Assessment and Optimization of a Clean and Healthier Fusion Welding Procedure for Rebar in Building Structures

 ,
,
Abstract
:1. Introduction
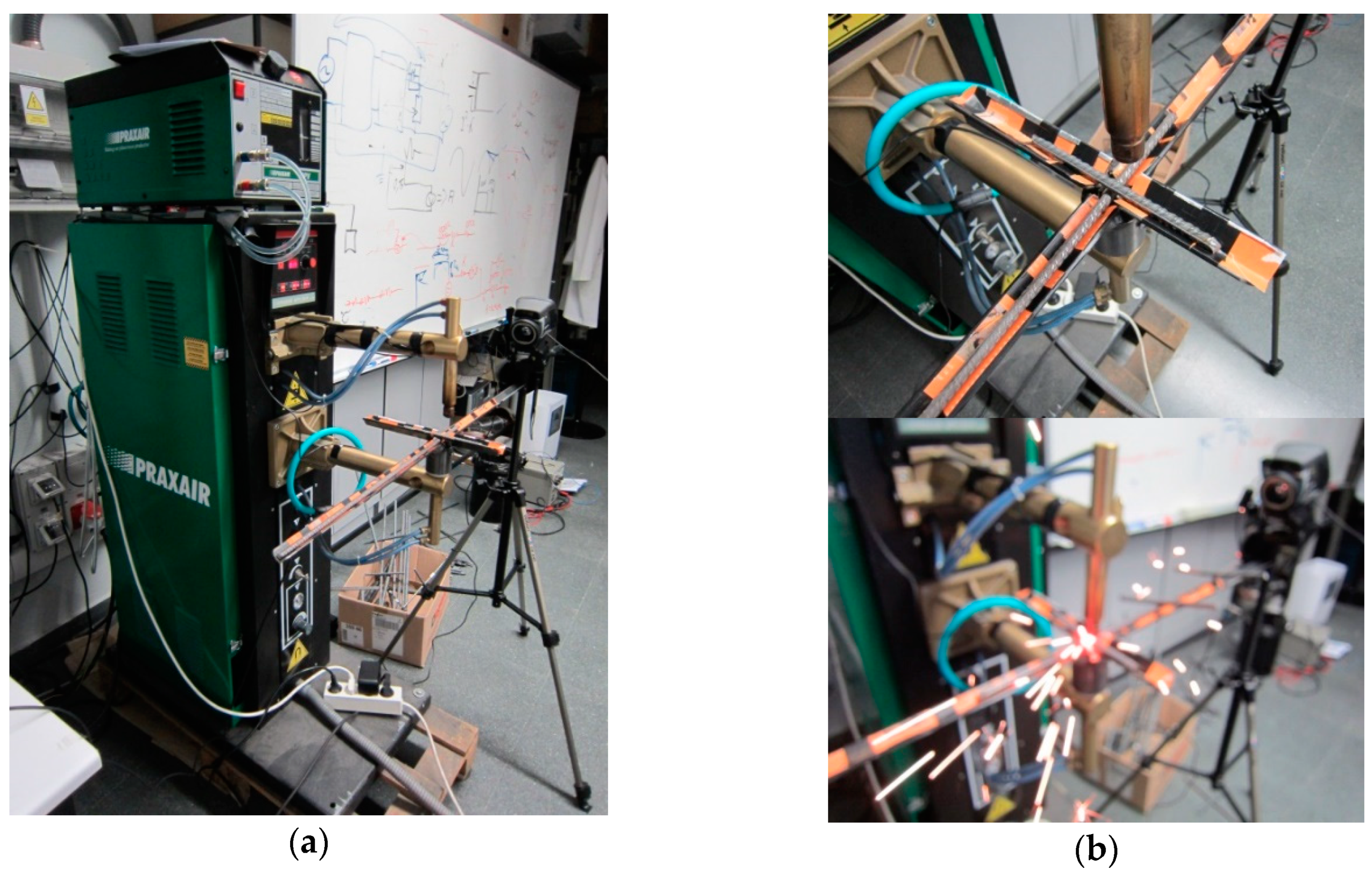
2. Materials and Methods
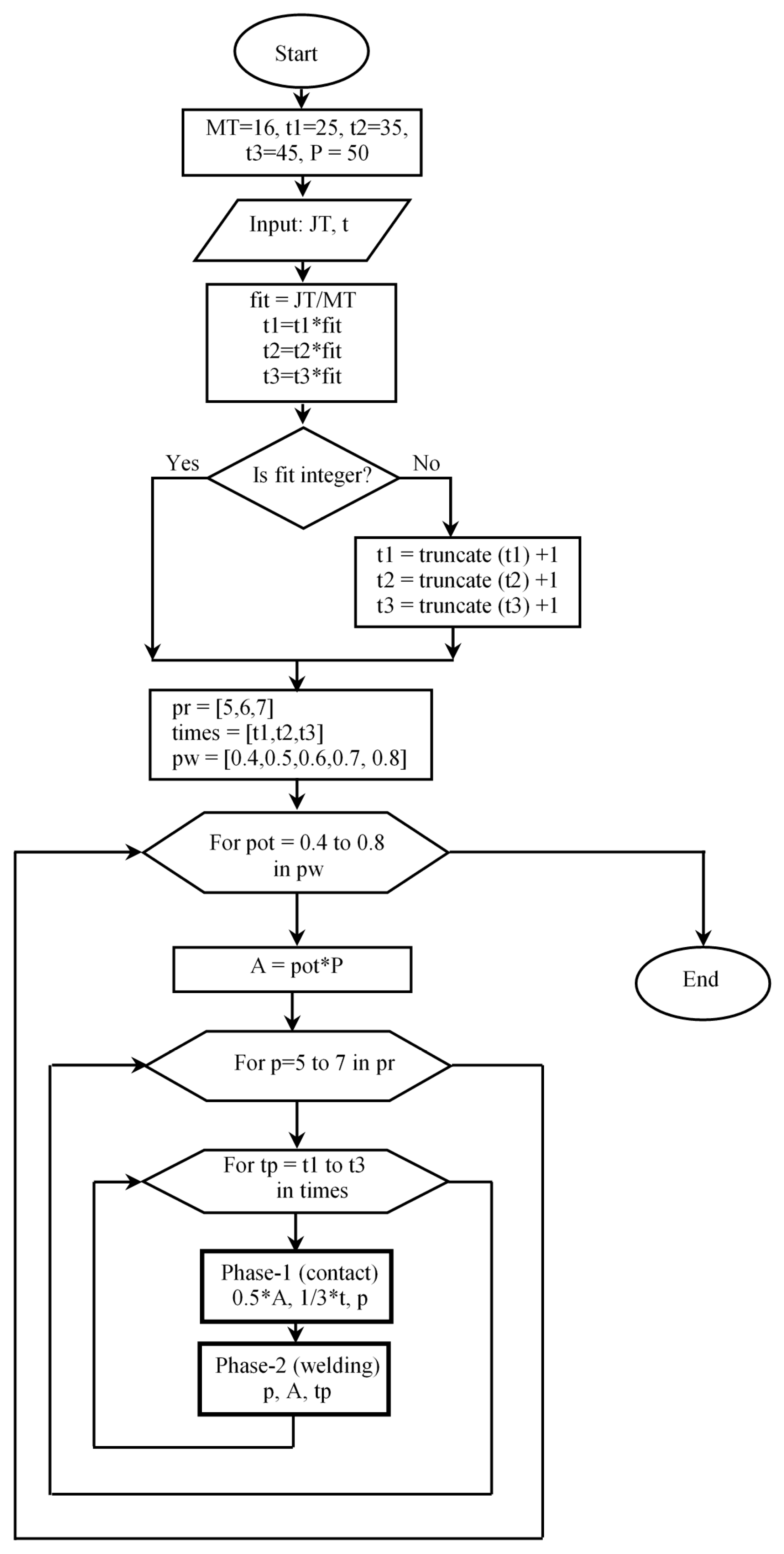
- Preparation and preheating of the contact area: with 50% of the power and 1/3 of the time planned for the welding cycle. Thus, the area to be welded was clean and prepared. Phase-1 (contact).
- Welding phase parameters with constant pressure: test intensity (A), time (t), and corresponding pressure (P). Phase-2 (Welding).
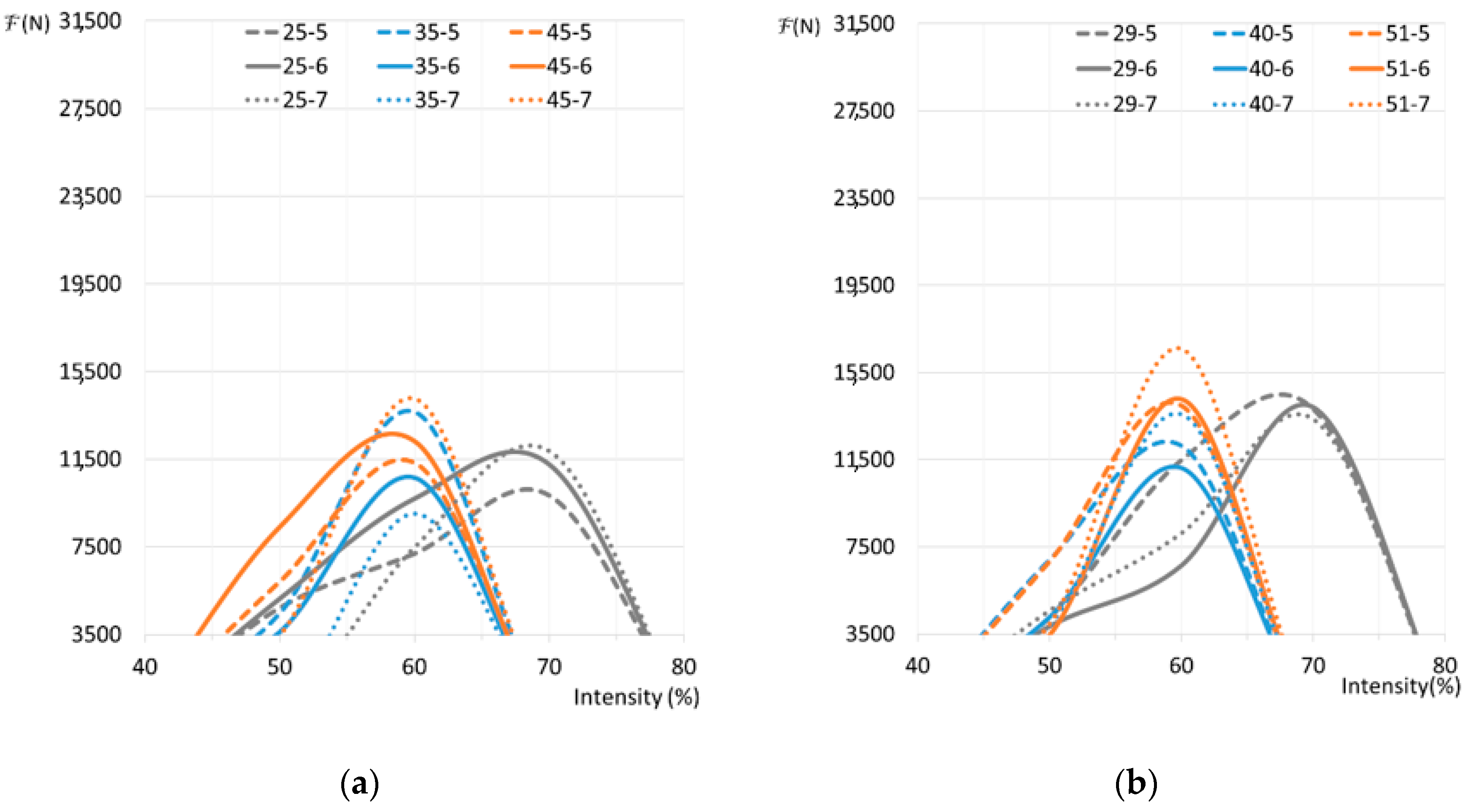
3. Results
4. Discussion
5. Conclusions
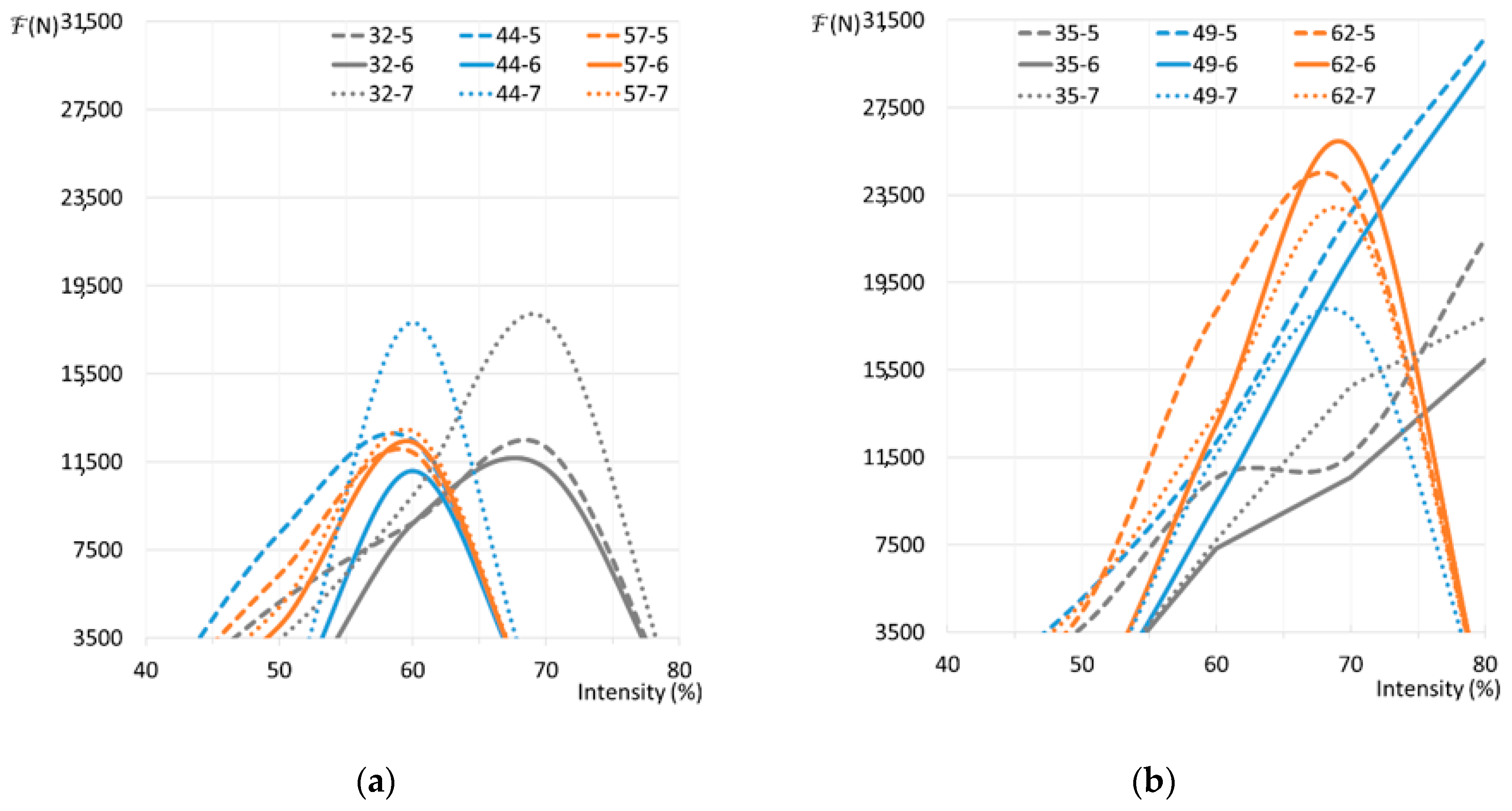
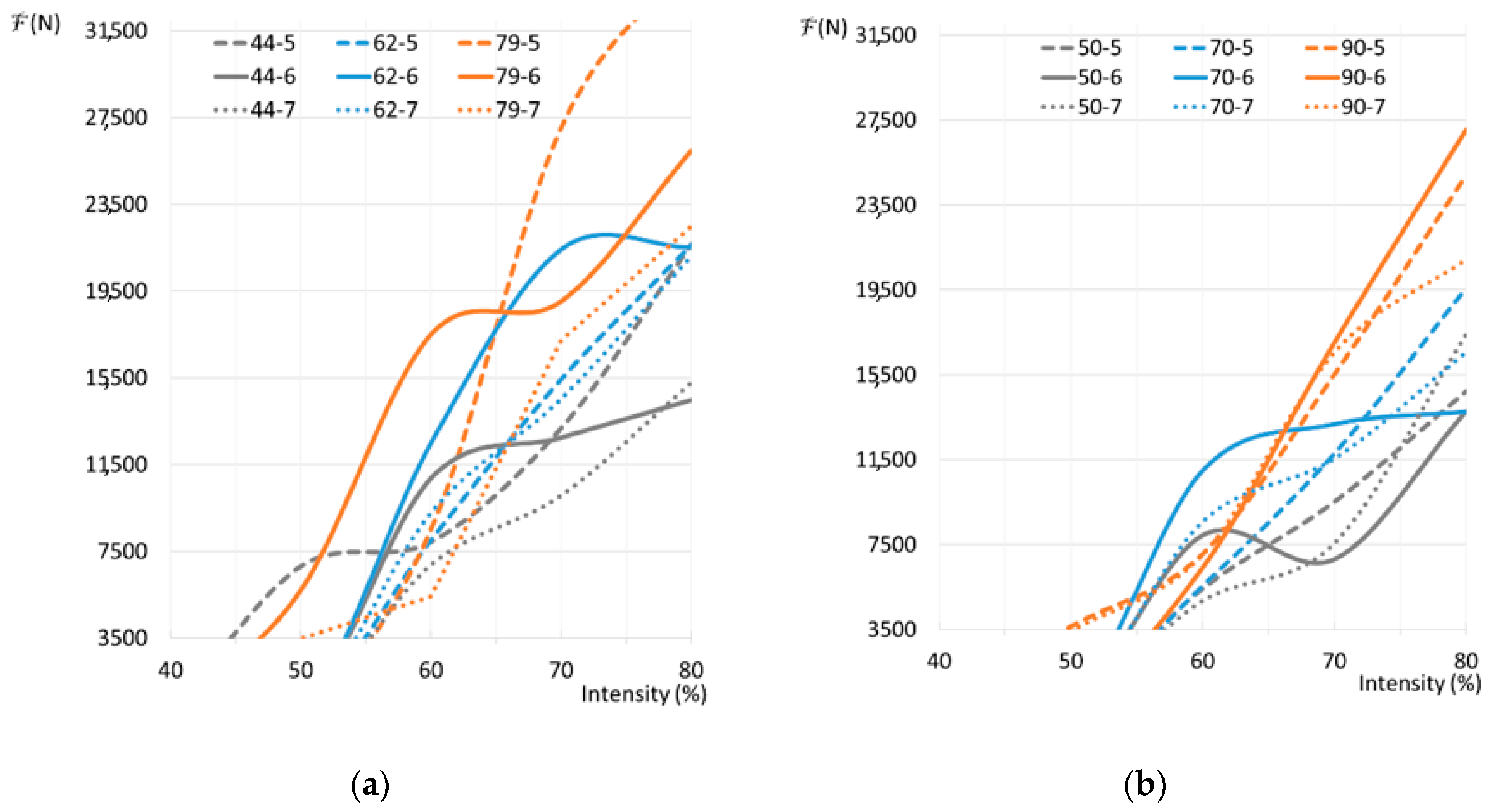
- The obtained force failure values are compatible with the requirements for the studied type of assembly. The extensive variation in stacking conditions as well as lifting mechanisms commonly deployed in situ influenced the load nature on the joints. No known standard specification is available, as the strength of these welds is not part of the structural engineering design. In this study, the maximum values obtained by fusion welding were between 9800 and 29,400 N depending on the joint thickness. Comparing the breaking values obtained in joints of the same order of magnitude in our research tests with the obtained in the MIG welding, the results in both processes were the same [28].
- The cycle times utilized herein are not problematic as compared to those currently used in MIG-welding. The examined cases in this study employed welding cycles of less than two seconds. Extending that time would reduce the labor intensity.
- Working pressure should complement the melting conditions of the material. With lower thicknesses (lower resistance), the joint reached its melting temperature too early, and the pressure presence caused excessive damage to the joint. In the tests performed with greater thicknesses (higher resistance), the joints did not reach such high temperature values, thus reducing the joint damage.
- Electrical resistance welding (without material input) promotes a healthier work environment where workers do not need to wear eye protection and the hazards inherent in gas and melting materials are also avoided, as gas-generating sources are eliminated. By controlling the intensity and cycle times, the danger of molten material splashing is also avoided and, thereby, the need for protective clothing, which are both inherent in welding with input material.
- If the consumed electricity comes from renewable sources, this kind of welding process is even more sustainable, and ultimately contributes to a greater respect for the environment.
- Strong performance in assembly welding is directly related to the joint thickness. The welding parameters can be regulated by determining the thickness of the joint (A + B). The regulation must be focused on the electrical intensity and time. A pressure of 5 bars was sufficient to achieve correct connections in all the joint thicknesses studied.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tian, L.; Inthavong, K.; Lidén, G.; Shang, Y.; Tu, J. Transport and Deposition of Welding Fume Agglomerates in a Realistic Human Nasal Airway. Ann. Occup. Hyg. 2016, 60, 731–747. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Kalivoda, M.; Guan, J.; Theodore, A.; Sharby, J.; Wu, C.Y.; Paulson, K.; Es-Said, O. Double Shroud Delivery of Silica Precursor for Reducing Hexavalent Chromium in Welding Fume. J. Occup. Environ. Hyg. 2012, 9, 733–742. [Google Scholar] [CrossRef] [PubMed]
- Fishwick, D.; Bradshaw, L.; Slater, T.; Curran, A.; Pearce, N. Respiratory symptoms and lung function change in welders: Are they associated with workplace exposures? N. Z. Med. J. 2004, 117, 1193. [Google Scholar]
- Hartmann, L.; Bauer, M.; Bertram, J.; Gube, M.; Lenz, K.; Reisgen, U.; Schettegen, T.; Kraus, T.; Brand, P. Assessment of the biological effects of welding fumes emitted from metal inert gas welding processes of aluminium and zinc-plated materials in humans. Int. J. Hyg. Environ. Health 2014, 217, 160–168. [Google Scholar] [CrossRef] [PubMed]
- Azari, M.R.; Esmaeilzadeh, M.; Mehrabi, Y.; Salehpour, S. Monitoring of occupational exposure of mild steel welders to ozone and nitrogen oxides. Tanaffos 2011, 10, 54–59. [Google Scholar] [PubMed]
- Okuno, T.; Ojima, J.; Saito, H. Blue-Light Hazard from CO2 Arc Welding of Mild Steel. Ann. Occup. Hyg. 2009, 54, 293–298. [Google Scholar] [PubMed]
- Slagor, R.M.; La Cour, M.; Bonde, J.P. The risk of cataract in relation to metal arc welding. Scand. J. Work. Environ. Health 2016, 42, 447–453. [Google Scholar] [CrossRef]
- Gourzoulidis, G.A.; Achtipis, A.; Topalis, F.V.; Kazasidis, M.E.; Pantelis, D.; Markoulis, A.; Kappas, C.; Bourousis, C.A. Artificial Optical Radiation photobiological hazards in arc welding. Phys. Med. 2016, 32, 981–986. [Google Scholar] [CrossRef]
- Zamanian, Z.; Mortazavi, S.J.; Asmand, E.; Nikeghbal, K. Assessment of health consequences of steel industry welders′ occupational exposure to ultraviolet radiation. Int. J. Prev. Med. 2015, 6, 123. [Google Scholar]
- Nakashima, H.; Utsunomiya, A.; Takahashi, J.; Fujii, N.; Okuno, T. Hazard of ultraviolet radiation emitted in gas metal arc welding of mild steel. J. Occup. Health 2016, 58, 452–459. [Google Scholar] [CrossRef] [Green Version]
- Mo, Y.L.; Koan, K.J. Investigation of Welding Effect on Rebars Using Neural Networks. J. Test. Eval. 1998, 26, 285–292. [Google Scholar]
- Datta, R.; Veeraraghavan, R.; Rohira, K.L. Weldability Characteristics of Torr and Corrosion-Resistant TMT Bars Using SMAW Process. J. Mater. Eng. Perform. 2002, 11, 369–375. [Google Scholar] [CrossRef]
- Murakami, K.; Maeda, N.; Kanematsu, H.; Nakata, K. Effect of Concrete Rebar Joint Arrangement on Weldability of Hot Dip Galvanizing Rebar by Shielded Metal Arc Welding. Q. J. Jpn. Weld. Soc. 2007, 25, 128–134. [Google Scholar] [CrossRef]
- Elangovan, S.; Semeer, S.; Prakasan, K. Temperature and stress distribution in ultrasonic metal welding—An FEA-based study. J. Mater. Process. Technol. 2009, 209, 1143–1150. [Google Scholar] [CrossRef]
- Velasco, F.; Blanco, V.; Bautista, A.; Martínez, M.A. Effect of welding on local mechanical properties of stainless steels for concrete structures using universal hardness tests. Constr. Build. Mater. 2009, 23, 1883–1891. [Google Scholar] [CrossRef]
- Xavier, C.R.; Delgado Junior, H.G.; de Castro, J.A. An Experimental and Numerical Approach for the Welding Effects on the Duplex Stainless Steel Microstructure. Mater. Res. 2015, 18, 489–502. [Google Scholar] [CrossRef] [Green Version]
- Bautista, A.; Paredes, E.C.; Alvarez, S.M.; Velasco, F. Welded, sandblasted, stainless steel corrugated bars in non-carbonated and carbonated mortars: A 9-year corrosion study. Corros. Sci. 2016, 102, 363–372. [Google Scholar] [CrossRef] [Green Version]
- Demarque, R.; de Castro, J.A.; Xavier, C.R.; da Silva, D.S.; Marcelo, C.J.; dos Santos, E.P.; de Queiroz, A.V. Numerical and Experimental Study of Microstructure Evolution and Properties of Welded Joints of Rebars by GMAW Process. Soldag. Inspeção 2015, 20, 434–445. [Google Scholar] [CrossRef]
- Moustafa, T.; Khalifa, W.; El-Koussy, M.R.; Abd El-Reheem, N. Optimizing the Welding Parameters of Reinforcing Steel Bars. Arab. J. Sci. Eng. 2016, 41, 1699–1711. [Google Scholar] [CrossRef]
- Ilić, A.; Ivanović, L.; Josifović, D.; Lazić, V.; Živković, J. Effects of welding on mechanical and microstructural characteristics of high-strength low-alloy steel joints. IOP Conf. Ser. Mater. Sci. Eng. 2018, 393, 1–10. [Google Scholar] [CrossRef]
- Umer, W.; Li, H.; Szeto, G.P.Y.; Wong, A.Y.L. Low-Cost Ergonomic Intervention for Mitigating Physical and Subjective Discomfort during Manual Rebar Tying. J. Constr. Eng. Manag. 2017, 143, 10. [Google Scholar] [CrossRef]
- Hajaghazadeh, M.; Marvi-Milan, H.; Khalkhali, H.; Mohebbi, I. Assessing the ergonomic exposure for construction workers during construction of residential buildings. Work 2019, 62, 411–419. [Google Scholar] [CrossRef] [PubMed]
- Cardno, C.A. Robotic Rebar-Tying System Uses Artificial Intelligence. Civ. Eng. Mag. Arch. 2018, 88, 38–39. [Google Scholar] [CrossRef]
- Salas, E.A.; Vi, P.; Reider, V.L.; Moore, A.E. Factors affecting the risk of developing lower back musculoskeletal disorders (MSDs) in experienced and inexperienced rodworkers. Appl. Ergon. 2016, 52, 62–68. [Google Scholar] [CrossRef]
- Umer, W.; Li, H.; Szeto, G.P.Y.; Wong, A.Y.L. Identification of Biomechanical Risk Factors for the Development of Lower-Back Disorders during Manual Rebar Tying. J. Constr. Eng. Manag. 2017, 143, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Safa, M.; Cardenas, J.G.; Leblanc, D.G.; Rose, D.; Shahi, A. Improving construction labor productivity using automatic rebar tying gun. In Proceedings of the ISARC 2016—33rd International Symposium on Automation and Robotics in Construction 2016, Auburn, AL, USA, 18–21 July 2016; pp. 150–155. [Google Scholar]
- Martinez Aires, M.D.; Alonso, M.L.; Gago, E.J.; Pacheco-Torres, R. Technological advances in rebar tying jobs: A comparative analysis of the associated yields and illnesses. Int. J. Civ. Eng. 2015, 13, 171–178. [Google Scholar]
- Sam, S.; Sen, B.N.; Tzan, E.P.; Soon, Y.L. Development of standard MIG welding procedure for cage welding at NSH, Singapore. SEAISI Q. 2010, 39, 55–61. [Google Scholar]
- Chen, Y.; Yang, Z.M.; Wang, H.M. Comprehensive Properties of 400 MPa Grade Corrosion-Resistant Rebar. J. Iron Steel Res. Int. 2012, 19, 48–52. [Google Scholar] [CrossRef]
- Feng, P.; Zhou, Z.; Tian, Y.; Ye, L. Analysis on mechanical behavior of welding-overlap splices for mid-diameter steel bars. Tumu Jianzhu yu Huanjing Gongcheng/J. Civ. Archit. Environ. Eng. 2014, 36, 25–32. [Google Scholar]
- Girgin, S.C.; Misir, I.S.; Kahraman, S. Experimental Cyclic Behavior of Precast Hybrid Beam-Column Connections with Welded Components. Int. J. Concr. Struct. Mater. 2017, 11, 229–245. [Google Scholar] [CrossRef]
- Dance of the rebars at Finger Beton|Tanz der Stäbe bei Finger Beton. Betonw. Fert.-Tech./Concr. Plant Precast. Technol. 2015, 81, 54–55.
- Kim, J.J.; Kim, J.H. Designing bar-mesh modules of reinforced concrete structures. Comput. Struct. 1998, 67, 319–337. [Google Scholar] [CrossRef]
- Dolinšek, B.; Duhovnik, J. Robotic assembly of rebar cages for beams and columns. Autom. Constr. 1998, 8, 195–207. [Google Scholar] [CrossRef]
- Code on Structural Concrete (Spanish Abbreviation—EHE-08); Ministry of Public Works Spain, Secretaría General Técnica: Madrid, Spain, 2008.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
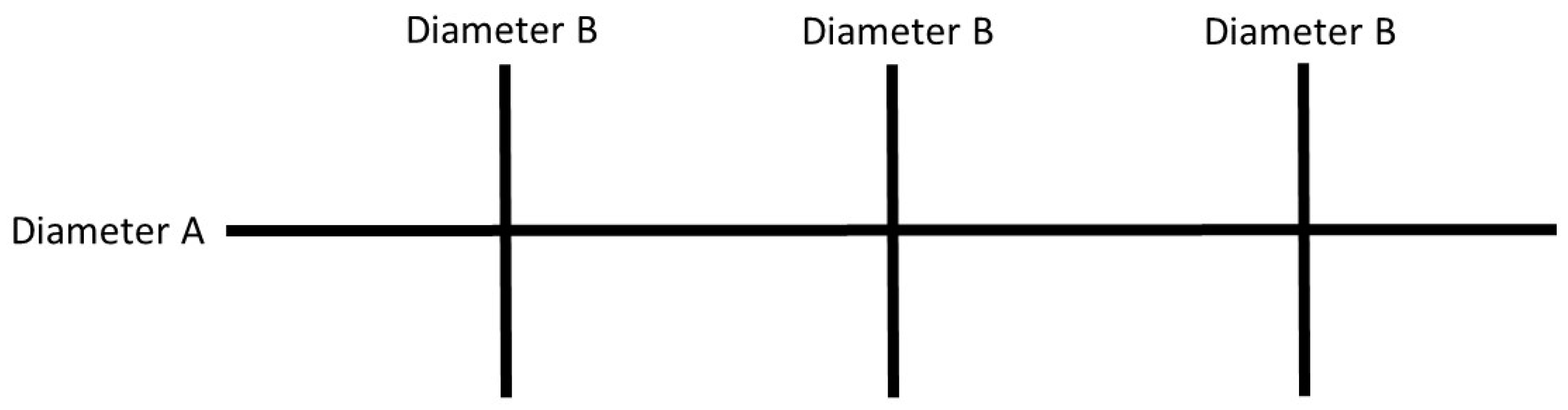
| Diameter A (mm) | Diameter B (mm) | Joint Thickness (mm) |
|---|---|---|
| 8 | 8 | 16 |
| 8 | 10 | 18 |
| 8 | 12 | 20 |
| 10 | 12 | 22 |
| 12 | 12 | 24 |
| 10 | 16 | 26 |
| 12 | 16 | 28 |
| 16 | 16 | 32 |
| Joint Thickness (mm) | Equipment Parameters | Nº Specimen | |
|---|---|---|---|
| Phase-1 (Contact) | Phase-2 (Welding) | ||
| 16 | A*0.5 | 40%-50%-60%-70%-80% | 45 |
| t*1/3 | 25-35-45 | ||
| 5_6_7 | 5_6_7 | ||
| 18 | A*0.5 | 40%-50%-60%-70%-80% | 45 |
| t*1/3 | 29-40-51 | ||
| 5_6_7 | 5_6_7 | ||
| 20 | A*0.5 | 40%-50%-60%-70%-80% | 45 |
| t*1/3 | 32-44-57 | ||
| 5_6_7 | 5_6_7 | ||
| 22 | A*0.5 | 40%-50%-60%-70%-80% | 45 |
| t*1/3 | 35-49-62 | ||
| 5_6_7 | 5_6_7 | ||
| 24 | A*0.5 | 40%-50%-60%-70%-80% | 45 |
| t*1/3 | 38-53-68 | ||
| 5_6_7 | 5_6_7 | ||
| 26 | A*0.5 | 40%-50%-60%-70%-80% | 45 |
| t*1/3 | 41-57-74 | ||
| 5_6_7 | 5_6_7 | ||
| 28 | A*0.5 | 40%-50%-60%-70%-80% | 45 |
| t*1/3 | 44-62-79 | ||
| 5_6_7 | 5_6_7 | ||
| 32 | A*0.5 | 40%-50%-60%-70%-80% | 45 |
| t*1/3 | 50-70-90 | ||
| 5_6_7 | 5_6_7 | ||
| Welding Parameters | Shear Force(Tn) | Average | Pulling Force(Tn) | Average | Weld Failure (Tn) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| A+B Thickness (mm) Intensity (%) Time (%) Pressure (bar) | τ1 | τ2 | τ3 | τ | σ1 | σ2 | σ3 | σ | ||
| Real Thickness (mm) | Average | OK | Invalid | |||||||
| ∆1 | ∆2 | ∆3 | ∆4 | ∆5 | ∆6 | ∆real | ∆real > 0.85 ∆A+B | ∆real < 0.85 ∆A+B | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferreiro-Cabello, J.; Fraile-Garcia, E.; Lara-Santillán, P.M.; Mendoza-Villena, M. Assessment and Optimization of a Clean and Healthier Fusion Welding Procedure for Rebar in Building Structures. Appl. Sci. 2020, 10, 7045. https://doi.org/10.3390/app10207045
Ferreiro-Cabello J, Fraile-Garcia E, Lara-Santillán PM, Mendoza-Villena M. Assessment and Optimization of a Clean and Healthier Fusion Welding Procedure for Rebar in Building Structures. Applied Sciences. 2020; 10(20):7045. https://doi.org/10.3390/app10207045
Chicago/Turabian StyleFerreiro-Cabello, Javier, Esteban Fraile-Garcia, Pedro María Lara-Santillán, and Montserrat Mendoza-Villena. 2020. "Assessment and Optimization of a Clean and Healthier Fusion Welding Procedure for Rebar in Building Structures" Applied Sciences 10, no. 20: 7045. https://doi.org/10.3390/app10207045