4.1. Wire Harness Assembly-Based Case Study
A recent study on research and development [
57] emphasized the importance of exploring collaborative robots in wire harness assembly. The authors of this study also delved into the analysis and design of Intelligent Collaborative Manufacturing Spaces (ICMS) using a hypergraph-based approach similar to a referenced benchmark [
58]. The wire harness assembly sector served as the inspiration for the case study discussed in this paper. Specifically, the case study focused on the manufacturing processes of a multinational wire harness assembly plant. Detailed information cannot be disclosed due to confidentiality policies; however, the proposed methodology is continually undergoing validation with manufacturing experts.
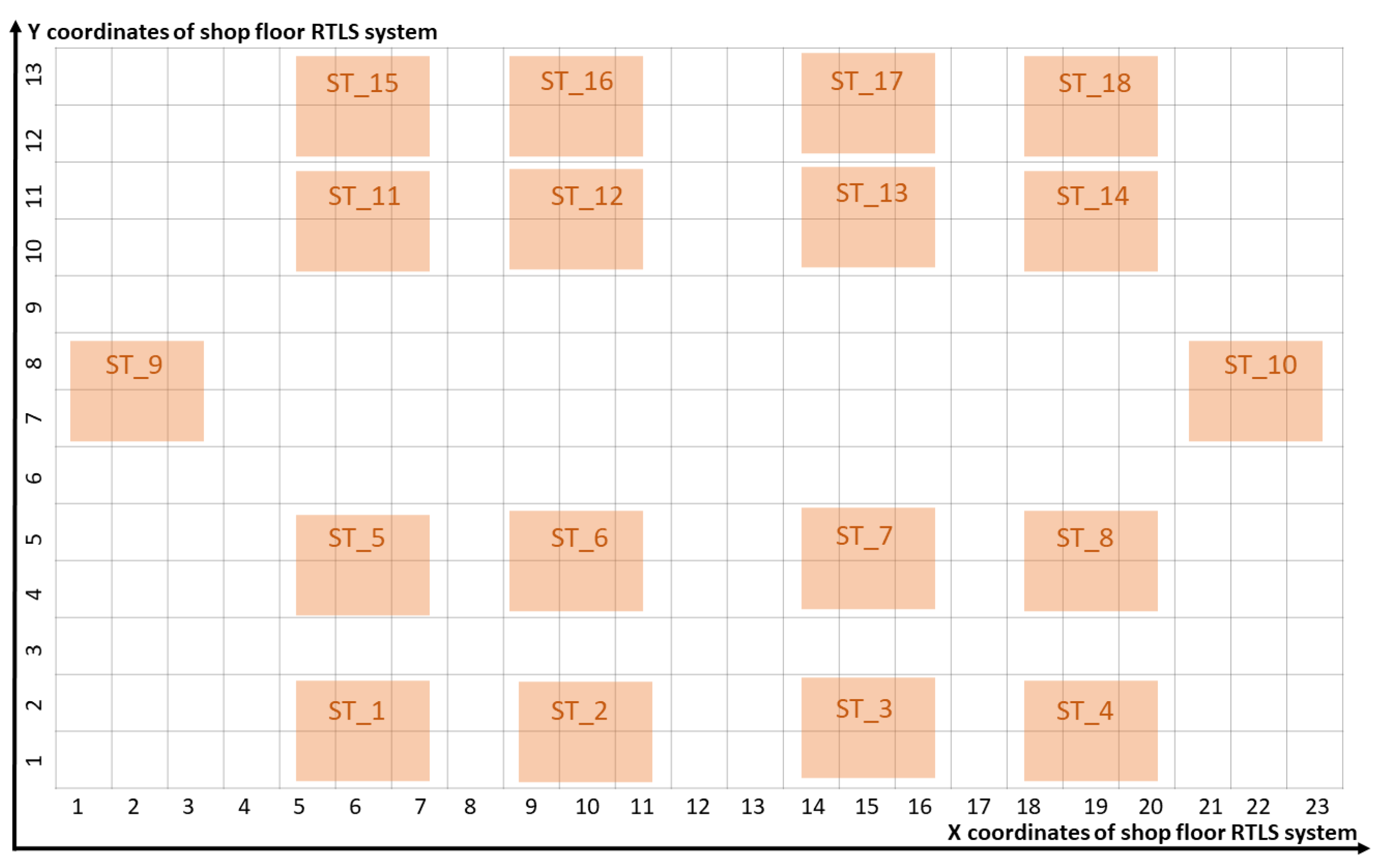
Figure 5 illustrates the factory floor layout, featuring a coordinate system that establishes a grid for assigning operators and production resources like robots and machinery. The case study incorporates a real-time location system (RTLS) that monitors the whereabouts of assembly workers and assets. The X and Y axes on the shop floor correspond to potential RTLS-based positions. Distances required for material handling and transportation can be determined from the grid. Furthermore, the shop floor is divided into 18 distinct areas, for instance, ST_11, which can accommodate workstations.
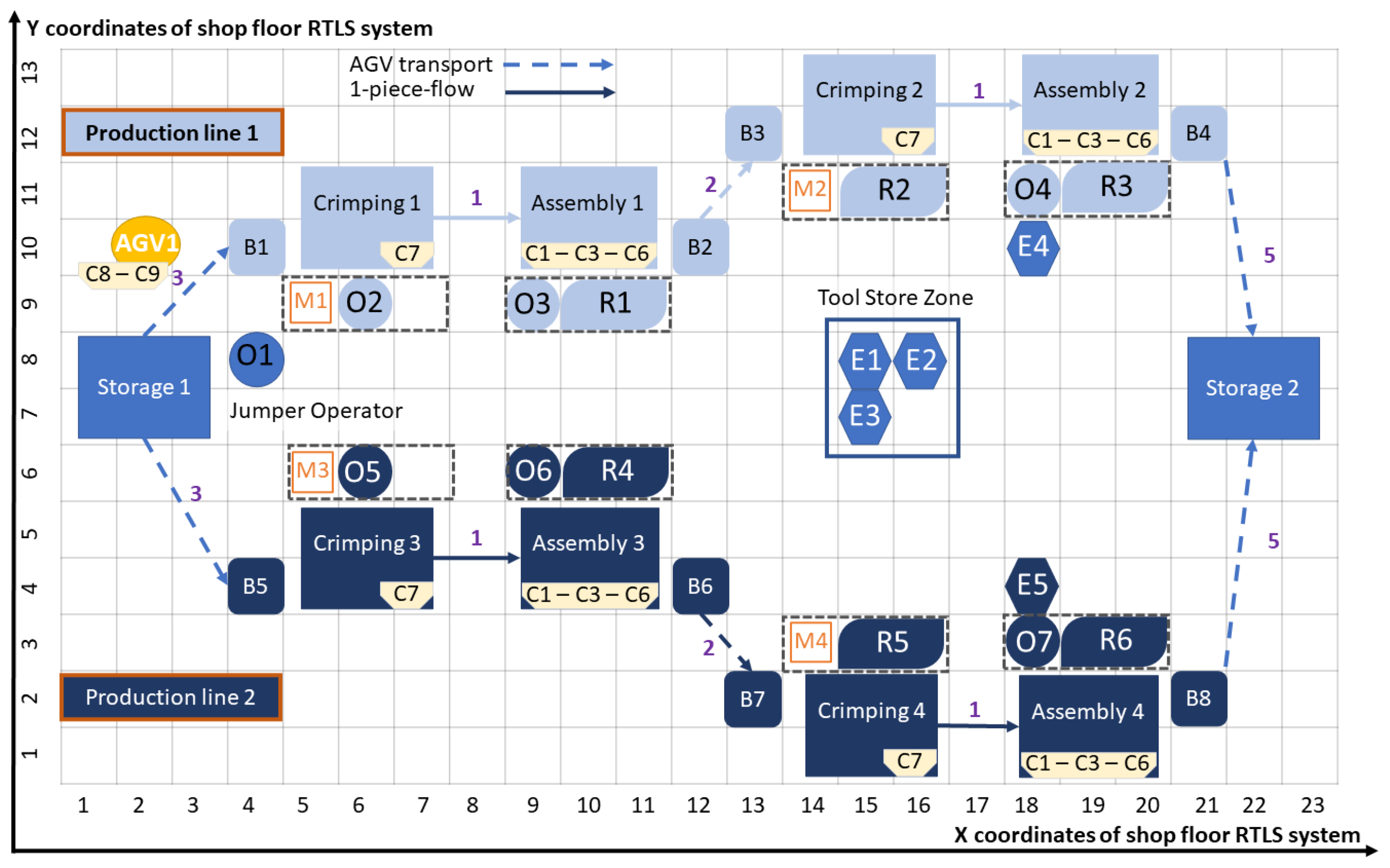
A dual production system comprising batch and traditional production was specified, and the workflow is depicted in
Figure 6, which is derived from an actual wire harness industry assembly line. This process involves two assembly lines that share tasks and resources. The components of these lines are detailed in
Table 2. The shop floor includes two storage areas, multiple buffers, crimping stations, and assembly stations. The second group of components encompasses human–machine agents, which can be operators or robots, as well as production line assets, such as machines, tools, screwdrivers, and the AGV (Automated Guided Vehicle). Additionally, specific capabilities are necessary to perform designated tasks, along with sensor components, to oversee the collaborative environment.
A detailed list of activity types for this benchmark problem can be found in
Appendix A in
Table A2, encompassing categories such as the crimping process, assembly process, or material handling, along with the definitions of the outcomes associated with these activity types. It is crucial not only to define the activity types but also their results for effective process tracking and collaboration. A more comprehensive overview of the wire harness assembly benchmark is presented in
Appendix B, where each activity type of the intricate industrial process is outlined in
Table A1, followed by detailed descriptions of the sequence of activities in
Table A3 and
Table A4 of the
Appendix B, as highlighted in this study. In addition to the main elements listed in
Table 2, other attributes of the elements include the following Capabilities necessary for carrying out specific activities:
—insertion and laying of parts (cabling),
—terminal handling,
—terminal screwing,
—crimp machine operation,
—loading or unloading of the
, and
—workpiece transport on the shop floor. Moreover, there are specialized tools, some of which are shared across the process, namely
—wiring tool,
—hose tool, and
–
—screwdrivers. Additionally, various unique Machines (M) are allocated to different Crimping Stations, while Tools (E) are considered communal assets within Assembly Stations.
In
Figure 6, the brighter-colored elements represent Production line 1, while the darker ones represent Production line 2. Shared assets and resources are visualized in the middle. Material handling steps during production are indicated with arrows, which can be carried out as a one-piece-flow by operators or through an AGV-based transport system. Additionally, the distances over which materials are moved are marked with purple numbers. The process flow, illustrated in
Figure 6, begins at Storage 1, where the operator known as jumper
loads
(using capability
) with a batch, which is then transferred by
to either Crimping station 1 or 3 (using capability
), where the unloading is performed by operator
or
into the local buffers
or
. The subsequent steps are identical on both production lines, with the continuation of the process description focusing on Production line 1. As per the production plan, operator
carries out crimping-related activities listed in
Table A2 that necessitate capability
. Furthermore, machine
is utilized during these crimping activities. Subsequently, operator
transfers the workpiece to operator
at Assembly station 1 (one-piece-flow). Operator
and robot
collaborate, carrying out activities related to capabilities
, and
. Additionally, tools
–3 are employed during the activity steps at Assembly station 1. At the conclusion of the process, operator
places the workpiece into buffer
. Upon the completion of a full batch, the same operator loads
, which transports the batch of cables to the subsequent buffer,
. Subsequently, robot
unloads the buffer and performs activities related to capability
and machine
at Crimping station 2. Following this, robot
transfers the workpiece (one-piece-flow) to operator
at the subsequent station, Assembly station 2. At the final workstation of Production line 1, operator
and robot
collaborate to carry out activities requiring capabilities
, and
. At the end of the assembly line, operator
places the workpieces into buffer
. Upon completion of a full batch, the same operator loads
, which delivers the products to their final destination, Storage 2.
Furthermore, it is important to mention that this case study also includes different types of sensors, the purpose of which is to make observations about each activity, human, and machine of the production line, as well as to monitor the working conditions. These groups of sensors are camera systems, RTLS, robot-embedded sensor data, machine-embedded sensor data, environmental sensors, and human body sensors.
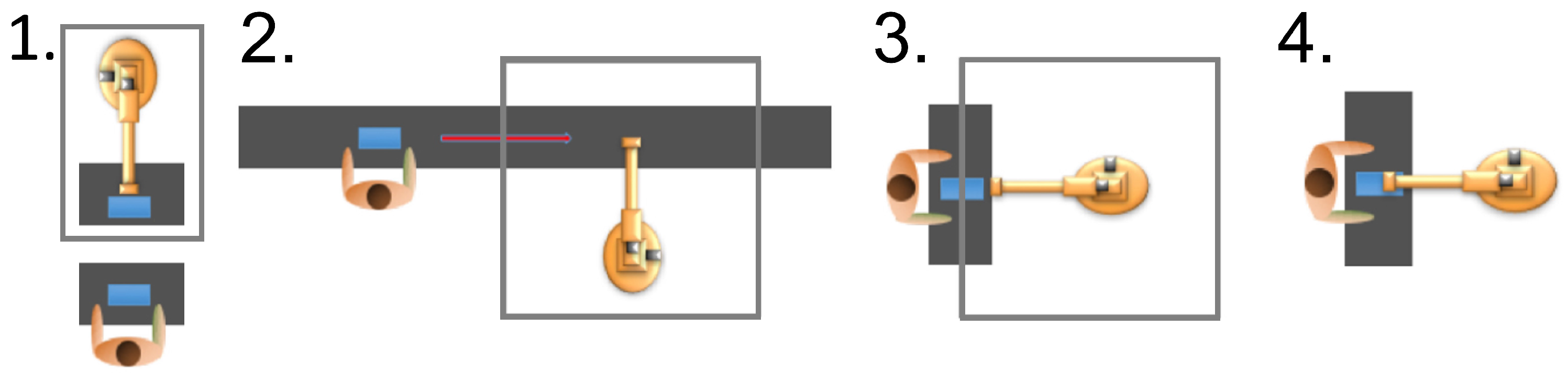
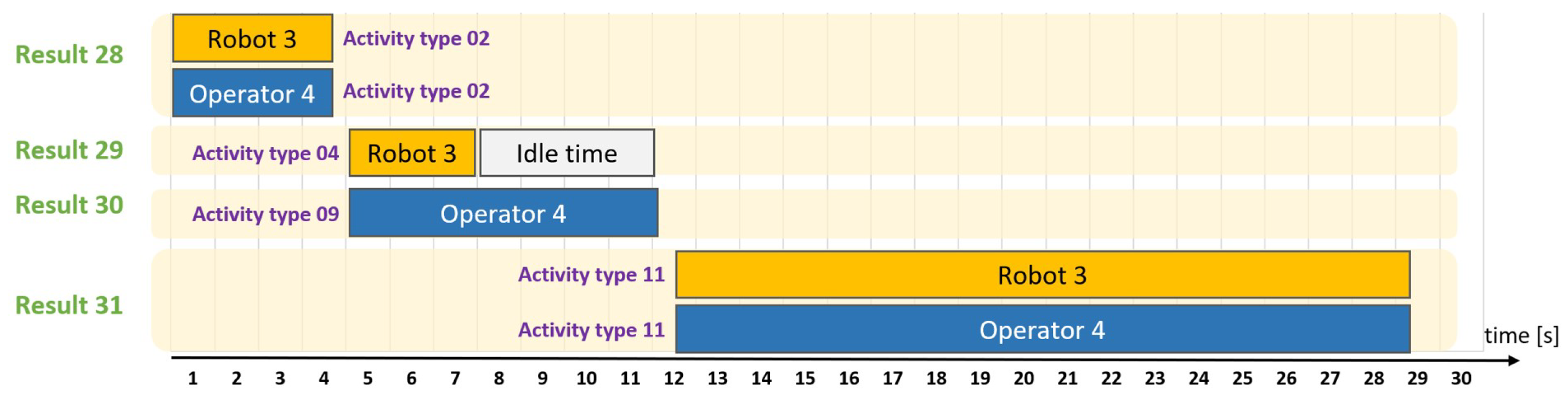
All three categories of workstations are included in this instance focusing on collaborative work. Crimping Station 1 and 3 are characterized as manual workstations, while Crimping Station 2 and 4 are classified as automatic workstations. The research features four collaborative workstations, denoted as Assembly stations 1–4. The specific case study on harness assembly delves into collaboration types 3 and 4. An illustration of concurrent and supportive collaboration is shown in
Figure 7. In this simplified scenario, four distinct outcomes are observed, corresponding to the tasks executed by the entities Robot 3 and Operator 4. For instances Result 28 and 31, where both human and robot actors engage in similar activities on the same product, they engage in supportive collaborations aimed at achieving the same assembly result. On the contrary, Result 29 and 30 involve different activities, with human and robot actors operating on the same product simultaneously but pursuing different objectives. The idle period occurs when Robot 3 must wait for Operator 4.0 to complete their task, as they share the same workstation.
4.2. Development of the Industry-Specific Human-Centered Knowledge Graph
A section of the KG that has been utilized in the case study discussed in
Section 4.1 is depicted in
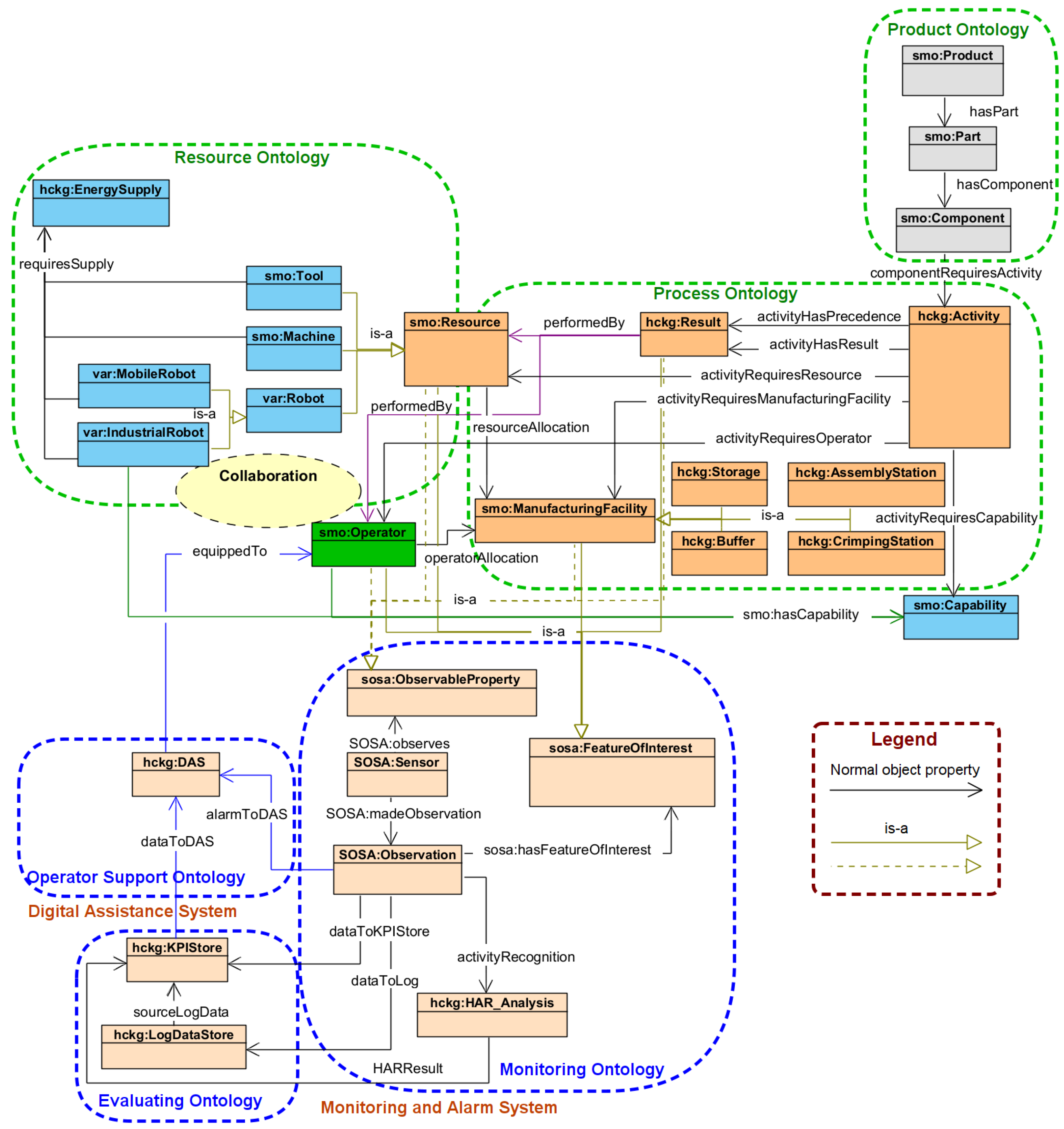
Figure 8, excluding the distinct data properties of the ontology classes. The structural illustration in
Figure 8 is segmented into six sets of ontology classes since the KG comprises multiple sub-ontologies. Moreover, the object properties, representing relationships among classes, are indicated on the arrows.
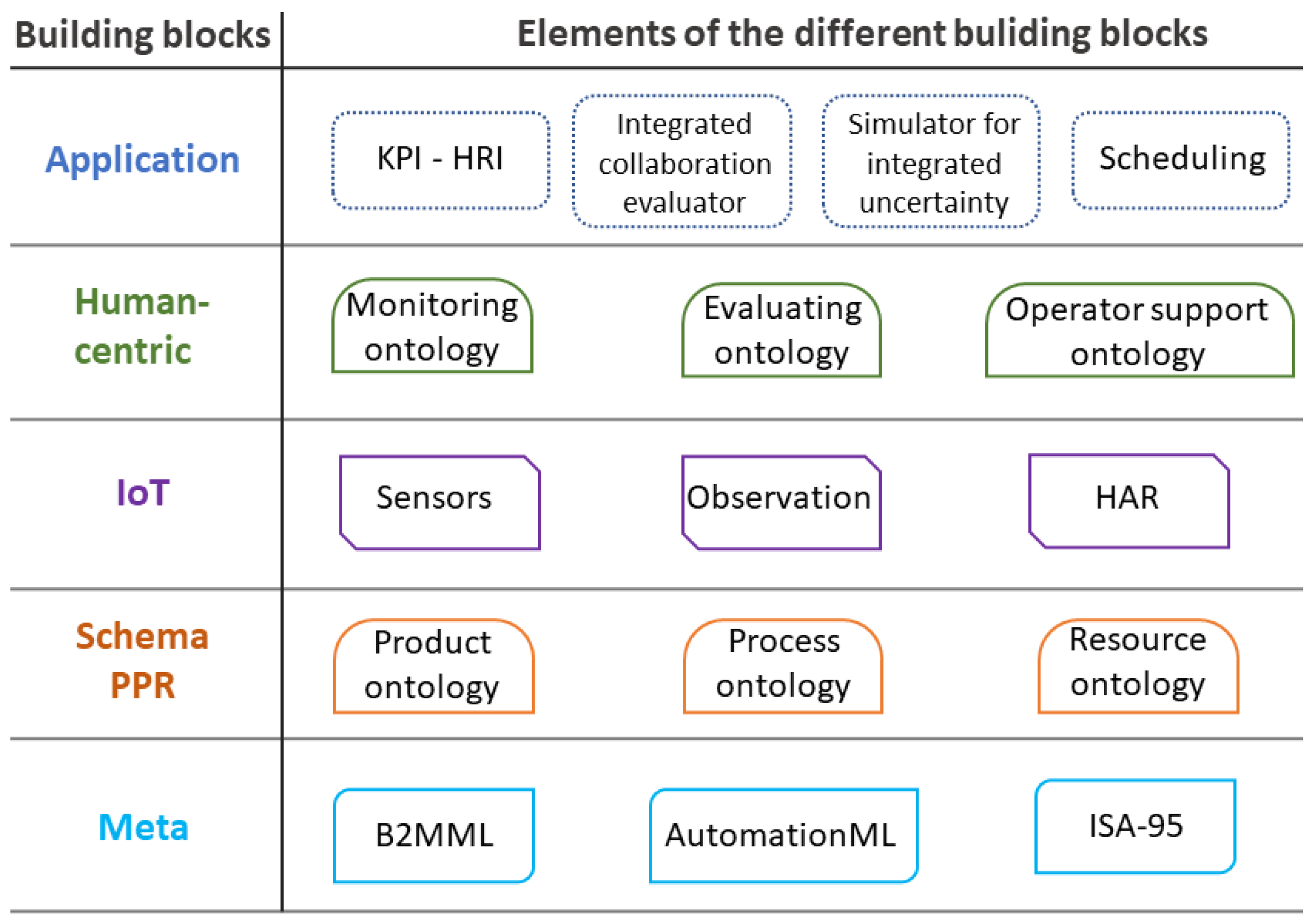
Prefixes indicating adapted namespaces from other industry-specific ontologies are included in the names of the ontology classes. The following list summarises these prefixes and the ontologies used:
The product ontology includes three categories: product, part, and component. The complexity of this domain, previously addressed by the authors in [
62], is not further explored here. The Process ontology is composed of the subsequent categories: Activity, Result, and ManufacturingFacility, which encompasses additional subclasses like Storage, Buffer, AssemblyStation, CrimpingStation, and Capability. The primary category in the Resource ontolog y is Resource, which includes various subclasses such as Tool, Machine, and Robot. The Robot category is further divided into MobileRobot and IndustrialRobot. The EnergySupply category is also part of the resource ontology. The Operator category, a central element of the human-centered HC, is highlighted in green at the center of the HC structure in
Figure 8. The operator category, which semantically characterizes the processes and impacts related to personnel on the shop floor, is associated with six distinct object properties. The Monitoring ontology comprises three categories: Sensor, Observation, and HAR_Analysis, storing the semantic model of sensor devices, their measurements, observation, and human activity recognition. The Evaluating ontology contains two categories: KPIStore and LogDataStore, designed to handle data from the aforementioned three categories. Lastly, in the Operator Support Ontology, the DAS category defines the digital assistance system. Considering that the categories Operator and Activity are pivotal in the KG,
Table 3 and
Table 4 provide details on the corresponding object properties.
In addition, some of the key features of the use of semantic technologies and graph analysis from a human-centered approach are presented in
Table 5 [
63]. These analytics can help to better monitor and understand the HRE [
64] and KPI [
65] factors. In addition,
Table 5 provides an example of its application for each network metric.
Once the use case-specific knowledge graph has been established and the necessary data have been imported into the semantic network, the subsequent stage involves formulating queries and examining the outcomes. Consequently, the subsequent subsection delves into the examples of graph-based knowledge analyses that were utilized.
4.3. Discussion on KG-Based Analytics of the Use Case
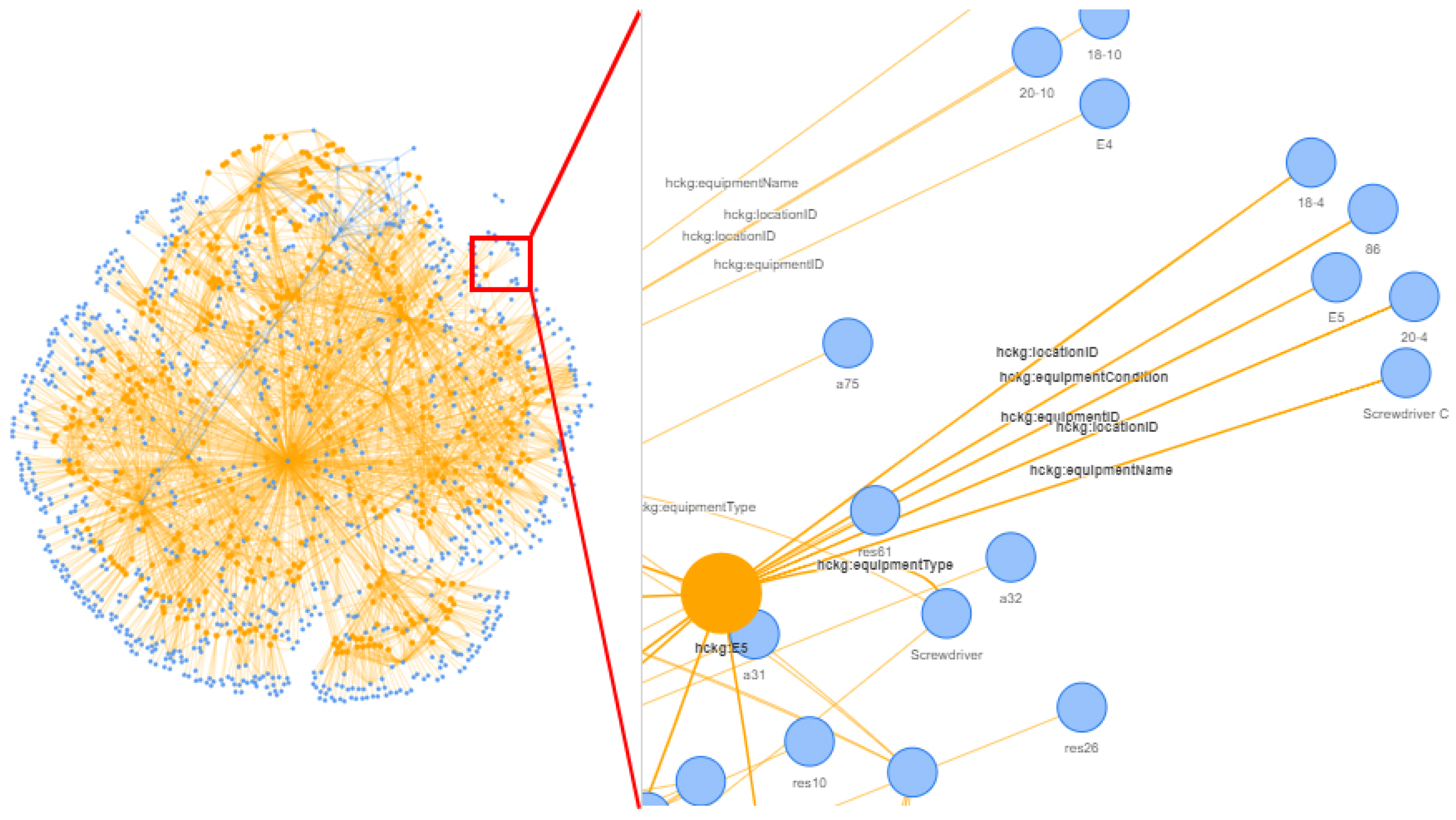
Initially,
Figure 9 shows the graphical representation of the complete knowledge graph (KG) related to the wire harness assembly case study. This visual depiction serves as a means to validate the manufacturing process. The complete network is illustrated on the left side, encompassing all properties and entities within the KG, while a more detailed view is presented on the right side. The orange node corresponds to the equipment
and includes various associated data properties like locationID (18-4), equipmentCondition (86), equipmentID (
), equipmentName (screwdriver C), and equipmentType (screwdriver).
All the SPARQL queries that have been developed are accessible on our website at
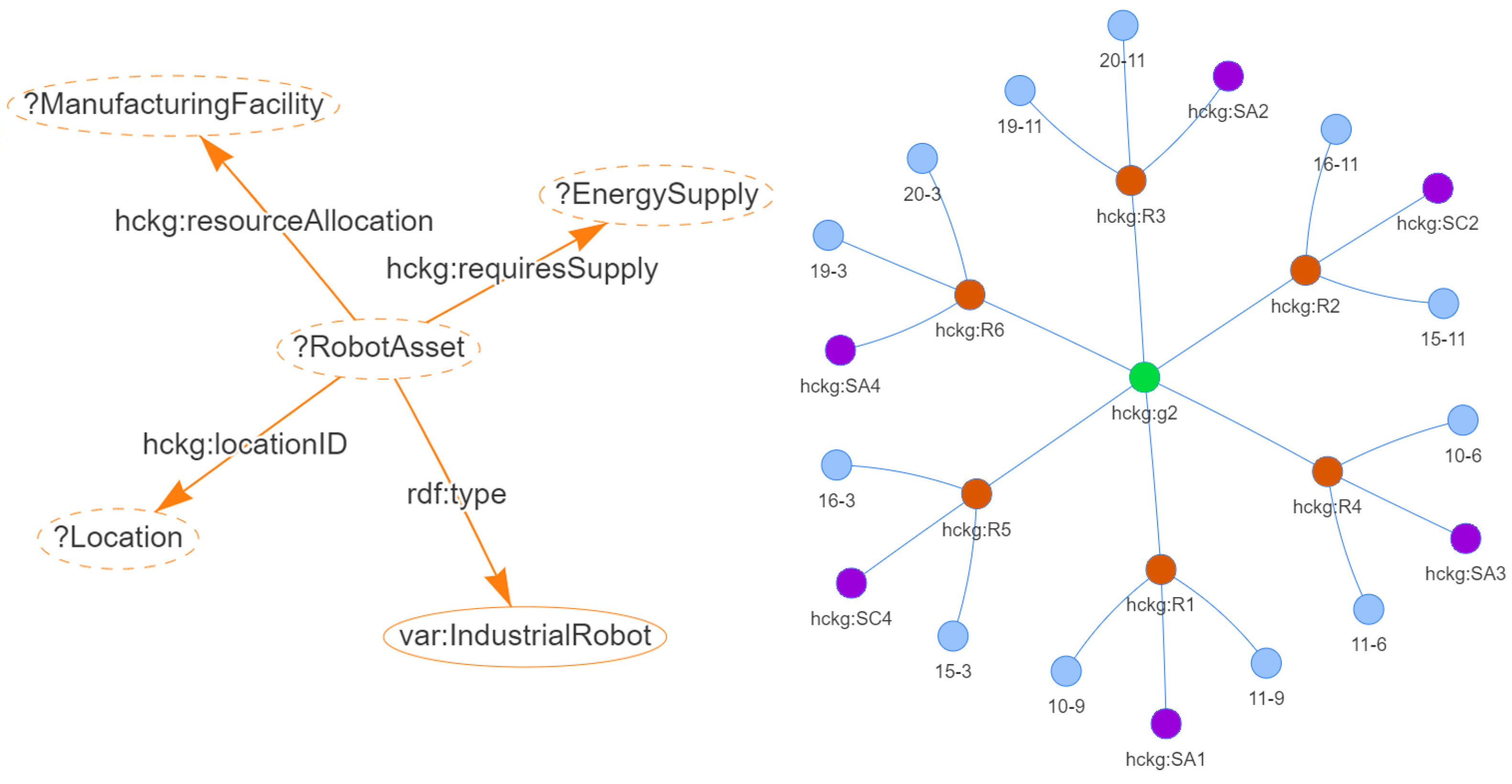
https://github.com/abonyilab/HCKG (accessed on 14 March 2024). The initial instance of a SPARQL query-based data mapping, as referenced in [
66], is illustrated in
Figure 10. The left section of
Figure 10 shows a graphical representation of the query, where four distinct rules are outlined to achieve the intended result. This particular example aims to identify RobotAssets categorized as IndustrialRobot s and seeks to present three associated data elements: Location, EnergySupply, and ManufacturingFacility. On the right side of
Figure 10, a graphical representation of the result of the query is provided. Robot assets classified as IndustrialRobot s are depicted as orange nodes, each necessitating an EnergySupply referred to as g2 (electricity). Each IndustrialRobot node is linked to the corresponding workstation node (ManufacturingFacility), which represents various assembly stations, illustrated in purple in this scenario. Lastly, the location data attributes of the robots are denoted by blue nodes (indicating the robots require two zones on the shop floor). This type of visual examination can aid in exploring dependencies concerning specific assets.
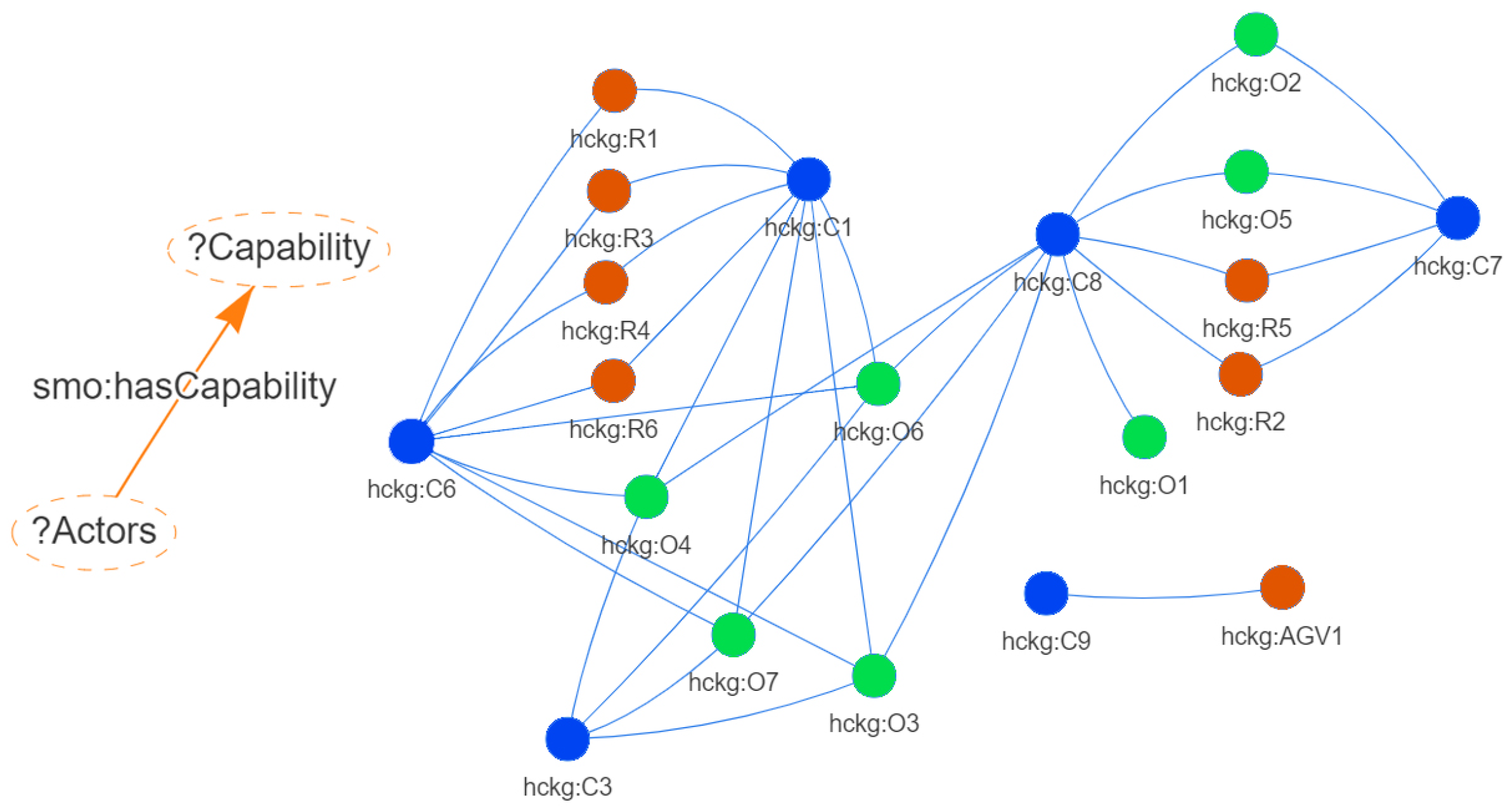
The resulting graph in
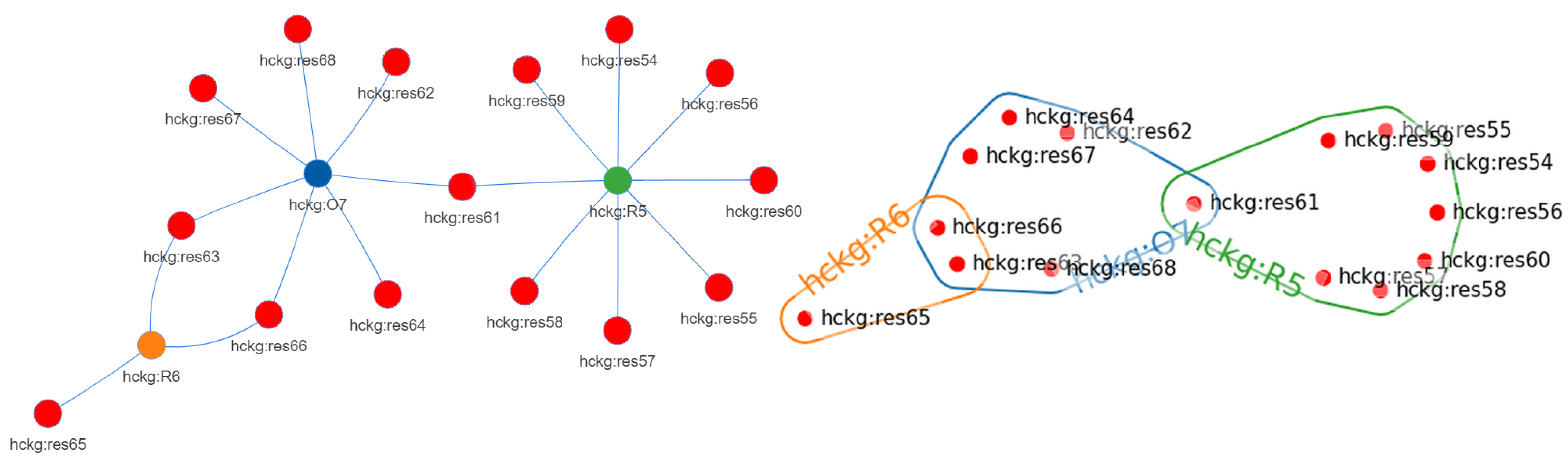
Figure 11 illustrates the connections between Actors (operators or robots) and the Capability entities they are linked to. This illustration can be utilized for a visual examination of production capability. In
Figure 11, it is evident that the majority of actors possess the capability
(AGV loading/unloading). Moreover, robots are limited to a maximum of two capabilities, whereas operators can concurrently possess up to four capabilities.
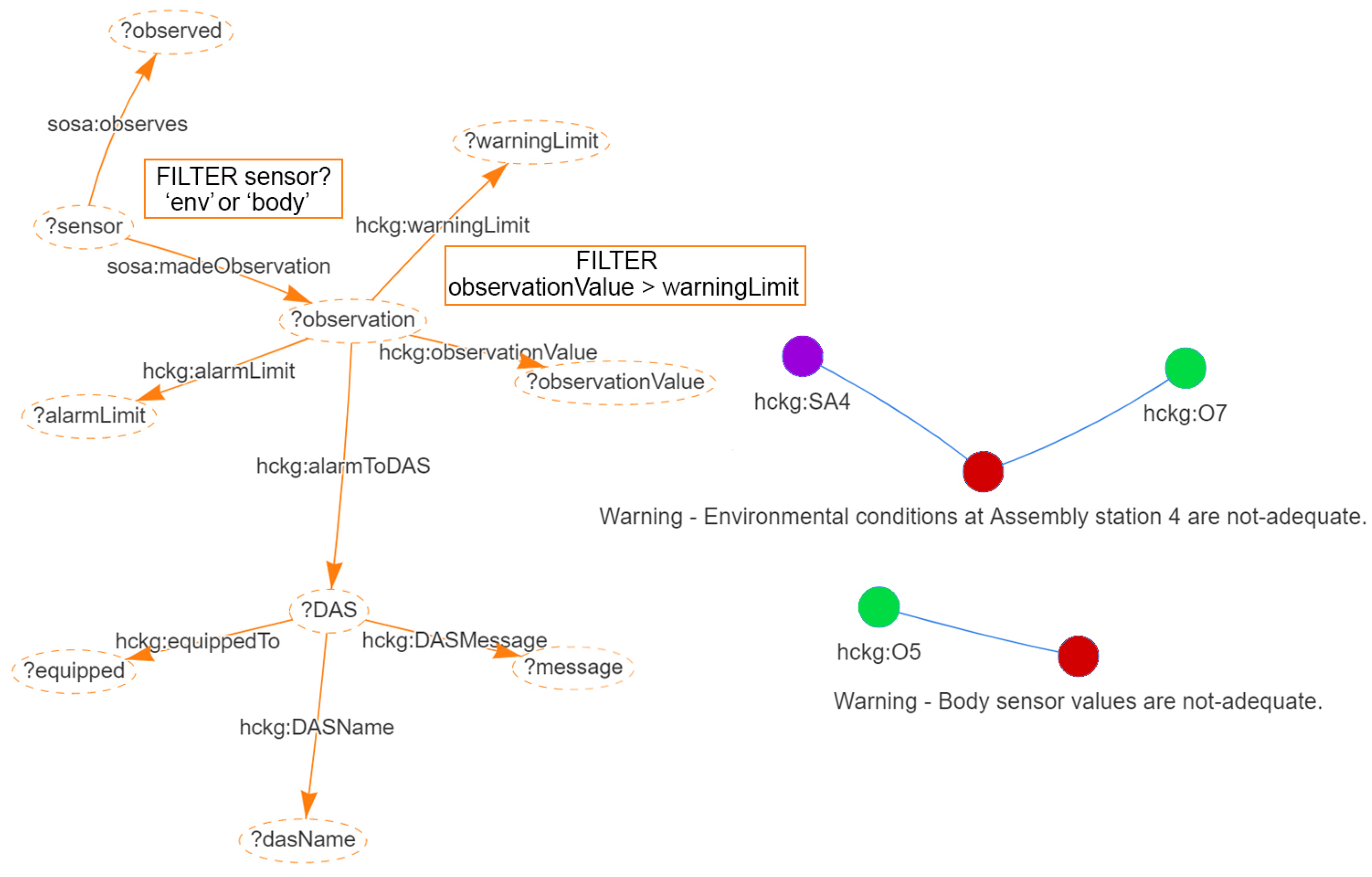
A more intricate data query aimed at identifying sensor alerts transmitted to DAS devices is outlined in
Figure 12. Initially, the KG is streamlined to include only the sensor, observation, and observed nodes, which are then refined to encompass sensor instances categorized under type names starting with “env” or “body”, denoting environmental or body sensors. Subsequently, additional data are integrated into the dataset, specifying attributes such as observationValue, warningLimit, and alarmLimit. A subsequent filter is employed to isolate instances where the observationValue exceeds the warningLimit. The output comprises a compilation of the DAS device name, the message content, and the device’s location. On the right-hand side of
Figure 12, a graphical representation showcases only the most pertinent segment of the query outcome. Here, the purple nodes symbolize the sensor’s location, the red nodes depict the message relayed to the DAS, and the green nodes correspond to the specific operator integrated into the DAS device, such as Smart Glass. Notably, in the graph located in the lower right corner of the figure, the locations of the observation sensor and the DAS device coincide, indicating that they are body sensors.
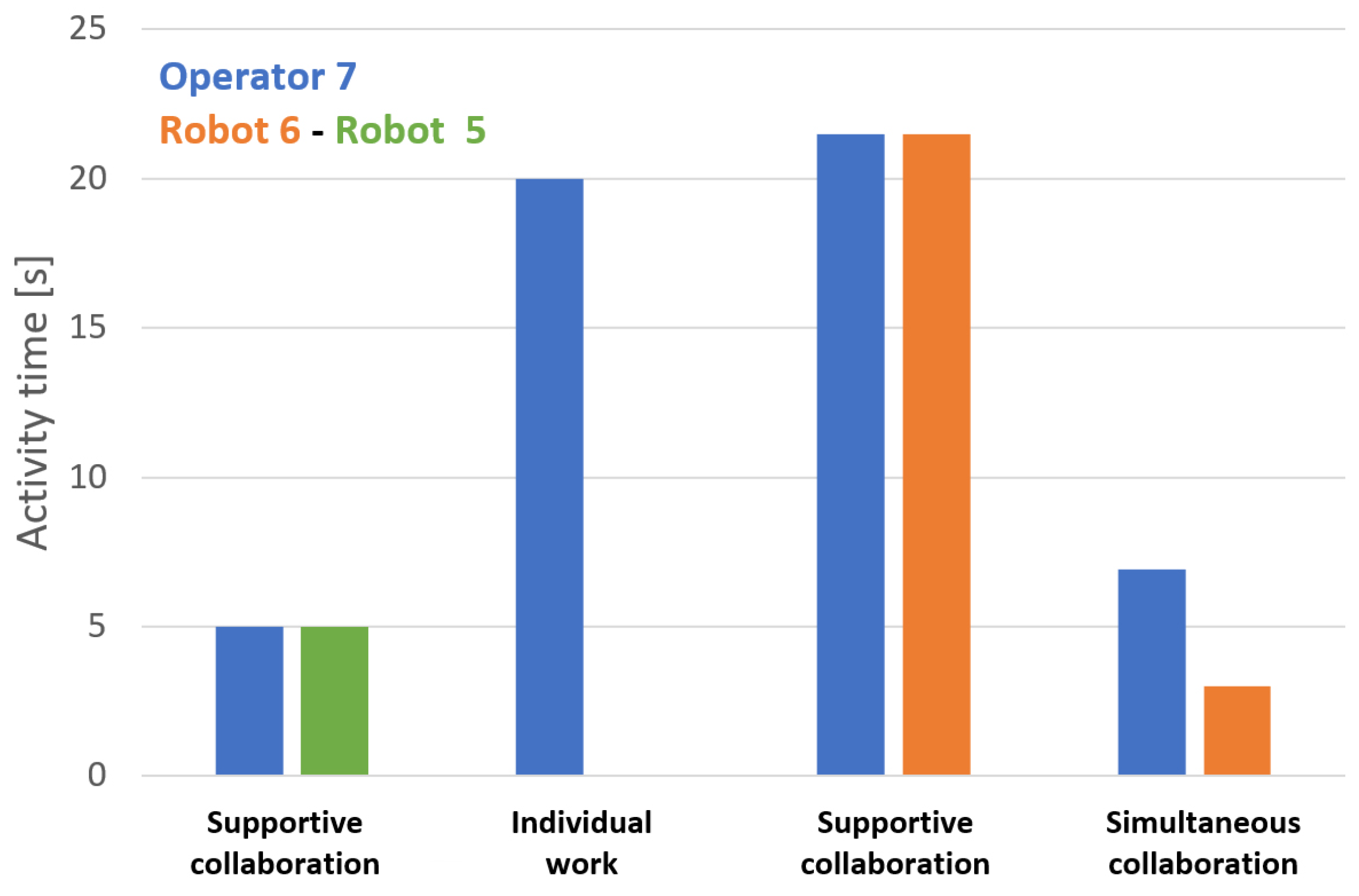
In the context of Operator 7 (
) and Robots 6–7 (
) collaborating at Assembly Station 4, as depicted in
Figure 13 and
Figure 14 illustrates the application of the time KPI for human–machine collaboration. The graph in
Figure 14 displays the total duration of supportive collaboration (type 4). Notably,
dedicated more time to collaborative assembly with Robots 5 and 6 than to individual tasks. Furthermore, the graph highlights simultaneous collaboration (type 3), particularly between Operator 7 and Robot 6 in the last two columns. To analyze both type 3 and the sequence of concurrent collaborative assembly actions, it is essential to examine the outcomes and precedence of these activities. Consequently,
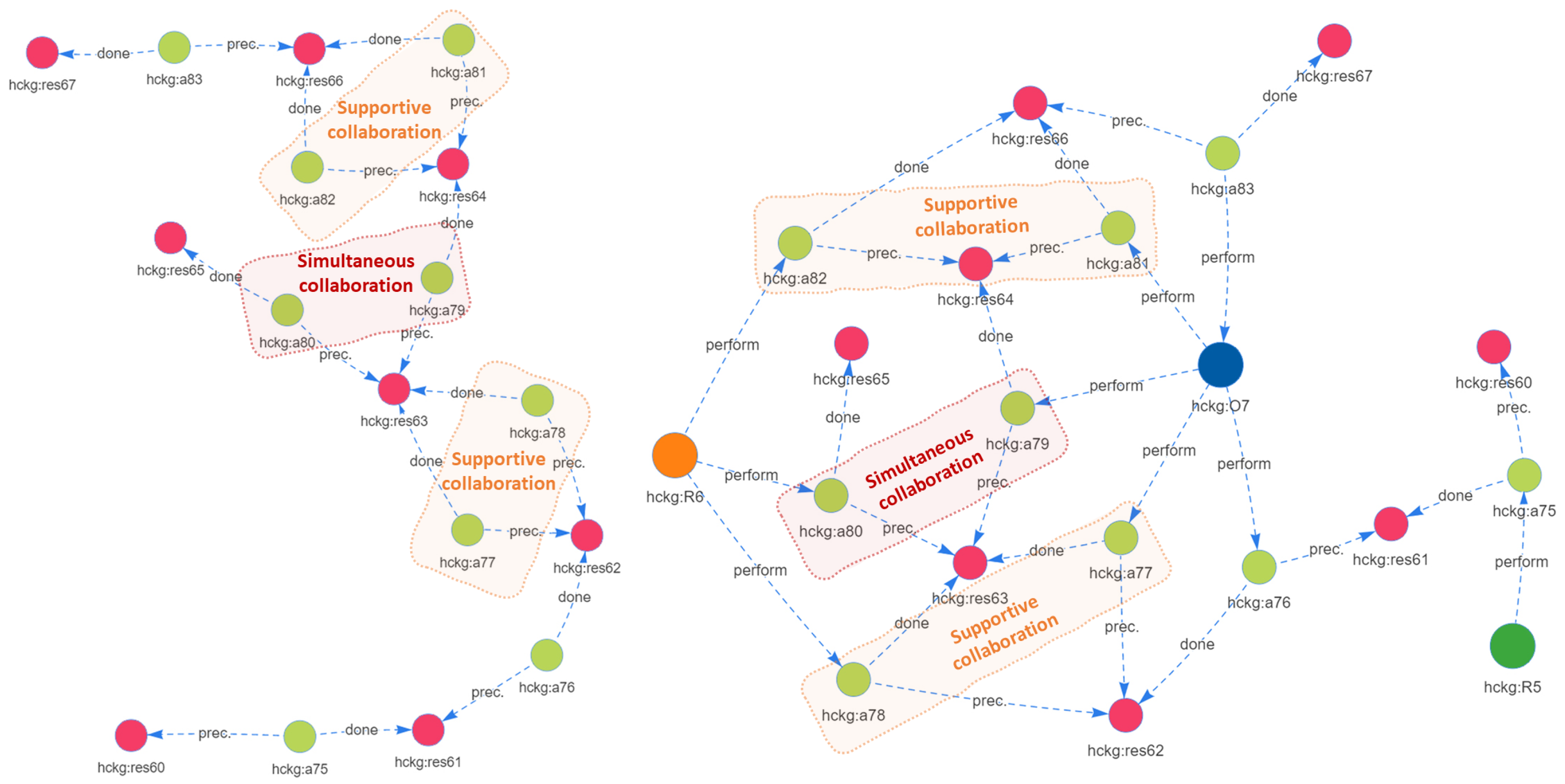
Figure 15 presents the results of a knowledge graph query visualized through directed graphs, depicting precedence relationships. In these graphs, yellow nodes signify the activities, while purple nodes represent the outcomes.
The directed edges represent different object properties of the KG, namely:
done—activityHasResult object property: shows the result condition of a specific activity if the assembly task is performed.
prec.—activityHasPrecedence object property: represents the precedence criteria of an activity that has to be carried out before the specific activity can be started.
perform—performedBy object property: describes the human or robot actor that performs the activity.
The tasks and outcomes that serve as a foundation for analyzing the process flow, where the order of steps and conditions can be traced from tasks
to
, are presented on the left side of
Figure 15. An expanded visualization, which includes the perform connections indicating that a human or robotic agent has performed a specific task, is shown on the right side of the same figure. Examining the inbound and outbound connections of a directed graph [
67] enables the identification of clusters [
68] within the network. By applying this approach, it can be inferred that if a result node has multiple completed incoming connections, it has been carried out through a collaborative effort involving actors of type-4 support, as indicated in the instances of tasks
and
. In such scenarios, the actors are required to wait for the completion of the same outcome (priority is given) before commencing different tasks simultaneously on the same work item.
According to the precedence graph, when two or more activity nodes are assigned the same precedence (prec. edge) but lead to different outcomes (done edge), it indicates a type-3 concurrent collaboration. In
Figure 15, it is evident that activities
and
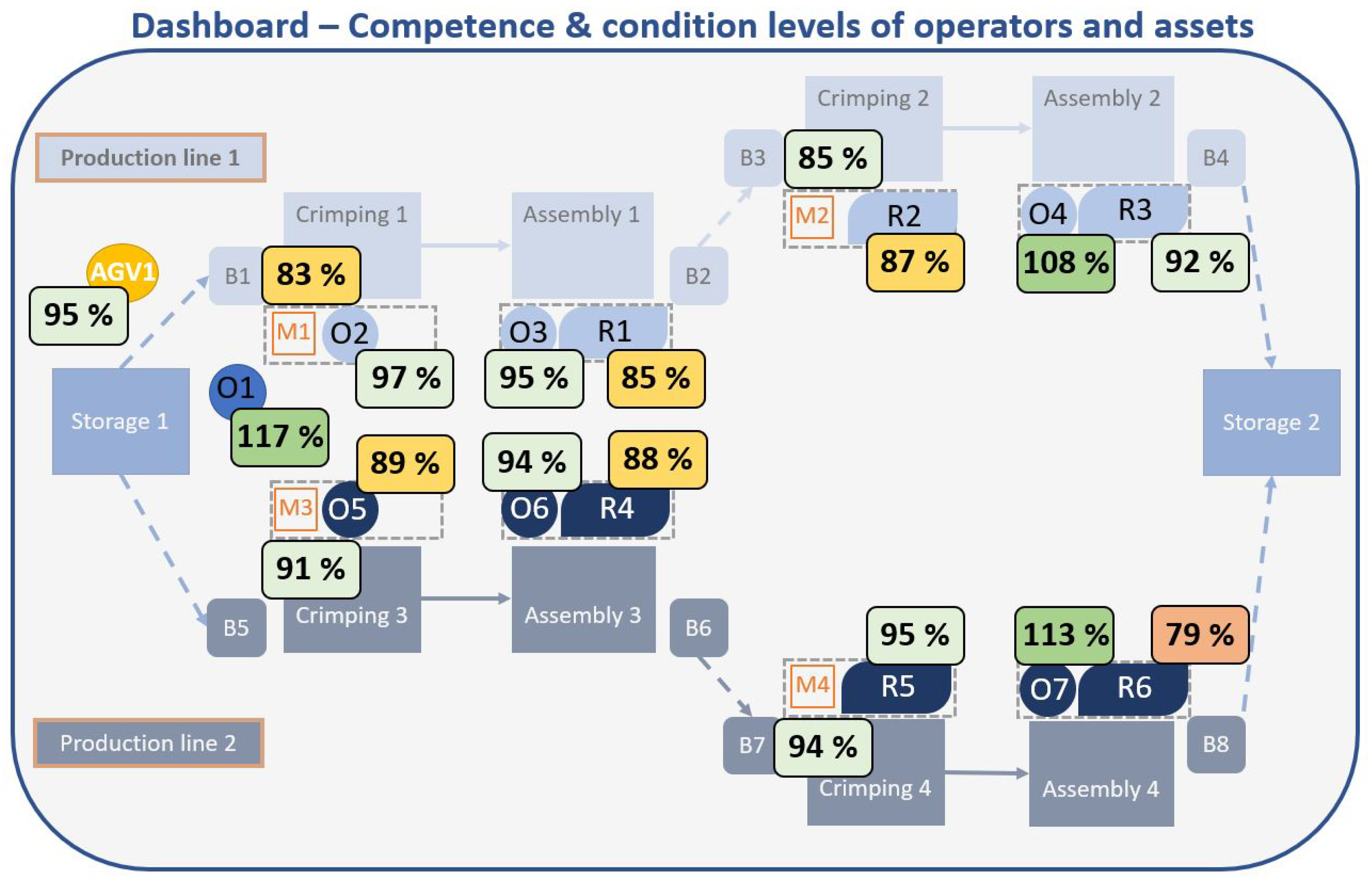
are executed simultaneously after receiving the same precedence (res63), yet they generate distinct results upon completion (res64 and res65). The outcome of this section is a conceptual dashboard, shown in
Figure 16, where the percentages indicate the levels of operator competence and robot health. The findings from the previous query, along with the KPIs in
Section 3.2, can serve as data sources for smart glasses, shop floor dashboards, the DAS, or other intelligent devices.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}














