the ASTM E647 standard [
36], resulting in the specimen geometry with a milled surface illustrated in
Figure 3.
The CT geometry was manufactured by ensuring that the thickness,
B, should be within the interval range
, with
W denoting the maximum horizontal length that the crack can achieve. The initial crack,
, measured from the loading line, was considered to be greater than
, such that the calculation of the stress intensity factor,
K, was not affected by small variations in the location and dimensions of the loading pin holes. The elasticity condition,
, with
denoting the maximum stress intensity factor applied during the test, was also guaranteed.
Table 3 presents the average and standard dimensions of the specimens used in the experimental campaign, where the nomenclature was in accordance with the ASTM E647 standard [
36] and can be viewed in
Figure 3.
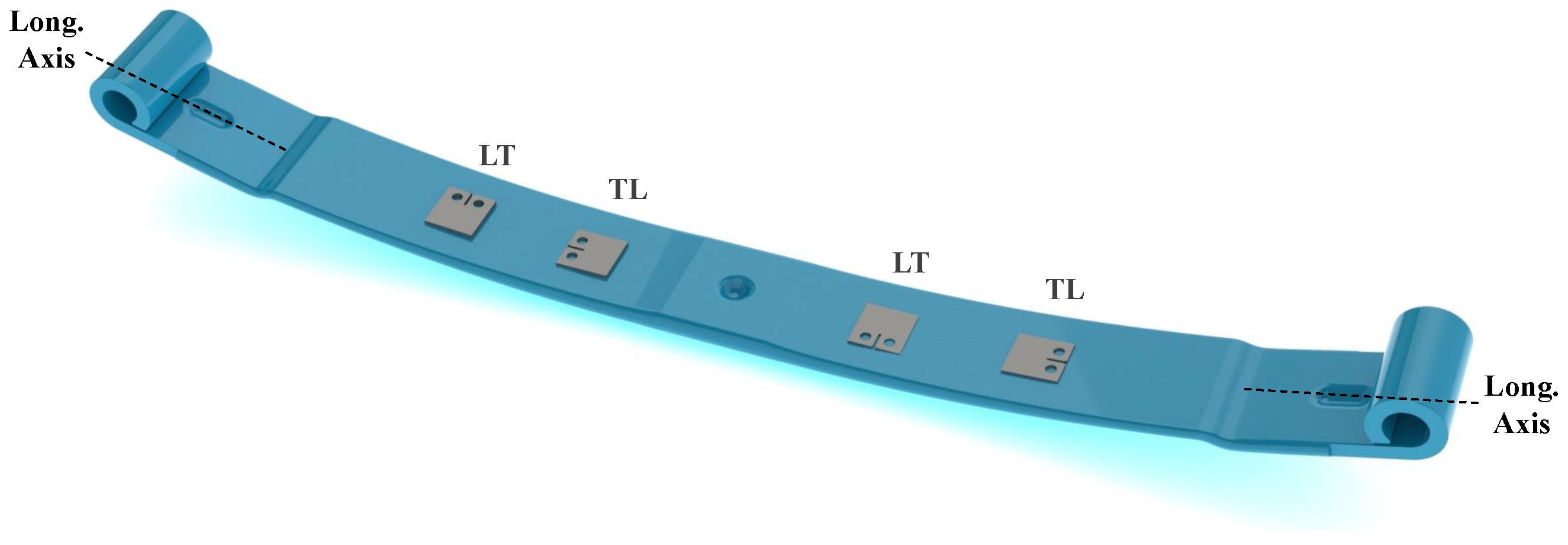
Each specimen was obtained from different leaves belonging to distinct leaf springs. Since it is impossible to test CT specimens whose crack propagates perpendicularly to the longitudinal direction of the longitudinal axis of the leaf, as it is normally verified in the fracture surfaces of leaf springs [
18,
19], CT specimens were manufactured in the other directions. Thus, any effect associated with the direction of manufactured specimens in the crack propagation behaviour could be detected and then extrapolated to the crack propagation behaviour through the thickness direction. Specimens identified as LT denoted that the crack propagated through the transversal direction of the leaf. On the other hand, specimens marked as TL denoted a face of crack propagation through the longitudinal direction of the leaf’s axis.
Figure 4 illustrates the directions from which the samples were taken and the respective labels.
The sample marking system was in accordance with the batch and leaf from which the sample (first and second parameters) was taken, the crack propagation directions, TL and LT, were identified by the third and fourth parameters. The fifth parameter was used to identify samples obtained by the same batch, same crack propagation direction, and tested under the same stress ratio conditions. The last three parameters (sixth to eight) were identifiers of the stress ratio used in the test (stress ratio of 0.1, 0.3, 0.5, and 0.7).
3.3. Apparatus and Experimental Procedure
Concerning the apparatus, the design of the grips, fixtures, and loading pins for testing CT specimens made of high-strength steels followed the ASTM E647 standard [
36]. The fatigue crack propagation tests were carried out in an MTS 810 testing machine equipped with an MTS clevis gripping system to measure the crack opening displacement.
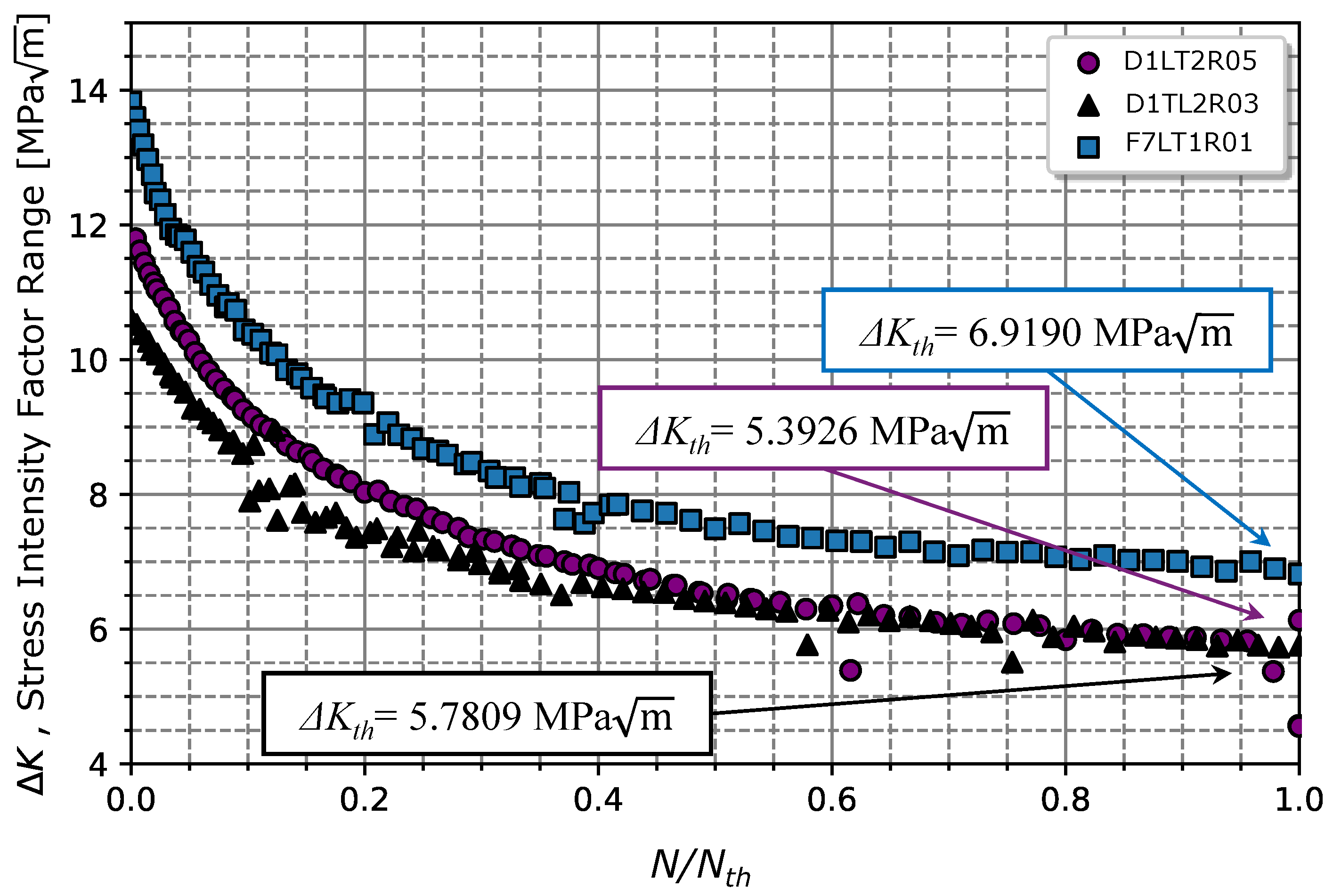
Fatigue crack propagation tests were conducted to obtain the properties of crack growth in different load ratios, = 0.1, 0.3, 0.5, and 0.7, along the propagation regimes I, II, and III. Firstly, the crack propagation phase II was investigated until the unstable propagation failure and thus both behaviours in regimes II and III were gathered from a single test. The determination of the critical stress intensity factor, , was made by considering the critical crack length, , corresponding to a value of 95% of the crack length in the failure . Posterior fatigue crack propagation tests were performed to determine the threshold stress intensity range, . The procedure consisted in reducing progressively the applied value of until the stabilisation phase of by the continuous evaluation of the crack propagation rate value, .
Before the initiation of proper fatigue crack growth tests, a pre-crack of 10 mm (approximately) was made in each CT specimen in fatigue conditions with a sinusoidal waveform cyclic loading at a frequency of 12 Hz. The average value measured for the initial crack was
mm. The proper tests were conducted until the fracture was under conditions of constant force amplitude and a controlled increasing
. The testing control was conducted by using software integrated with the MTS system and managed by a FlexTest console. The crack length measurement was performed by the compliance method according to the ASTM E647 standard [
36]. Regarding the stress intensity factor range,
was calculated using the dimensionless crack length,
, such that
where
. The determination of
was made by considering the incremental polynomial method [
36], which involves the fitting of a second-order polynomial curve for a set of
successive points, with
n denoting the number of points. The gathered data were still used to determine the crack closure effect associated with the material. Its determination was verified by computing the crack opening force value via the compliance offset method.
3.4. Statistical Techniques
The fatigue crack growth models presented in this paper were usually calibrated using linear regression methods, whose parameters were estimated by the ordinary least-squares method [
37] as suggested by the ASTM E647 standard [
36]. Thus, the linear response function, with the vector of independent variables
and the vector of dependent variables
was written as
where the estimator
was given by:
and the estimator
was explicitly determined by considering
, and the sample average values for the dependent variable,
, and independent variable,
, such that
Notice that in the cases where the material response function was described by a power law, the logarithm was applied to the random variables.
5. Conclusions
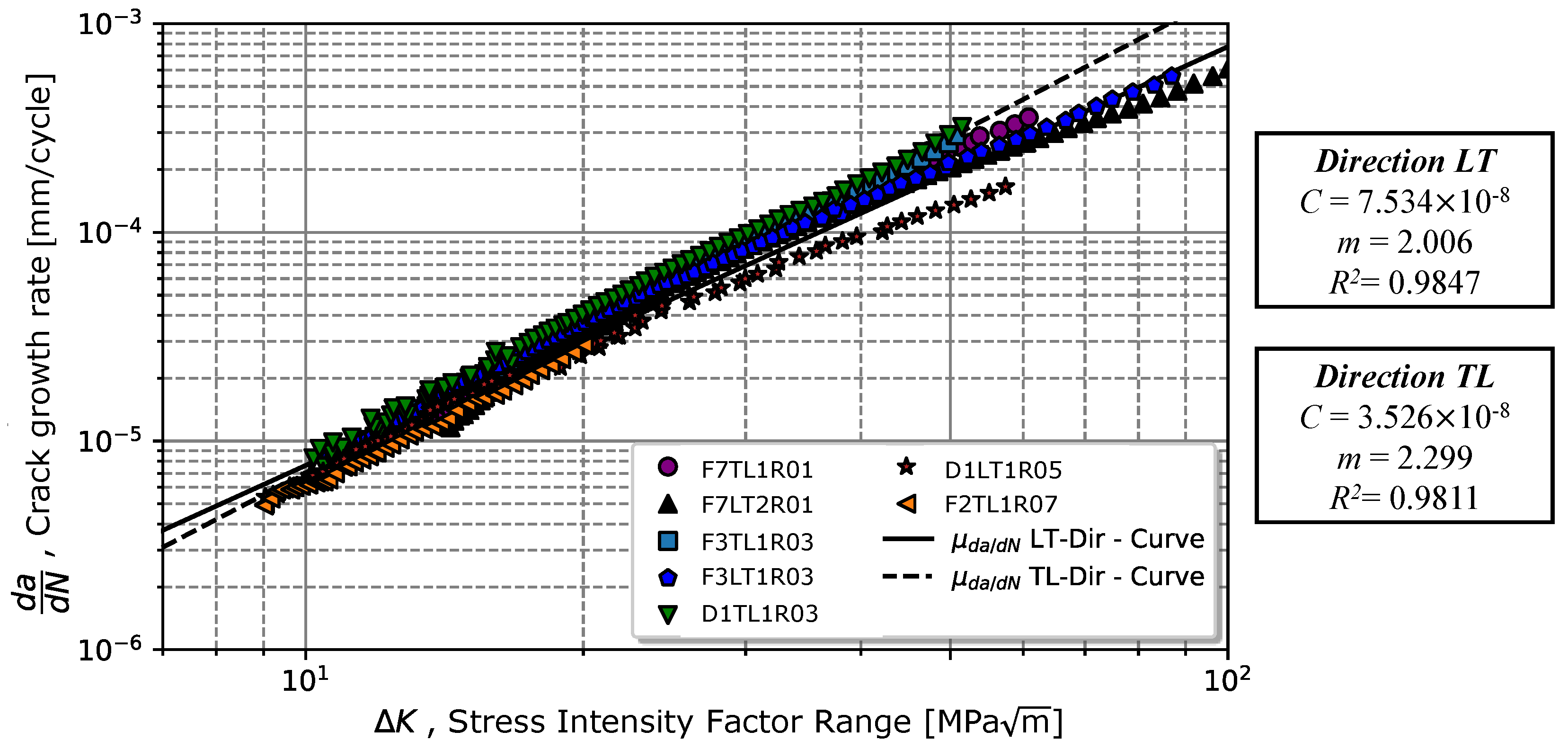
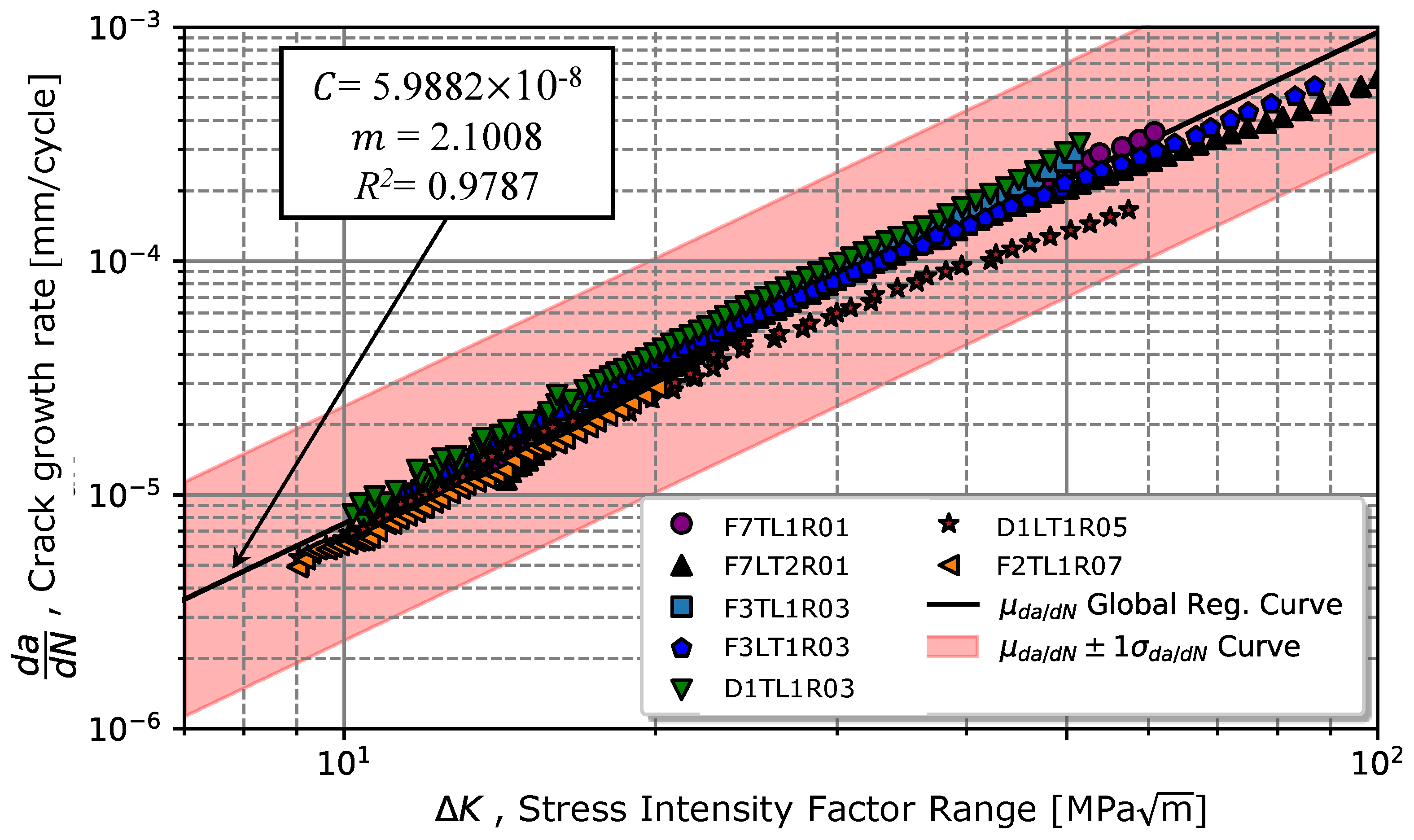
The propagation behaviour of fatigue cracks in chromium–vanadium steel was analysed for several stress ratios using CT specimens obtained from the LT and TL directions of suspension spring leaves.The propagation behaviour in regime II was initially analysed according to the Paris law, which verified a low effect of the stress ratio. This low difference could be explained essentially by the high value of the crack closure ratio, , and statistically by the coefficient of determination obtained for the global Paris regression model taking into account all stress ratios, , for C = 5.99 ± 1.98 (mm/cycle) MPa and m = 2.10 ± 0.09. The results were monitored until the moment of failure, making it possible to estimate the value of the critical stress intensity factor, resulting in = 138.37 ± 2.61 MPa.
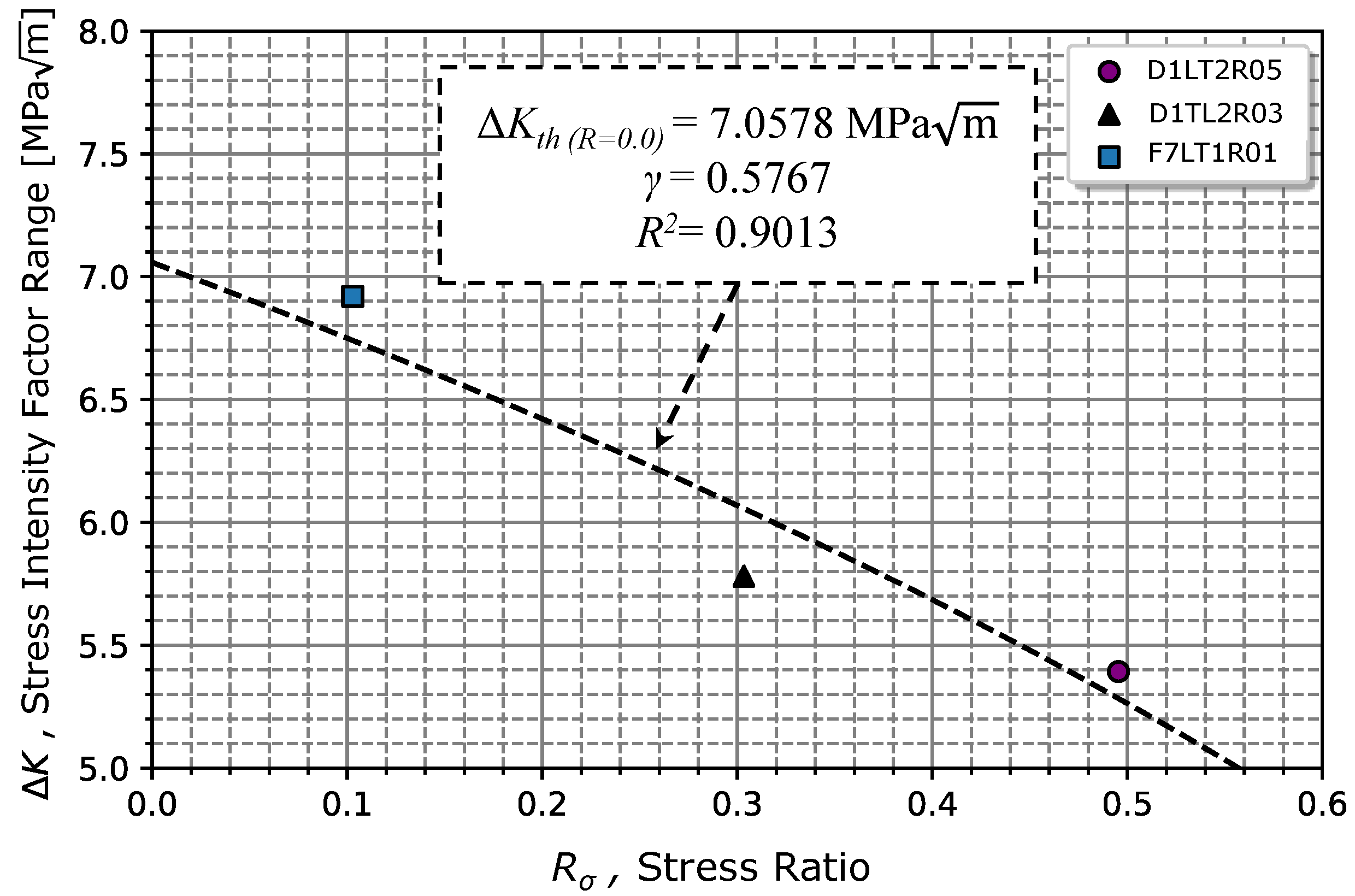
In a second phase, the propagation threshold value was determined for the stress ratios of 0.1, 0.3, and 0.5, verifying a clear effect of the stress ratio associated with the propagation threshold with values of 6.92, 5.78, and 5.39 MPa, respectively. The propagation law parameters for regime I were determined for each stress ratio, obtaining an average value of = 1.77 ± 3.57 MPa and = 0.89 ± 0.14.
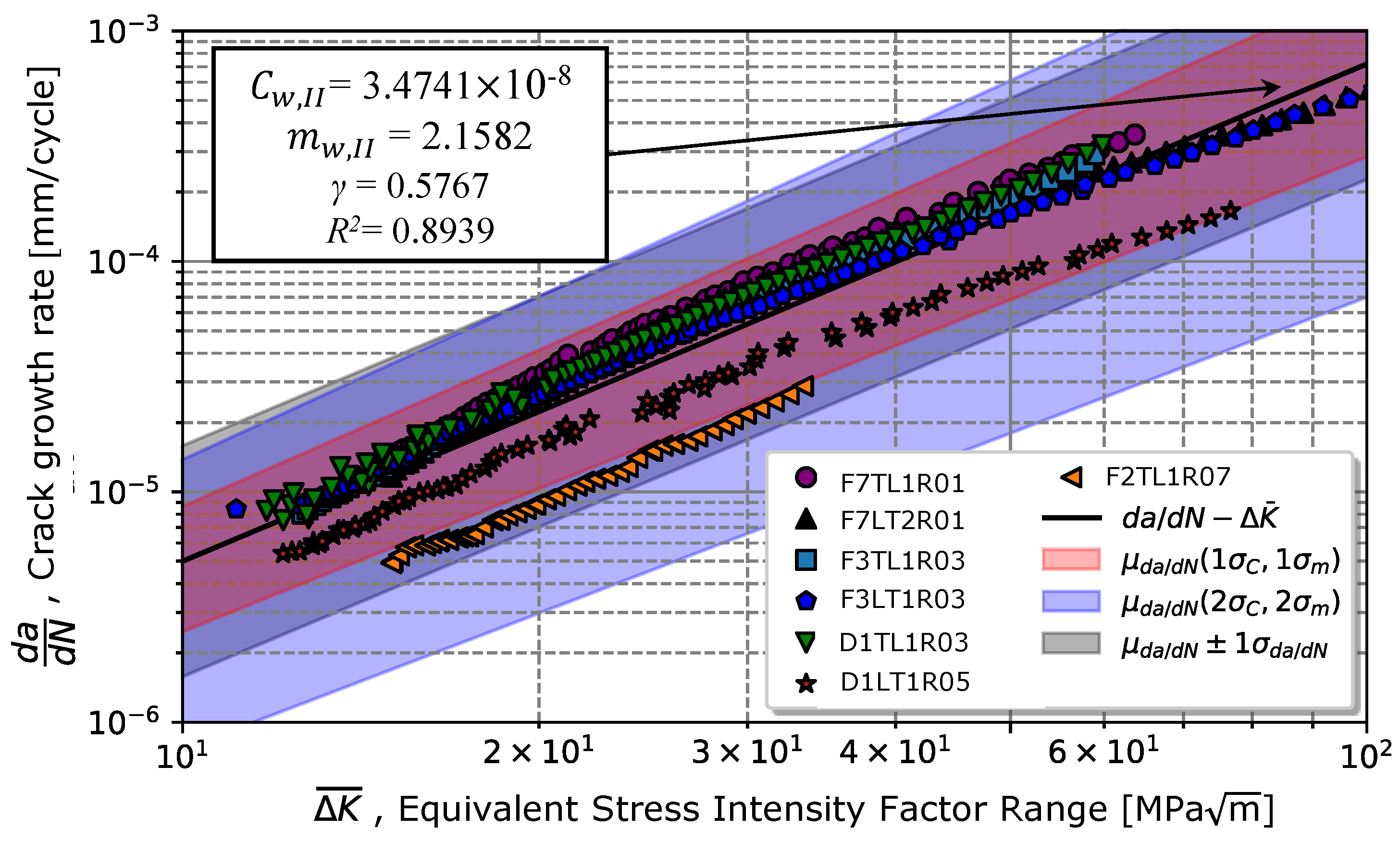
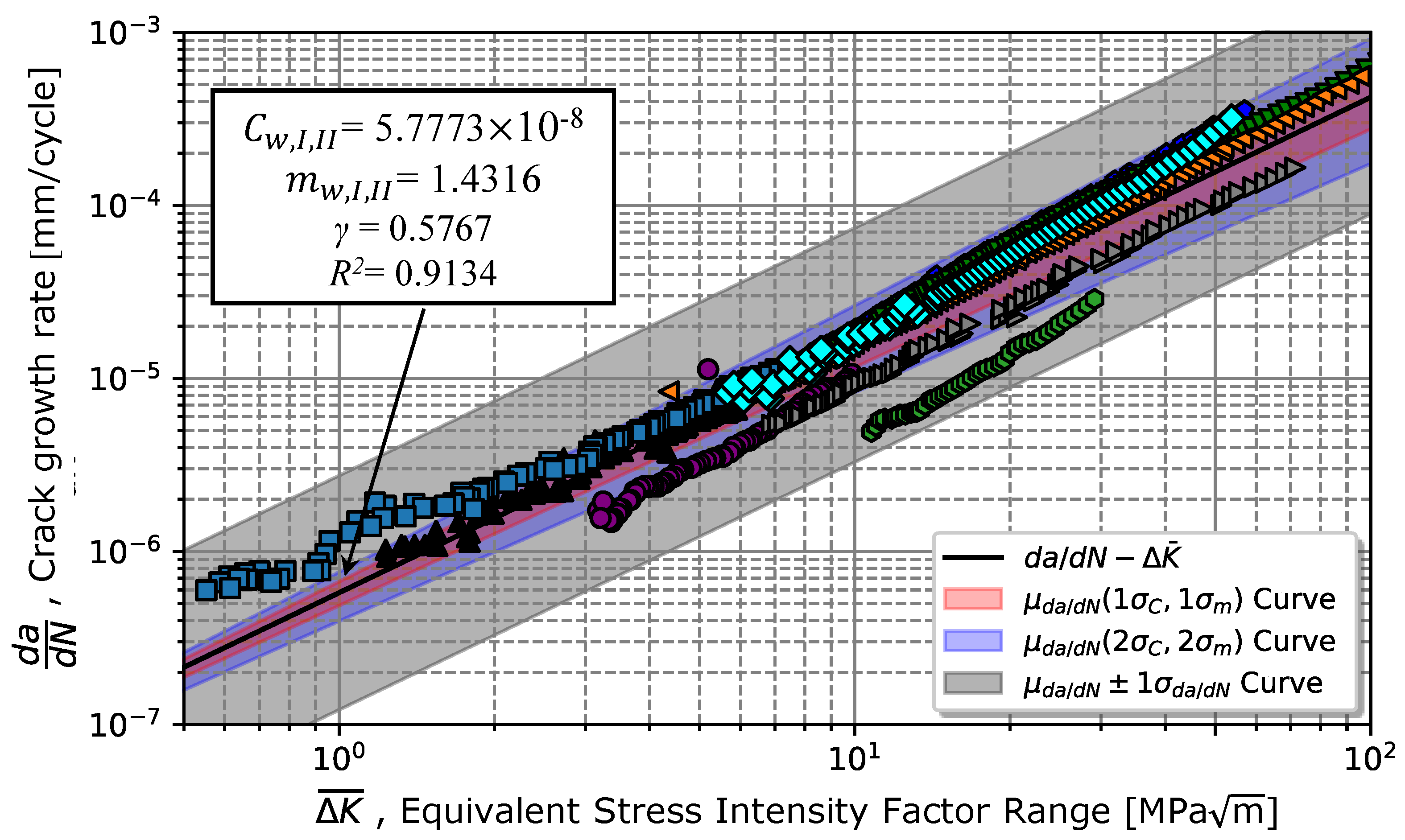
Since the material exhibits a strong influence on the stress intensity factor in propagation regime I, Walker’s model was used to describe crack growth in regimes I and II. The Walker parameter was determined by its relation to the propagation threshold, resulting in = 0.5767. Initially, the parameters of the Walker’s model for regime II were considered, such that the value obtained for and were, respectively, 3.47 ± 1.32 mm/cycle and 2.16 ± 0.09, with . Then, Walker’s model contemplating the two propagation regimes was used, resulting in = 5.78 ± 1.43 (mm/cycle) MPa and = 1.43 ± 0.05, with . In fact, the introduction of propagation region I changed the value of m from 2.16 to 1.43, moving away from the value obtained for the Paris law and increasing the coefficient C from 3.47 to 5.78 , approaching the value obtained from Paris’s law.
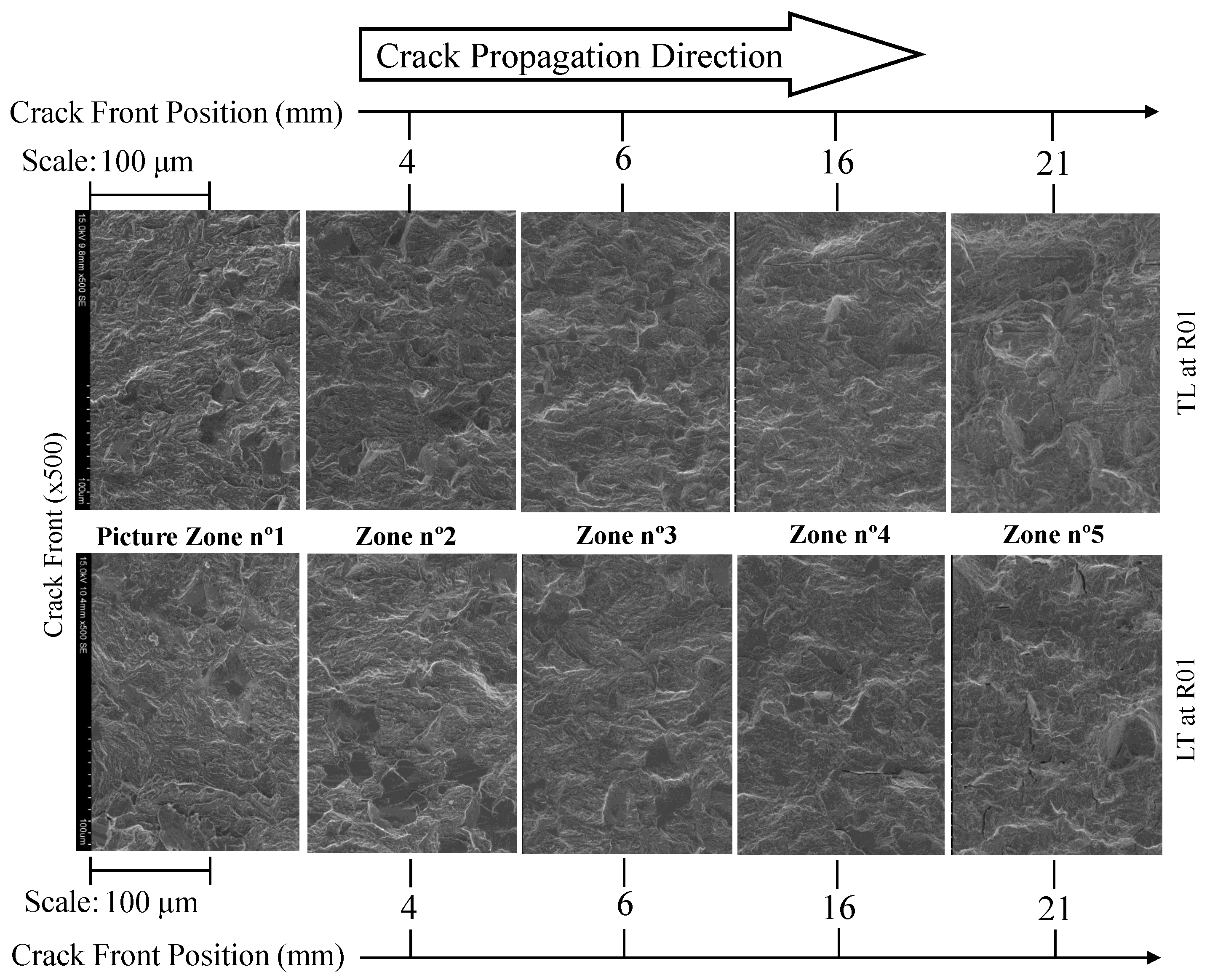
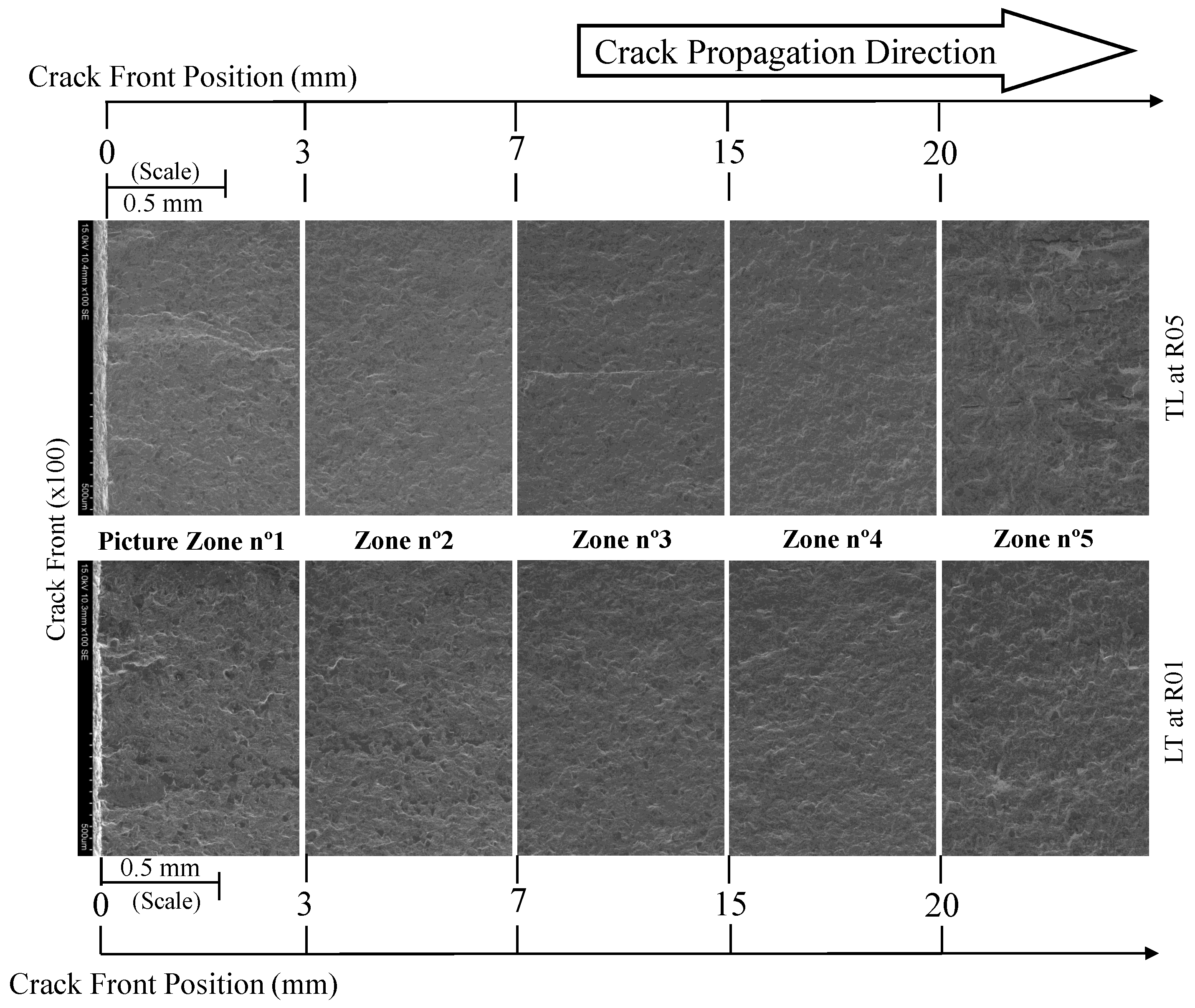
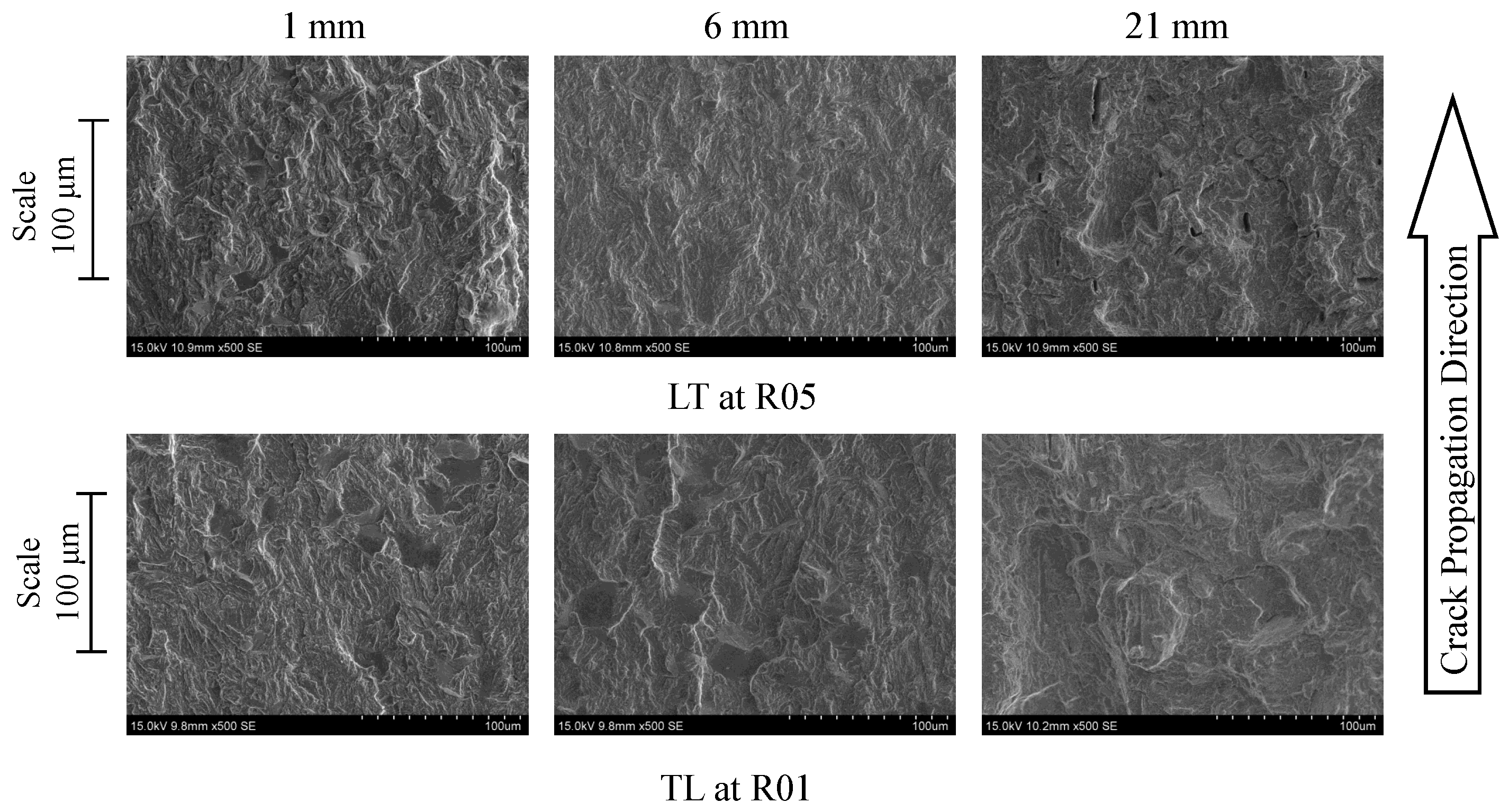
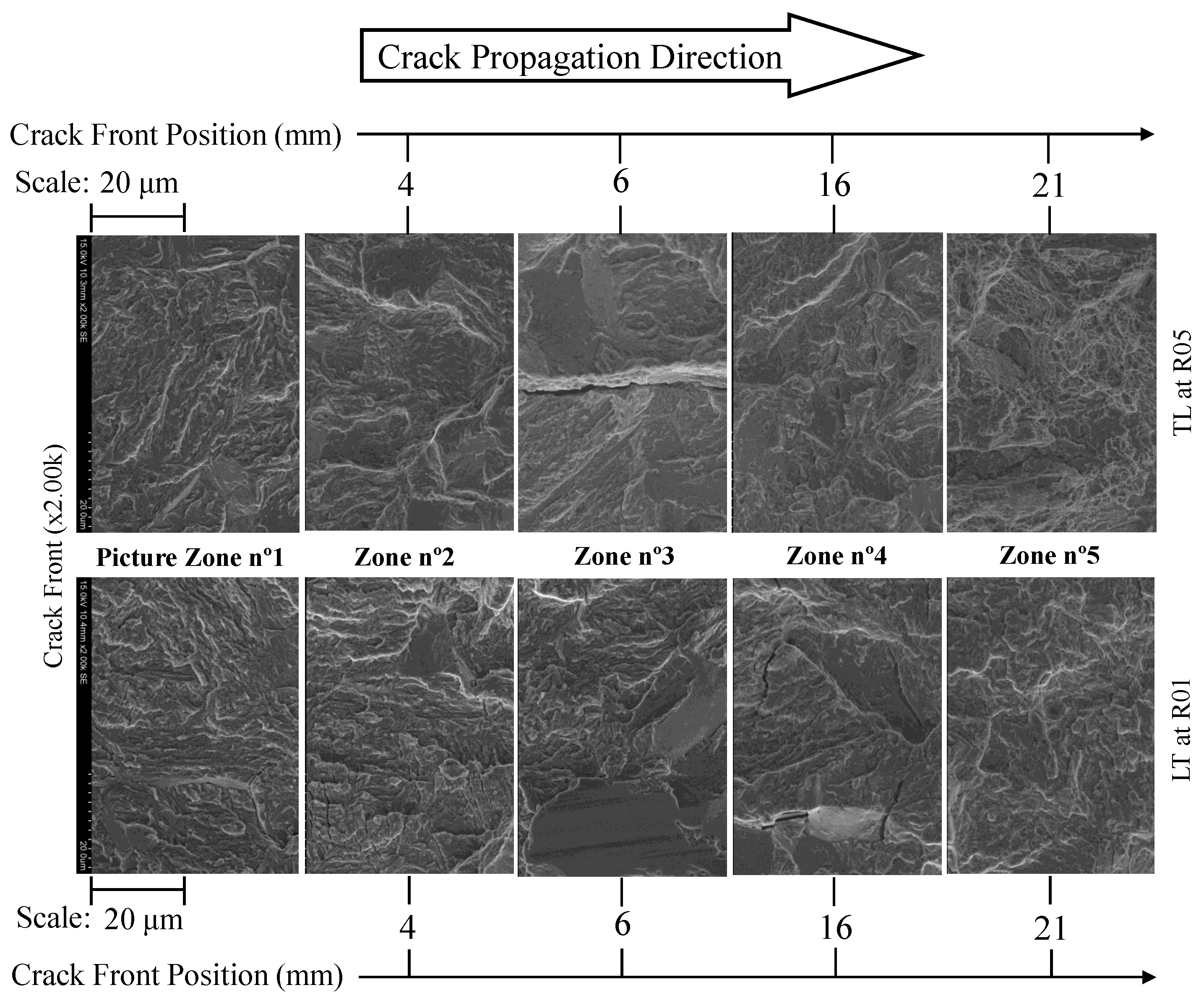
Finally, an analysis of the fracture surfaces of the specimens was carried out. The effect of the manufacturing direction of the specimens and the stress intensity ratio were evaluated. In general, the fracture surface analysis showed that the crack propagation process occurred predominantly in a transgranular way with micro-cleavage processes and without visible fatigue striations. From the analysis conducted on the LT and TL propagation systems, no significant differences were revealed, which was also demonstrated by the coefficients and exponents obtained by the Paris law. However, the presence of slender small cracks, caused by the decohesion of the metallic matrix interface with the non-metallic inclusion, was verified for the TL specimens. Comparing the evaluated stress ratios, it was verified that the fracture surface topographies of specimens tested at = 0.1 tended to be rougher than specimens tested at = 0.5. In addition, for = 0.1, specimens presented a greater number of larger-size cleavage facets, making it possible to observe for some a very smooth surface, which indicated the crack closure occurrence. Other aspects such as micro-cleavage cracks (with 20 m) and ductile dimples were sporadically observed.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}