1.1. Functionally Graded Lattice Structures
The constant need for greater sustainability in production environments and the minimisation of resource usage has forced researchers and manufacturers to explore new design approaches. One of the resulting concepts is structures containing locally varying properties of their structure, for instance, their material composition [
1]. These so-called functionally graded materials (FGMs) are designed such that their thermal, structural, vibrational, or other functions can be controlled or optimized. Common applications of FGMs are found in thermal insulation tasks involving metal–ceramic composite materials [
2], for example, to improve the heat insulation of bolted joints [
3]. A subcategory of FGMs is functionally graded lattice structures (FGLSs), which are macroscopic cellular structures containing a locally varying porosity gradient as a function of external factors such as stress or temperature. Their concept stems from structures that can commonly be found in nature [
4], where the available material is intended to be optimally distributed, minimizing resource usage. The use of and research on FGLSs has been greatly accelerated by additive manufacturing (AM) since it readily allows for the production of such intricate designs.
Cellular structures are characterized by the porous composition of cells enclosed by edges or walls, and their exterior dimensions can cover relatively large spans while being lightweight at the same time. Naturally occurring cellular structures have evolved to fulfil various functions such as filtering, insulation, fluid transportation, load-carrying, weight reduction, and other tasks that are equally relevant for numerous engineering applications. They can be composed of vastly different materials and are found on several length scales, such as corals, honeycombs, sponges, cork, wood, and cancellous bone. In industrial settings, artificial cellular structures find use as filters, thermal or sound insulators, lightweight load-bearing elements, or protective liners for a wide variety of tasks.
Cellular structures are categorized according to their three-dimensional composition, regularity, and unit cell type. Planar cellular structures are generally referred to as honeycombs even if they do not contain the characteristic hexagonal pattern known from beehives. Three-dimensional structures characterized by a stochastic distribution of cell walls and sizes composed of open or closed polyhedra are categorized as foams. On the other hand, non-stochastic (i.e., regular, repeating) three-dimensional structures are classified as lattices. The smallest repeating entity of a lattice is the unit cell, which can be composed of struts or surfaces. Strut-based (also called graph-based) unit cells are categorized into bending-dominated and stretching-dominated types depending on their connectivity state at the corner nodes. Surface-based unit cells are divided into three-dimensional honeycombs and triply periodic minimal surface (TPMS) cells. TPMS lattices possess the useful property of dividing the occupied space into two separate volumes, rendering them especially suited for use as heat exchangers.
Lattice structures behave much like expanded foam materials under compressive loads. Their performance during the compressive phase is strongly influenced by the relative density,
, where
is the apparent density of the cellular structure as determined by its external volume and total mass, and
is the density of the base material. A structure’s porosity is, therefore, defined as
. Structures with a relative density of less than 30% are considered to be cellular, whereas they are considered to behave more like solids with isolated pores above this threshold [
5]. In compression, foams exhibit an initially linear elastic regime wherein the response is governed by cell wall bending or stretching, depending on the cell morphology. The initial part of the stress–strain curve is the linear elastic phase; its derivative is defined as the apparent Young’s modulus,
. It is followed by a long collapse plateau at nearly constant (in the case of elastic–plastic materials) or slowly rising (in the case of elastomeric materials) stress until full densification is reached. Elastic–brittle materials cause a sharp stress decrease after the linear regime; the plateau is characterized by stress fluctuations caused by the successive brittle failure of the cells. Ductile materials show a smoother transition after the linear elastic regime with few or no fluctuations in the plateau phase. Both brittle and ductile material types may show successive layer collapses during the plateau phase, which is recognizable by its large, low-frequency force fluctuations. The long progression of the plateau phase permits large kinetic energy absorption potential that renders foams and lattice structures well suited for use as protection devices for sensitive electronics, wearable padding for sports purposes, etc. Lastly, densification is reached at the end of the plateau regime when opposing cell walls come into contact. The compressive response is then governed by the properties of the base material.
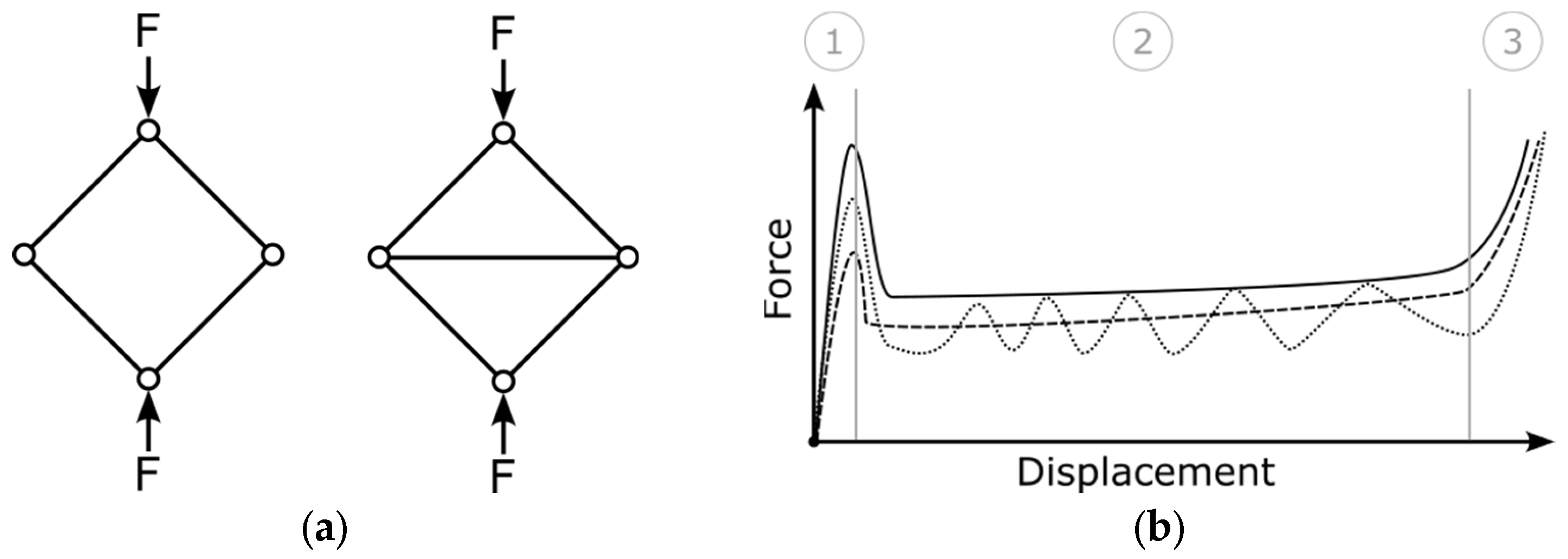
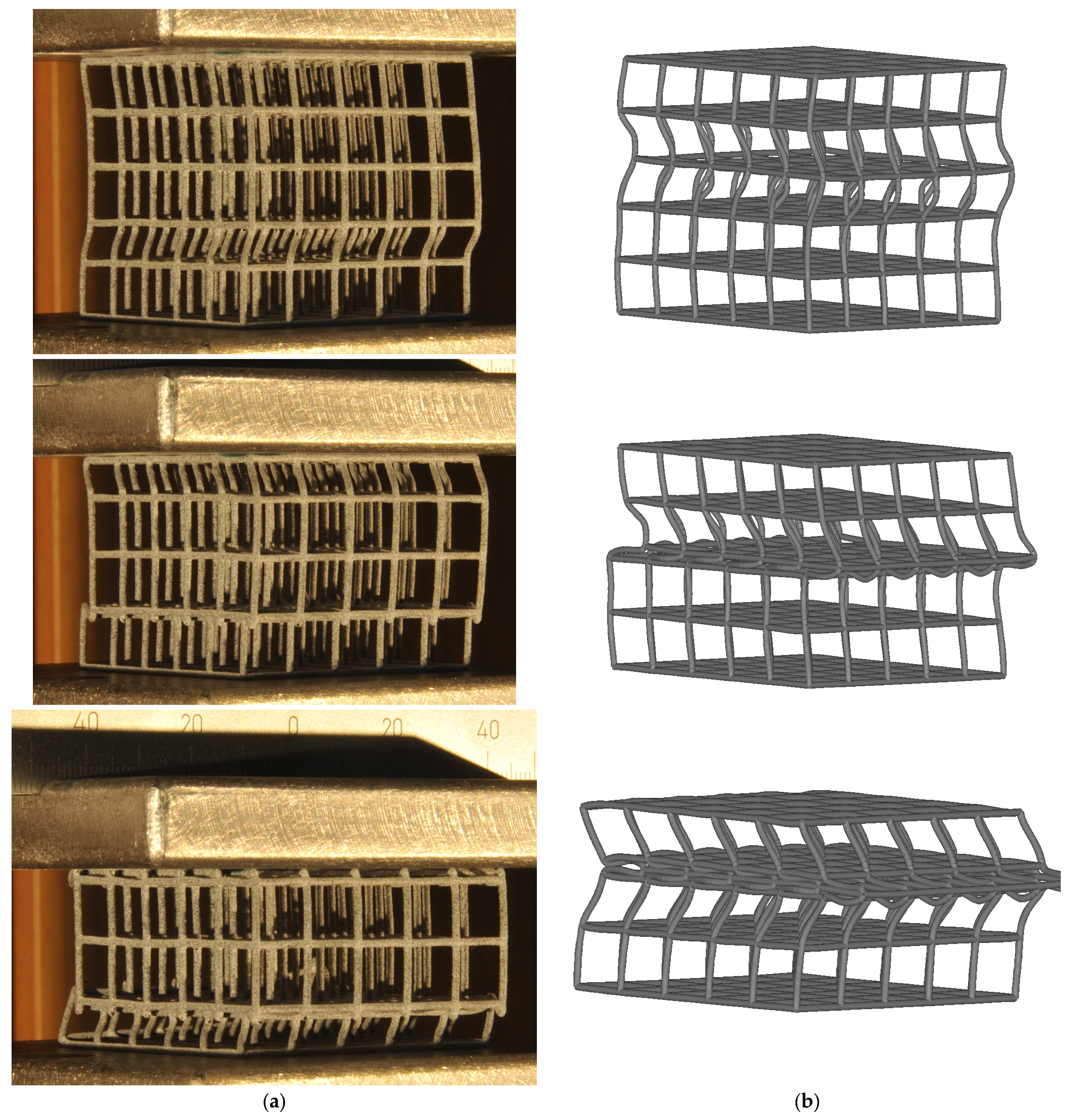
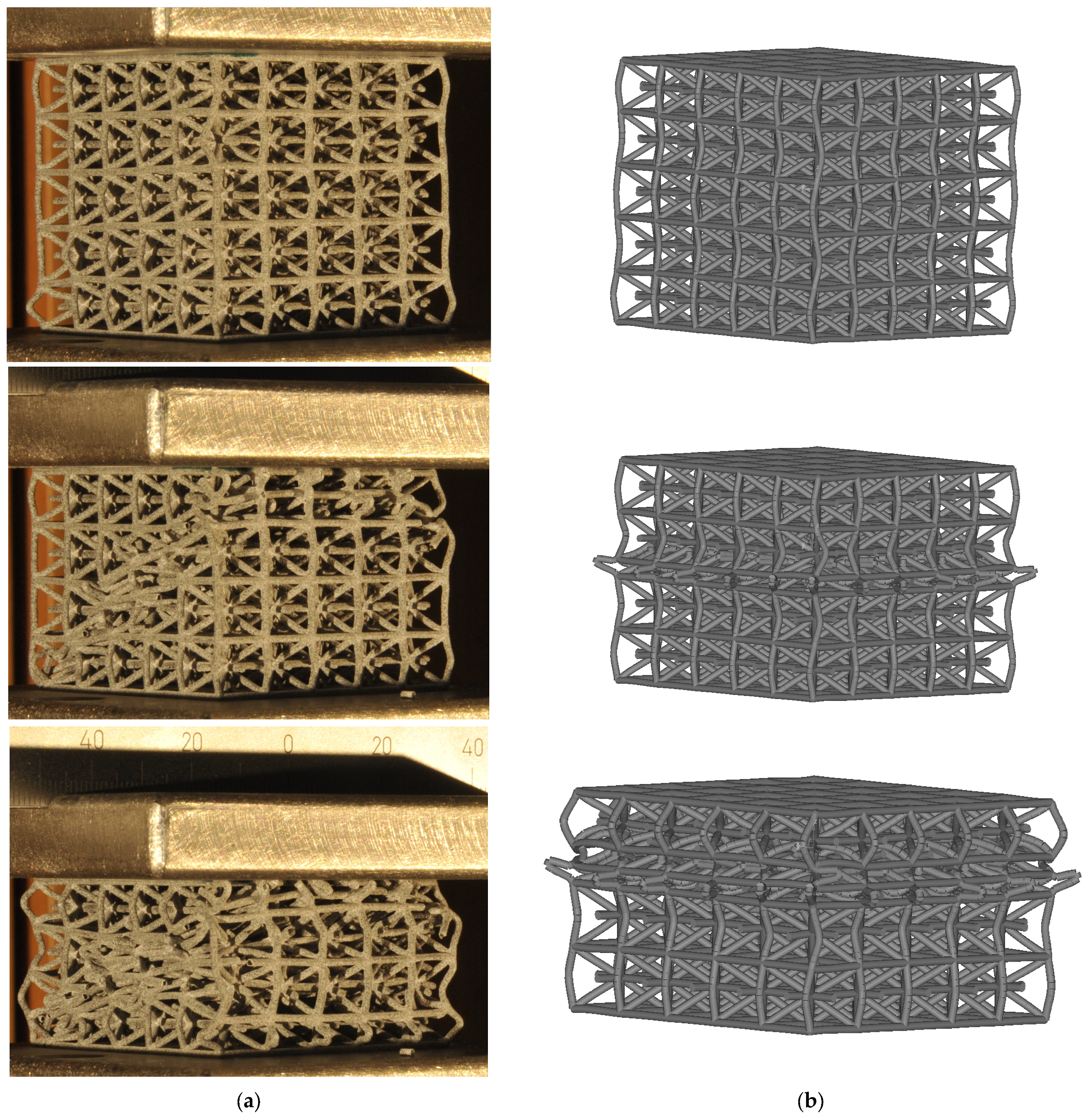
Lattice structures share the described characteristics with foamed materials; however, the lattice’s unit cell category can further influence their compressive response in different manners. Bending-dominated unit cell types (see
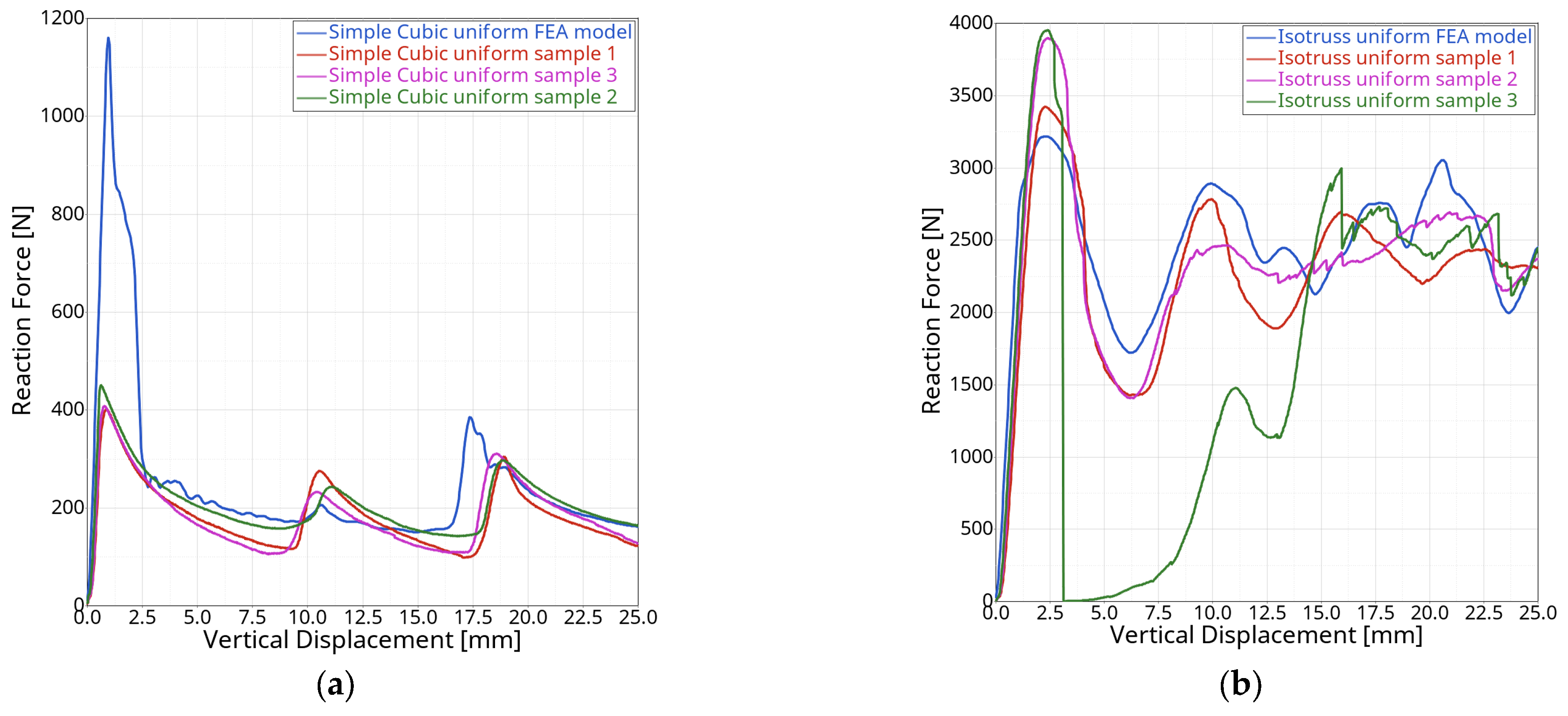
Figure 1a) collapse early on because of the formation of compliant plastic hinges, causing a relatively smooth transition to the plateau regime (
Figure 1b). On the other hand, stretching-dominated types yield later and more abruptly because of rupturing or buckling struts, causing a higher force peak at the end of the linear elastic regime and a sharp drop to the plateau regime stress level. The lattice categories are further subdivided into many different cell types such as the Simple Cubic (SC) cell, Face-Centred Cubic, Body-Centred Cubic, Fluorite, Diamond, Kelvin, Re-entrant, Weaire–Phelan, and combinations or alterations thereof. Although the unit cell type evidently influences the structural response of a lattice, its impact is noticeably smaller compared with the choice of base material, relative density, and unit cell category.
Lattice structures can be readily adapted to improve their performance or to specifically tailor them as needed. Such modifications can include strut thickness optimizations [
6], bidirectional cell size grading [
7], unit cells designed via topology optimization [
8], combinations of differing unit cell sizes in honeycombs [
9], unit cell type and orientation changes mimicking crystal grain structures [
10], corner node movements allowing lattice struts to follow principal stresses [
11], combining unit cell types [
12], related methods such as using topology optimization with certain constraints to achieve fine lattice-like structures [
13], and many others.
1.2. Functionally Graded Lattice Structures Incorporating a Thickness Gradient under Compressive Loads
An easily controlled grading variable is the thickness of strut-based lattices while the cell type and size are kept constant. Several publications have considered the thickness-grading styles of lattices in quasi-static or dynamic compressive load cases and noted potential performance improvements compared with uniform lattices of the same relative density. Niknam et al. [
14] studied six different lattice types at 50% porosity made of Formlabs Elastic 50 A resin in quasi-static compression, comparing them with four linearly varying thickness distributions along a single axis. The lattices were loaded along or perpendicular to the gradient direction to assess potential differences. They concluded that the uniform lattices were mostly capable of higher stress levels and absorbing more energy than the graded lattices at low compression strains; however, this trend was reversed at higher compressive strain levels. Furthermore, applying a gradient perpendicular to the loading direction appeared to outperform a parallel gradient in most of the model configurations. The performance of lattices under compressive loads is commonly assessed via specific energy absorption (SEA), a measurement dividing the absorbed compressive energy by the structure’s mass.
Ajdari et al. [
15] investigated a two-dimensional hexagonal aluminium honeycomb at 5% relative density under dynamic compression. At low speeds, the uniform configuration showed the largest energy absorption and the graded variants the lowest. During high-velocity compression, differences in behaviour start to occur at different compression stages. Up to 25% compression, a positive gradient with more mass located near the moving plate shows significantly increased energy absorption compared with the inverted gradient, while the uniform distribution’s absorption level is nearly the average of the graded lattices’ performance. At approximately 55% compression, all graded lattices have reached comparable energy absorption levels only to diverge again at higher compression levels. Between 60 and 80% compression, lattices with a negative gradient (less mass near the moving plate) show the greatest energy absorption capabilities. The same study also considered a honeycomb Voronoi lattice structure in the same load case, and similar findings were reported.
Maskery et al. [
16] studied two cuboid lattice structures at a relative density of 19% made of polyamide 12 produced with a Selective Laser Sintering (SLS) machine. A constant gradient was applied to BCC and BCCz lattices (which are BCC unit cells with additional vertical struts) along the compression direction. In quasi-static compression, the uniform lattice structures exhibit long, flat plastic plateaus, whereas the graded structures show pronounced sequential layer collapses. Both types of graded structures outperformed the uniform counterparts vastly with 80% (BCC) and 114% (BCCz) higher specific energy absorption.
In a similar study by Maskery et al. [
17], a BCC lattice structure made of Al-Si10-Mg produced via Selective Laser Melting (SLM) with heat treatment was tested under quasi-static compression. A relative density of 22% was set for both the uniform lattice and a linearly changing thickness distribution. The graded lattice showed a slight increase in SEA of approximately 10%. A uniform, non-heat-treated specimen failed because of shear band formation and large-scale diagonal failure in the early compression stages with 10% strain. This was accompanied by the near-total loss of load-bearing capacity until the densification stage began.
Choy et al. [
18] studied two lattice structures produced with SLM using grade 23 Ti-6Al-4V in quasi-static compression. The lattices included an identical linear thickness change along the compression direction and were designed with high average relative densities of 29% for the cubic lattice and 48% for the hexagonal honeycomb lattice. The reported specific energy absorption of up to 50% strain was 40% lower for the cubic lattice and 10% higher for the hexagonal lattice. Upon rotating the lattice geometries by 90 degrees, with the thickness gradient applied to the compression direction, the graded cubic and hexagonal lattices showed increased absorption capabilities of 68% and 19% compared with the uniform lattices, respectively.
A study by Tao et al. [
19] considered a TPMS lattice made of 304 L stainless steel produced with Selective Laser Melting. Five different continuous, linear thickness changes oriented along the compression direction were examined. The relative density was kept constant at approx. 56% for all specimens. The experimental verification of two thickness gradient choices showed nearly identical load–displacement curves and did not allow for a clear ordering of their specific energy absorption capabilities.
Bai et al. [
20] compared a BCC lattice with uniform and nonlinearly changing thickness. Additionally, a variant with non-uniform unit cell height was considered. The specimens had an average relative density of approx. 18%, were manufactured via SLS using PA2200, and were compressed in a quasi-static manner. In a strain range of up to 55%, both the uniform lattice and the one with non-uniform cell height showed an almost linear increase in specific energy absorption, with the latter being slightly higher. The thickness-graded lattice exhibited far lower SEA during most of the compression procedure, but its SEA curve grew approx. cubically and reached a performance level almost equal to the uniform and size-graded variants at their respective final strain values.
1.3. Motivation, Aim, and Scope
Upon reviewing the studies summarized in the previous section, it becomes evident that graded lattices possess greater energy absorption potential than uniform structures with identical weights. The achievable performance improvements reported by the considered studies differ strongly because of the various combinations of grading styles, lattice types, compression speeds, materials, relative densities, and levels of compressive strain. Seemingly no study has investigated a method of finding an ideal thickness gradient through optimization for the considered load case, lattice type, and material choice. Only manually specified gradients that closely adhered to linearly changing thicknesses have been investigated. Therefore, this investigation aims to expand on previous studies and to find an optimal thickness distribution for the chosen lattice structure in a compressive load case, potentially enhancing a multitude of applications.
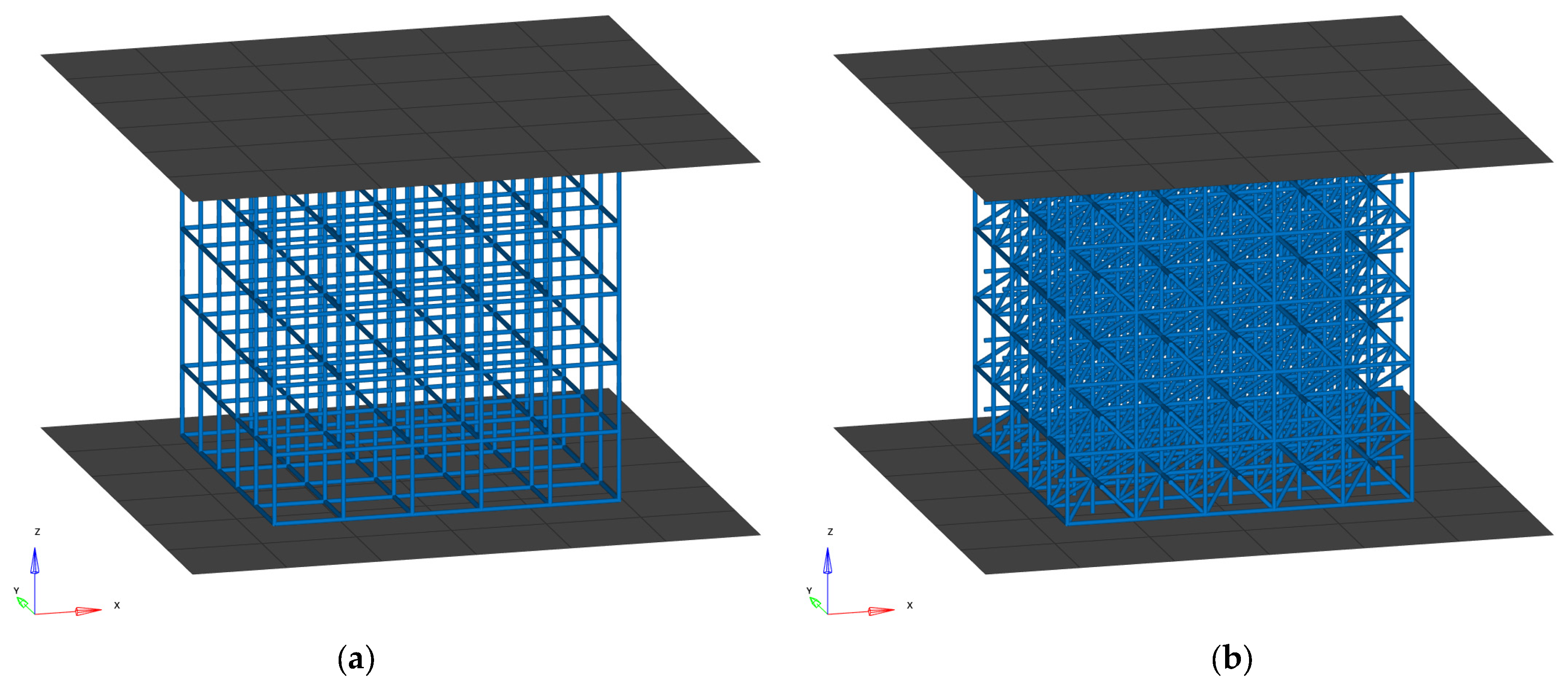
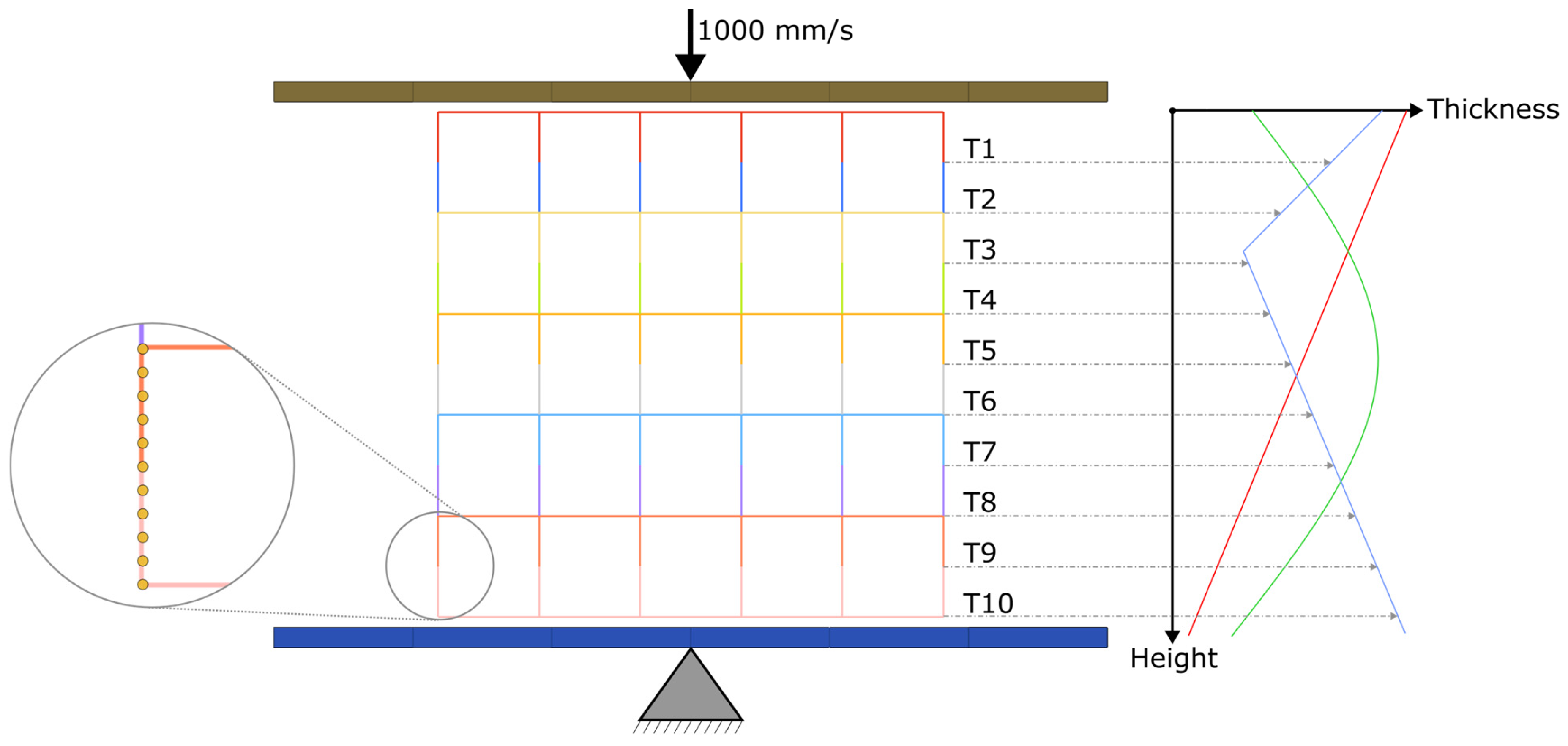
To render the proposed optimization procedure compatible with current finite element analysis (FEA) solvers, the model must be separated into discrete regions, each possessing an element thickness property that can be altered separately. However, using every single thickness property as a separate optimization variable would result in unmanageable computation times. The lattice’s thickness distribution is, therefore, governed by a predefined mathematical function to reduce the number of optimization variables and to enable an efficient optimization process with FEA. The method’s utility is not limited to this specific load case or structure. It may be adapted to arbitrary goals and geometries as long as 1D or 2D elements are used for the lattice’s geometrical discretization.
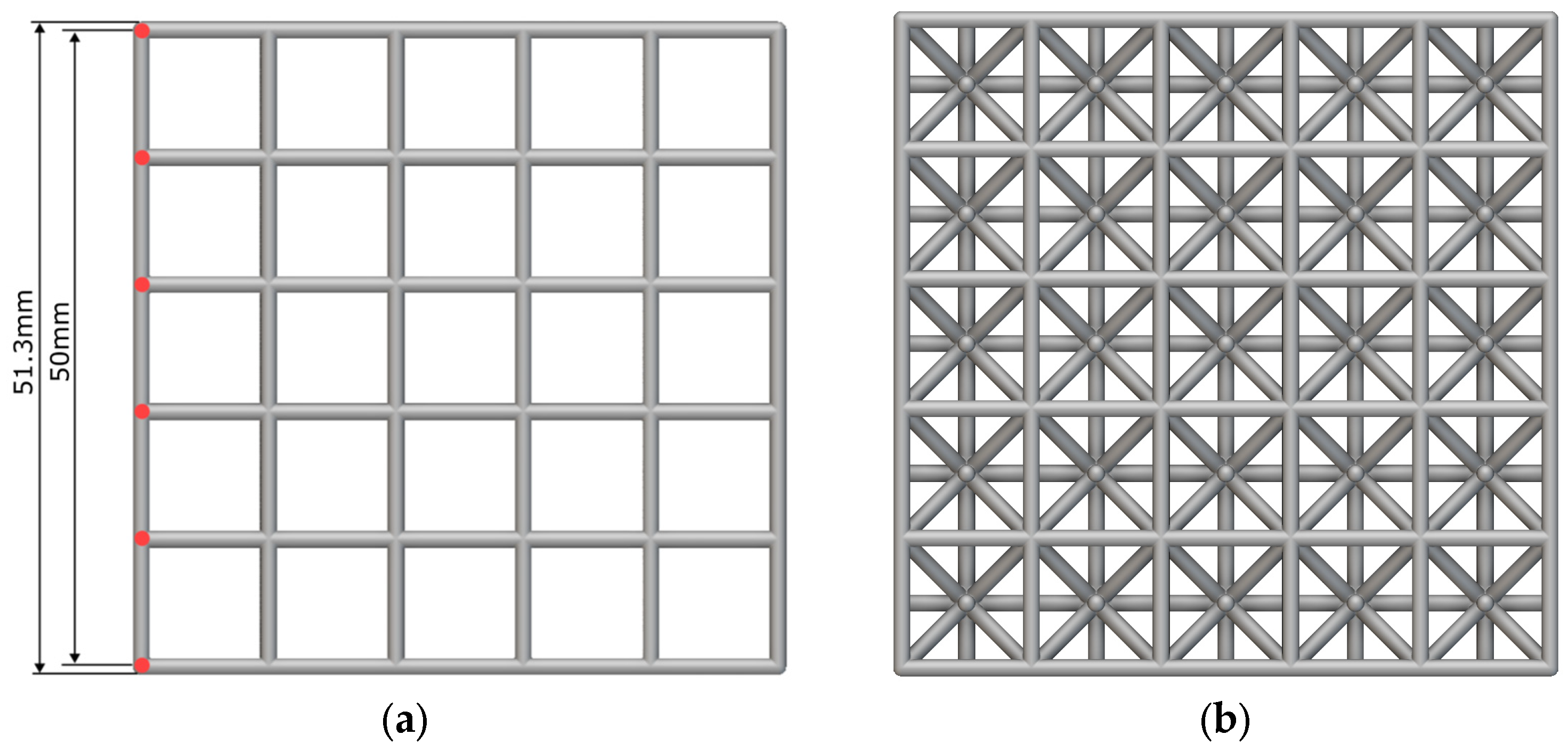
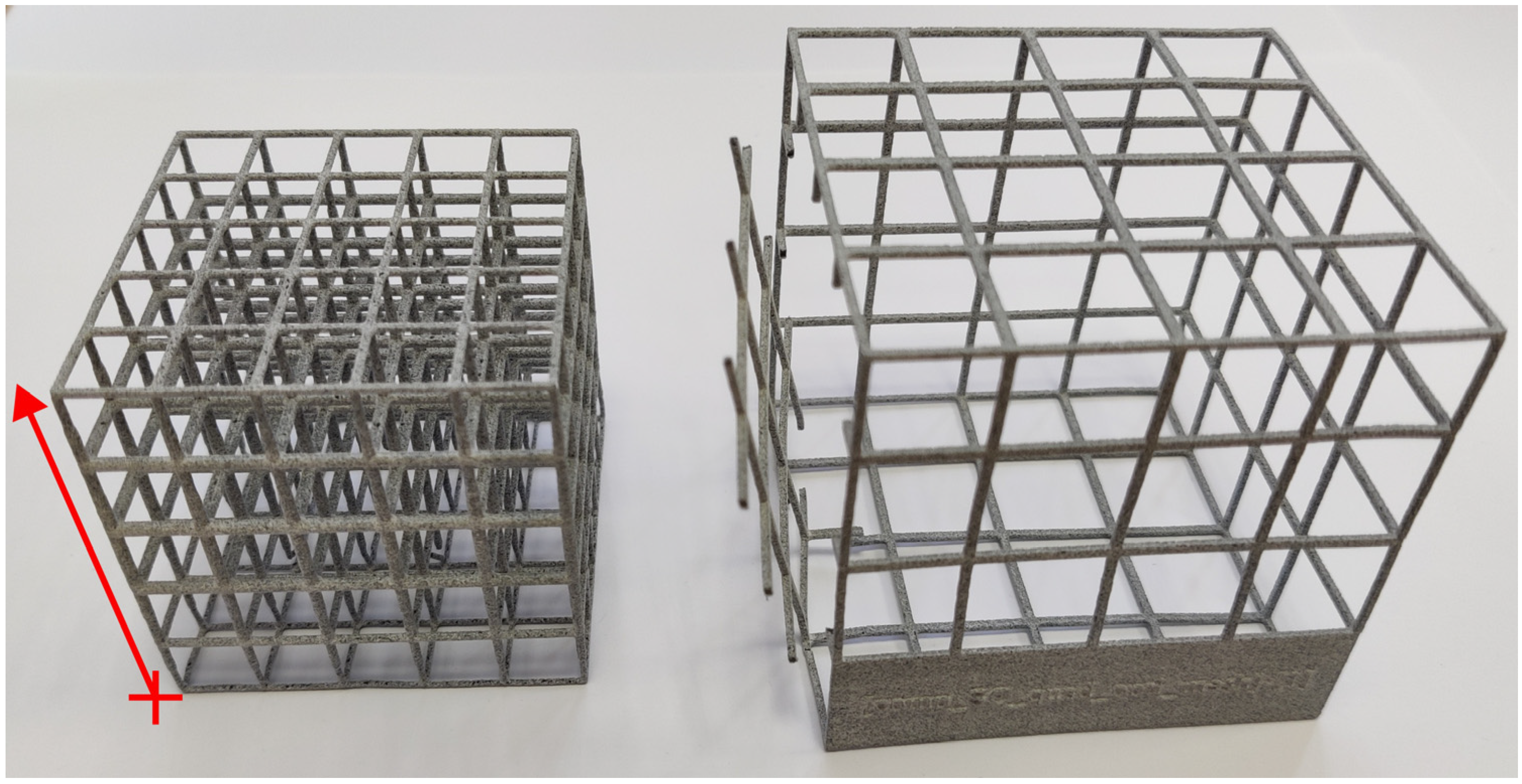
Two graph unit cell types (bending-dominated versus stretching-dominated) are examined in a compressive load case to assess their performance differences and improvement potential. Three thickness-grading styles are proposed, and the best-performing option is physically tested. Surface-based lattices are not investigated in this publication. Only a limited number of lattice and material options can be considered here; the investigation is, therefore, not intended to provide a universally valid gradient recommendation. Rather, the proposed optimization approach should be used to efficiently explore the improvement potential of other lattice configurations, materials, and load cases.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}