
Methodology for Selecting an Ideal Thermal Gasification Technique for Municipal Solid Waste Using Multi-Criteria Decision Analysis
 , , and
, , and
Abstract
:Featured Application
Abstract
1. Introduction
2. Methodology
2.1. Fixed-Bed Gasifiers
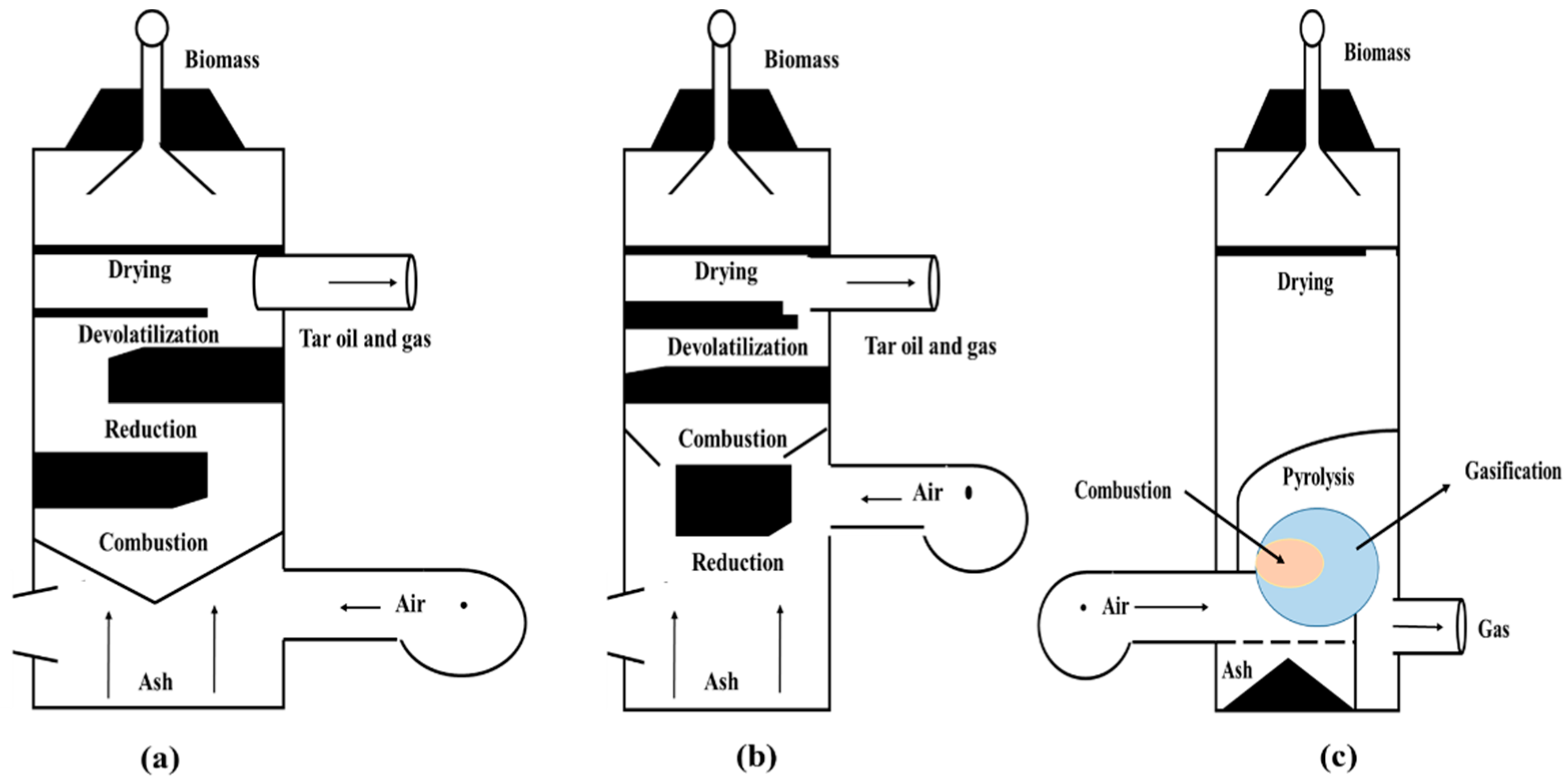
2.1.1. Updraft Gasifiers
2.1.2. Downdraft Gasifiers
2.1.3. Cross-Draft Gasifiers
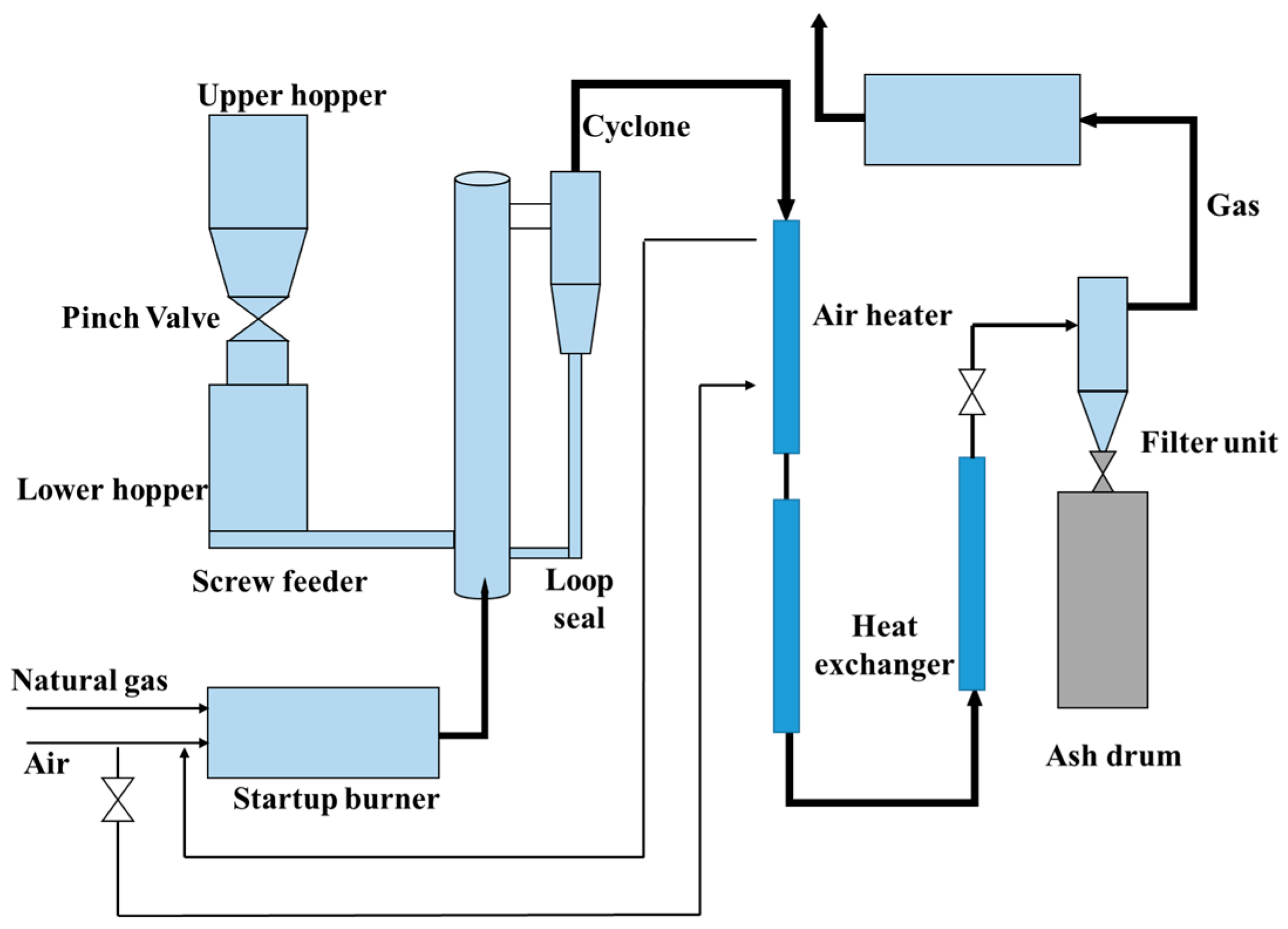
2.1.4. Circulating Fluidized Bed Gasifiers
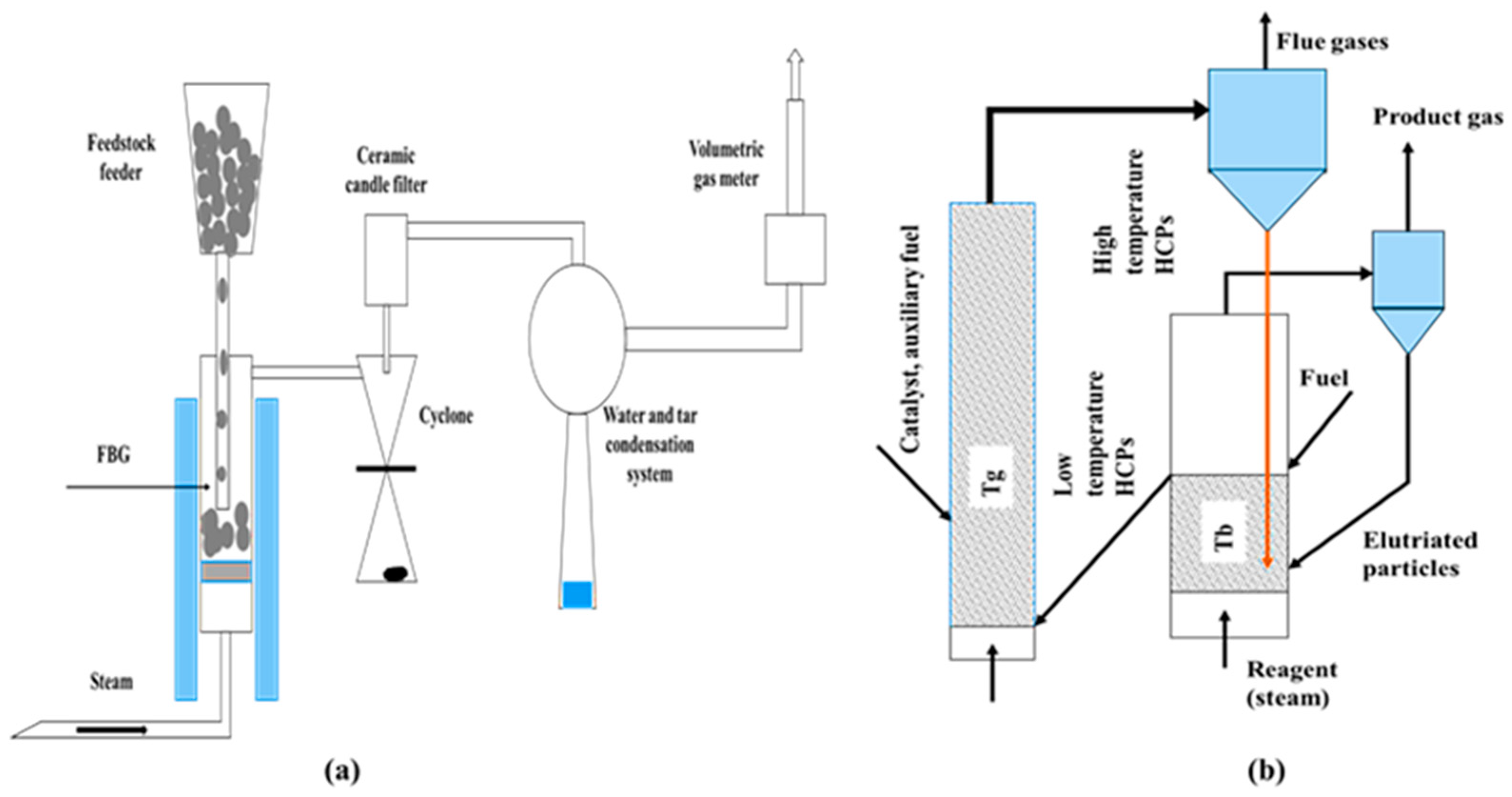
2.1.5. Bubbling Fluidized Bed Gasifiers
2.1.6. Dual Fluidized Bed Gasifiers
3. Performance Attributes and Scenarios
3.1. Performance Attributes
3.2. Scenarios
3.3. Attribute Values
3.4. MCDM Approach for Evaluating Thermal Gasification Techniques for MSW
3.4.1. Structure of the Decision Matrix and Its Standardization
3.4.2. Estimation of Criterion Entropy Weights
3.4.3. Normalization of the Decision Matrix
4. Results and Discussion
4.1. Determine the Best and Worst Thermal Gasification Techniques for a Given Criterion
4.2. Determine the Closeness to an Ideal Solution for Each Alternative Thermal Gasification Technique for a Given Criterion and Rank the Alternative
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Osra, F.A.; Ozcan, H.K.; Alzahrani, J.S.; Alsoufi, M.S. Municipal solid waste characterization and landfill gas generation in kakia landfill, makkah. Sustainability 2021, 13, 1462. [Google Scholar] [CrossRef]
- Pan, S.-Y.; Du, M.A.; Huang, I.-T.; Liu, I.-H.; Chang, E.; Chiang, P.-C. Strategies on implementation of waste-to-energy (WTE) supply chain for circular economy system: A review. J. Clean. Prod. 2015, 108, 409–421. [Google Scholar] [CrossRef]
- Hasan, M.; Rasul, M.; Khan, M.; Ashwath, N.; Jahirul, M. Energy recovery from municipal solid waste using pyrolysis technology: A review on current status and developments. Renew. Sustain. Energy Rev. 2021, 145, 111073. [Google Scholar] [CrossRef]
- Tangri, N. Waste incinerators undermine clean energy goals. PLOS Clim. 2023, 2, e0000100. [Google Scholar] [CrossRef]
- Kaneesamkandi, Z.; Sayeed, A. Evaluation of Multi-Utility Models with Municipal Solid Waste Combustion as the Primary Source under Specific Geographical and Operating Conditions. Energies 2023, 16, 5696. [Google Scholar] [CrossRef]
- Chen, D.; Yin, L.; Wang, H.; He, P. Reprint of: Pyrolysis technologies for municipal solid waste: A review. Waste Manag. 2015, 37, 116–136. [Google Scholar] [CrossRef]
- Chen, W.-H.; Chen, C.-Y. Water gas shift reaction for hydrogen production and carbon dioxide capture: A review. Appl. Energy 2020, 258, 114078. [Google Scholar] [CrossRef]
- Arena, U. Fluidized bed gasification. In Fluidized Bed Technologies for Near-Zero Emission Combustion and Gasification; Elsevier: Amsterdam, The Netherlands, 2013; pp. 765–812. [Google Scholar]
- Bandara, J.C.; Jaiswal, R.; Nielsen, H.K.; Moldestad, B.M.; Eikeland, M.S. Air gasification of wood chips, wood pellets and grass pellets in a bubbling fluidized bed reactor. Energy 2021, 233, 121149. [Google Scholar] [CrossRef]
- Materazzi, M. Clean Energy from Waste: Fundamental Investigations on Ashes and Tar Behaviours in a Two Stage Fluid Bed-Plasma Process for Waste Gasification; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Caballero, J.J.B.; Zaini, I.N.; Yang, W. Reforming processes for syngas production: A mini-review on the current status, challenges, and prospects for biomass conversion to fuels. Appl. Energy Combust. Sci. 2022, 10, 100064. [Google Scholar]
- Tremel, A.; Becherer, D.; Fendt, S.; Gaderer, M.; Spliethoff, H. Performance of entrained flow and fluidised bed biomass gasifiers on different scales. Energy Convers. Manag. 2013, 69, 95–106. [Google Scholar] [CrossRef]
- Nanda, S.; Berruti, F. Municipal solid waste management and landfilling technologies: A review. Environ. Chem. Lett. 2021, 19, 1433–1456. [Google Scholar] [CrossRef]
- Mishra, S.; Upadhyay, R.K. Review on biomass gasification: Gasifiers, gasifying mediums, and operational parameters. Mater. Sci. Energy Technol. 2021, 4, 329–340. [Google Scholar] [CrossRef]
- Pedroso, D.T.; Machín, E.B.; Silveira, J.L.; Nemoto, Y. Experimental study of bottom feed updraft gasifier. Renew. Energy 2013, 57, 311–316. [Google Scholar] [CrossRef]
- Sivakandhan, C.; Murali, G.; Prabhu, P.S. An experimental study of updraft biomass Gasifier using biofuels. Ecol. Environ. Conserv. 2018, 24, S115–S121. [Google Scholar]
- Anukam, A.; Mamphweli, S.; Reddy, P.; Meyer, E.; Okoh, O. Pre-processing of sugarcane bagasse for gasification in a downdraft biomass gasifier system: A comprehensive review. Renew. Sustain. Energy Rev. 2016, 66, 775–801. [Google Scholar] [CrossRef]
- Wiyono, A.; Gandidi, I.M.; Berman, E.T.; Pambudi, N.A. Design, development and testing of integrated downdraft gasifier and multi IGCS system of MSW for remote areas. Case Stud. Therm. Eng. 2020, 20, 100612. [Google Scholar] [CrossRef]
- Sutar, K.B.; Kohli, S.; Ravi, M. Design, development and testing of small downdraft gasifiers for domestic cookstoves. Energy 2017, 124, 447–460. [Google Scholar] [CrossRef]
- Saravanakumar, A.; Haridasan, T.; Reed, T.B. Flaming pyrolysis model of the fixed bed cross draft long-stick wood gasifier. Fuel Process. Technol. 2010, 91, 669–675. [Google Scholar] [CrossRef]
- Rozzi, E.; Minuto, F.D.; Lanzini, A.; Leone, P. Green synthetic fuels: Renewable routes for the conversion of non-fossil feedstocks into gaseous fuels and their end uses. Energies 2020, 13, 420. [Google Scholar] [CrossRef]
- Perpiñán, J.; Pena, B.; Bailera, M.; Eveloy, V.; Kannan, P.; Raj, A.; Lisbona, P.; Miguel Romeo, L. Integration of carbon capture technologies in blast furnace based steel making: A comprehensive and systematic review. Fuel 2023, 336, 127074. [Google Scholar] [CrossRef]
- Basu, P.; Fraser, S.A. Circulating Fluidized Bed Boilers; Springer: Berlin/Heidelberg, Germany, 1991. [Google Scholar]
- González-Vázquez, M.d.P.; García, R.; Gil, M.; Pevida, C.; Rubiera, F. Comparison of the gasification performance of multiple biomass types in a bubbling fluidized bed. Energy Convers. Manag. 2018, 176, 309–323. [Google Scholar] [CrossRef]
- Yan, J.; Salman, C.A. Waste Biorefineries: Advanced Design Concepts for Integrated Waste to Energy Processes; Elsevier: Amsterdam, The Netherlands, 2023. [Google Scholar]
- Fuchs, J.; Schmid, J.C.; Müller, S.; Hofbauer, H. Dual fluidized bed gasification of biomass with selective carbon dioxide removal and limestone as bed material: A review. Renew. Sustain. Energy Rev. 2019, 107, 212–231. [Google Scholar] [CrossRef]
- Saputro, H.; Muttaqin, I.; Supriyadi, S.; Fadlullah, V.; Fitriana, L.; Firdani, T.; Muslim, R.; Khaniffudin, K.; Lasmini, S.; Sutrisno, V.L. The performance of up-draft gasifier with various of air flow rate in gasification palm starch waste. In Proceedings of the MATEC Web of Conferences, Bandung, Indonesia, 18 April 2018; p. 08007. [Google Scholar]
- Mouhoun-Chouaki, S.; Derridj, A.; Tazdaït, D.; Salah-Tazdaït, R. A study of the impact of municipal solid waste on some soil physicochemical properties: The case of the landfill of Ain-El-Hammam Municipality, Algeria. Appl. Environ. Soil Sci. 2019, 2019, 3560456. [Google Scholar] [CrossRef]
- Hanchate, N.; Ramani, S.; Mathpati, C.; Dalvi, V.H. Biomass gasification using dual fluidized bed gasification systems: A review. J. Clean. Prod. 2021, 280, 123148. [Google Scholar] [CrossRef]
- Gunarathne, D. Optimization of the Performance of Down-Draft Biomass Gasifier Installed at National Engineering Research & Development (NERD) Centre of Sri Lanka. KTH. 2012. Available online: https://api.semanticscholar.org/CorpusID:198110070 (accessed on 12 October 2023).
- Meng, X.; De Jong, W.; Fu, N.; Verkooijen, A.H. Biomass gasification in a 100ákWth stea.m-oxygen blown circulating fluidized bed gasifier: Effects of operational conditions on product gas distribution and tar formation. Biomass Bioenergy 2011, 35, 2910–2924. [Google Scholar] [CrossRef]
- Hanchate, N.; Malhotra, R.; Mathpati, C.S. Design of experiments and analysis of dual fluidized bed gasifier for syngas production: Cold flow studies. Int. J. Hydrogen Energy 2021, 46, 4776–4787. [Google Scholar] [CrossRef]
- Basu, P. Biomass Gasification and Pyrolysis: Practical Design and Theory; Academic press: Cambridge, MA, USA, 2010. [Google Scholar]
- Furusawa, Y.; Taguchi, H.; Ismail, S.N.; Thangavel, S.; Matsuoka, K.; Fushimi, C. Estimation of cold gas efficiency and reactor size of low-temperature gasifier for advanced-integrated coal gasification combined cycle systems. Fuel Process. Technol. 2019, 193, 304–316. [Google Scholar] [CrossRef]
- Tanoh, T.S.; Oumeziane, A.A.; Lemonon, J.; Escudero-Sanz, F.J.; Salvador, S. A novel two-stage gasification strategy for nitrogen-free syngas production-pilot-scale experiments. Fuel Process. Technol. 2021, 217, 106821. [Google Scholar] [CrossRef]
- Yao, Z.; You, S.; Dai, Y.; Wang, C.-H. Particulate emission from the gasification and pyrolysis of biomass: Concentration, size distributions, respiratory deposition-based control measure evaluation. Environ. Pollut. 2018, 242, 1108–1118. [Google Scholar] [CrossRef]
- Morgalla, M.; Lin, L.; Seemann, M.; Strand, M. Characterization of particulate matter formed during wood pellet gasification in an indirect bubbling fluidized bed gasifier using aerosol measurement techniques. Fuel Process. Technol. 2015, 138, 578–587. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
| Components | LHV kJ/kg | LHV kWh/kg | % | LHV per Kg | Contents of the Components |
|---|---|---|---|---|---|
| Paper | 13,484 | 3.75 | 28.5 | 1.03 | Newspaper waste, boards, box board, carry bags, books, and tissues |
| Plastic | 35,000 | 9.72 | 5.2 | 0.60 | Cutlery and cans, packings, water cans, and pipes and fittings |
| Glass | 0 | 0.00 | 4.6 | 0.00 | Bottles, containers, tube lights, and artifacts |
| Wood | 16,979.8 | 4.72 | 8 | 0.38 | Toys and furniture |
| Textiles | 18,840.6 | 5.23 | 6.4 | 0.39 | Used dresses, diapers, etc. |
| Organics | 5582.4 | 1.55 | 37 | 0.56 | Food waste and skins of fruits and vegetables |
| Others | 12,095.2 | 3.36 | 10.3 | 0.35 | Bags, toys, tires, appliances, electronics, and automobile parts |
| Total Calorific Value (kWh/kg) | 3.31 | ||||
| Total Calorific Value after Recycling (kWh/kg) | 1.297 | ||||
| Attributes/Non-Recycling Scenario | Criteria | Objective | Units | Updraft | Downdraft | Cross-Draft | Bubbling Bed | Circulating Fluidized Bed | Dual Fluidized Bed |
|---|---|---|---|---|---|---|---|---|---|
| Technology performance indicators | C1: GPR | Max | Nm3/kg | 2.5 | 2.83 | 1.855 | 3.6 | 2.78 | 0.965 |
| C2: CCE | Max | % | 0.725 | 0.67 | 0.79 | 0.8 | 0.8503 | 0.811 | |
| C3: EC | Max | MJ/Nm3 | 5.5 | 5 | 4.25 | 5.15 | 5.695 | 16 | |
| C4: CGE | Max | % | 0.5 | 0.75 | 0.55 | 0.8 | 0.8 | 0.85 | |
| C5:T G | Min | g/N·m3 | 90 | 1.508 | 0.505 | 12.5 | 7 | 0.14 | |
| Economic performance indicators | C6: LCC | Min | scale | 4 | 2 | 2 | 4 | 4 | 4 |
| C7: PB | Min | yrs | 6 | 4 | 5 | 3 | 2 | 1 | |
| Environment performance indicators | C8: CO2 | Min | % | 0.125 | 0.12 | 0.115 | 0.15745 | 0.135 | 0.22 |
| C9: CH4 | Min | % | 0.02 | 0.025 | 0.025 | 0.05 | 0.04 | 0.105 | |
| Fuel requirements | C10: Fuel Size | Max | mm | 52.5 | 60 | 12.5 | 6 | 9 | 0.4875 |
| C11: Moisture content | Max | % | 0.60 | 0.25 | 0.15 | 0.15 | 0.30 | 0.10 | |
| C12: Ash Content | Min | Scale | 0.25 | 0.06 | 0.75 | 0.25 | 0.25 | 0.25 |
| Attributes/Non-Recycling Scenario | Criteria | Objective | Units | Updraft | Downdraft | Cross-Draft | Bubbling Bed | Circulating Fluidized Bed | Dual Fluidized Bed |
|---|---|---|---|---|---|---|---|---|---|
| Technology performance indicators | C1: GPR | Max | Nm3/kg | 2.20 | 2.63 | 1.66 | 2.90 | 2.50 | 0.78 |
| C2: CCE | Max | % | 0.68 | 0.62 | 0.70 | 0.70 | 0.78 | 0.75 | |
| C3: EC | Max | MJ/Nm3 | 4.00 | 4.15 | 3.50 | 4.10 | 4.55 | 9.50 | |
| C4: CGE | Max | % | 0.47 | 0.68 | 0.50 | 0.75 | 0.75 | 0.80 | |
| C5:T G | Min | g/N·m3 | 250.00 | 18.00 | 20.00 | 161.90 | 105.00 | 20.00 | |
| Economic performance indicators | C6: LCC | Min | scale | 5.00 | 4.00 | 4.00 | 5.00 | 5.00 | 5.00 |
| C7: PB | Min | yrs | 6.00 | 4.00 | 5.00 | 3.00 | 2.00 | 1.00 | |
| Environment performance indicators | C8: CO2 | Min | % | 0.10 | 0.10 | 0.09 | 0.11 | 0.10 | 0.18 |
| C9: CH4 | Min | % | 0.025 | 0.035 | 0.035 | 0.060 | 0.060 | 0.120 | |
| Fuel requirements | C10: Fuel Size | Max | mm | 25.50 | 60.00 | 12.50 | 6.00 | 9.00 | 0.49 |
| C11: Moisture content | Max | % | 0.600 | 0.250 | 0.150 | 0.145 | 0.300 | 0.100 | |
| C12: Ash Content | Min | Scale | 0.25 | 0.06 | 0.08 | 0.25 | 0.25 | 0.25 |
| Evaluation Criterion (j)→ Alternative Thermal Gasification Techniques (i) ↓ | 1 | 2 | N |
|---|---|---|---|
| 1 | C11 | C12 | C1n |
| 2 | C21 | C22 | C2n |
| . | . | . | . |
| . | . | . | . |
| M | Cm1 | Cm2 | Cmn |
| Criterion Weight → | W1 | W2 | Wn |
| Ai: Alternative Thermal Gasification Techniques | ||||||
|---|---|---|---|---|---|---|
| Evaluation Criterion (Cj) ↓ | Updraft | Downdraft | Cross-Draft | Bubbling Bed | Circulating Fluidized Bed | Dual Fluidized Bed |
| C1 | 0.583 | 0.708 | 0.338 | 1.000 | 0.689 | 0.000 |
| C2 | 0.305 | 0.000 | 0.666 | 0.721 | 1.000 | 0.782 |
| C3 | 0.106 | 0.064 | 0.000 | 0.077 | 0.123 | 1.000 |
| C4 | 0.000 | 0.714 | 0.143 | 0.857 | 0.857 | 1.000 |
| C5 | 1.000 | 0.015 | 0.004 | 0.138 | 0.076 | 0.000 |
| C6 | 0.000 | 1.000 | 1.000 | 0.000 | 0.000 | 0.000 |
| C7 | 0.000 | 0.400 | 0.200 | 0.600 | 0.800 | 1.000 |
| C8 | 0.905 | 0.952 | 1.000 | 0.596 | 0.810 | 0.000 |
| C9 | 1.000 | 0.941 | 0.941 | 0.647 | 0.765 | 0.000 |
| C10 | 0.874 | 1.000 | 0.202 | 0.093 | 0.143 | 0.000 |
| C11 | 1.000 | 0.300 | 0.100 | 0.090 | 0.400 | 0.000 |
| C12 | 0.725 | 1.000 | 0.000 | 0.725 | 0.725 | 0.725 |
| Ai: Alternative Thermal Gasification Techniques | ||||||
|---|---|---|---|---|---|---|
| Evaluation Criterion (Cj) ↓ | Updraft | Downdraft | Cross-Draft | Bubbling Bed | Circulating Fluidized Bed | Dual Fluidized Bed |
| C1 | 0.671 | 0.871 | 0.414 | 1.000 | 0.812 | 0.000 |
| C2 | 0.344 | 0.000 | 0.500 | 0.500 | 1.000 | 0.813 |
| C3 | 0.083 | 0.108 | 0.000 | 0.100 | 0.175 | 1.000 |
| C4 | 0.000 | 0.627 | 0.104 | 0.851 | 0.851 | 1.000 |
| C5 | 1.000 | 0.000 | 0.009 | 0.620 | 0.375 | 0.009 |
| C6 | 0.000 | 1.000 | 1.000 | 0.000 | 0.000 | 0.000 |
| C7 | 0.000 | 0.400 | 0.200 | 0.600 | 0.800 | 1.000 |
| C8 | 0.861 | 0.889 | 1.000 | 0.778 | 0.944 | 0.000 |
| C9 | 1.000 | 0.895 | 0.895 | 0.632 | 0.632 | 0.000 |
| C10 | 0.420 | 1.000 | 0.202 | 0.093 | 0.143 | 0.000 |
| C11 | 1.000 | 0.300 | 0.100 | 0.090 | 0.400 | 0.000 |
| C12 | 0.000 | 1.000 | 0.921 | 0.000 | 0.000 | 0.000 |
| Ej Entropy Weight | ||
|---|---|---|
| Evaluation Criterion (Cj) ↓ | Non-Recycling Scenario of MSW | Recycling Scenario of MSW |
| C1 | 0.065 | 0.077 |
| C2 | 0.071 | 0.062 |
| C3 | 0.081 | 0.074 |
| C4 | 0.085 | 0.083 |
| C5 | 0.097 | 0.086 |
| C6 | 0.125 | 0.123 |
| C7 | 0.066 | 0.065 |
| C8 | 0.094 | 0.099 |
| C9 | 0.095 | 0.084 |
| C10 | 0.078 | 0.064 |
| C11 | 0.066 | 0.065 |
| C12 | 0.078 | 0.119 |
| Alternative Thermal Gasification Techniques | ||||||
|---|---|---|---|---|---|---|
| Evaluation Criterion (Cj) ↓ | Updraft | Downdraft | Cross-Draft | Bubbling Bed | Circulating Fluidized Bed | Dual Fluidized Bed |
| C1 | 0.399 | 0.451 | 0.296 | 0.574 | 0.443 | 0.154 |
| C2 | 0.381 | 0.352 | 0.415 | 0.421 | 0.447 | 0.426 |
| C3 | 0.279 | 0.254 | 0.216 | 0.261 | 0.289 | 0.812 |
| C4 | 0.283 | 0.425 | 0.312 | 0.453 | 0.453 | 0.481 |
| C5 | 0.987 | 0.017 | 0.006 | 0.137 | 0.077 | 0.002 |
| C6 | 0.471 | 0.236 | 0.236 | 0.471 | 0.471 | 0.471 |
| C7 | 0.629 | 0.419 | 0.524 | 0.314 | 0.210 | 0.105 |
| C8 | 0.341 | 0.327 | 0.313 | 0.429 | 0.368 | 0.600 |
| C9 | 0.154 | 0.193 | 0.193 | 0.386 | 0.309 | 0.811 |
| C10 | 0.645 | 0.737 | 0.154 | 0.074 | 0.111 | 0.006 |
| C11 | 0.798 | 0.332 | 0.199 | 0.193 | 0.399 | 0.133 |
| C12 | 0.277 | 0.066 | 0.830 | 0.277 | 0.277 | 0.277 |
| Alternative Thermal Gasification Techniques | ||||||
|---|---|---|---|---|---|---|
| Evaluation Criterion (Cj) ↓ | Updraft | Downdraft | Cross-Draft | Bubbling Bed | Circulating Fluidized Bed | Dual Fluidized Bed |
| C1 | 0.403 | 0.481 | 0.304 | 0.532 | 0.459 | 0.142 |
| C2 | 0.390 | 0.358 | 0.405 | 0.405 | 0.451 | 0.434 |
| C3 | 0.304 | 0.315 | 0.266 | 0.312 | 0.346 | 0.722 |
| C4 | 0.284 | 0.412 | 0.305 | 0.458 | 0.458 | 0.488 |
| C5 | 0.787 | 0.057 | 0.063 | 0.510 | 0.331 | 0.063 |
| C6 | 0.435 | 0.348 | 0.348 | 0.435 | 0.435 | 0.435 |
| C7 | 0.629 | 0.419 | 0.524 | 0.314 | 0.210 | 0.105 |
| C8 | 0.358 | 0.349 | 0.314 | 0.384 | 0.331 | 0.628 |
| C9 | 0.159 | 0.223 | 0.223 | 0.382 | 0.382 | 0.764 |
| C10 | 0.379 | 0.892 | 0.186 | 0.089 | 0.134 | 0.007 |
| C11 | 0.798 | 0.332 | 0.199 | 0.193 | 0.399 | 0.133 |
| C12 | 0.491 | 0.118 | 0.147 | 0.491 | 0.491 | 0.491 |
| Ej Entropy Weight Non-Recycling Scenario | Ej Entropy Weight Recycling Scenario | |||||||
|---|---|---|---|---|---|---|---|---|
| Evaluation Criterion (Cj) ↓ | V+ | Alternative # | V− | Alternative | V+ | Alternative | V− | Alternative |
| C1 | 0.038 | 4 | 0.010 | 6 | 0.041 | 4 | 0.011 | 6 |
| C2 | 0.032 | 5 | 0.025 | 2 | 0.028 | 5 | 0.022 | 2 |
| C3 | 0.066 | 6 | 0.017 | 3 | 0.053 | 6 | 0.020 | 1 |
| C4 | 0.041 | 6 | 0.024 | 1 | 0.040 | 6 | 0.024 | 1 |
| C5 | 0.000 | 6 | 0.096 | 1 | 0.005 | 3 and 6 | 0.068 | 1 |
| C6 | 0.029 | 3 | 0.059 | 1 | 0.043 | 2 and 3 | 0.053 | 1/5/6 |
| C7 | 0.007 | 6 | 0.041 | 1 | 0.007 | 6 | 0.041 | 1 |
| C8 | 0.029 | 3 | 0.056 | 6 | 0.031 | 3 | 0.062 | 6 |
| C9 | 0.015 | 1 | 0.077 | 6 | 0.013 | 1 | 0.064 | 6 |
| C10 | 0.057 | 2 | 0.000 | 6 | 0.057 | 2 | 0.000 | 6 |
| C11 | 0.052 | 1 | 0.009 | 6 | 0.052 | 2 | 0.009 | 6 |
| C12 | 0.005 | 2 | 0.065 | 3 | 0.014 | 2 | 0.058 | 1/4/5/6 |
| Scenario 1: Entropy Weights Based on the Non-Recycling Data Set | ||||||||
|---|---|---|---|---|---|---|---|---|
| Thermal Gasification Technique (i) ↓ | For Non-Recycling MSW | For Recycling MSW | ||||||
| Di+ | Di− | Di−/(Di+ + Di−) | Rank Ci | Di+ | Di− | Di−/(Di+ + Di−) | Rank Ci | |
| Updraft | 0.1175 | 0.1046 | 0.4711 | 6 | 0.1015 | 0.0834 | 0.4512 | 4 |
| Downdraft | 0.0597 | 0.1463 | 0.7102 | 1 | 0.0509 | 0.1223 | 0.7060 | 1 |
| Cross-draft | 0.1039 | 0.1197 | 0.5355 | 4 | 0.0848 | 0.0981 | 0.5362 | 2 |
| Bubbling bed | 0.0912 | 0.1094 | 0.5454 | 3 | 0.1007 | 0.0627 | 0.3835 | 6 |
| Circulating fluidized bed | 0.0800 | 0.1189 | 0.5978 | 2 | 0.0852 | 0.0770 | 0.4746 | 3 |
| Dual fluidized bed | 0.1076 | 0.1217 | 0.5307 | 5 | 0.1112 | 0.0884 | 0.4428 | 5 |
| Scenario 2: Entropy Weights Based on the Recycling Data Set | ||||||||
| Thermal Gasification Technique (i) ↓ | For Non-Recycling MSW | For Recycling MSW | ||||||
| Di+ | Di− | Di−/(Di+ + Di−) | Rank Ci | Di+ | Di− | Di−/(Di+ + Di−) | Rank Ci | |
| Updraft | 0.1088 | 0.1093 | 0.5010 | 5 | 0.0981 | 0.0783 | 0.4440 | 4 |
| Downdraft | 0.0565 | 0.1506 | 0.7272 | 1 | 0.0485 | 0.1150 | 0.7032 | 1 |
| Cross-draft | 0.1204 | 0.1083 | 0.4735 | 6 | 0.0776 | 0.0951 | 0.5508 | 2 |
| Bubbling bed | 0.0855 | 0.1138 | 0.5711 | 3 | 0.0964 | 0.0614 | 0.3891 | 6 |
| Circulating fluidized bed | 0.0751 | 0.1208 | 0.6167 | 2 | 0.0829 | 0.0735 | 0.4697 | 3 |
| Dual fluidized bed | 0.1020 | 0.1220 | 0.5446 | 4 | 0.1077 | 0.0804 | 0.4274 | 5 |
| Scenario 3: 60% Weight to Environment Attribute, 20% to Performance Indicators and Rest Equal to 10% Each (Expert 1) | ||||||||
| Thermal Gasification Technique (i) ↓ | For Non-Recycling MSW | For Recycling MSW | ||||||
| Di+ | Di− | Di−/(Di+ + Di−) | Rank Ci | Di+ | Di− | Di−/(Di+ + Di−) | Rank Ci | |
| Updraft | 0.0555 | 0.2149 | 0.7947 | 3 | 0.0506 | 0.2006 | 0.7987 | 3 |
| Downdraft | 0.0343 | 0.2104 | 0.8598 | 1 | 0.0353 | 0.1887 | 0.8423 | 1 |
| Cross-draft | 0.0524 | 0.2085 | 0.7991 | 2 | 0.0470 | 0.1906 | 0.8021 | 2 |
| Bubbling bed | 0.0879 | 0.1447 | 0.6222 | 5 | 0.0831 | 0.1385 | 0.6251 | 5 |
| Circulating fluidized bed | 0.0609 | 0.1729 | 0.7396 | 4 | 0.0765 | 0.1488 | 0.6604 | 4 |
| Dual fluidized bed | 0.2183 | 0.0569 | 0.2067 | 6 | 0.2087 | 0.0440 | 0.1741 | 6 |
| Scenario 4: 60% Weight to Economic Attribute, 20% to Environment and Rest Equal to 10% Each (Expert 2) | ||||||||
| Thermal Gasification Technique (i) ↓ | For Non-Recycling MSW | For Recycling MSW | ||||||
| Di+ | Di− | Di−/(Di+ + Di−) | Rank Ci | Di+ | Di− | Di−/(Di+ + Di−) | Rank Ci | |
| Updraft | 0.1741 | 0.0793 | 0.3128 | 6 | 0.1618 | 0.0711 | 0.3051 | 6 |
| Downdraft | 0.0964 | 0.1234 | 0.5615 | 3 | 0.0962 | 0.0983 | 0.5054 | 4 |
| Cross-draft | 0.1321 | 0.1051 | 0.4430 | 5 | 0.1301 | 0.0773 | 0.3729 | 5 |
| Bubbling bed | 0.1034 | 0.1083 | 0.5117 | 4 | 0.0812 | 0.1052 | 0.5644 | 3 |
| Circulating fluidized bed | 0.0838 | 0.1404 | 0.6261 | 1 | 0.0567 | 0.1356 | 0.7051 | 1 |
| Dual fluidized bed | 0.1064 | 0.1601 | 0.6008 | 2 | 0.0830 | 0.1582 | 0.6561 | 2 |
| Scenario 5: Equal Weights to All | ||||||||
| Thermal Gasification Technique (i) ↓ | For Non-Recycling MSW | For Recycling MSW | ||||||
| Di+ | Di− | Di−/(Di+ + Di−) | Rank Ci | Di+ | Di− | Di−/(Di+ + Di−) | Rank Ci | |
| Updraft | 0.1091 | 0.1092 | 0.5003 | 5 | 006 | 0.0870 | 0.4638 | 3 |
| Downdraft | 0.0675 | 0.1386 | 0.6724 | 1 | 0.0591 | 0.1194 | 0.6689 | 1 |
| Cross-draft | 0.1155 | 0.1036 | 0.4728 | 6 | 0.0962 | 0.0881 | 0.4780 | 2 |
| Bubbling bed | 0.0964 | 0.1040 | 0.5189 | 3 | 0.1065 | 0.0634 | 0.3731 | 6 |
| Circulating fluidized bed | 0.0827 | 0.1126 | 0.5764 | 2 | 0.0899 | 0.0768 | 0.4607 | 4 |
| Dual fluidized bed | 0.1107 | 0.1165 | 0.5127 | 4 | 0.1175 | 0.0856 | 0.4214 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaneesamkandi, Z.; Rehman, A.U.; Usmani, Y.S.; Sayeed, A.; Alabi, H.S. Methodology for Selecting an Ideal Thermal Gasification Technique for Municipal Solid Waste Using Multi-Criteria Decision Analysis. Appl. Sci. 2023, 13, 12675. https://doi.org/10.3390/app132312675
Kaneesamkandi Z, Rehman AU, Usmani YS, Sayeed A, Alabi HS. Methodology for Selecting an Ideal Thermal Gasification Technique for Municipal Solid Waste Using Multi-Criteria Decision Analysis. Applied Sciences. 2023; 13(23):12675. https://doi.org/10.3390/app132312675
Chicago/Turabian StyleKaneesamkandi, Zakariya, Ateekh Ur Rehman, Yusuf Siraj Usmani, Abdul Sayeed, and Hammed Sodiq Alabi. 2023. "Methodology for Selecting an Ideal Thermal Gasification Technique for Municipal Solid Waste Using Multi-Criteria Decision Analysis" Applied Sciences 13, no. 23: 12675. https://doi.org/10.3390/app132312675