Abstract
The average content of reclaimed asphalt pavement (RAP) materials in asphalt mixtures for new pavements is around 22% in the current paving practices in the United States. Increasing this content has significant economic and environmental benefits. This study explored the approach of producing asphalt mixtures with 100% RAP materials by adding a small percentage of epoxy asphalt. Specimens of 100% RAP mixtures with low contents of epoxy asphalt were fabricated and evaluated in the laboratory for their properties related to pavement performance, including Marshall stability and flow, indirect tensile strength, resistance to moisture damage, resistance to fatigue damage, and fracture resistance. The results showed that the specimens made of 100% RAP materials selected in this study without a new binder or rejuvenator had low workability and high Marshall stability and indirect tensile strength but poor resistance to moisture damage and fatigue damage. A low percentage (0.5 to 2%) of epoxy asphalt significantly improved the resistance to moisture and fatigue damage of the 100% RAP mixture, and this improvement increased with the epoxy asphalt content. The fracture resistance of the 100% RAP mixture was also significantly improved by a low dosage of epoxy asphalt at a low temperature (8 °C), but the improvement was less significant at a moderate temperature of 25 °C.
1. Introduction
According to the recent highway statistics published by the United States (U.S.) Department of Transportation (DOT) Federal Highway Administration (FHWA), there are around 2.9 million miles of paved public roads in the U.S., of which about 98% are paved with asphalt material [1]. Moreover, in 2021, the estimated total amount of asphalt mixture produced in the U.S. was 432.4 million tons, a six percent increase from the previous year [2]. Asphalt mixture is a blend of aggregates (stone, gravel, and sand) and asphalt binder (asphalt cement with or without modifiers), constituting around 95% and 5% of the total mixture weight, respectively. Asphalt binder is the binding agent between the aggregate particles and the main component responsible for pavement flexibility. Asphalt pavement is considered a non-renewable structure because good resources of natural aggregates and asphalt binders are limited. Meanwhile, the production of these materials consumes energy and releases emission. To meet the goals of sustainable development and low environmental impact, pavement engineers have developed and implemented strategies to reduce the massive demand for virgin aggregates and asphalt binders in pavement construction, maintenance, and rehabilitation [3].
For the last few decades, the asphalt paving industry has consistently encouraged reusing materials such as waste tires and recycled asphalt shingle (RAS) in asphalt pavement applications. However, reclaimed asphalt pavement (RAP) has been of interest to engineers as a recycled material since the 1970s, when the price of crude oil climbed sharply after the oil embargo. Although the primary motivation in those days was to save the cost of producing hot mix asphalt (HMA) or later warm mix asphalt (WMA), the current interest in recycled materials aims to reduce costs, preserve natural resources, and minimize energy consumption and greenhouse gas emissions [4,5]. Currently, asphalt pavement is considered the most recycled material in the U.S. since more than 95% of RAP mixtures are reused in new pavements and the rest are used in other civil engineering applications [2].
RAP is the material produced by removing and processing the old or rejected asphalt concrete layer of asphalt pavements during the resurfacing, rehabilitation, or reconstruction of roadways. Even after completing its service life on roadways, RAP is considered a high-value material whose asphalt binder and aggregates can be reused. In addition to its use in asphalt mixtures, there are also other applications of RAP, such as in pavement base or subbase course and as embankment or fill material [6,7]. RAP characteristics such as its aggregate gradation, dust content (percent passing through a 0.075 mm sieve), and asphalt content play a significant role in the performance of RAP mixtures. The physical characteristics vary based on the equipment used to crush and/or mill the old pavement [8]. However, the asphalt pavement that produces RAP has undergone aging due to external and internal factors throughout its service life. External factors such as time, temperature fluctuations, moisture, oxygen exposure, and solar radiation interact with internal factors like thermal conductivity, heat capacity, activation energy, and reactive oxygen species. These factors collectively contribute to the aging process of bitumen. This aging results in the hardening of the asphalt binder, leading to pavement distresses such as cracking [9].
RAP materials are used most efficiently in new HMA/WMA mixtures. It is ideal to produce new asphalt mixtures with 100% RAP materials. However, due to manufacturing limitations and the observed poor performance of HMA/WMA with high contents of RAP, the content of RAP materials in asphalt mixtures has been kept relatively low, around 21.9% in 2021 [2]. RAP’s variability, the lack of mixing guidelines, and the mixture performance in cracking and fatigue resistance are some of the main reasons behind the low usage of RAP in asphalt mixtures. This indicates a knowledge gap and a research need in using higher RAP contents in asphalt mixtures.
A special asphalt modification method of adding epoxy resin and its curing agent, initially developed in the 1950s, has led to a unique asphalt binder known as epoxy asphalt. Unlike conventional asphalt binders, epoxy asphalt is thermosetting in that its stiffness and strength are much less affected by temperature [10]. Owing to the high stability and strength of cured epoxy resin, epoxy asphalt has superior engineering performance [11]. Due to its high cost, however, its application in pavement engineering has been limited to specific applications such as steel bridge deck paving. Recent advancements in research and construction practices have made it more economically viable to apply epoxy asphalt in road pavements. In addition to its superior performance, epoxy asphalt has a low initial viscosity and so can be mixed with aggregates during asphalt mixture production at a temperature (e.g., 120 °C) much lower than the common asphalt mixture production temperatures (135–180 °C). These unique features of epoxy asphalt have led to the conjecture that it may help increase the RAP content in asphalt mixtures.
The performance of RAP mixtures has been evaluated by many researchers, with a focus on the impact of the RAP content. It is generally found that incorporating RAP materials into asphalt mixtures often improves their stiffness and resistance to rutting but also significantly reduces their resistance to fatigue cracking [12,13]. The impact of RAP content on mixture performance therefore should be investigated in terms of both rutting and fatigue resistance, especially at high RAP contents [8]. The findings of some recent studies on RAP mixtures are summarized as follows.
In 2017, Porto et al. [14] tried adding up to 70% RAP materials to new HMA with the use of a bio-based rejuvenation agent. They assumed that adding 4% pine-based rejuvenation agent, by the weight of the RAP binder, would restore the aged RAP binder by two grades and lead to good performance, especially at low temperatures. Three mixtures (0% RAP, 70% RAP, and 70% RAP + rejuvenating agent) were prepared in their laboratory and evaluated for their susceptibility to low-temperature cracking using a thermal stress restrained specimen test. The complex modulus was also measured at various temperatures and frequencies to characterize the asphalt mixtures. The results showed that the 70% RAP mixture without the rejuvenation agent had the highest stiffness modulus and did not perform well against fatigue at low temperatures. The 70% RAP mixture with the rejuvenation agent, however, performed similarly to or better than the virgin mixture.
Sabouri [15] studied the effect of the RAP content on the mixture performance in terms of both fatigue and rutting resistance. Sabouri prepared and tested specimens of seven mixtures with RAP contents of 0%, 20%, and 40%. In order to observe the impact of the RAP content only, all the other variables, such as the aggregate gradation and asphalt binder type, were kept constant. The mixture performance was evaluated using a simplified viscoelastic continuum damage (S-VECD) model and a triaxial stress sweep (TSS) test. The long-term fatigue and rutting behaviors of the specimens were forecasted using FlexPave (Version 1.0.0) software. The results showed that the rutting resistance increased while the fatigue resistance deteriorated with an increase in the RAP content.
Yi et al. [16] evaluated the influence of epoxy asphalt on RAP mixture performance. They assumed that adding epoxy asphalt to a 100% RAP mixture would produce a mixture with performance equal to or even better than a virgin epoxy asphalt mixture. The epoxy asphalt used in their study was produced by mixing virgin asphalt and epoxy resin components (including epoxy resin and a curing agent, which were both produced by a Japanese company). Two HMA mixtures were evaluated and compared: a reference mixture (made of virgin aggregate, epoxy resin components, and virgin asphalt) and an epoxy asphalt recycled mixture (made of RAP, epoxy resin components, and virgin asphalt). An optimal binder–aggregate ratio of 7.2% was determined for the epoxy asphalt recycled mixture using the Marshall method. As a result, the contents of the epoxy resin components and virgin asphalt were 1.71% and 0.18% (by weight of RAP), respectively. The performance of the mixture was evaluated using four tests: a wheel tracking test to measure the high-temperature rutting resistance, a bending test to measure the low-temperature (15 °C and −10 °C) performance, a freeze–thaw test to evaluate the moisture susceptibility, and a fatigue test to assess the fatigue performance. The results showed that using epoxy asphalt with 100% RAP produced a mixture with better rutting resistance. The low-temperature performance and moisture susceptibility were almost identical to those of the conventional mixture, while the fatigue resistance was poor.
Considering the above background and the industrial recycling intentions, it is necessary to explore more options that would increase the RAP content in asphalt mixtures. This study aims to investigate the use of epoxy asphalt in asphalt mixtures containing a high percentage of RAP materials. Different from the study by Yi et al. [16], this study will investigate the potential of a domestic (i.e., United States) epoxy asphalt product, which is mixed at a much lower temperature and has a proven track record of superior performance in both dense- and open-graded asphalt mixtures in pavement projects around the world [10]. In this study, the objectives are (1) evaluating and analyzing the performance of asphalt mixtures containing high contents of RAP and epoxy asphalt, where the comparison will be based on a serious of laboratory experiments on performance, and (2) developing recommendations on the design and evaluation of RAP mixtures with epoxy asphalt.
2. Materials
2.1. RAP Materials
The RAP materials used in this study were collected from a local asphalt plant in Tampa, Florida. Two batches of the sample materials were taken from the plant RAP stockpile months apart. A loader was used to obtain representative sample materials of the stockpile. According to the plant operator, the stockpile of RAP materials was a mixture of reclaimed asphalt materials from different highway projects. It was believed that the sources of RAP materials had changed in between the times when the two sample batches were obtained. The average aggregate gradation and binder content of the two batches of the RAP samples, however, are the same, as shown in Table 1. The average bulk specific gravity of the RAP materials is 2.631. Since polymer-modified binders such as PG 76-22 are commonly used in highway pavements in Florida, it was believed that polymer-modified binders existed in the RAP samples.

Table 1.
RAP gradation and binder content.
2.2. Epoxy Asphalt
The two components of epoxy asphalt used in this study were provided by a leading company in California, U.S. The components are epoxy resin as part A and an asphaltic hardening agent as part B of a particular epoxy asphalt product (coded as BX by the manufacturer). Based on the manufacturing instructions, the mixing proportion is 24.8% part A to 75.2% part B. After the mix is cured, it becomes a two-phase epoxy polymer that contains an asphalt extender. The properties of the two parts of this epoxy asphalt before and after mixing and curing are shown in Table 2.
Table 2.
Properties of the components of a U.S. epoxy asphalt [17].
2.3. Virgin Asphalt Binder
An asphalt binder with the performance grade PG 52-28 was also used in the study. This binder was obtained from a local asphalt supplier in Tampa, Florida. This grade of binder (PG 52-28) is unmodified asphalt and has been used by the local asphalt plant that supplied the RAP samples to produce RAP mixtures. The typical properties of the asphalt binder PG (52-28) are shown in Table 3.
Table 3.
Typical properties of asphalt binder PG (52-28).
2.4. Natural/Virgin Aggregate
Crushed granite aggregates were used in some of the asphalt mixtures in this study. The aggregate samples were also obtained from the local asphalt plant that provided the RAP materials. The physical and mechanical properties of the granite aggregate used in the study are shown in Table 4.
Table 4.
Properties of crushed granite aggregates [30].
3. Methodology
This study used laboratory experiments to evaluate and analyze the performance of asphalt mixtures containing high contents of RAP with and without epoxy asphalt. The key factors and their variation levels that were considered in the study are shown in Table 5.
Table 5.
Key factors and their variation levels considered in the study.
Only dense-graded HMA was evaluated in the study since it is the most widely used mixture type with RAP in the U.S., including Florida. Samples of RAP materials were obtained from a local asphalt plant at two different times, during which the RAP stockpiles had changed and so were considered to be from two different sources. A particular type of U.S. epoxy asphalt was selected, as it had been used in a few paving and research projects. The epoxy asphalt content in the RAP mixtures ranged from 0 to 2 percent (by weight of RAP), among which the “0.5% plus 0.5% virgin binder” was essentially 1 percent (by weight of RAP) diluted epoxy asphalt. Among the three RAP contents in asphalt mixtures (0%, 43%, 100%), 43% was selected because it was the highest RAP content used by the local asphalt plant in producing RAP mixtures at the time when the RAP samples were obtained.
3.1. Mix Design
This study selected a RAP mixture that was produced by the local asphalt plant in Tampa, Florida, as a reference mixture. This mixture, whose job mix formula is shown in Table 6, has a RAP content of 43% (by weight of RAP plus virgin aggregates), which is the highest RAP content in asphalt mixtures currently being produced in Florida. This job mix formula was selected to have a comparable outcome between the laboratory and field results.
Table 6.
Job mix formula of RAP mixture with 43% RAP.
The asphalt mixtures evaluated in this study were designed based on the reference mixture and the identified key factors and their variation levels, as shown in Table 5. Table 7 shows a list of the mixtures included in the study, along with the mixture descriptions and identification (ID). In this table, the first mixture (ID: 43R1VB2.63) is the reference mixture, which contains 43% RAP from source 1, 2.63% virgin binder (PG 52-28), and 57% virgin aggregates (all by weight of RAP and virgin aggregates). The second mixture (ID: 43R1EA2.63) is like the reference mixture except that the virgin binder is replaced with epoxy asphalt. The third mixture (ID: 43R1EA1.31VB1.31) is also like the first one except that the virgin binder is replaced with diluted epoxy asphalt (i.e., 50% epoxy asphalt mixed with 50% PG 52-28 binder). The fourth mixture (ID: R1EA0) is 100% RAP (from source 1) without virgin binder or virgin aggregates. The fifth mixture (ID: R1EA0.5) and the sixth mixture (ID: R1EA1) are like the fourth one except that 0.5% and 1% epoxy asphalt (by weight of RAP) are added, respectively. The seventh, eighth, and ninth mixtures are like the fourth, fifth, and sixth ones, respectively, except that source 1 RAP is replaced with source 2 RAP. The tenth mixture (ID: R2EA2) is like the ninth one except that 2% epoxy asphalt instead of 1% is added to the RAP materials. The 11th mixture (ID: ExR2VB5.8) is produced by mixing the aggregates extracted from the source 2 RAP materials (via ignition oven) with 5.8% virgin binder PG 52-28. The 12th mixture (ID: R2VB2) is like the tenth mixture except that 2% PG 52-28 binder is added instead of epoxy asphalt.
Table 7.
Description and IDs of mixtures included in the study.
3.2. Specimen Preparation
Three types of specimens were evaluated in this study, including Marshall specimens for most tests, Superpave specimens for facture resistance testing, and cylindrical specimens for fatigue testing. These specimens were fabricated following the procedures as follows.
- The mixture materials (RAP materials, virgin asphalt binder [if used], and part B of BX epoxy asphalt) were pre-heated in an oven at 155 °C for at least two hours. Part A of BX epoxy asphalt was heated in another oven at 70 °C for two hours.
- Parts A and B of epoxy asphalt were mixed manually with a spatula for 3 min and then put back in the oven at 155 °C to maintain the temperature for about 15 min.
- The virgin asphalt binder (if used), epoxy asphalt, and RAP materials were put into a mixing bowl and mixed for 4 min using a mechanical mixer.
- After mixing, the mixture was put back in the oven at 155 °C for 30 min.
- Next, the mixture was placed in a compaction mold and compacted into a specimen. Three compaction methods were used to produce the specimens for different tests.
- ○
- For most of the tests, a Marshall compactor was used to produce Marshall specimens that had a diameter of 101 mm (4 inches) and a nominal height of 63.5 mm (2.5 inches). During the compaction process, 75 blows were generally applied to each side of the specimen following the procedure in AASHTO T 245 [33].
- ○
- For the fracture resistance test specimens, a Superpave gyratory compactor was used to produce cylindrical specimens of a diameter of 150 mm following the procedure in AASHTO R 83 [34].
- ○
- For the fatigue test specimens, a static loading approach was used to fabricate cylindrical specimens of 51 mm (2 inches) in diameter and 102 mm (4 inches) in height. In this approach, the amount of loose mixture for a target air void content of 4% in the compacted specimen was first calculated based on the theoretical maximum specific gravity of the mixture and the volume of the steel mold used for compaction. The loose mixture was then put into the mold, and a loading platen was put on top of the loose mixture. A static compaction load of 66.7 kN (15,000 lb) was then applied for about 2–3 min.
- After compaction, the specimens were extracted from the molds 16 ± 2 h after compaction.
- Specimens were cured in an oven at 60 °C for 72 h before they were ready for testing. For specimens compacted using the Superpave gyratory compactor, they were further cut into desirable dimensions using a masonry saw for the fracture resistance test.
4. Performance Tests
After specimen fabrication, the performance of each mixture was evaluated in the laboratory in terms of its air void content, Marshall stability and flow, indirect tensile strength, moisture resistance, fatigue resistance, and fracture resistance, which are good indicators of the mixture performance in field pavements, such as high-temperature stability, low-temperature cracking resistance, fatigue cracking resistance, and moisture stability. By default, three replicate specimens were measured in each test. The test methods are described as follows.
4.1. Air Void Content
The volumetric properties of a compacted asphalt mixture are essential parameters that affect the long-term performance of the mixture in the field [35]. For example, the air void content of a dense asphalt mixture is recommended to be within the range of 3–8% during pavement service life to avoid early distress [36]. In this study, the air void content (Va) of each specimen was calculated from the measurements of the theoretical maximum specific gravity (Gmm) and the bulk specific gravity (Gmb) of each specimen, following Equation (1).
where Va = air void content in a compacted specimen (%); Gmb = bulk specific gravity of the compacted mixture; Gmm = theoretical maximum specific gravity of the mixture. The Gmm and Gmb measurements were conducted per the AASHTO T 275 [37] and AASHTO T 209 [38] procedures, respectively. One variation in the measurement of Gmb is that parafilm M sealing film was used instead of paraffin to seal the specimens.
The calculations of Gmm and Gmb are shown in Equations (2) and (3), respectively.
where A = the mass of the loose sample in the air (g); D = the mass of the container in water (g); E = the mass of the container and loose sample in water (g).
where A1 = weight of the dry specimen in air (g); D1 = weight of the dry specimen plus parafilm film (g); E1 = weight of the dry specimen plus parafilm film in water (g); F1 = specific gravity of the parafilm film.
4.2. Marshall Stability and Flow
The load and deformation resistance of all the mixtures were evaluated using the Marshall stability and flow test according to AASHTO T 245 [33]. In this test, a Marshall specimen was loaded inside a Marshall breaking head in the diametrical direction at a loading rate of 51 mm/min to determine the maximum load supported and the corresponding flow value. The ratio of Marshall stability and flow value, defined as the Marshall quotient, can be used to assess the stiffness of the specimen. Before the test, the specimens were immersed in a water bath at 60 °C for 90 min instead of the 35 min specified in AASHTO T 245 [33]. This change in the immersion duration was made to ensure that the inner part of the specimens reached the desired temperature (60 °C) before testing. Such an alternation was applied to all the specimens tested to be sure that the test results were comparable. For each mixture, three replicate specimens were tested.
4.3. Indirect Tensile Strength
The tensile strength of each mixture under relatively uniform tensile stress was measured using the indirect tensile strength (ITS) test following the procedure in ASTM D6931 [39]. In this test, a vertical compressive load is applied on the diametral plane of a Marshall specimen at a loading rate of 51 mm/min. The maximum load is recorded to calculate the ITS of the specimen using Equation (4). Like the Marshall stability and flow test, specimens were conditioned in a water bath at 60 °C for 90 min before testing.
where St = ITS (kPa); P = maximum load (N); t = specimen height immediately before test (mm); D = specimen diameter (mm).
4.4. Moisture Resistance
Asphalt mixtures can be sensitive to moisture damage if the internal bonding between the binder and aggregate deteriorates in the presence of water. Moisture damage is considered one of the dominant causes of asphalt mixture distress. The moisture resistance of an asphalt mixture is often evaluated according to the tensile strength ratio (TSR) of the mixture, which is the ratio of the indirect tensile strength of an asphalt mixture after moisture conditioning to the indirect tensile strength of an asphalt mixture without moisture conditioning, as shown in Equation (5).
where TSR = tensile strength ratio (%); ITS1 = average ITS of unconditioned specimens (kPa); ITS2 = average ITS of specimens after moisture conditioning (kPa). Typically, a minimum TSR of 80% is required for the mixture to be considered resistant to moisture damage, as recommended by many transportation agencies [40].
In this study, the procedure in the AASHTO T 283 specification was followed with minor modifications to measure the TSR [41]. For each mixture, three specimens were tested for their ITS at 60 °C following the procedure in Section 4.3. Three additional specimens went through a moisture conditioning process and were then measured for their ITS at 60 °C. The moisture conditioning procedure is as follows.
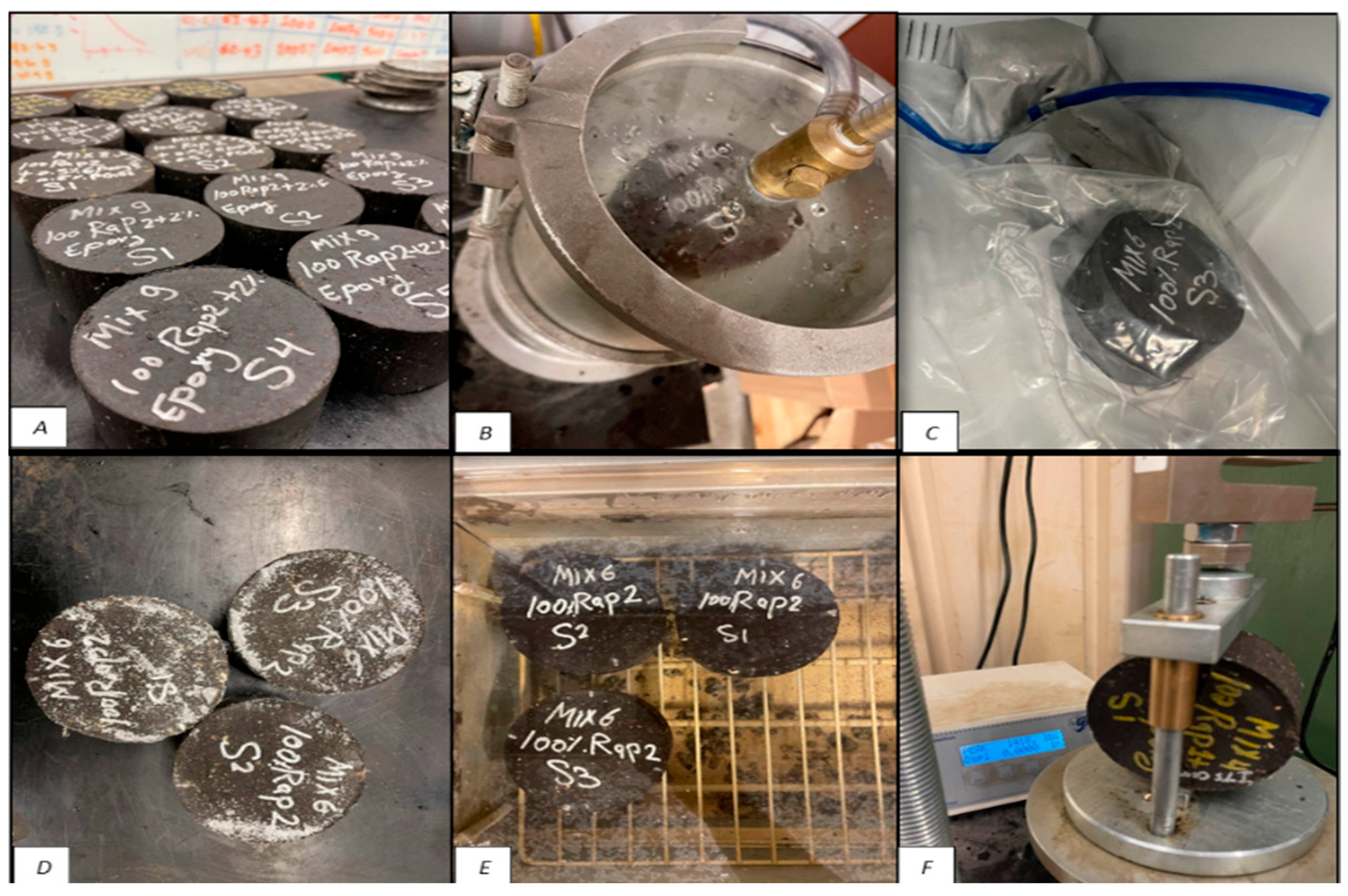
First, the specimens were subjected to partial vacuum saturation to fill air voids with water and reach a level of saturation between 70% and 80%. Afterward, the specimens were frozen in a freezer at −18 °C for at least 16 h. After that, the specimens were immersed in a 60 °C water bath for 24 ± 1 h. Finally, the moisture-conditioned specimens were measured for their ITS at 60 °C. This process is illustrated in Figure 1.
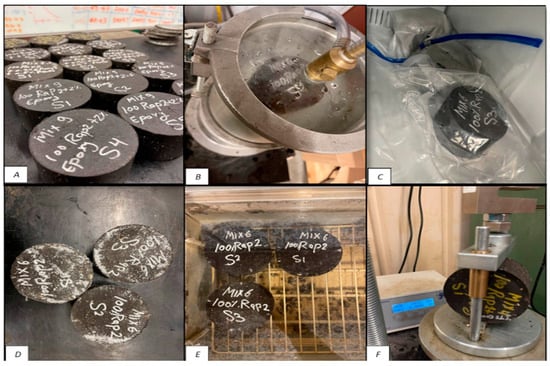
Figure 1.
Moisture conditioning process: (A) specimens before testing, (B) soaked specimens under vacuum pressure, (C) specimens in a freezer at −18 °C, (D) specimens after 18 h in the freezer, (E) specimen in a water bath at 60 °C, (F) specimen to be measured for ITS.
4.5. Fatigue Resistance
The literature review shows that asphalt mixtures with a high content of RAP often have poor resistance to fatigue damage. In this study, the fatigue performance of a few mixtures was evaluated and compared through sinusoidal loading applied on cylindrical specimens, utilizing a testing machine (Instron E10000) owned by a collaborator in California, as shown in Figure 2.

Figure 2.
Fatigue test setup.
During the test, the two ends of a cylindrical specimen (51 mm in diameter and 102 mm in height) were first glued to the testing plates of the loading machine with structural adhesive. A sinusoidal load of a maximum value of 0.5 kN or 1 kN (in tension) and a minimum value of −0.1 kN (in compression) was then applied to the specimen at a frequency of 10 Hz. The peak load of 0.5 kN or 1 kN was determined based on the direct tensile strength measured on replicate specimens in the same testing machine at a loading rate of 0.51 mm/min and a temperature of 22 °C. For a specimen of a RAP mixture with 1% epoxy asphalt, the measured direct tensile strength is about 1.7 kN, so it was decided to use 0.5 kN (about 30% of the direct tensile strength) as the peak tensile load in the fatigue test and increase it in 0.5 kN increments in further fatigue tests. This load was used for all the specimens in the fatigue test so that their results could be compared. Furthermore, all the specimens were tested at the same temperature of 22 °C, which simulates the temperature environment at which fatigue damage in asphalt mixtures is most likely to occur.
4.6. Fracture Resistance
Another type of distress in asphalt pavement is cracking, which can significantly reduce the pavement service life. Several factors contribute to cracking, including traffic load, temperature variations, aging, and moisture damage. As a result, considering the fracture resistance of asphalt mixtures under various conditions is essential to mitigate cracking distress. The semi-circular bend (SCB) test is commonly used to measure the cracking resistance of asphalt mixtures under tensile loading [42]. This test simulates the tensile stresses that occur at the bottom of the asphalt layer due to traffic loading and temperature fluctuations and determines the stiffness and strength of the asphalt mixture. It can be used to determine the effects of different factors on the cracking resistance of asphalt mixtures, including the type and amount of asphalt binder, aggregate gradation, and compaction methods.
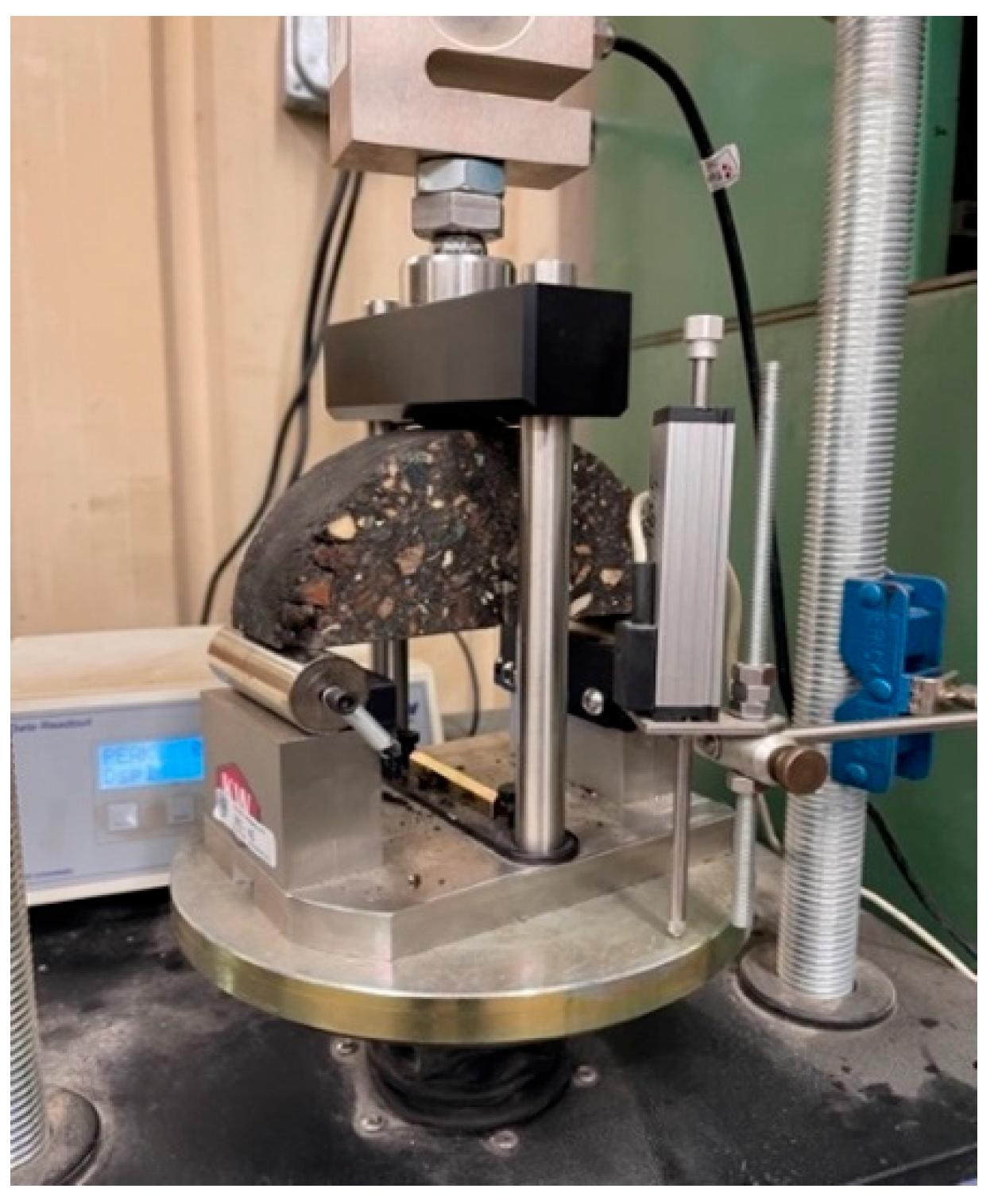
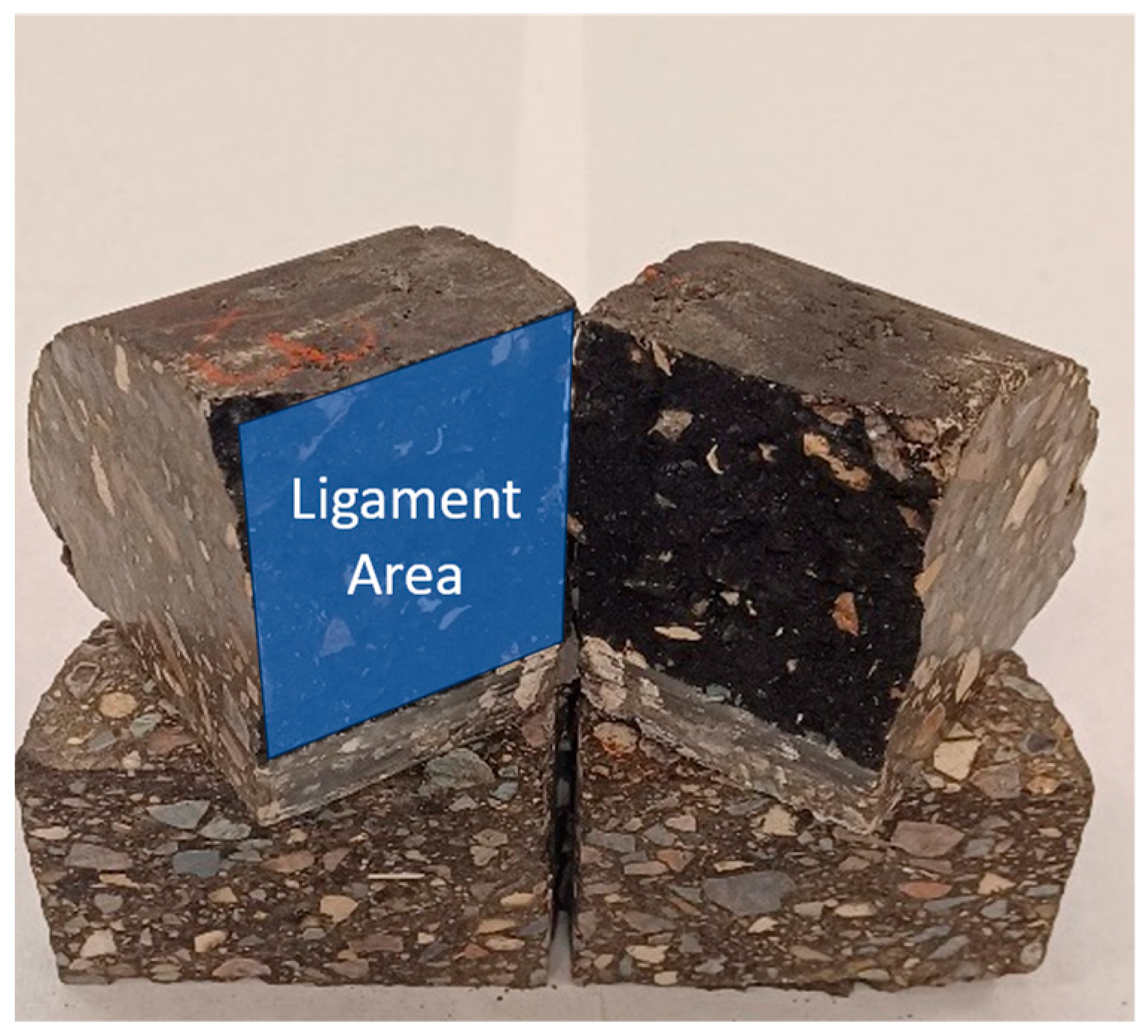
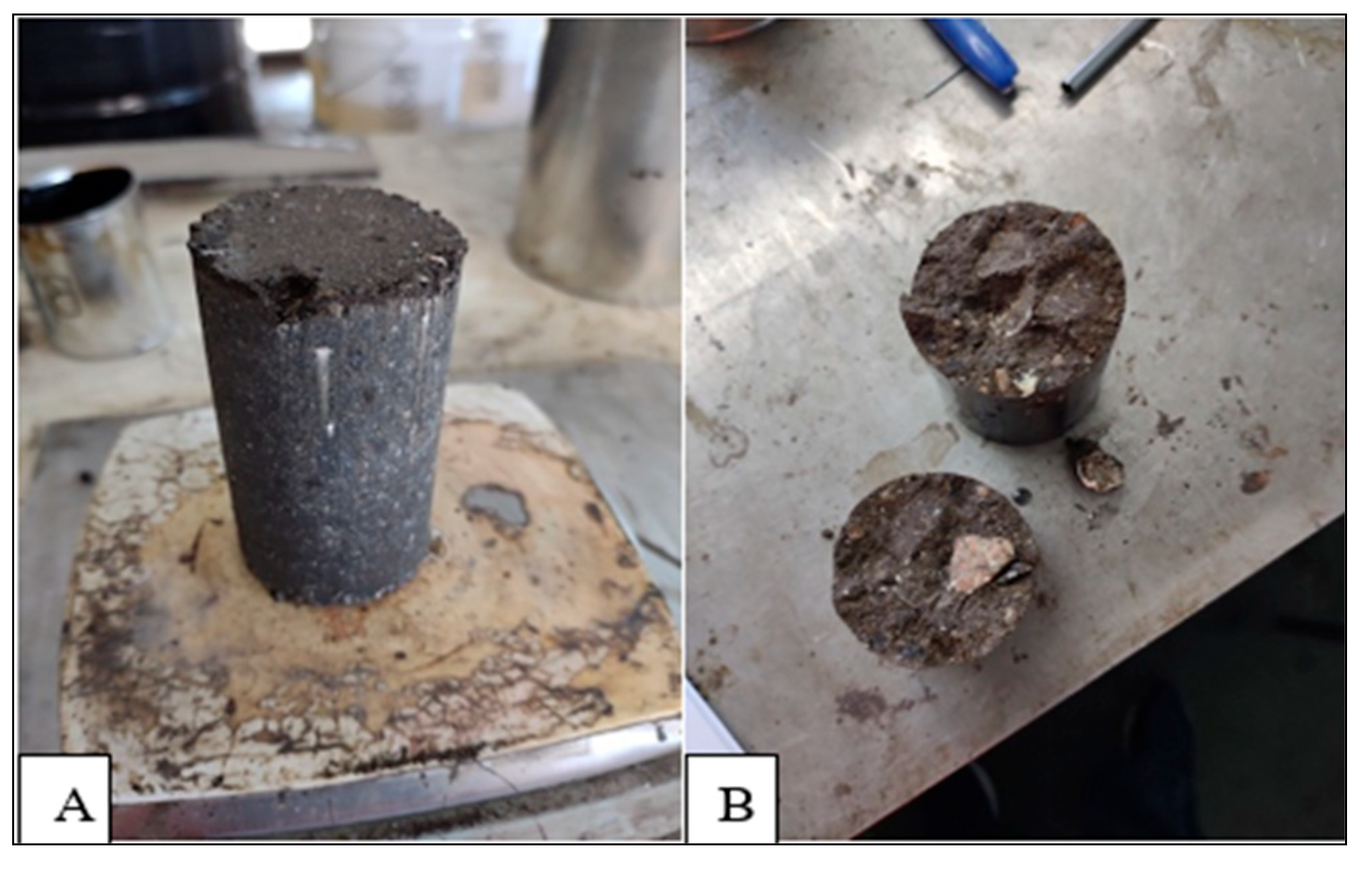
In this study, the SCB test was performed in accordance with AASHTO TP 124 to assess the fracture resistance of the asphalt mixtures [43]. For this test, a specimen compacted using the Superpave gyratory compactor, which had a diameter of 150 mm and a height of 160 mm, was first cut into two circular slices, each with a thickness of 50 ± 1 mm, from the specimen’s center region. After that, each slice was cut along its diameter into two equal semi-circular pieces. Then, a straight vertical notch was cut along the symmetrical axis of each semi-circular specimen. The notch was 15 ± 1 mm in depth and 1.5 ± 0.1 mm in width. During the test, a vertical load was applied on a steel strip placed on top of the specimen at a loading rate of 50 mm/min, as shown in Figure 3. Specimen samples before and after fracture are shown in Figure 4.

Figure 3.
Semi-circular bend test.
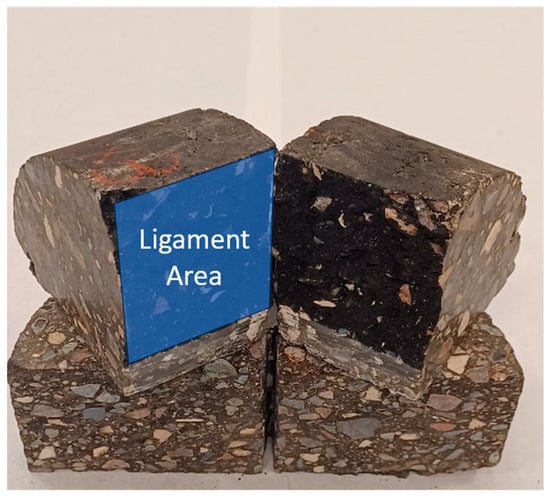
Figure 4.
Semi-circular bend test specimen after fracture.
The vertical load and deflection during the test were recorded and used to calculate the following parameters:
- Fracture energy (), as shown in Equation (6) [43], represents a mixture’s resistance to crack initiation and propagation.
- Tensile strength (), as shown in Equation (8) [44]
- The flexibility index (), as shown in Equation (9) [43], was used to evaluate the specimens’ flexibility and the rate of crack propagation.
- The crack resistance index (CRI), as shown in Equation (10) [45], which provide a better measure of cracking resistance than fracture energy for brittle fractures with large loads and small displacements.
5. Test Result Analysis and Discussion
5.1. Air Void Content
Table 8 shows the results of the physical properties in terms of the bulk specific gravity, theoretical maximum specific gravity, and air void content for all the mixture specimens. For Marshall specimens Nos. 1 and 2, the number of blows used to prepare the samples was 50 blows on each side. For the other Marshall specimens, 75 blows on each side were adopted due to a decision made after observing the relatively high air void contents of specimens No. 1 and No. 2.
Table 8.
Physical properties of all mixtures.
From the table, it can be observed that for the specimens compacted using the three methods (Marshall, gyratory, and static compression), the average air void content reduced with an increase in the epoxy asphalt content. This trend can be observed in the specimens prepared with both RAP sources (e.g., Nos. 4, 5, 6 from RAP source 1 and Nos. 7, 9, 10 from RAP source 2). For the 100% RAP Marshall specimens without epoxy asphalt, the average air void content was around 6.8% (No. 4 and No. 7). After adding 1% epoxy asphalt, the average air void content was reduced to 3.41% (No. 6) and 4.9% (No. 9) for specimens from RAP source 1 and RAP source 2, respectively. For the gyratory specimens used for the SCB test, adding 1% epoxy asphalt reduced the average air void content from 11.81% (No. 11) to 9.62% (No. 12), while adding 2% epoxy asphalt reduced the average air void content to 7.80% (No. 13). For the statically compressed specimens used for the fatigue test, adding 1% epoxy asphalt reduced the average air void content from 10.52% (No. 14) to 6.20% (No. 15), while adding 2% epoxy asphalt reduced the average air void content to 3.13% (No. 16).
These observations suggest that adding a small percentage of epoxy asphalt to 100% RAP materials facilitates the workability of the RAP materials during compaction. Comparing the average air void content of the Marshall specimen with 43% RAP (source 1) and 2.63% PG 52-28 binder (No. 1) and the Marshall specimen with 43% RAP (source 1) and 2.63% epoxy asphalt (No. 2) shows that epoxy asphalt can better facilitate compaction than the virgin binder PG 52-28. This is likely due to the low viscosity before curing of the type of epoxy asphalt used in this study [17].
5.2. Marshal Stability and Flow
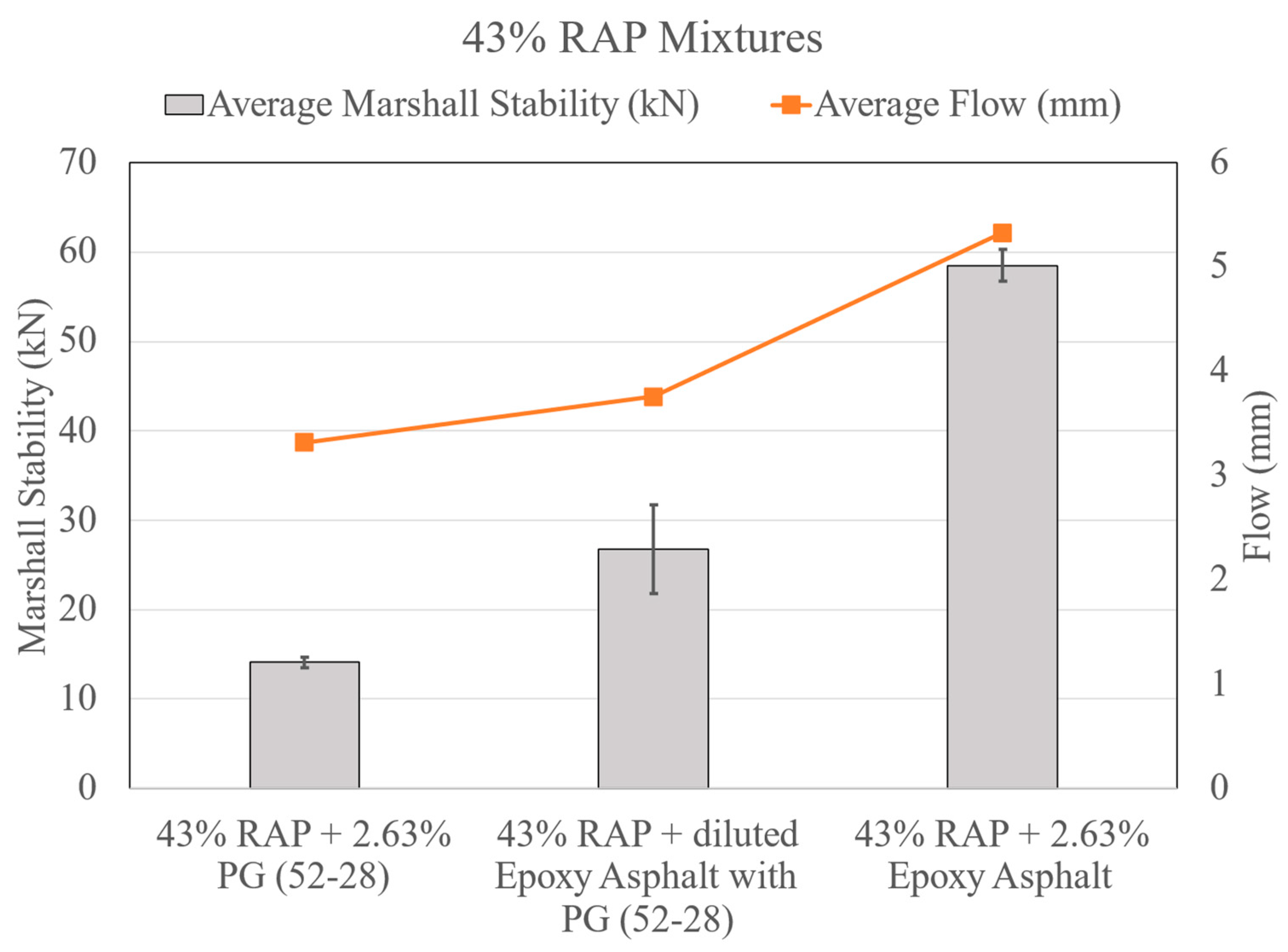
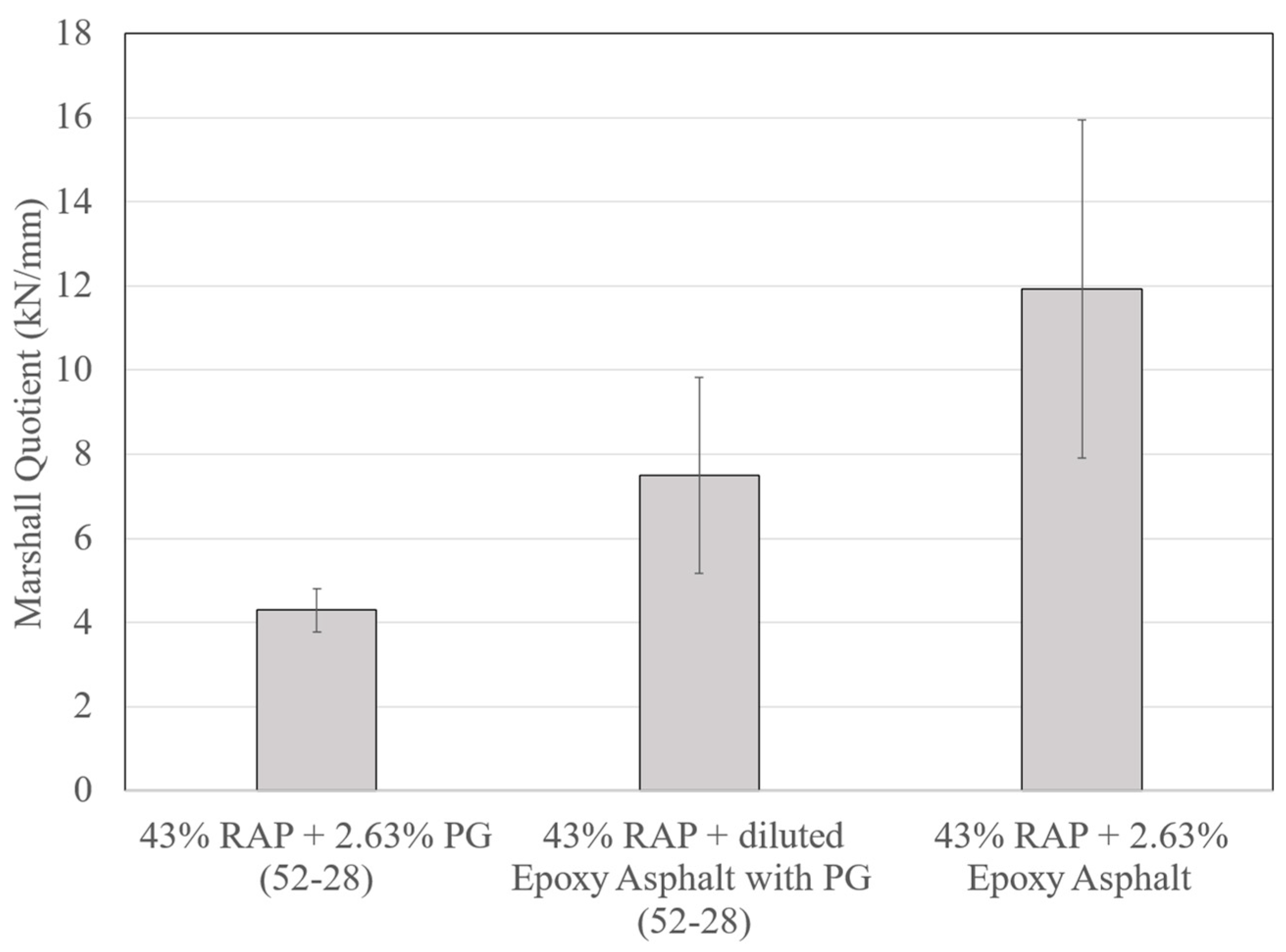
Figure 5 shows the average Marshall stability and flow values for the asphalt mixtures containing 43% RAP material from source 1 (i.e., No. 1, 2, and 3 mixtures in Table 7). As can be seen, compared to the RAP mixture with the PG 52-28 virgin binder, the RAP mixture with 50% PG 52-28 binder replaced with epoxy asphalt had an almost doubled Marshall stability. Furthermore, when all of the virgin binder PG 52-28 was replaced with epoxy asphalt, the 43% RAP mixture increased in its Marshall stability by more than 300%. The flow value also increased with the content of epoxy asphalt. However, the Marshall quotient values, plotted in Figure 6, indicate that the stiffness of the 43% RAP mixtures increased with the content of epoxy asphalt. These observations are consistent with the property of epoxy asphalt found in the literature: epoxy asphalt can significantly increase the stability of asphalt mixture while keeping a certain level of flexibility [10].
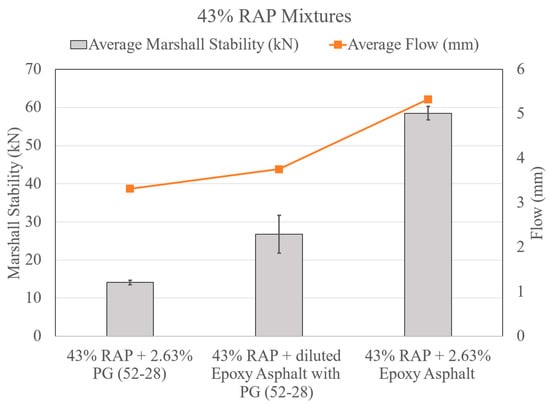
Figure 5.
Marshall stability and flow of mixtures with 43% RAP (source 1).
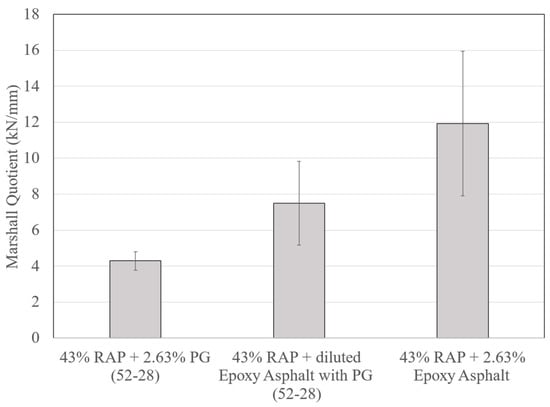
Figure 6.
Marshall quotient of mixtures with 43% RAP (source 1).
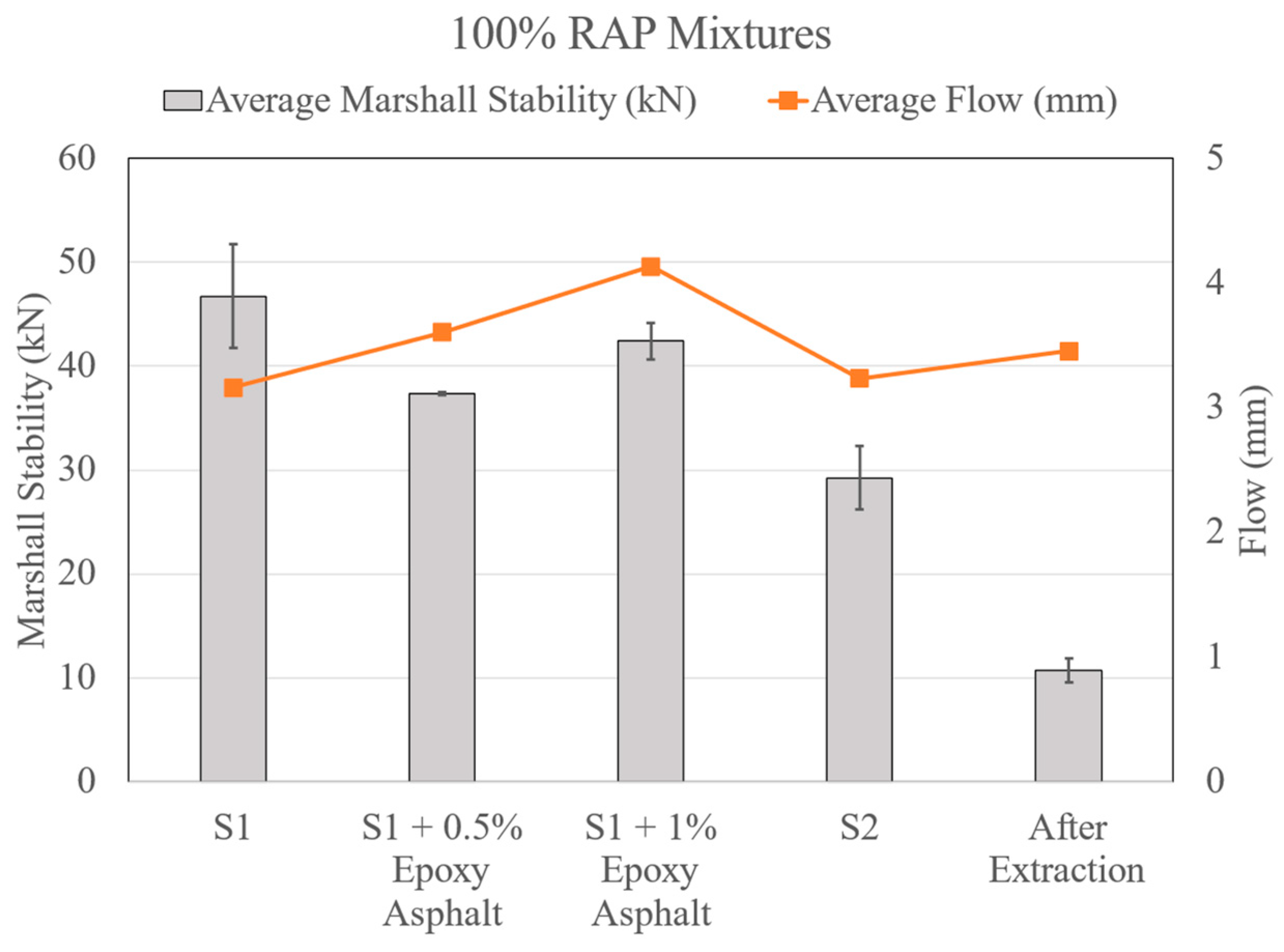
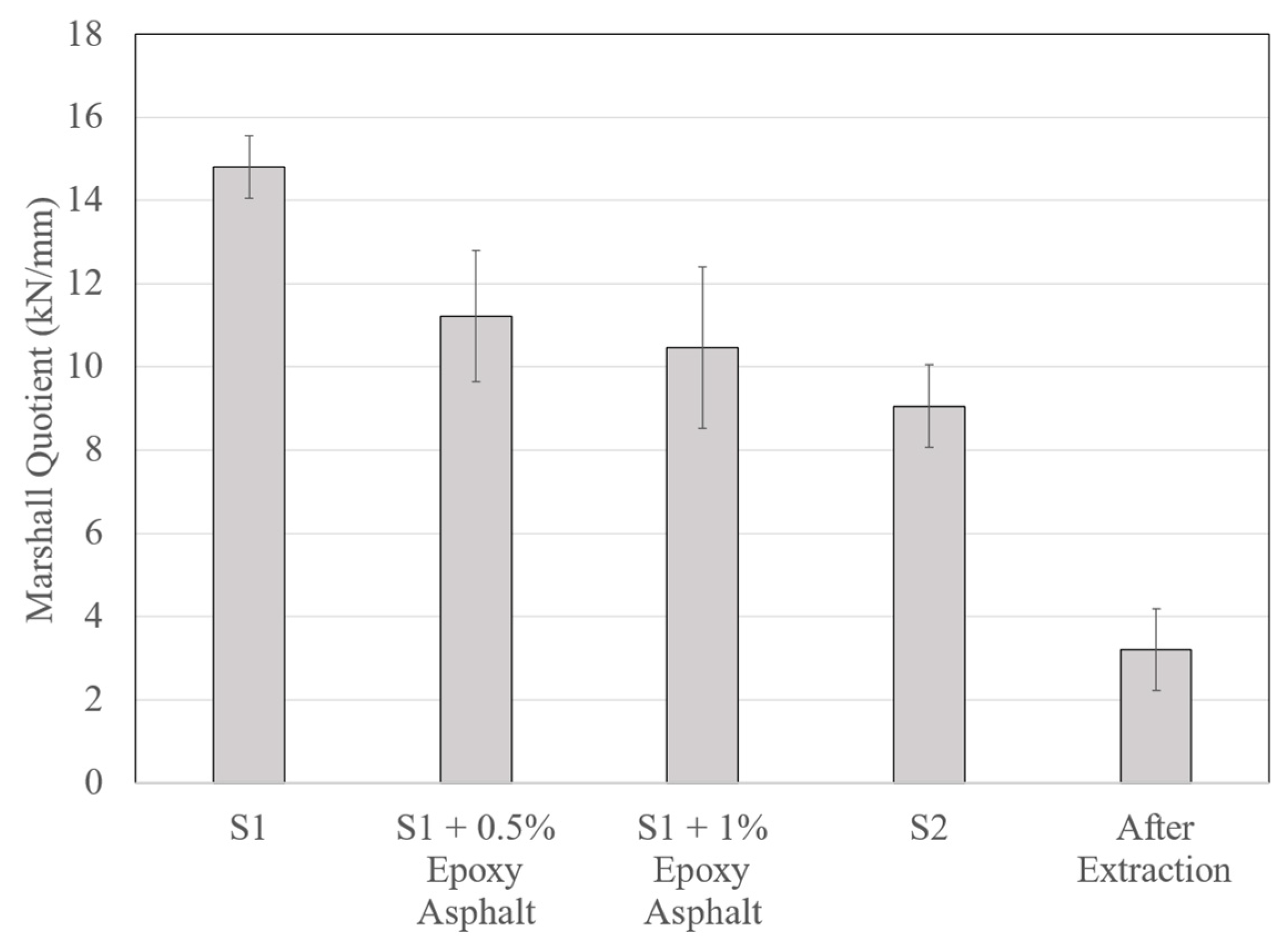
Figure 7 shows the average Marshall stability and flow values for the asphalt mixtures containing 100% RAP material. In the figure, S1 and S2 represent the mixtures with 100% RAP from source 1 and source 2 (i.e., mix Nos. 4 and 7 in Table 7), respectively, while “After Extraction” represents mix No. 11 in Table 7. The Marshall stability of the asphalt mixtures of 100% RAP materials without adding new binder is very high, around 46 kN and 29 kN for RAP source 1 and source 2, respectively, which are significantly higher than the Marshall stability (around 11 kN) of the mixture of extracted aggregates and the virgin binder PG 52-28. Adding 0.5% or 1% epoxy asphalt to the 100% source 1 RAP mixture did not increase the Marshall stability. Instead, the Marshall stability was slightly reduced due to the addition of a small percentage of epoxy asphalt. Like the observation from the 43% RAP mixtures, adding epoxy asphalt also increased the flow value of the 100% RAP mixtures. The Marshall quotient values, plotted in Figure 8, show that the stiffness of the asphalt mixtures of 100% RAP materials without adding new binder is much higher than the stiffness of the mixture of extracted aggregates and the virgin binder PG 52-28. Different from the 43% RAP mixtures, the addition of epoxy asphalt slightly reduced the stiffness of the 100% RAP mixture.
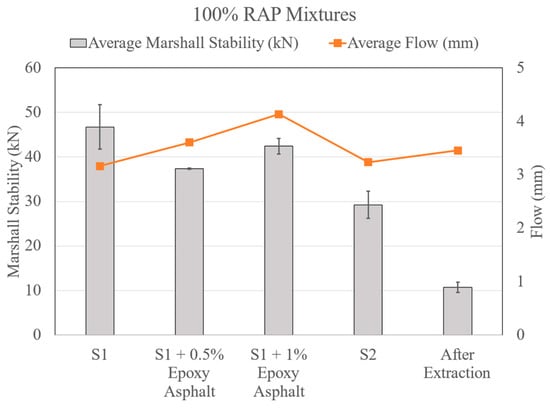
Figure 7.
Marshall stability and flow of mixtures with 100% RAP (S1: RAP source 1; S2: RAP source 2).
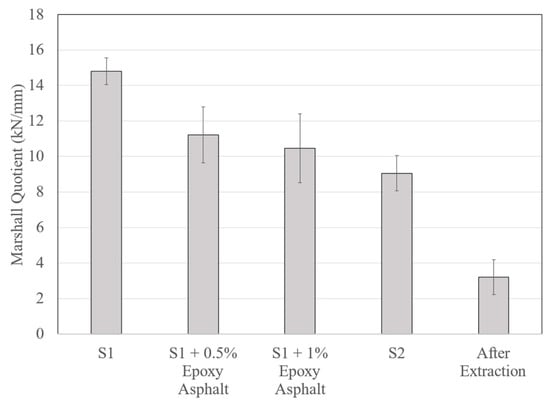
Figure 8.
Marshall quotient of mixtures with 100% RAP (S1: RAP source 1; S2: RAP source 2).
5.3. Indirect Tensile Strength and Moisture Resistance
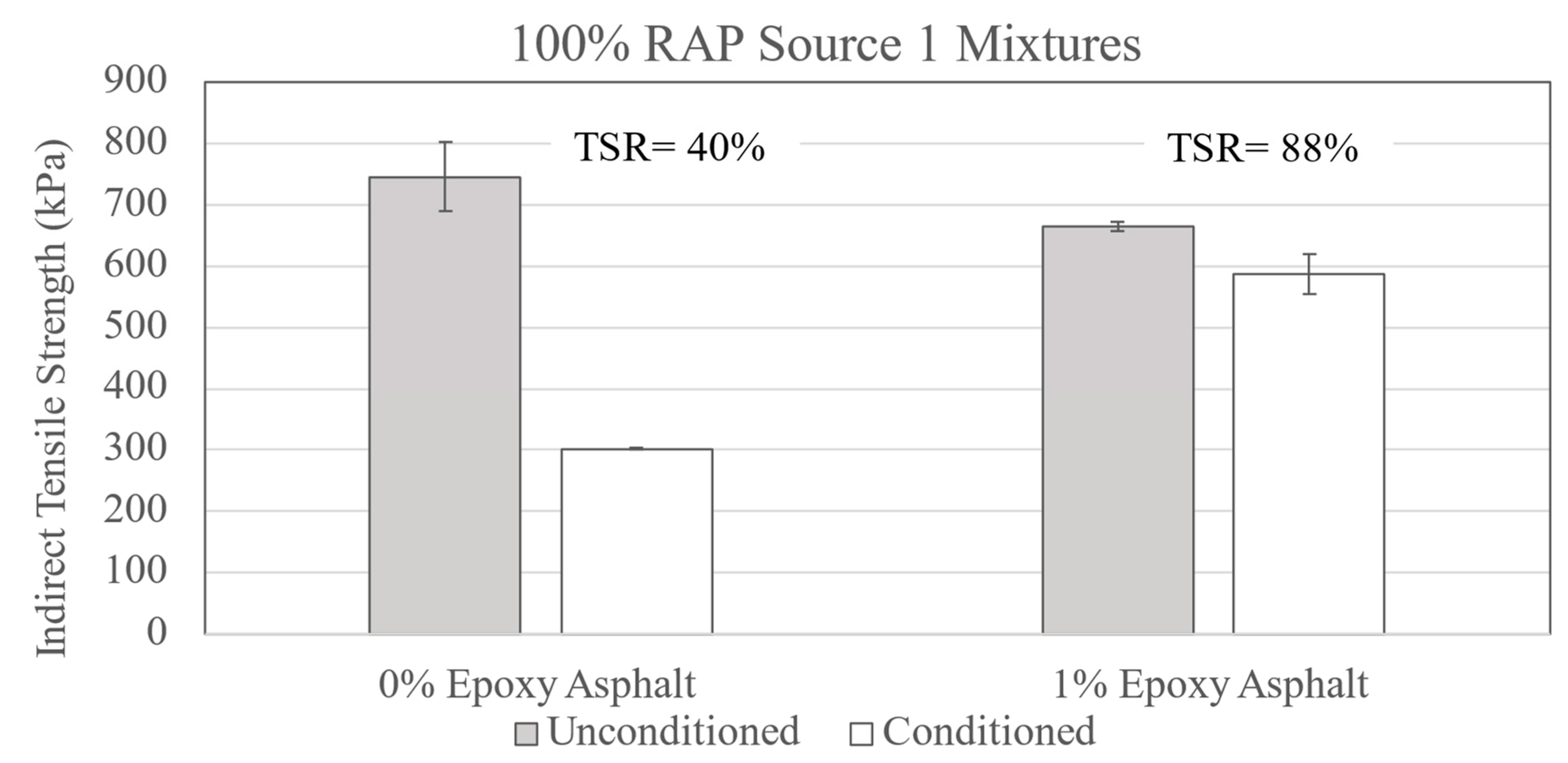
The indirect tensile strength (ITS) values of the specimens of the 100% RAP source 1 and 100% RAP source 2 mixtures are shown in Figure 9 and Figure 10, respectively. Both the average values of the ITS of the unconditioned specimens and the moisture-conditioned specimens are presented in both figures. The TSR values, which represent the moisture resistance of the mixtures, are also shown in the figures.
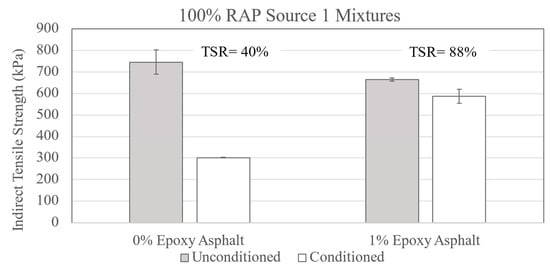
Figure 9.
ITS and TSR of 100% RAP source 1 mixtures.
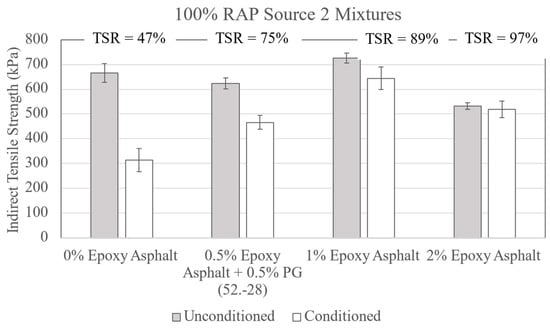
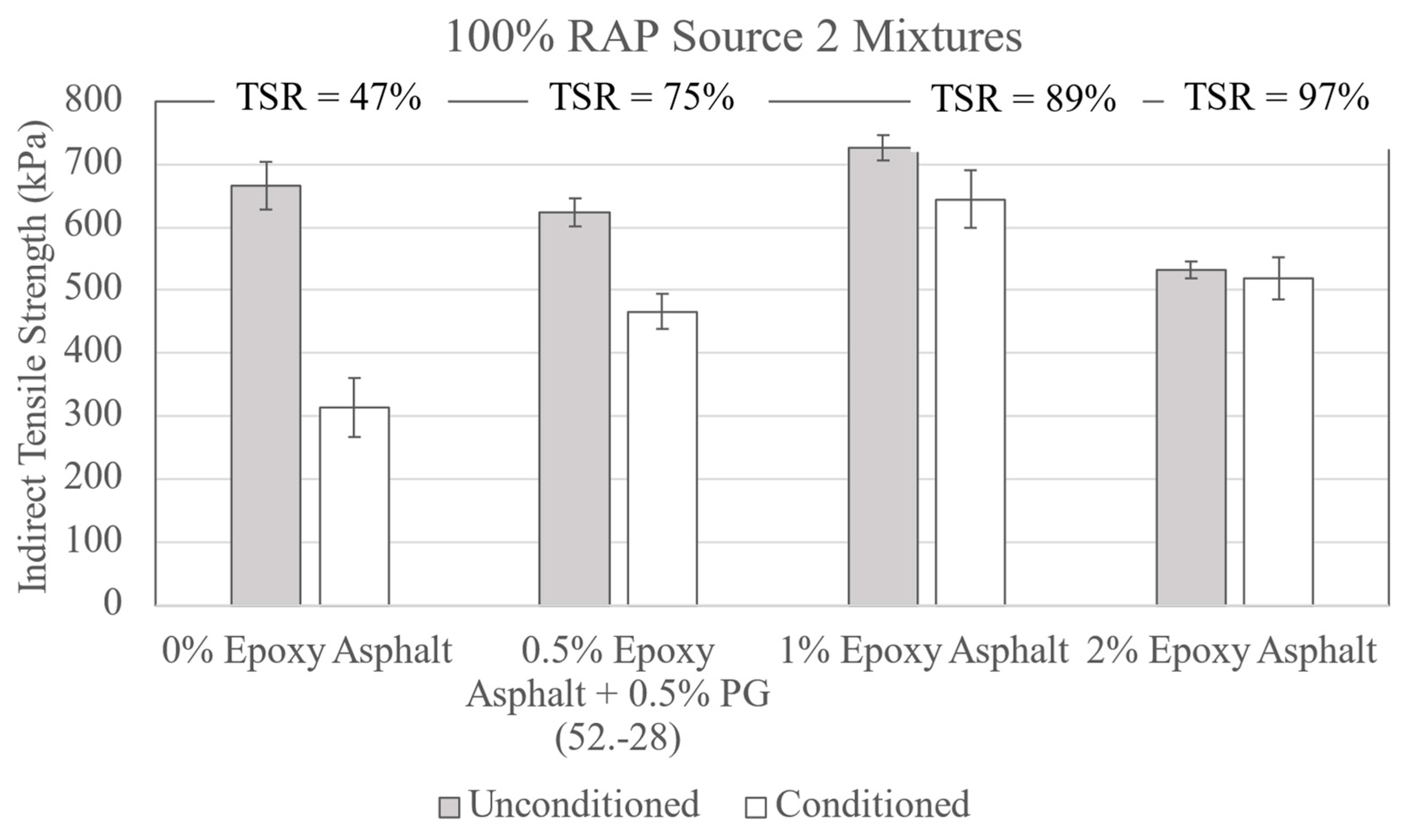
Figure 10.
ITS and TSR of 100% RAP source 2 mixtures.
It can be observed from both figures that the ITS of the 100% RAP mixtures without virgin binder was high (746 kPa and 623 kPa for RAP source 1 and source 2, respectively). Adding a small percentage of epoxy asphalt to the 100% RAP mixtures did not increase the mixtures’ ITS. This is consistent with the observation of the impact of epoxy asphalt on the Marshall stability of the 100% RAP mixtures.
After moisture conditioning, however, the ITS of the 100% RAP mixtures without virgin binder was significantly reduced. The TSR values were only 40% and 47% for the mixtures of RAP source 1 and RAP source 2, respectively. These low TSR values suggest that the 100% RAP mixtures without a new binder are highly susceptible to moisture damage. This can be attributed to several factors, including (1) binder aging and oxidation, which result in a stiffer binder with lower bonding with aggregate surfaces and higher potential for moisture infiltration; (2) changes in aggregate gradation and properties such as a higher surface porosity and finer gradation, which lead to more surfaces uncoated with asphalt; and (3) contaminants such as residual oils, chemicals, or other substances from the previous service life or the reclaiming process, which may negatively impact the performance of the 100% RAP mixtures. However, adding a small percentage of epoxy asphalt increased the moisture resistance significantly. As shown in the figures, with 1% epoxy asphalt, the TSR value of the 100% RAP mixtures increased to 88% and 89% for mixtures of RAP source 1 and RAP source 2, respectively. Figure 10 further shows that the moisture resistance, in terms of the TSR, of the 100% RAP mixtures increased with an increase in the content of epoxy asphalt.
5.4. Fatigue Resistance
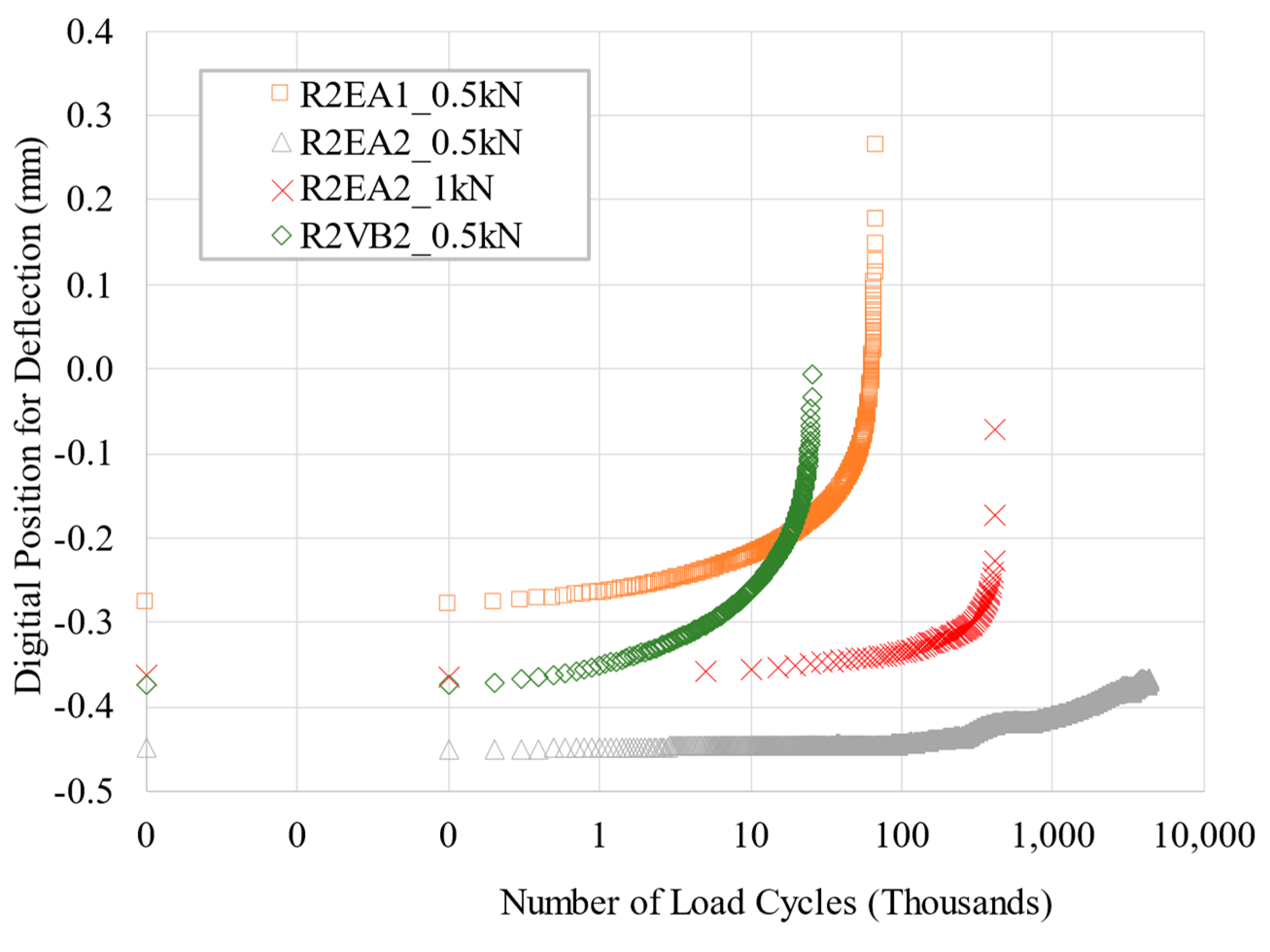
The fatigue test was performed on mixtures with 100% source 2 RAP materials and 0%, 1%, or 2% epoxy asphalt or 2% PG 52-28 binder. Plots of the peak vertical deflection versus the number of load repetitions are shown in Figure 11. As can be seen, a plot is not available for the 100% RAP mixture without epoxy asphalt or virgin binder (mixture ID: R2EA0). This is because the specimens of this mixture were very weak and broken completely upon the application of loading during the fatigue test. Figure 12 shows one specimen of this mixture before and after failure in the test. It can be seen from the breakage interface of the specimen that the mixture is dry without an effective binder content. From Figure 11, initially, the vertical deflection increased slowly with the number of load repetitions, but after a certain number of load repetitions, it increased quickly, which represented the occurrence of significant fatigue damage in the specimens. If the number of load repetitions corresponding to the occurrence of a significant increase in vertical deflection is defined as the fatigue life, the test results are summarized in Table 9.
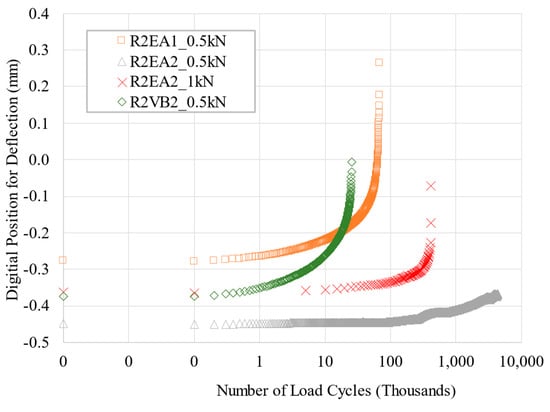
Figure 11.
Vertical deflection versus number of load cycles from fatigue test.
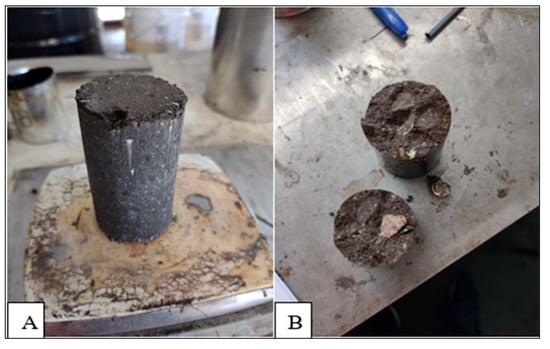
Figure 12.
Fatigue test specimen of 100% RAP (source 2) and 0% epoxy asphalt ((A) before testing; (B) after testing).
Table 9.
Direct tension and fatigue test results.
Table 9 shows that the 100% RAP mixture without virgin binder or epoxy asphalt had a direct tensile strength of 43.5 kPa, which is much lower than the direct tensile strength of the 100% RAP mixtures with 1% or 2% epoxy asphalt or 2% virgin binder PG 52-28. The 100% RAP mixture with 2% PG 52-28 binder had a compressive stiffness of 155.4 MPa, which is slightly lower than the compressive stiffness of the 100% RAP mixture with 1% or 2% epoxy asphalt (227.9 MPa and 163.2 MPa, respectively). This suggests that adding a low percentage of epoxy asphalt to the 100% RAP mixture does not significantly increase the mixture’s stiffness. This is consistent with the results from the Marshall stability and flow test.
Table 9 shows that the 100% RAP mixture without virgin binder or epoxy asphalt had very poor fatigue resistance. With 2% virgin binder PG 52-28, the fatigue life was increased to 25,400 under a cyclic peak tension load of 0.5 kN (or a peak tensile stress of 0.245 MPa). With 1% and 2% epoxy asphalt, the fatigue life was increased to 70,000 and >4,000,000, respectively. For the 100% RAP mixture with 2% epoxy asphalt, when the peak tension load was doubled to 1 kN (i.e., peak tensile stress of 0.490 MPa), its fatigue life was 415,000, which was still much higher than the fatigue life of the mixture with 2% virgin binder PG 52-28. These test results demonstrated the superior performance of epoxy asphalt, particularly at a dosage of 2%, in increasing the fatigue resistance of the 100% RAP mixture.
5.5. Fracture Resistance
The SCB test was performed on mixtures with 100% source 2 RAP materials and 0%, 1%, or 2% epoxy asphalt at two temperatures (8 °C and 25 °C). The test results, in terms of the maximum applied load (Pmax), fracture energy (Gf), tensile strength (TSCB), flexibility index (FI), and crack resistance index (CRI), are summarized in Table 10 and shown in Figure 13, Figure 14, Figure 15 and Figure 16.
Table 10.
Summary of SCB test results.
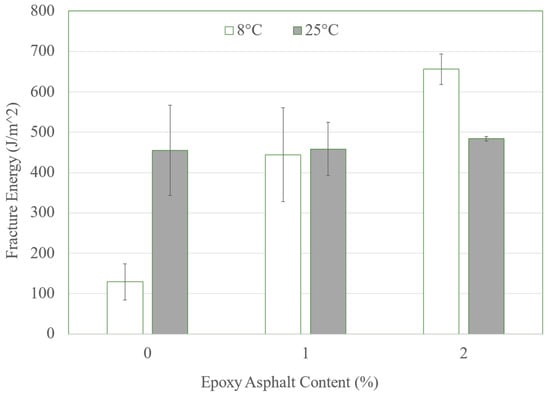
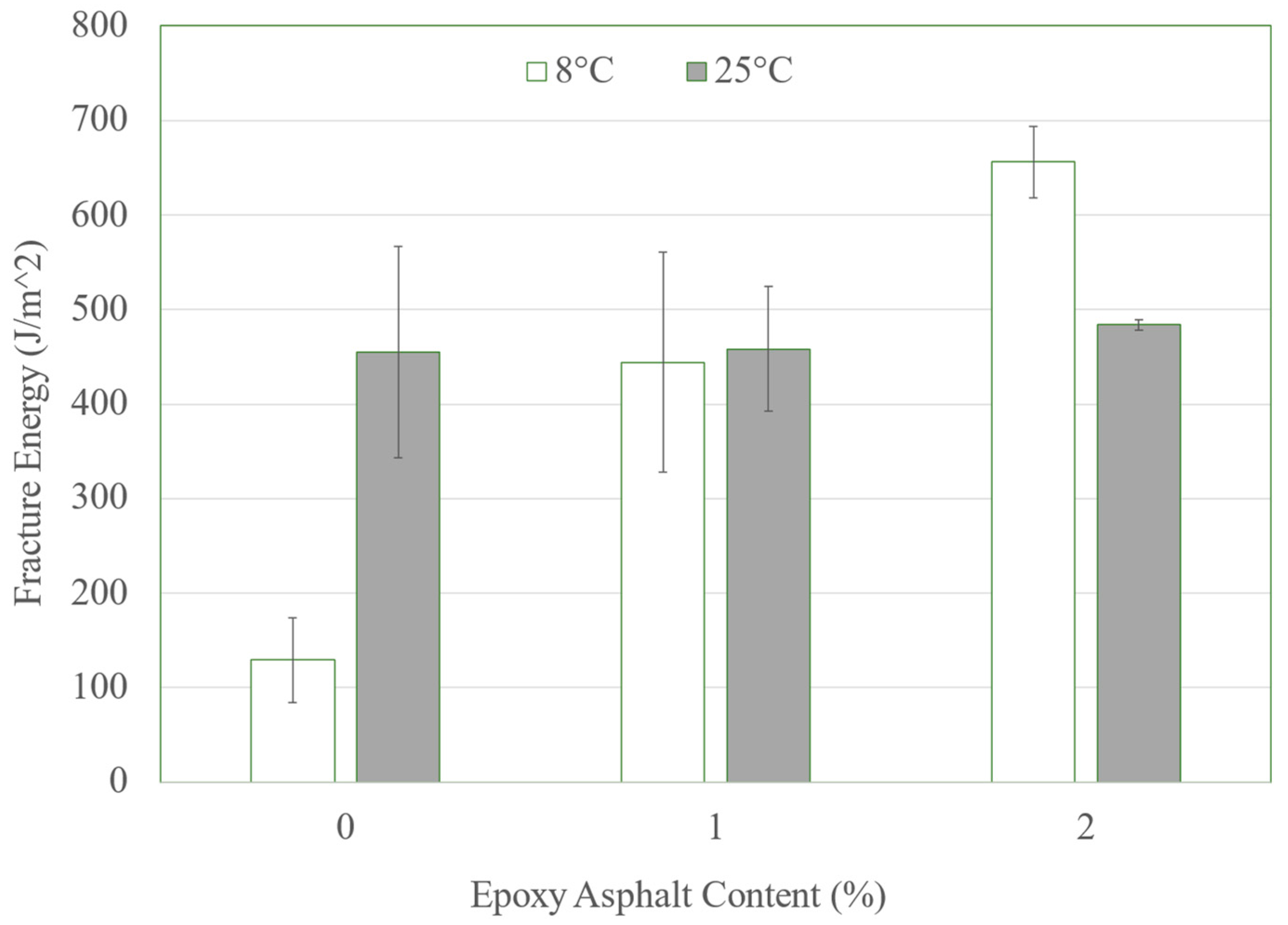
Figure 13.
Fracture energy from the SCB test.
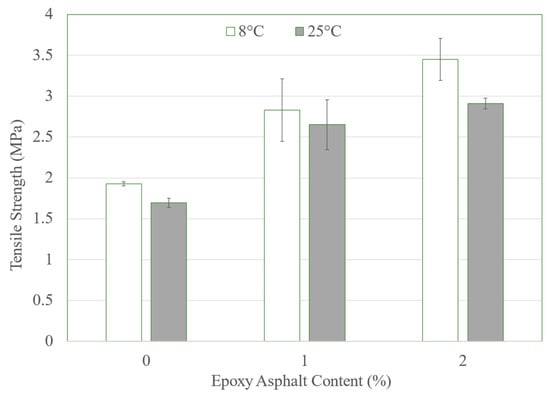
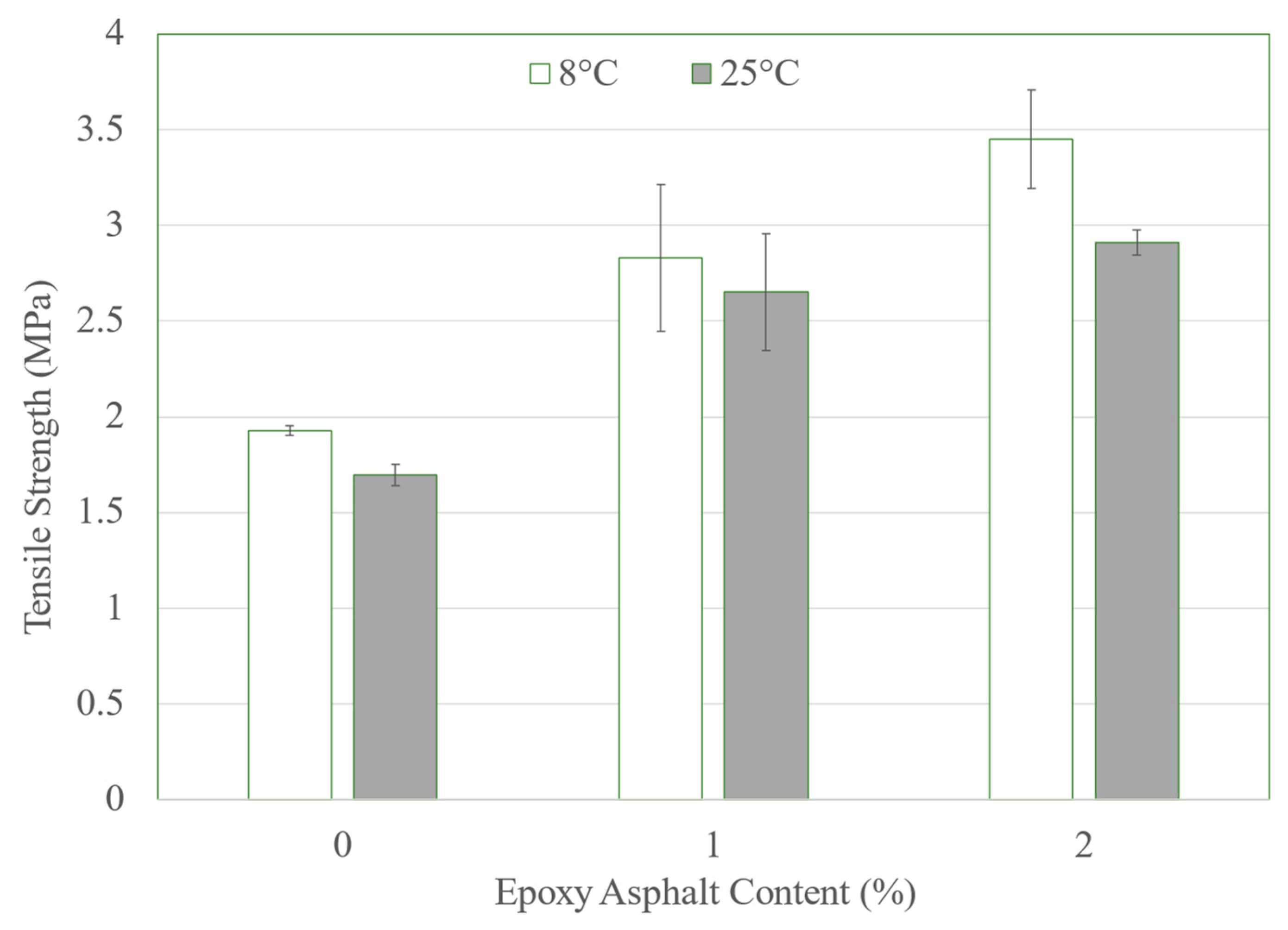
Figure 14.
Tensile strength from the SCB test.
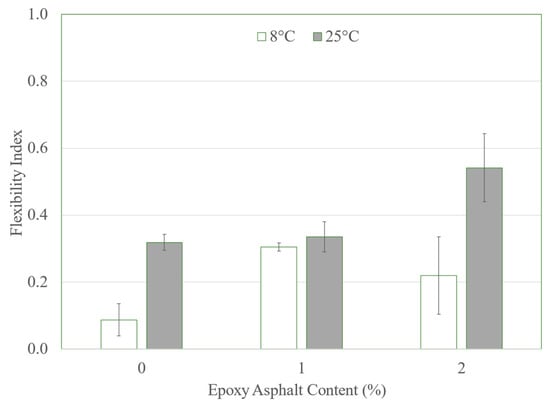
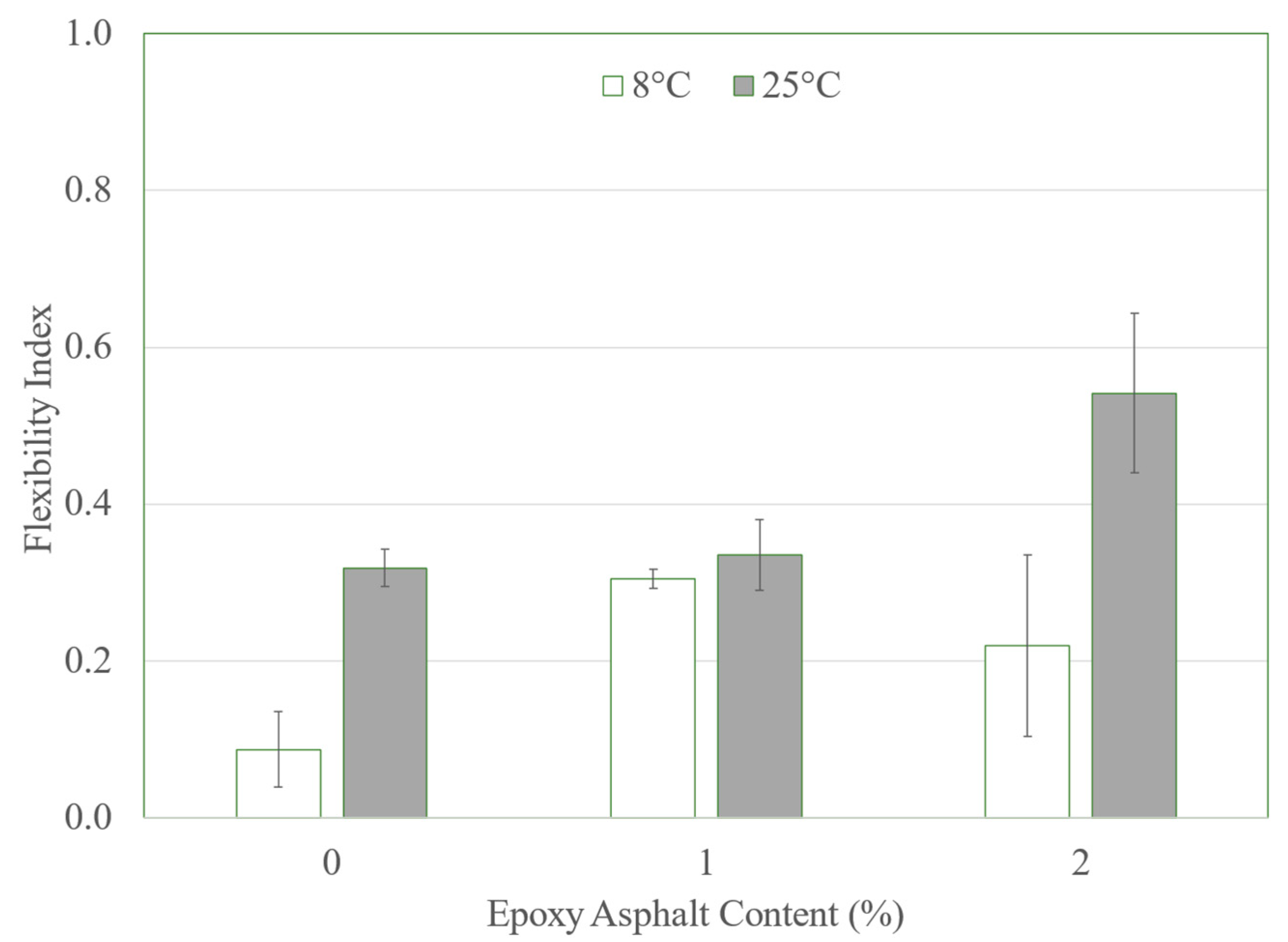
Figure 15.
Flexibility index from the SCB test.
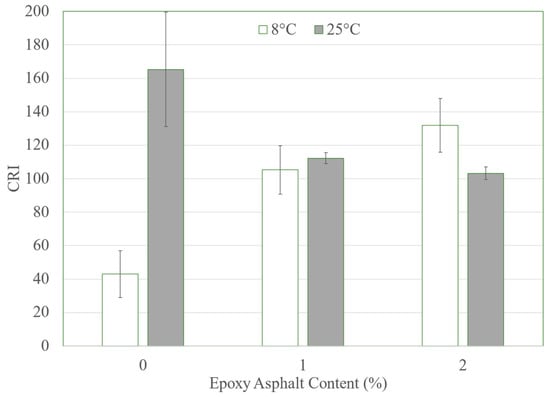
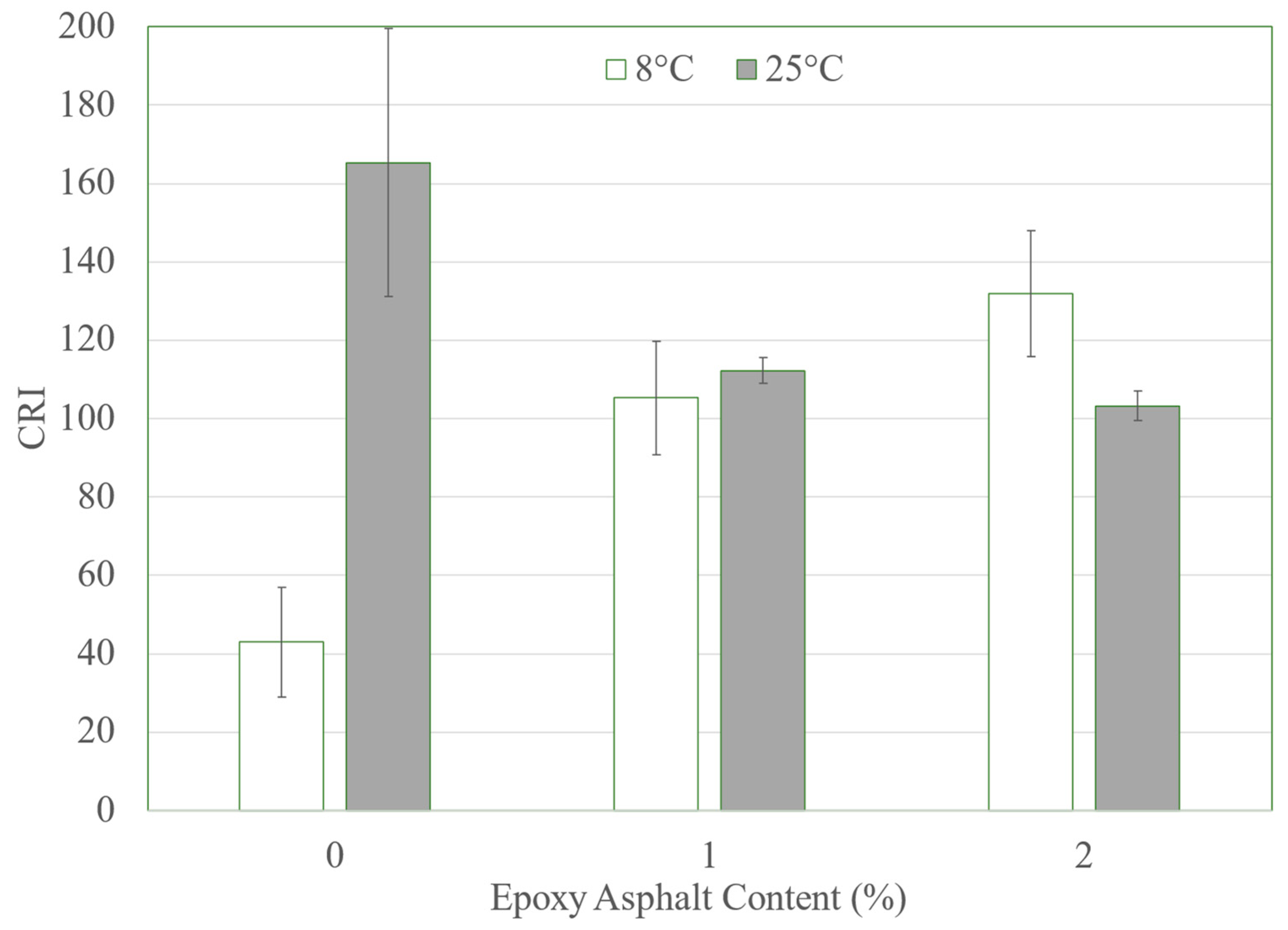
Figure 16.
Crack resistance index from the SCB test.
As expected, Table 10 shows that the maximum load (Pmax) recorded in the SCB test from specimens of the same mixture was higher at a lower testing temperature (8 °C) than that at a higher temperature (25 °C) and increased with the content of epoxy asphalt.
The fracture energy plotted in Figure 13 shows that temperature has a significant impact on the cracking resistance of the 100% RAP mixture without the virgin binder or epoxy asphalt. For such a mixture, the fracture energy at 8 °C (129 J/m2) is much lower than the fracture energy at 25 °C (455 J/m2), which suggests that such a mixture would have poor performance at low temperatures (e.g., resistance to thermal cracking), in spite of its high stability and indirect tensile strength recorded at 60 °C in the Marshall stability test and the indirect tensile strength test.
The addition of epoxy asphalt significantly increased the fracture energy of the 100% RAP mixture at 8 °C, suggesting that a small percentage of epoxy asphalt could significantly improve the mixture’s cracking resistance at low temperatures. As expected, a higher epoxy asphalt content led to a higher fracture energy (i.e., cracking resistance) at 8 °C. At a higher testing temperature of 25 °C, however, the effect of epoxy asphalt on the mixture’s fracture energy was less pronounced, likely due to the reduced brittleness of the 100% RAP mixture at the higher temperature. This finding is consistent with similar observations in the literature [46].
The tensile strength measured from the SCB test, as summarized in Figure 14, shows that the tensile strength measured at 8 °C was higher than the tensile strength measured at 25 °C for all three mixtures. This is expected because asphalt mixtures typically have a higher tensile strength at a lower temperature. Moreover, Figure 14 shows that at both testing temperatures (8 °C and 25 °C), the tensile strength of the 100% RAP mixtures increased with an increase in the epoxy asphalt content. Compared to the 100% RAP mixture without epoxy asphalt, the 100% RAP mixtures with 1% and 2% epoxy asphalt increased in their tensile strength by about 47% and 79%, respectively, at 8 °C and by about 56% and 72%, respectively, at 25 °C. This trend is different from the results of the Marshall stability test and the ITS test, where epoxy asphalt did not increase the Marshall stability or the ITS of the 100% RAP mixtures, as discussed in Section 5.2 and Section 5.3. Besides the differences in the testing mechanisms, one possible explanation is that the SCB specimens experienced a longer waiting period before testing, during which the epoxy asphalt may have further cured and gained additional strength.
The flexibility index results summarized in Figure 15 show that the addition of epoxy asphalt generally increased the flexibility of the 100% RAP mixture and reduced the rate of crack propagation in the 100% RAP mixture. The effect of epoxy asphalt on the mixture flexibility observed in this SCB test is consistent with the effect of epoxy asphalt on the mixture stiffness as observed from the Marshall quotient results of the Marshall stability test in Section 5.2.
Figure 16 shows that the CRI of the 100% RAP mixture increased with the content of epoxy asphalt at 8 °C but reduced with the content of epoxy asphalt at 25 °C. This again suggests that the effect of epoxy asphalt on improving the crack resistance of the 100% RAP mixture is more significant at lower temperatures.
6. Conclusions and Recommendations
This study conducted laboratory experiments to evaluate the effect of epoxy asphalt on the performance of asphalt mixtures containing high contents (up to 100%) of reclaimed asphalt pavement (RAP) materials. The following findings were obtained from the test results and analysis.
- For mixtures containing 43% RAP and 57% virgin aggregates, adding (0.5 to 2%) epoxy asphalt significantly enhanced the Marshall stability and moderately enhanced the stiffness.
- Workability was compromised without adding new binder to the 100% RAP mixtures; including a new binder or epoxy asphalt improved the workability, with epoxy asphalt being more effective than the virgin binder PG 52-28.
- The 100% RAP mixtures without a new binder exhibited a high Marshall stability and indirect tensile strength, which were not further improved by adding a small percentage of epoxy asphalt to the mixtures.
- The 100% RAP mixtures exhibited poor resistance to moisture and fatigue damage, which was significantly improved with the addition of epoxy asphalt. A small percentage of epoxy asphalt also reduced the stiffness in terms of the Marshall quotient.
- Incorporating epoxy asphalt significantly improved the low-temperature fracture resistance in terms of fracture energy in the SCB test for the 100% RAP mixtures, yet the effect at a moderate temperature of 25 °C was less noticeable.
- Epoxy asphalt also generally enhanced the flexibility of the 100% RAP mixtures and reduced the rate of crack propagation.
- Overall, adding small percentages of epoxy asphalt to high-RAP-content asphalt mixtures can substantially improve the deficiencies in such mixtures, notably in their moisture and fatigue resistance and cracking resistance at low temperatures. With the help of epoxy asphalt, it is then possible to design asphalt mixtures with a high RAP content that can meet the multifaceted performance requirements of road pavements.
The above findings are based on RAP materials from a Florida source and epoxy asphalt supplied by a U.S. company. If the sources of these materials change (e.g., RAP materials from a region that does not use polymer-modified binders in asphalt pavements or epoxy asphalt supplied from another country that has a different formula), some of the findings may vary. A larger-scale experiment design is recommended for future studies to include more factor variations that have not been considered in this study due to budget and time constraints.
Author Contributions
A.E. (Ahmed Elnihum): conceptualization, methodology, investigation, data curation, writing—original draft. Q.L.: conceptualization, methodology, writing—review and editing, supervision, project administration, funding acquisition. M.A. (Mohammad Alharthai): methodology, investigation. M.A. (Mohammed Alamri): methodology, investigation. C.C.: investigation, data curation. A.E. (Asad Elmagarhe): methodology, investigation. All authors have read and agreed to the published version of the manuscript.
Funding
This research was partially funded by the U.S. Department of Transportation, University Transportation Centers Program through the Center for Transportation, Environment, and Community Health (CTECH) (grant number 69A3551747119).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the corresponding author on request.
Acknowledgments
The contents of this paper reflect the views of the authors, who are responsible for the facts and the accuracy of the information presented herein. This document is disseminated in the interest of information exchange. The U.S. Government assumes no liability for the contents or the use thereof.
Conflicts of Interest
The author, Can Chen, is a former employee of ChemCo Systems, the company that supplied the epoxy asphalt materials used in this study.
References
- FHWA. Highway Statistics 2020. Policy and Governmental Affairs, Office of Highway Policy Information. Available online: https://www.fhwa.dot.gov/policyinformation/statistics/2020/ (accessed on 16 June 2023).
- Williams, B.A.; Willis, J.R.; Shacat, J. Asphalt Pavement Industry Survey on Recycled Materials and Warm-Mix Asphalt Usage: 2021, 12th ed.; Information Series 138; National Asphalt Pavement Association: Greenbelt, MD, USA, 2022. [Google Scholar]
- Elkashef, M.; Williams, R.C. Improving fatigue and low temperature performance of 100% RAP mixtures using a soybean-derived rejuvenator. Constr. Build. Mater. 2017, 151, 345–352. [Google Scholar] [CrossRef]
- Eltwati, A.; Al-Saffar, Z.; Mohamed, A.; Hainin, M.R.; Elnihum, A.; Enieb, M. Synergistic effect of SBS copolymers and aromatic oil on the characteristics of asphalt binders and mixtures containing reclaimed asphalt pavement. Constr. Build. Mater. 2022, 327, 127026. [Google Scholar] [CrossRef]
- Tarsi, G.; Tataranni, P.; Sangiorgi, C. The challenges of using reclaimed asphalt pavement for new asphalt mixtures: A review. Materials 2020, 13, 4052. [Google Scholar] [CrossRef] [PubMed]
- Mujtaba, H.; Khalid, U.; Rehman, Z.U.; Farooq, K. Recycling of reclaimed subbase materials in flexible pavement design. Road Mater. Pavement Des. 2022, 23, 2713–2732. [Google Scholar] [CrossRef]
- Al-Qadi, I.L.; Elseifi, M.; Carpenter, S.H. Reclaimed Asphalt Pavement—A Literature Review. University of Illinois at Urbana-Champaign, Report No. FHWA-ICT-07-001. 2007. Available online: https://www.ideals.illinois.edu/items/46016 (accessed on 1 April 2023).
- Zhou, F.; Hu, S.; Das, G.; Scullion, T. High RAP Mixes Design Methodology with Balanced Performance; FHWA/TX-11/0-6092-2; Texas Transportation Institute, the Texas A&M University System: College Station, TX, USA, 2011; Available online: https://static.tti.tamu.edu/tti.tamu.edu/documents/0-6092-2.pdf (accessed on 20 March 2023).
- Hu, Y.; Si, W.; Kang, X.; Xue, Y.; Wang, H.; Parry, T.; Airey, G.D. State of the art: Multiscale evaluation of bitumen ageing behaviour. Fuel 2022, 326, 125045. [Google Scholar] [CrossRef]
- Lu, Q.; Bors, J. Alternate uses of epoxy asphalt on bridge decks and roadways. Constr. Build. Mater. 2015, 78, 18–25. [Google Scholar] [CrossRef]
- Alamri, M.; Lu, Q.; Elmagarhe, A.; Elnihum, A. The Effect of Incorporating 100% of Undiluted and Diluted Reclaimed Epoxy Asphalt Materials into Pervious Cement Mixes. Coatings 2023, 13, 1178. [Google Scholar] [CrossRef]
- McDaniel, R.; Michael, R.A. Recommended Use of Reclaimed Asphalt Pavement in the Superpave Mix Design Method: Technician’s Manual; NCHRP REPORT 452; National Cooperative Highway Research Program: Washington, DC, USA, 2001; Available online: http://www.national-academies.org/trb/bookstore (accessed on 1 April 2023).
- Silva, H.M.R.D.; Oliveira, J.R.M.; Jesus, C.M.G. Are totally recycled hot mix asphalts a sustainable alternative for road paving? Resour. Conserv. Recycl. 2012, 60, 38–48. [Google Scholar] [CrossRef]
- Porot, L.; Broere, D.; Wistuba, M.; Grönniger, J. Asphalt and binder evaluation of asphalt mix with 70% reclaimed asphalt. Road Mater. Pavement Des. 2017, 18, 66–75. [Google Scholar] [CrossRef]
- Sabouri, M. Evaluation of performance-based mix design for asphalt mixtures containing reclaimed asphalt pavement (RAP). Constr. Build. Mater. 2020, 235, 117545. [Google Scholar] [CrossRef]
- Yi, X.; Chen, H.; Wang, H.; Shi, C.; Yang, J. The feasibility of using epoxy asphalt to recycle a mixture containing 100% reclaimed asphalt pavement (RAP). Constr. Build. Mater. 2022, 319, 126122. [Google Scholar] [CrossRef]
- Alamri, M.; Lu, Q.; Xin, C. Preliminary evaluation of hot mix asphalt containing reclaimed epoxy asphalt materials. Sustainability 2020, 12, 3531. [Google Scholar] [CrossRef]
- ASTM D445-21; Standard Test Method for Kinematic Viscosity of Transparent and Opaque Liquids (and Calculation of Dynamic Viscosity). ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM D1652-11(2019); Standard Test Method for Epoxy Content of Epoxy Resins. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM D1744-13; Standard Test Method for Determination of Water in Liquid Petroleum Products by Karl Fischer Reagent. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM D92-18; Standard Test Method for Flash and Fire Points by Cleveland Open Cup Tester. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM D1475-13(2020); Standard Test Method for Density of Liquid Coatings, Inks, and Related Products. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM D4402-06; Standard Test Method for Viscosity Determination of Asphalt at Elevated Temperatures Using a Rotational Viscometer. ASTM International: West Conshohocken, PA, USA, 2012.
- ASTM D664-18; Standard Test Method for Acid Number of Petroleum Products by Potentiometric Titration. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM D5-06e1; Standard Test Method for Penetration of Bituminous Materials. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM D36-06; Standard Test Method for Softening Point of Bitumen (Ring-and-Ball Apparatus). ASTM International: West Conshohocken, PA, USA, 2010.
- ASTM D2872-19; Standard Test Method for Effect of Heat and Air on a Moving Film of Asphalt Binder (Rolling Thin-Film Oven Test). ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM D6373-21a; Standard Specification for Performance-Graded Asphalt Binder. ASTM International: West Conshohocken, PA, USA, 2021.
- Elmagarhe, A.; Lu, Q.; Alharthai, M.; Alamri, M.; Elnihum, A. Performance of Porous Asphalt Mixtures Containing Recycled Concrete Aggregate and Fly Ash. Materials 2022, 15, 6363. [Google Scholar] [CrossRef] [PubMed]
- ASTM C131-06; Standard Test Method for Resistance to Degradation of Small-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles Machine. ASTM International: West Conshohocken, PA, USA, 2010.
- ASTM C127-15; Standard Test Method for Relative Density (Specific Gravity) and Absorption of Coarse Aggregate. ASTM International: West Conshohocken, PA, USA, 2015.
- AASHTO T 245; Standard Method of Test for Resistance to Plastic Flow of Asphalt Mixtures Using Marshall Apparatus. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2015.
- AASHTO R 83; Standard Practice for Preparation of Cylindrical Performance Test Specimens Using the Superpave Gyratory Compactor (SGC). American Association of State Highway and Transportation Officials: Washington, DC, USA, 2017.
- Linden, R.N.; Mahoney, J.P.; Jackson, N.C. Effect of compaction on asphalt concrete performance. Transp. Res. Rec. 1989, 1217, 20–28. [Google Scholar]
- Cui, L.; Ling, T.; Zhang, Z.; Xin, J.; Li, R. Development of asphalt mixture density estimation model applicable to wide air void content range using ground penetrating radar. Constr. Build. Mater. 2021, 293, 123521. [Google Scholar] [CrossRef]
- AASHTO T 275; Standard Method of Test for Bulk Specific Gravity (Gmb) of Compacted Asphalt Mixtures Using Paraffin Coated Specimens. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2005.
- AASHTO T 209; Standard Method of Test for Theoretical Maximum Specific Gravity (Gmm) and Density of Asphalt Mixtures. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2005.
- ASTM D6931-17; Standard Test Method for Indirect Tensile (IDT) Strength of Bituminous Mixtures. ASTM International: West Conshohocken, PA, USA, 2017.
- Qian, Z.; Chen, L.; Jiang, C.; Luo, S. Performance evaluation of a lightweight epoxy asphalt mixture for bascule bridge pavements. Constr. Build. Mater. 2011, 25, 3117–3122. [Google Scholar] [CrossRef]
- AASHTO T 283; Resistance of Compacted Asphalt Mixtures to Moisture-Induced Damage. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2014.
- Mohammad, L.N.; Kim, M.; Elseifi, M. Characterization of asphalt mixture’s fracture resistance using the semi-circular bending (SCB) test. In 7th RILEM International Conference on Cracking in Pavements; RILEM Book Series; Springer: Dordrecht, The Netherlands, 2012; Volume 4, pp. 1–10. [Google Scholar] [CrossRef]
- AASHTO TP 124; Standard Method of Test for Determining the Fracture Potential of Asphalt Mixtures Using the Illinois Flexibility Index Test (I-FIT). American Association of State Highway and Transportation Officials: Washington, DC, USA, 2016.
- Molenaar, A.A.A.; Scarpas, A.; Liu, X.; Erkens, S.M.J.G. Semi-circular bending test; simple but useful? Asphalt Paving Technology: Association of Asphalt Paving Technologists. In Proceedings of the Technical Sessions, Lexington, KY, USA, 11–15 October 2003; Volume 71, pp. 794–815. [Google Scholar]
- Kaseer, F.; Yin, F.; Arámbula-Mercado, E.; Martin, A.E.; Daniel, J.S.; Salari, S. Development of an index to evaluate the cracking potential of asphalt mixtures using the semi-circular bending test. Constr. Build. Mater. 2018, 167, 286–298. [Google Scholar] [CrossRef]
- Fan, Y.; Chen, H.; Yi, X.; Xu, G.; Cai, X.; Zhou, Y.; Huang, S.; Wu, Y.; Wang, H.; Yang, J. Cracking resistance evaluation of epoxy asphalt mixtures with 100% reclaimed asphalt pavement (RAP). Constr. Build. Mater. 2023, 395, 132320. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).