
Experimentally Aided Operational Virtual Prototyping to Predict Best Clamping Conditions for Face Milling of Large-Size Structures

Abstract
:Featured Application
Abstract
1. Introduction
- -
- Estimation of the minimum work of cutting forces in the direction of the cut layer width, using only the experimentally determined frequency response function (FRF) of the workpiece [28];
- -
- Application of the experimentally determined FRF of the workpiece and simulated plots of nominal cutting forces [29].
- -
- To create a modal model of the workpiece, frequency response functions (FRFs) were determined at excitations in the vicinity of all accelerometers installed along the machined surface.
- -
- The influence of spindle speed on the dynamic properties of the rotating tool was taken into account. The above results in the fact that, unlike a non-rotating system (mainly characterized by double natural frequency and decoupled modes in two mutually perpendicular planes), now we observe two different frequencies and the corresponding coupled modes of natural vibrations.
- -
- The assessment of compliance with the computational model of the machining process was made based on the root mean square (RMS) assessment in the most dangerous central zone of the surface, instead of the previously averaged RMS values from all accelerometers.
2. Description of the Proposed Method
2.1. Experimentally Aided Operational Virtual Prototyping
- Clamping the workpiece on the machine table with tightening screws set for nominal, standard conditions.
- Performance of the Experimental Modal Analysis for identifying natural frequencies , dimensionless damping coefficients , and the vectors of normal modes of the workpiece along the desired tool path. Excitations are applied near each sensor placed on the machined surface.
- Selection of the dominant natural frequencies and calculation of the interpolated modal shapes along the workpiece according to the planned tool path.
- Preparation of a hybrid model of the milling process based on the modal model of the machined surface.
- Determination of the cutting process parameters kdl, μl2, and μl3 (their meaning will be explained in Section 2.2.1) for further simulations, based on the assessment of the compliance of the computational model with the nominal clamping conditions of the workpiece.
- Selection of the set of the considered clamping conditions.
- For each of the clamping conditions selected in step 6, the implementation of steps 2, 3, and 4, as well as the simulation of the milling process with the cutting parameters determined in step 5.
- Selection of the best clamping condition based on the evaluation of RMS values of the simulated relative tool–workpiece displacements.
- Performance of the real milling process with the selected best clamping condition and resulting evaluation.
2.2. Simulation Model
2.2.1. Cutting Process Dynamics
- -
- The tool rotates at spindle speed n and the workpiece moves at feed speed vf.
- -
- -
- The dynamic properties of the workpiece are taken into account.
- -
- The proportional and delayed feedback interactions caused by current and previous passes of the cutting edge along the cut layer are included so the effects of internal and external modulation of the layer thickness are accommodated [31].
- -
- In the conventional contact points of the tool edges with the workpiece, coupling elements (CEs) are located that model the dynamics of the cutting process [31]. The positions of CEs relative to the workpiece change over time as the tool rotates at speed n. The actual position of the cutter edge no. l is described by the immersion angle φl = φl(t). It corresponds to the temporary position of CE no. l. Edges having, at a given time, contact with materials that are called “active”.
- -
- γ0—rake angle and α0—clearance angle as elements of the cutting edge geometry,
- -
- κr—cutting edge angle, and in the presented case, κr = 90°,
- -
- ap—depth of cutting,
- -
- Fyl1,Fyl2,Fyl3—forces acting in the direction of, respectively, the nominal cutting speed vc, the cutting layer thickness hl, and current depth of cutting apl,
- -
- D—tool diameter and milling widths B1 and B2,
- -
- local rotating coordinate system xr1, xr2, xr3 of the RFE,
- -
- The influence of the ploughing force is significant when hDl < rt [32]. In the case of inserts of unblunt milling tools, the rt value does not exceed 10 μm, which in the case of the experiment in question (fz = 0.115 mm) causes hDl = fz cos(φl) > rt in the range of (−85°; +85°), so in almost the entire range of possible immersion angles 〈−90°; +90°〉.
- The ploughing force is important, especially in light of possible non-linearities, at low cutting speeds [33]. In the present experiment, at n = 1300 rpm and D = 44 mm, vc values are estimated to be close to 200 m/min, which fully justifies the omission of the ploughing force.
- The mentioned plasticizing effect makes the proportionality coefficient necessary to determine the ploughing force problematic and even difficult to estimate, especially in real production conditions.
2.2.2. Hybrid Model of the Milling Process
2.2.3. Normal Mode Interpolation
2.3. Method Summary
- -
- Creating a modal model of the workpiece by determining the FRF with excitations in the vicinity of all accelerometers installed along the machined surface;
- -
- Taking into account the influence of spindle speed on the dynamic properties of the rotating tool. Unlike the non-rotating system (characterized by double natural frequency and decoupled modes in two mutually perpendicular planes), two different frequencies and the corresponding coupled natural modes are observed now;
- -
- Assessment of compliance of the computational model of the machining process based on the root mean square (RMS) in the most dangerous zone of the central surface, and not previously averaged RMS values for the entire milling pass.
3. Results
3.1. The Workpiece and Milling Process Setup for the Experimental Research
3.2. Experimental Modal Analysis
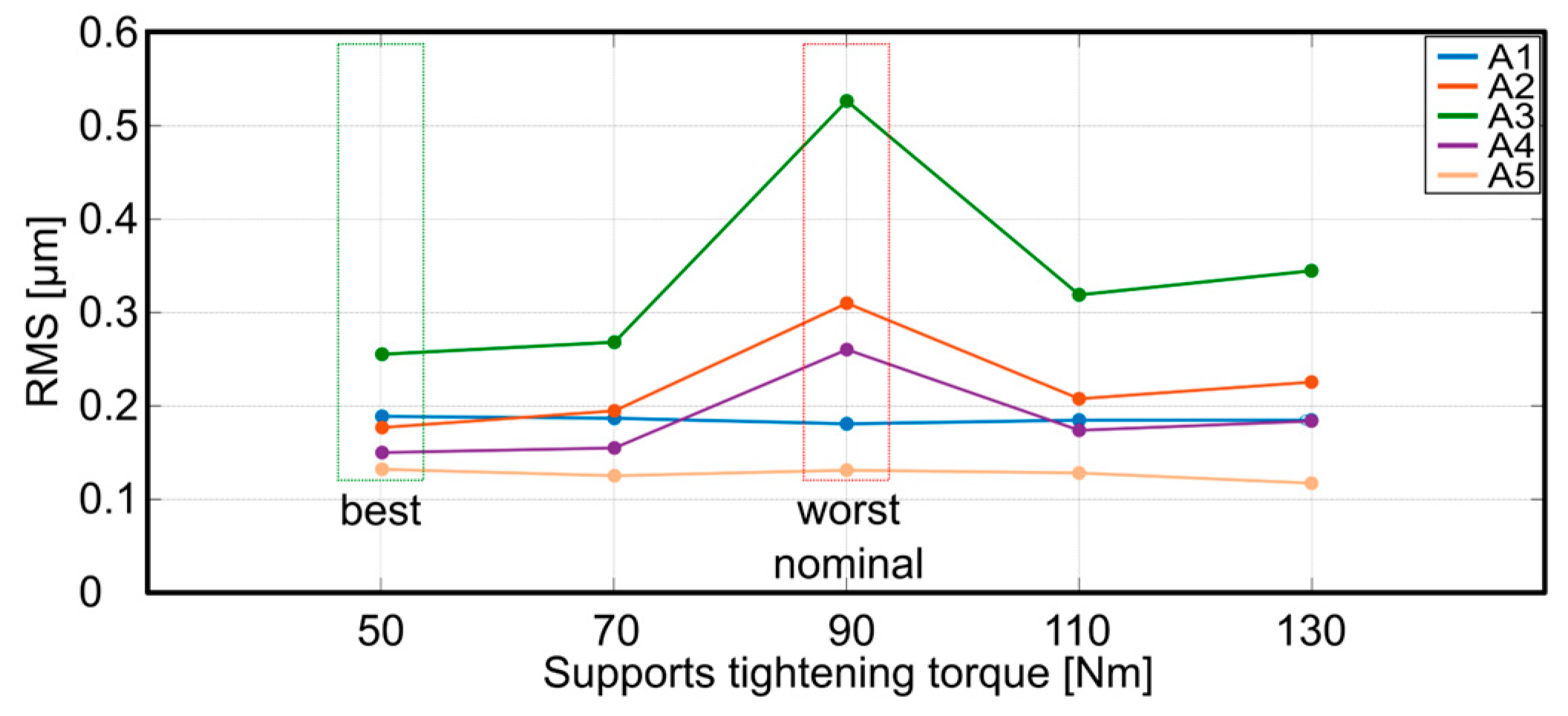
3.3. Clamping Screw Tightening Torque Selection
3.4. Experimental Milling Result
3.5. Time Consumption of the EAOVP Method Implemented in Practice
- -
- Step 1—Clamping the workpiece on the machine table with tightening screws set for standard conditions (i.e., 90 Nm), and requires 1 min.
- -
- Step 2—Performance of the Experimental Modal Analysis for identifying six natural frequencies, dimensionless damping coefficients, and accompanying vectors of normal modes of the workpiece along the desired tool path, and requires 5 min.
- -
- Step 3—Obtaining an interpolated modal model along the workpiece according to the planned tool path, using a laptop equipped with an Intel Core i7-6700HQ 2.60 GHz processor and 32 GB RAM (Intel, Santa Clara, CA, USA), and requires 15 min.
- -
- Step 4—Preparing a hybrid model of the milling process based on the modal model of the machined surface does not require time. The appropriate computational model and simulation program have already been prepared.
- -
- Step 5—Determination of the cutting process parameters kdl, μl2, and μl3 for further simulations, based on the assessment of the compliance of the computational model with the actual behavior of the workpiece in nominal clamping conditions (i.e., 90 Nm), and requires one actual milling (main time 3.5 min) plus one vibration measurement (5 min) and performance of max. five simulations. Using a laptop similar to step 3, each simulation takes 2.5 min for a total of 3.5 + 5 + 5 × 2.5 = 21 min.
- -
- Step 6—Selecting a set of mounting conditions to consider does not require time.
- -
- Step 7—For the four clamping conditions selected in step 6, implementing steps 1, 2, 3, and 4 and simulating the milling process with the cutting parameters specified in step 5 requires 4 x (1 min + 5 min + 15 min + 2.5 min) = 94 min.
- -
- Step 8—Selecting the best clamping condition based on the evaluation of the RMS value of the relative tool–workpiece displacements takes only 1 min.
- -
- Step 9—Performing the actual milling process with the best clamping conditions selected requires 3.5 min (main time of one milling pass), and the result evaluation requires 5 min.
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
References
- Fei, J.; Xu, F.; Lin, B.; Huang, T. State of the art in milling process of the flexible workpiece. Int. J. Adv. Manuf. Technol. 2020, 109, 1695–1725. [Google Scholar] [CrossRef]
- Hao, X.; Li, Y.; Zhao, Z.; Liu, C. Dynamic machining process planning incorporating in-process workpiece deformation data for large-size aircraft structural parts. Int. J. Comput. Integr. Manuf. 2019, 32, 136–147. [Google Scholar] [CrossRef]
- Xu, C.; Dou, J.; Chai, Y.; Li, H.; Shi, Z.; Xu, J. The relationships between cutting parameters, tool wear, cutting force and vibration. Adv. Mech. Eng. 2018, 1, 10. [Google Scholar] [CrossRef]
- Guo, M.; Ye, Y.; Jiang, X.; Wu, C. Comprehensive effect of multi-parameters on vibration in high-speed precision milling. Int. J. Adv. Manuf. Technol. 2020, 108, 2187–2195. [Google Scholar] [CrossRef]
- Attia, H.; Sadek, A.; Altintas, Y.; Matsubara, A.; Umbrello, D.; Wegener, K.; Eisseler, R.; Ducobu, F.; Ghadbeigi, H. Physics based models for characterization of machining performance—A critical review. CIRP J. Manuf. Sci. Technol. 2024, 51, 161–189. [Google Scholar] [CrossRef]
- Zhu, L.; Liu, C. Recent progress of chatter prediction, detection and suppression in milling. Mech. Syst. Signal Process. 2020, 143, 106840. [Google Scholar] [CrossRef]
- Wang, W.K.; Wan, M.; Zhang, W.H.; Yang, Y. Chatter detection methods in the machining processes: A review. J. Manuf. Process. 2022, 77, 240–259. [Google Scholar] [CrossRef]
- Basit, A.; Khan, N.B.; Ali, S.; Muhammad, R.; Abduvalieva, D.; Ijaz Khan, M.I.; Jameel, M. Chatter detection and suppression in machining processes: A comprehensive analysis. Int. J. Interact. Des. Manuf. 2024, 1–21. [Google Scholar] [CrossRef]
- Navarro-Devia, J.H.; Chen, Y.; Dao, D.V.; Li, H. Chatter detection in milling processes—A review on signal processing and condition classification. Int. J. Adv. Manuf. Technol. 2023, 125, 3943–3980. [Google Scholar] [CrossRef]
- Uriarte, L.; Zatarain, M.; Axinte, D.; Yague-Fabra, J.; Ihlenfeldt, S.; Eguia, J.; Olarra, A. Machine tools for large parts. CIRP Ann. Manuf. Technol. 2013, 62, 731–750. [Google Scholar] [CrossRef]
- Totis, G.; Insperger, T.; Sortino, M.; Stépán, G. Symmetry breaking in milling dynamics. Int. J. Mach. Tools Manuf. 2019, 139, 37–59. [Google Scholar] [CrossRef]
- Yan, B.; Hao, Y.; Zhu, L.; Liu, C. Towards high milling accuracy of turbine blades: A review. Mech. Syst. Signal Process. 2022, 170, 108727. [Google Scholar] [CrossRef]
- Urbikain, G.; Campa, F.-J.; Zulaika, J.-J.; López de Lacalle, L.-N.; Alonso, M.-A.; Collado, V. Preventing chatter vibrations in heavy-duty turning operations in large horizontal lathes. J. Sound Vib. 2015, 340, 317–330. [Google Scholar] [CrossRef]
- Wu, J.; Tang, X.; Peng, F.; Yan, R.; Xin, S. A novel mode coupling mechanism for predicting low-frequency chatter in robotic milling by providing a vibration feedback perspective. Mech. Syst. Signal Process. 2024, 216, 111424. [Google Scholar] [CrossRef]
- Zheng, Y.; Wu, D.; Wang, H.; Liang, J.; Liu, X. Machining fixture and deformation control of aero-engine thin-walled casing. Int. J. Adv. Manuf. Technol. 2023, 129, 5601–5614. [Google Scholar] [CrossRef]
- Möhring, H.-C.; Gessler, W.; König, A.; Nguyen, L.T.; Nguyen, Q.P. Modular intelligent fixture system for flexible clamping of large parts. J. Mach. Eng. 2017, 17, 29–39. [Google Scholar] [CrossRef]
- Liu, Y.; Guan, S.; Zhao, H.; Liu, W.; Duan, L.; Sha, T. Evolutionary Design of Machining Fixture Layout for Thin-Walled Structure. Math. Probl. Eng. 2022, 2022, 521696. [Google Scholar] [CrossRef]
- Li, G.; Du, S.; Huang, D.; Zhao, C.; Deng, Y. Elastic mechanics-based fixturing scheme optimization of variable stiffness structure workpieces for surface quality improvement. Precis. Eng. 2019, 56, 343–363. [Google Scholar] [CrossRef]
- Feng, Q.; Maier, W.; Stehle, T.; Möhring, H.-C. Optimization of a clamping concept based on machine learning. Prod. Eng. 2022, 16, 9–22. [Google Scholar] [CrossRef]
- Liu, C.; Zheng, Y.; Wang, J.; Jin, K.; Yu, J.; Li, J. Fixture layout optimization for large thin-walled parts based on improved particle swarm optimization algorithm. Int. J. Adv. Manuf. Technol. 2024, 132, 3579–3592. [Google Scholar] [CrossRef]
- Möhring, H.C.; Wiederkehr, P.; Gonzalo, O.; Kolar, P. Lecture Notes in Production Engineering: Intelligent Fixtures for the Manufacturing of Low Rigidity Components; Springer: Cham, Switzerland, 2018. [Google Scholar] [CrossRef]
- Wu, G.; Li, G.; Pan, W.; Raja, I.; Wang, X.; Ding, S. A state-of-art review on chatter and geometric errors in thin-wall machining processes. J. Manuf. Process. 2021, 68, 454–480. [Google Scholar] [CrossRef]
- Kaliński, K.J.; Galewski, M.A.; Mazur, M.R.; Morawska, N. A technique of experiment aided virtual prototyping to obtain the best spindle speed during face milling of large-size structures. Meccanica 2021, 56, 825–840. [Google Scholar] [CrossRef]
- Kao, C.-Y.; Chen, X.-Z.; Jan, C.J.; Hung, S.L. Locating damage to structures using incomplete measurements. J. Civ. Struct. Health Monit. 2016, 6, 817–838. [Google Scholar] [CrossRef]
- Jarosińska, M.; Berczyński, S. Changes in Frequency and Mode Shapes Due to Damage in Steel–Concrete Composite Beam. Materials 2021, 14, 6232. [Google Scholar] [CrossRef] [PubMed]
- Martarella de Souza Mello, F.; Pereira, J.L.J.; Gomes, G.F. Multi-objective sensor placement optimization in SHM systems with Kriging-based mode shape interpolation. J. Sound Vib. 2024, 568, 118050. [Google Scholar] [CrossRef]
- Müller, G.; Rödel, L.; Krebs, J. Automated Fixture Planning in Milling Processes: A Systematic Literature Review. In Proceedings of the 2023 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 18–21 December 2023. [Google Scholar] [CrossRef]
- Kaliński, K.J.; Stawicka-Morawska, N.; Galewski, M.A.; Mazur, M.R. A method of predicting the best conditions for large-size workpiece clamping to reduce vibration in the face milling process. Sci. Rep. 2021, 11, 20773. [Google Scholar] [CrossRef]
- Kaliński, K.J.; Galewski, M.A.; Stawicka-Morawska, N.; Jemielniak, K.; Mazur, M.R. The clamping selection method to reduce the vibration of large-size workpieces during the face milling process. Bull. Pol. Acad. Sci.—Tech. Sci. 2024, 72, e148840. [Google Scholar] [CrossRef]
- Kaliński, K.J.; Galewski, M.A.; Mazur, M.R.; Stawicka-Morawska, N. An Experimentally Aided Operational Virtual Prototyping to Obtain the Best Spindle Speed during Face Milling of Large-Size Structures. Materials 2021, 14, 6562. [Google Scholar] [CrossRef]
- Kaliński, K.J. A Surveillance of Dynamic Processes in Mechanical Systems; The Publication of Gdansk University of Technology: Gdansk, Poland, 2012. (In Polish) [Google Scholar]
- Yoon, H.S.; Ehmann, K.F. Dynamics and stability of micro-cutting operations. Int. J. Mech. Sci. 2016, 115–116, 81–92. [Google Scholar] [CrossRef]
- Altintas, Y.; Chan, P.K. In–process detection and suppression of chatter in milling. Int. J. Mach. Tools Manuf. 1992, 32, 329–347. [Google Scholar] [CrossRef]
- 10111:2008; Continuously Hot Rolled Low Carbon Steel Sheet and Strip For Cold Forming. Technical Delivery Conditions. European Standards: Plzen, Czech Republic, 2008.
- Heylen, W.; Lammens, S.; Sas, P. Modal Analysis Theory and Testing; KU Leuven: Leuven, Belgium, 2007. [Google Scholar]
- Feld, M. Fundamentals of Designing Technological Processes of Typical Machine Parts; The Scientific and Technical Publication: Warsaw, Poland, 2000. (In Polish) [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tightening Torque [Nm] | Mode | ||||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| Frequency [Hz] | 50 | 187.36 | 230.91 | 245.68 | 324.68 | 371.00 | 423.41 |
| Modal damping [%] | 1.66 | 3.04 | 2.91 | 1.57 | 1.48 | 1.35 | |
| Frequency [Hz] | 70 | 186.71 | 233.54 | 249.81 | 323.15 | 374.03 | 426.08 |
| Modal damping [%] | 2.07 | 3.46 | 3.16 | 0.98 | 1.02 | 1.68 | |
| Frequency [Hz] | 90 | 187.84 | 234.70 | 251.43 | 323.75 | 377.47 | 422.26 |
| Modal damping [%] | 1.55 | 3.85 | 2.55 | 1.98 | 1.16 | 2.79 | |
| Frequency [Hz] | 110 | 187.80 | 235.49 | 255.49 | 326.04 | 377.99 | 421.72 |
| Modal damping [%] | 1.03 | 3.44 | 2.42 | 1.66 | 1.39 | 2.78 | |
| Frequency [Hz] | 130 | 186.35 | 235.96 | 249.44 | 325.23 | 380.11 | 423.88 |
| Modal damping [%] | 2.26 | 4.17 | 2.92 | 0.76 | 1.16 | 2.35 | |
| Tightening Torque [Nm] | Time Interval for RMS Calculation [s] | ||||
|---|---|---|---|---|---|
| 20–40 | 45–65 | 95–115 | 145–165 | 170–190 | |
| m] | |||||
| 50 | 0.156 | 0.185 | 0.361 | 0.253 | 0.206 |
| 70 | 0.193 | 0.253 | 0.490 | 0.325 | 0.239 |
| 90 (nominal) | 0.171 | 0.246 | * 0.528 | 0.346 | 0.228 |
| 110 | 0.186 | 0.240 | 0.469 | 0.309 | 0.228 |
| 130 | 0.183 | 0.231 | 0.454 | 0.307 | 0.232 |
| Tightening Torque [Nm] | Sensor | ||||
|---|---|---|---|---|---|
| A1 | A2 | A3 | A4 | A5 | |
| m] | |||||
| 50 | 0.188 | 0.176 | 0.255 | 0.149 | 0.131 |
| 70 | 0.186 | 0.194 | 0.268 | 0.154 | 0.124 |
| 90 | 0.180 | 0.310 | * 0.528 | 0.260 | 0.130 |
| 110 | 0.184 | 0.207 | 0.319 | 0.173 | 0.127 |
| 130 | 0.184 | 0.225 | 0.345 | 0.183 | 0.116 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaliński, K.J.; Galewski, M.A.; Mazur, M.R.; Stawicka-Morawska, N. Experimentally Aided Operational Virtual Prototyping to Predict Best Clamping Conditions for Face Milling of Large-Size Structures. Appl. Sci. 2024, 14, 7346. https://doi.org/10.3390/app14167346
Kaliński KJ, Galewski MA, Mazur MR, Stawicka-Morawska N. Experimentally Aided Operational Virtual Prototyping to Predict Best Clamping Conditions for Face Milling of Large-Size Structures. Applied Sciences. 2024; 14(16):7346. https://doi.org/10.3390/app14167346
Chicago/Turabian StyleKaliński, Krzysztof J., Marek A. Galewski, Michał R. Mazur, and Natalia Stawicka-Morawska. 2024. "Experimentally Aided Operational Virtual Prototyping to Predict Best Clamping Conditions for Face Milling of Large-Size Structures" Applied Sciences 14, no. 16: 7346. https://doi.org/10.3390/app14167346