
Advances in Superplasticity from a Laboratory Curiosity to the Development of a Superplastic Forming Industry
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. The Flow Process in Superplasticity
3. The Extension of Superplastic Flow to Submicrometer Grain Sizes
4. The Potential for Achieving Superplasticity at Rapid Strain Rates
5. The Development of Superplasticity using other SPD processing Procedures
6. The Development of the Superplastic Forming Industry
7. Summary and Conclusions
- 1.
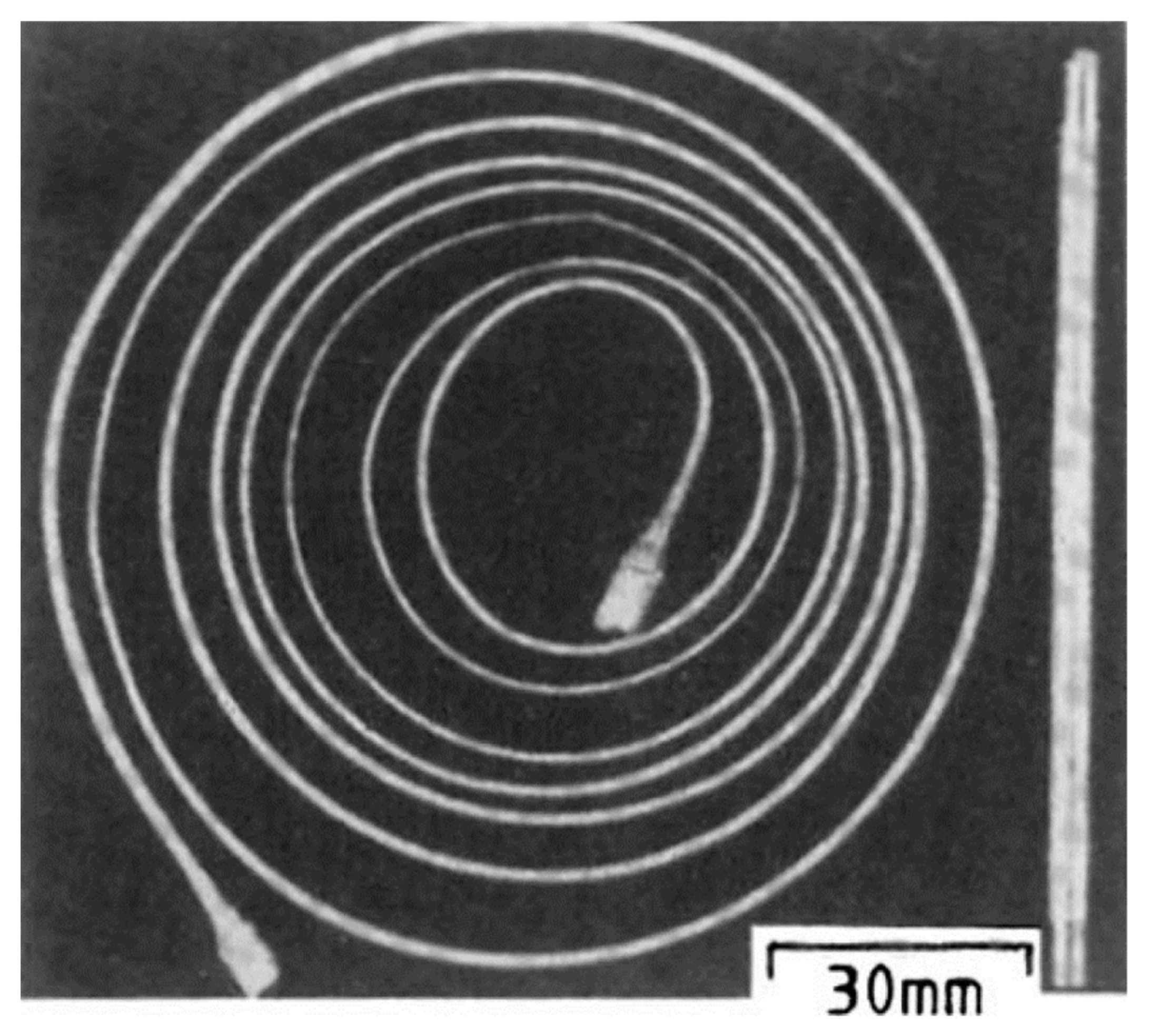
- Superplastic flow, in the form of an elongation of >1900%, was first reported in England in experiments conducted in 1934 but the result attracted little attention within the scientific community;
- 2.
- Later, following extensive superplastic research in the Soviet Union, research developed in western countries and this gradually built up an understanding of the flow process and the potential for optimizing the superplastic elongations;
- 3.
- Today, the superplastic forming industry plays a major role in the fabrication of complex parts for use in aerospace, automotive and many other applications, with the result that many tons of sheet metals are effectively processed every year.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Langdon, T.G. An analysis of flow mechanisms in high temperature creep and superplasticity. Mater. Trans. 2005, 46, 1951–1956. [Google Scholar] [CrossRef] [Green Version]
- Langdon, T.G. Identifying creep mechanisms in plastic flow. Z. Metallk. 2005, 96, 522–531. [Google Scholar] [CrossRef]
- Langdon, T.G. Grain boundary sliding revisited: Developments in sliding over four decades. J. Mater. Sci. 2006, 41, 597–609. [Google Scholar] [CrossRef]
- Bengough, G.D. A study of the properties of alloys at high temperatures. J. Inst. Metals 1912, 7, 123–178. [Google Scholar]
- Jenkins, C.H.M. Strength of Cd-Zn and Sn-Pb alloy solder. J. Inst. Metals 1928, 40, 21–32. [Google Scholar]
- Pearson, C.E. The viscous properties of extruded eutectic alloys of lead-tin and bismuth-tin. J. Inst. Metals 1934, 54, 111–124. [Google Scholar]
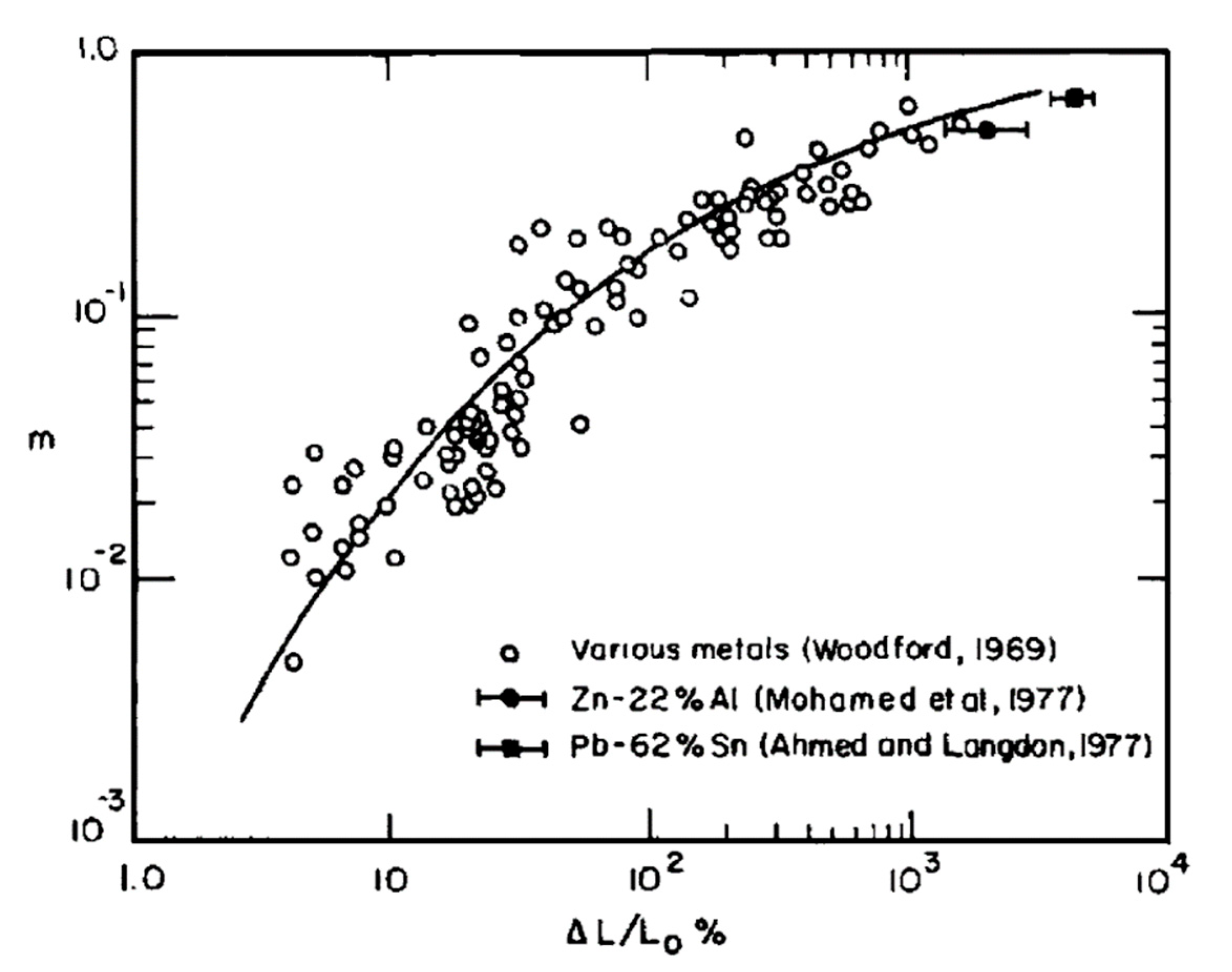
- Woodford, D.A. Strain-rate sensitivity as a measure of ductility. Trans. ASM 1969, 62, 291–293. [Google Scholar]
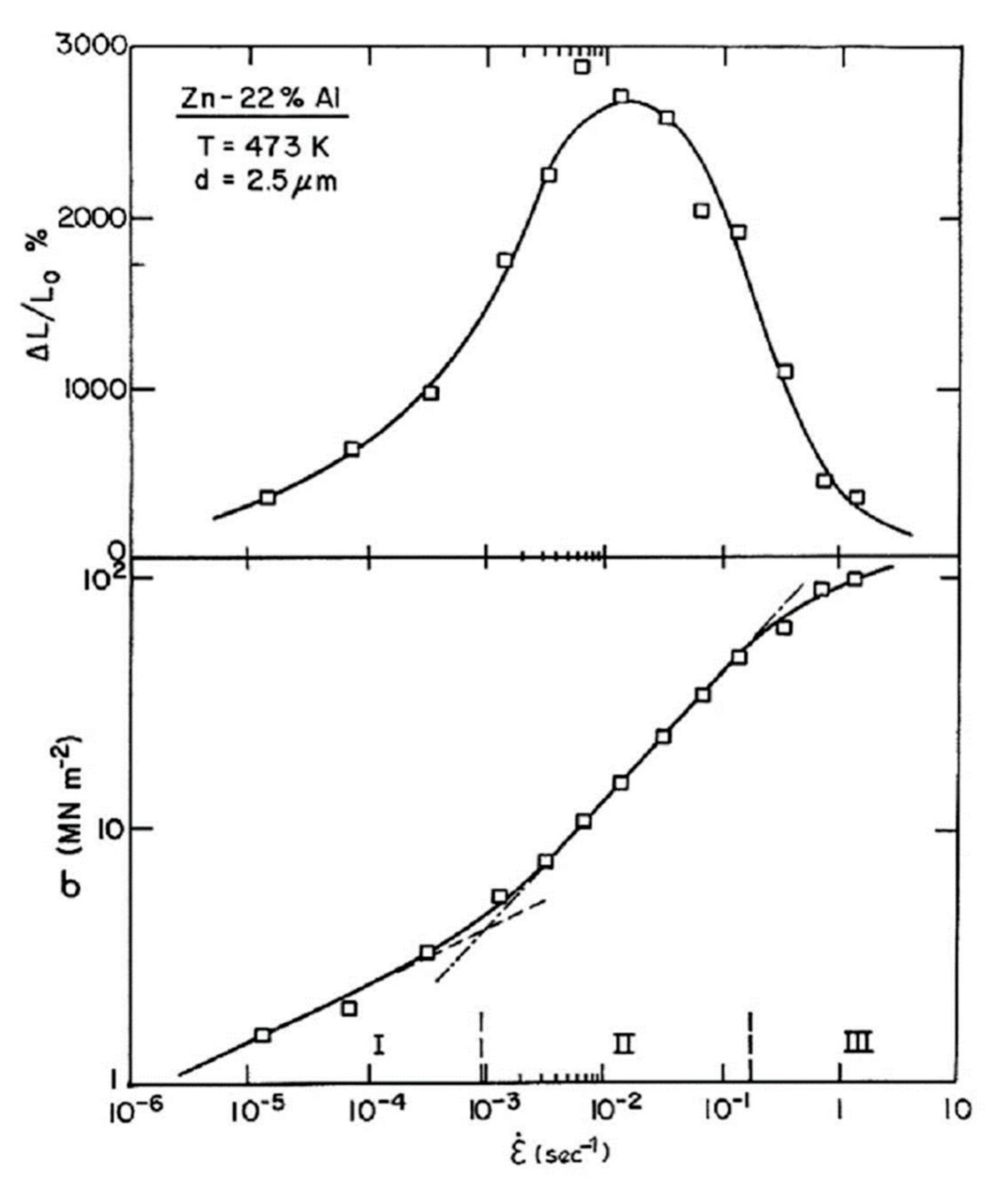
- Mohamed, F.A.; Ahmed, M.M.I.; Langdon, T.G. Factors influencing ductility in the superplastic Zn-22 pct Al eutectoid. Metall. Trans. A 1977, 8A, 933–938. [Google Scholar] [CrossRef]
- Ahmed, M.M.I.; Langdon, T.G. Exceptional ductility in the superplastic Pb-62 pct Sn eutectic. Metall. Trans. A 1977, 8A, 1832–1833. [Google Scholar] [CrossRef]
- Nabarro, F.R.N. Deformation of Crystals by the Motion of Single Ions; Report of a Conference on Strength of Solids; The Physical Society: London, UK, 1984; pp. 75–90. [Google Scholar]
- Herring, C. Diffusional viscosity of a polycrystalline solid. J. Appl. Phys. 1950, 21, 437–445. [Google Scholar] [CrossRef]
- Coble, R.L. A model for boundary diffusion controlled creep in polycrystalline materials. J. Appl. Phys. 1963, 34, 1679–1682. [Google Scholar] [CrossRef]
- Weertman, J. Creep of indium, lead and some of their alloys with various metals. Trans AIME 1960, 218, 207–218. [Google Scholar]
- Weertman, J. Steady-state creep through dislocation climb. J. Appl. Phys. 1957, 28, 362–364. [Google Scholar] [CrossRef]
- Bird, J.E.; Mukherjee, A.K.; Dorn, J.E. Correlations between High-Temperature Creep Behavior and Structure. Quantitative Relation Between Properties and Microstructure; Brandon, D.G., Rosen, A., Eds.; Israel Universities Press: Jerusalem, Israel, 1969; pp. 255–342. [Google Scholar]
- Cottrell, A.H. Report of a Conference on Strength of Solids; The Physical Society: London, UK, 1948; pp. 30–38. [Google Scholar]
- Weertman, J. Steady-state creep of crystals. J. Appl. Phys. 1957, 28, 1185–1189. [Google Scholar] [CrossRef]
- Langdon, T.G. Superplasticity: An Historical Perspective, Superplasticity in Advanced Materials; Hori, S., Tokizane, M., Furushiro, N., Eds.; The Japan Society for Research on Superplasticity: Osaka, Japan, 1991; pp. 3–12. [Google Scholar]
- Underwood, E.E. A review of superplasticity and related phenomena. JOM 1962, 14, 914–919. [Google Scholar] [CrossRef]
- Backofen, W.A.; Turner, L.R.; Avery, D.H. Superplasticity in an Al-Zn alloy. Trans. ASM 1964, 57, 980–990. [Google Scholar]
- Langdon, T.G. The mechanical properties of superplastic materials. Metall. Trans. A 1982, 13A, 689–701. [Google Scholar] [CrossRef]
- Ishikawa, H.; Mohamed, F.A.; Langdon, T.G. The influence of strain rate on ductility in the superplastic Zn-22% Al eutectoid. Phil. Mag. 1975, 32, 1269–1271. [Google Scholar] [CrossRef]
- Langdon, T.G. An evaluation of the strain contributed by grain boundary sliding in superplasticity. Mater Sci. Eng. A 1994, A174, 225–230. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. An investigation of the role of intragranular dislocation strain in the superplastic Pb-62% Sn eutectic alloy. Acta Metall. Mater. 1993, 41, 949–954. [Google Scholar] [CrossRef]
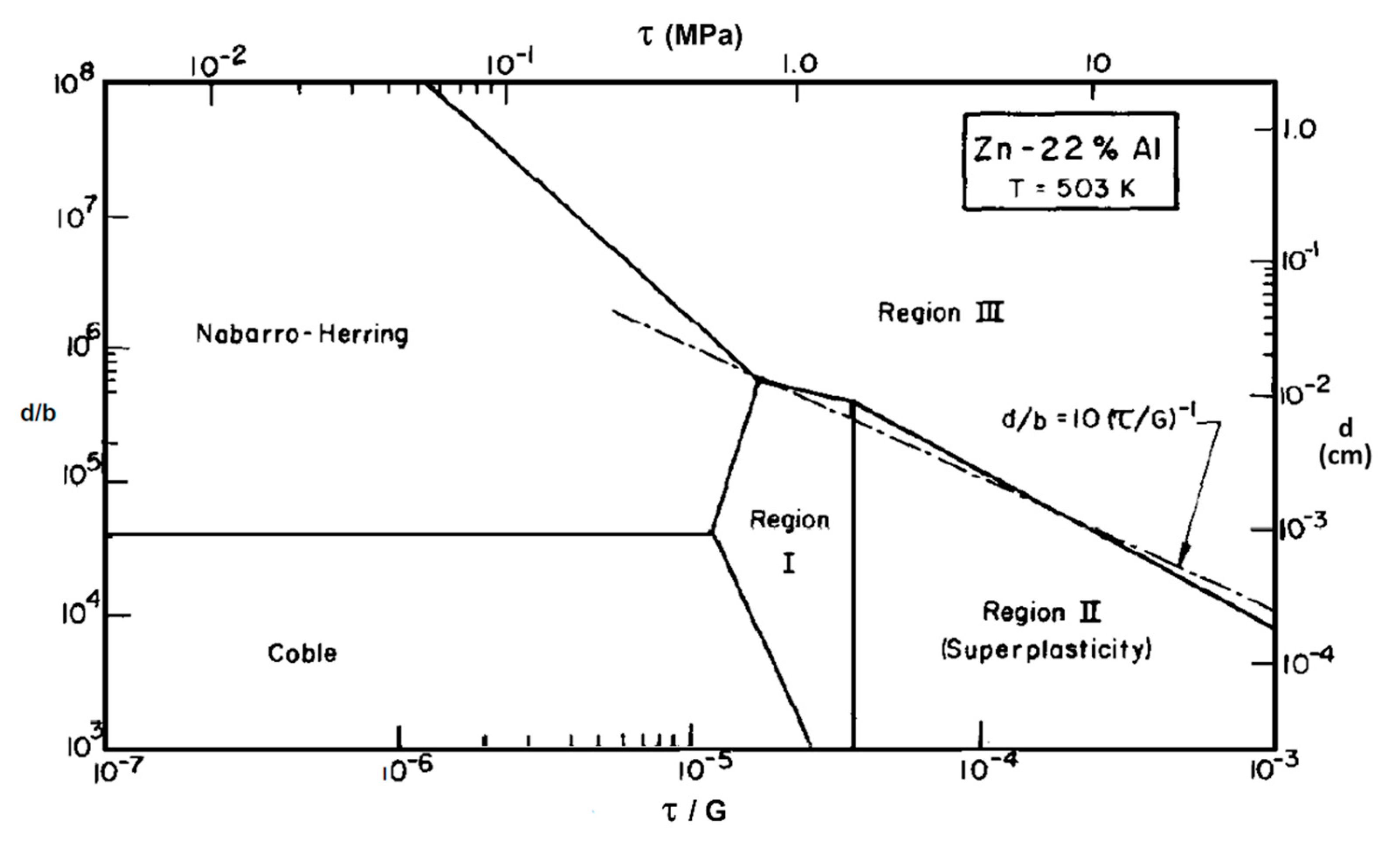
- Mohamed, F.A.; Langdon, T.G. Deformation mechanism maps for superplastic materials. Scripta Metall. 1976, 10, 759–762. [Google Scholar] [CrossRef]
- Cannon, W.R.; Langdon, T.G. Review: Creep of ceramics, Part 2, An examination of flow mechanisms. J. Mater. Sci. 1988, 23, 1–20. [Google Scholar] [CrossRef]
- Langdon, T.G. A unified approach to grain boundary sliding in creep and superplasticity. Acta Metall. Mater. 1994, 42, 2437–2443. [Google Scholar] [CrossRef]
- Taleff, E.M.; Leseur, D.R.; Wadsworth, J. Enhanced ductility in coarse-grained Al-Mg alloys. Metall. Mater. Trans. A 1996, 27A, 343–352. [Google Scholar] [CrossRef]
- Langdon, T.G. Seventy-five years of superplasticity: Historic developments and new opportunities. J. Mater. Sci. 2009, 44, 5998–6010. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Kaibyshev, O.A.; Kuznetsov, R.I.; Musalimov, R.S.; Tsenev, N.K. Low-temperature superplasticity of metallic materials. Dokl. Akad. Nauk SSSR 1998, 301, 864–866. [Google Scholar]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
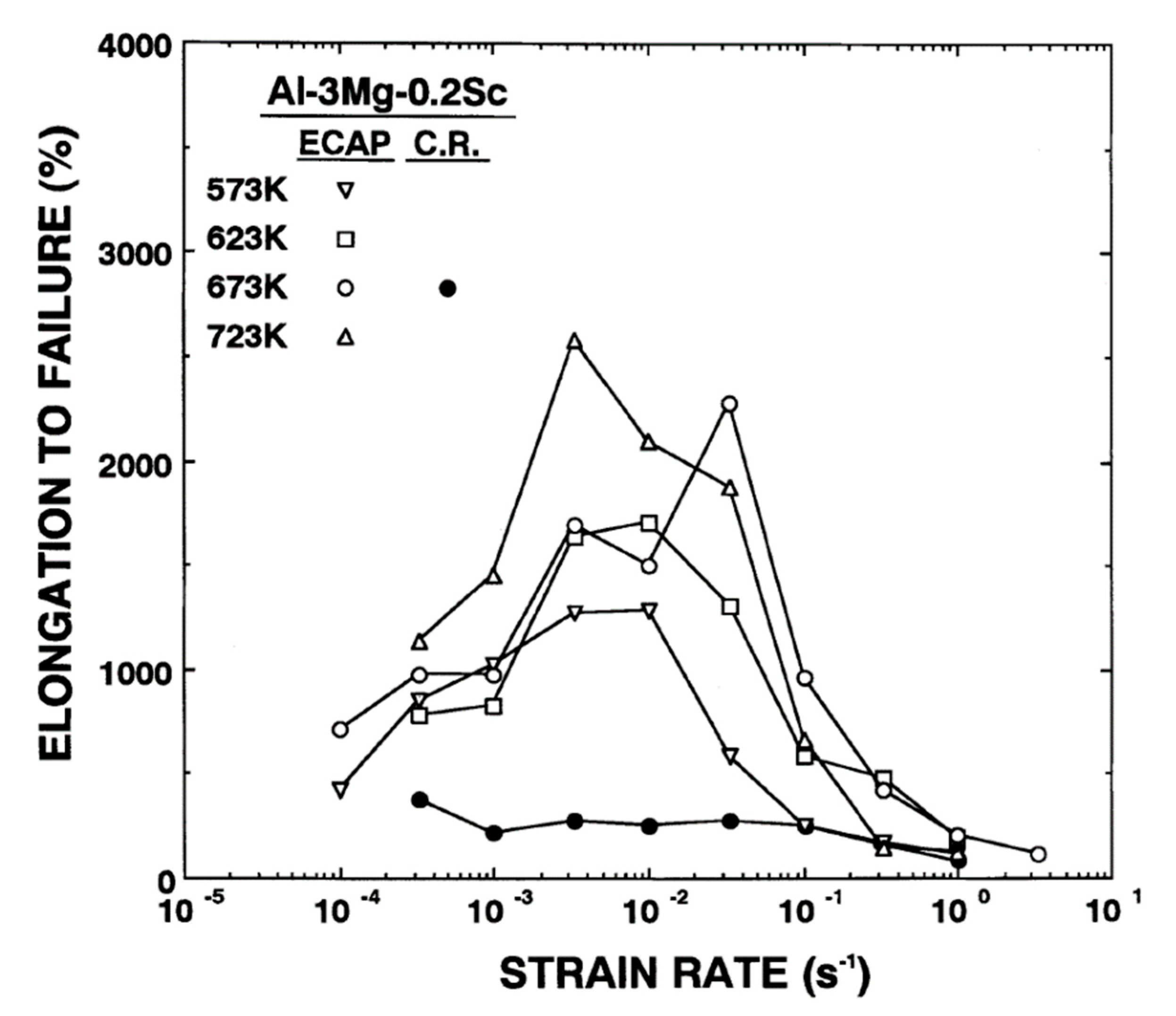
- Komura, S.; Horita, Z.; Furukawa, M.; Nemoto, M.; Langdon, T.G. An evaluation of the flow behavior during high strain rate superplasticity in an Al-Mg-Sc alloy. Metall. Mater. Trans. A 2001, 32A, 707–716. [Google Scholar]
- Higashi, K.; Mabuchi, M.; Langdon, T.G. High-strain-rate superplasticity in metalliv materials and the potential for ceramic materials. ISIJ Intl. 1996, 36, 1423–1438. [Google Scholar] [CrossRef]
- Xu, C.; Furukawa, M.; Horita, Z.; Langdon, T.G. Achieving a superplastic forming capability through severe plastic deformation. Adv. Eng. Mater. 2003, 5, 359–364. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Salimonenko, D.A.; Tsenev, N.K.; Berbon, P.B.; Langdon, T.G. Observations of high strain rate superplasticity in commercial aluminum alloys with ultrafine grain sizes. Scripta Mater. 1997, 37, 1945–1950. [Google Scholar] [CrossRef]
- Langdon, T.G. Fracture processes in superplastic flow. Metal Sci. 1982, 16, 175–183. [Google Scholar] [CrossRef]
- Horita, Z.; Furukawa, M.; Nemoto, M.; Barnes, A.J.; Langdon, T.G. Superplastic forming at high strain rates after severe plastic deformation. Acta Mater. 2000, 48, 3633–3640. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Kim, B.K.; Nurislamova, G.V.; Baró, M.D.; Szpunar, J.A.; Langdon, T.G. Orientation imaging microscopy of ultrafine-grained nickel. Scripta Mater. 2002, 46, 575–580. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Nurislamova, G.V.; Kim, B.K.; Baró, M.D.; Szpunar, J.A.; Langdon, T.G. Experimental parameters influencing grain refinement and microstructural evolution during high-pressure torsion. Acta Mater. 2003, 51, 753–765. [Google Scholar] [CrossRef]
- Wongsa-Ngam, J.; Kawasaki, M.; Langdon, T.G. A comparison of microstructures and mechanical properties in a Cu-Zr alloy processed using different SPD techniques. J. Mater. Sci. 2013, 48, 4653–4660. [Google Scholar] [CrossRef]
- Kawasaki, M.; Langdon, T.G. Review: Achieving superplasticity in metals processed by high-pressure torsion. J. Mater. Sci. 2014, 49, 6487–6496. [Google Scholar] [CrossRef]
- Pereira, P.H.R.; Huang, Y.; Kawasaki, M.; Langdon, T.G. An examination of the superplastic characteristics of Al-Mg-Sc alloys after processing. J. Mater. Res. 2017, 32, 4541–4553. [Google Scholar] [CrossRef] [Green Version]
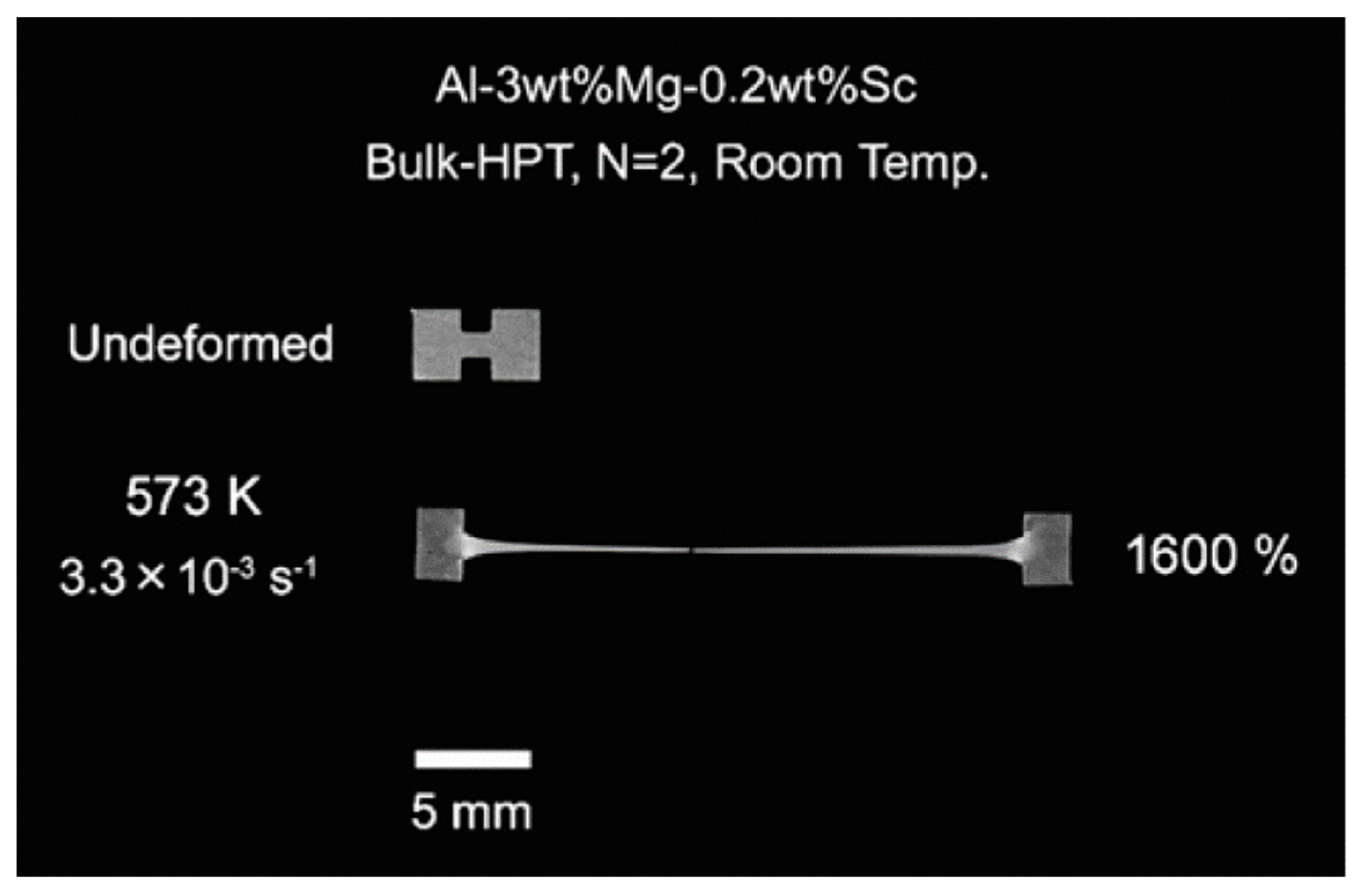
- Horita, Z.; Langdon, T.G. Achieving exceptional superplasticity in a bulk aluminum alloy processed by high-pressure torsion. Scripta Mater. 2008, 58, 1029–1032. [Google Scholar] [CrossRef]
- Wang, J.T.; Li, Z.; Wang, J.; Langdon, T.G. Principles of severe plastic deformation using tube high -pressure shearing. Scripta Mater. 2012, 67, 810–813. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, P.F.; Yuan, H.; Lin, K.; Liu, Y.; Lin, D.L.; Wang, J.T.; Langdon, T.G. Principle of one-step synthesis for multilayered structures using tube high-pressure shearing. Mater. Sci. Eng. A 2016, 658, 367–375. [Google Scholar] [CrossRef]
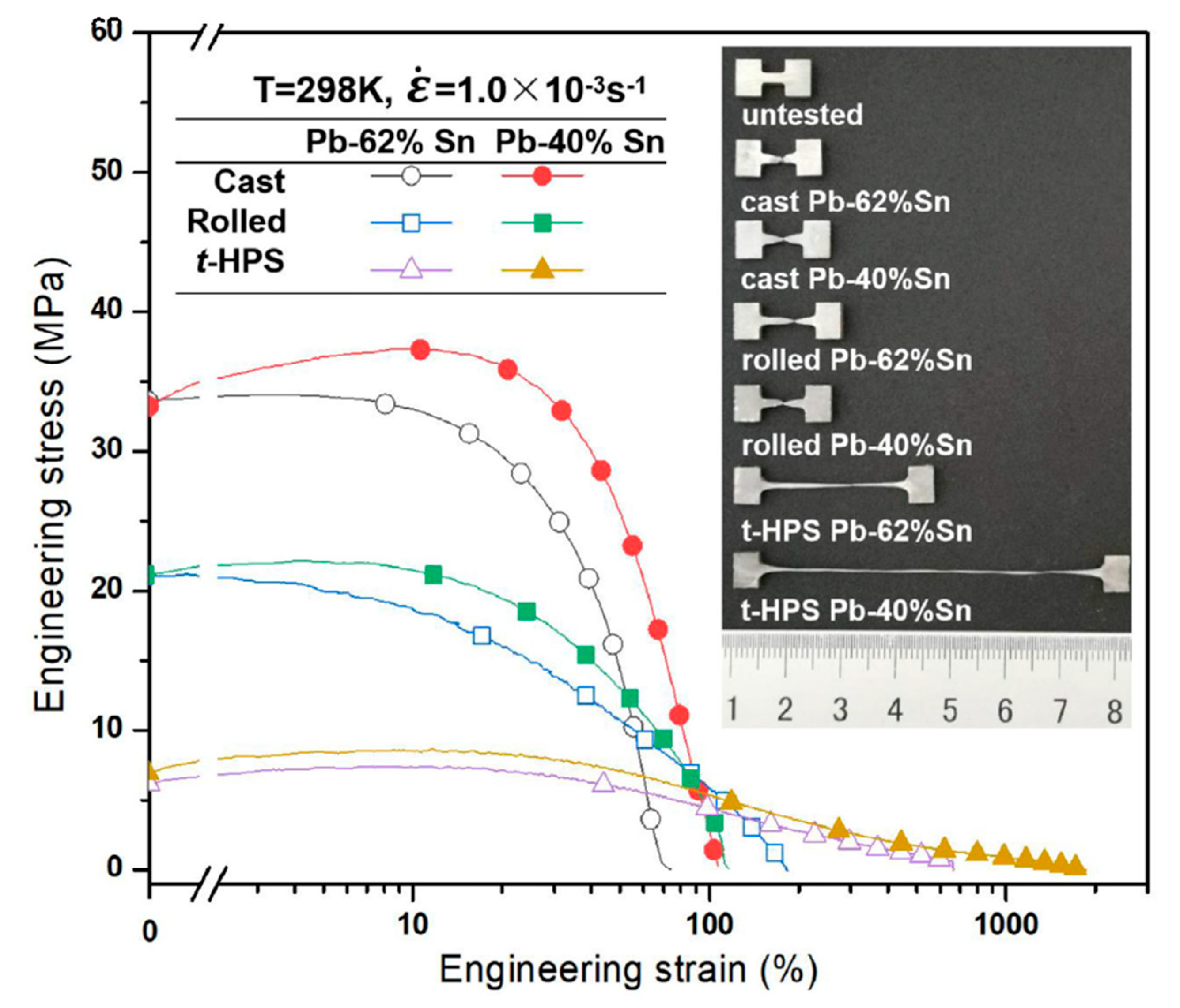
- Lin, K.; Li, Z.; Liu, Y.; Ma, E.; Wang, J.T.; Langdon, T.G. Exploiting tube high-pressure shearing to prepare a microstructure in Pb-Sn alloys for unprecedented superplasticity. Scripta Mater. 2022, 209, 114390. [Google Scholar] [CrossRef]
- Matsubara, K.; Miyahara, Y.; Makii, K.; Horita, Z.; Langdon, T.G. Using extrusion and ECAP processing to achieve low temperature and high strain rate superplasticity. Mater. Sci. Forum 2003, 419–422, 497–502. [Google Scholar] [CrossRef]
- Lin, H.K.; Huang, J.C.; Langdon, T.G. Relationship between texture and low temperature superplasticity in an extruded AZ31 Mg alloy processed by ECAP. Mater. Sci. Eng. A 2005, 402, 250–257. [Google Scholar] [CrossRef]
- Chinh, N.Q.; Murashkin, M.Y.; Bobruk, E.V.; Lábár, J.L.; Gubicza, J.; Kovács, Z.; Ahmed, A.Q.; Maier-Kiener, V.; Valiev, R.Z. Ultralow-temperature superplasticity and its novel mechanism in ultrafine-grained Al alloys. Mater. Res. Lett. 2021, 9, 475–482. [Google Scholar]
- Barnes, A.J. Superplastic forming 40 years and still growing. J. Mater. Eng. Perform. 2007, 16, 440–454. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Mikhaylovskaya, A.V.; Kotov, A.D.; Kwame, J.S. Experimental, modelling and simulation of an approach for optimizing the superplastic forming of Ti-6%Al-4%V titanium alloy. J. Manufact. Proc. 2019, 45, 262–272. [Google Scholar] [CrossRef]
- Yasmeen, T.; Shao, Z.; Zhao, L.; Gao, P.; Lin, J.; Jiang, J. Constitutive modelling for the simulation of the superplastic forming of TA15 titanium alloy. Intl. J. Mech. Sci. 2019, 164, 105178. [Google Scholar] [CrossRef]
- Yasmeen, T.; Zhao, B.; Zheng, J.H.; Tian, F.; Lin, J.; Jiang, J. The study of flow behavior and governing mechanisms of a titanium alloy during superplastic forming. Mater. Sci. Eng. A 2020, 788, 139482. [Google Scholar] [CrossRef]
- Du, Z.; Zhang, K. The superplastic forming/diffusion bonding and mechanical property of TA15 alloy for four-layer hollow structure with squad grid. Intl. J. Mater. Form. 2021, 14, 1057–1066. [Google Scholar] [CrossRef]
- Krajewski, P.E.; Schroth, J.G. Overview of quick plastic forming technology. Mater. Sci. Forum 2007, 551–552, 3–12. [Google Scholar] [CrossRef]
- Langdon, T.G. The background to superplastic forming and opportunities arising from new developments. Solid State Phenom. 2020, 306, 1–8. [Google Scholar] [CrossRef]


Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wongsa-Ngam, J.; Langdon, T.G. Advances in Superplasticity from a Laboratory Curiosity to the Development of a Superplastic Forming Industry. Metals 2022, 12, 1921. https://doi.org/10.3390/met12111921
Wongsa-Ngam J, Langdon TG. Advances in Superplasticity from a Laboratory Curiosity to the Development of a Superplastic Forming Industry. Metals. 2022; 12(11):1921. https://doi.org/10.3390/met12111921
Chicago/Turabian StyleWongsa-Ngam, Jittraporn, and Terence G. Langdon. 2022. "Advances in Superplasticity from a Laboratory Curiosity to the Development of a Superplastic Forming Industry" Metals 12, no. 11: 1921. https://doi.org/10.3390/met12111921