

Hollow Concrete Block Based on High-Strength Concrete as a Tool for Reducing the Carbon Footprint in Construction


 ,
,  and
and
Abstract
1. Introduction
- A significant increase in the strength characteristics of the concrete used without excess consumption of cement;
- Adapting the properties of concrete for the manufacture of hollow blocks with complex configurations with thin walls;
- Solving the issue of creating the desired external configuration of the block and the structure of its partitions;
- Solving the issue of connecting products into a wall structure.
2. Materials and Methods
- -
- Waste from processing heavy concrete with a particle size of 0–1.25 mm (CW).
- -
- An additive for micro-reinforcement of cement paste (AMRC), which consists of glass fibers shortened to 0.1–0.45 mm with a diameter of 9–13 microns (initial length 12 mm). This additive was produced in laboratory conditions during research.
- -
- CENTRILIT FUME S is an aqueous suspension of microsilica and Aerosil with an optimal particle-size distribution produced by MC-Bauchemie.
- -
- The superplasticizing additive “MC-PowerFlow 3100”.
3. Results
3.1. Justification of the Idea
- -
- Cellular concrete;
- -
- Concrete containing porous aggregates.
3.2. Composition and Properties of Self-Compacting Concrete
- -
- High fluidity and absence of large particles in the mixture;
- -
- Strength grade over B110;
- -
- Increased impact strength;
- -
- Efficiency of cement use 2.5–3 times higher compared to ordinary concrete.
3.3. Creating the External Configuration and Partitions of the Block
3.4. Opportunities, Prospects, and Challenges of the Technology
- -
- Half blocks—to build door and window openings;
- -
- Blocks for creating angles of 30 and 45°;
- -
- Blocks without an upper X-shaped projection for the top row of masonry, including reinforced ones, for supporting floors and other horizontal elements.
4. Conclusions
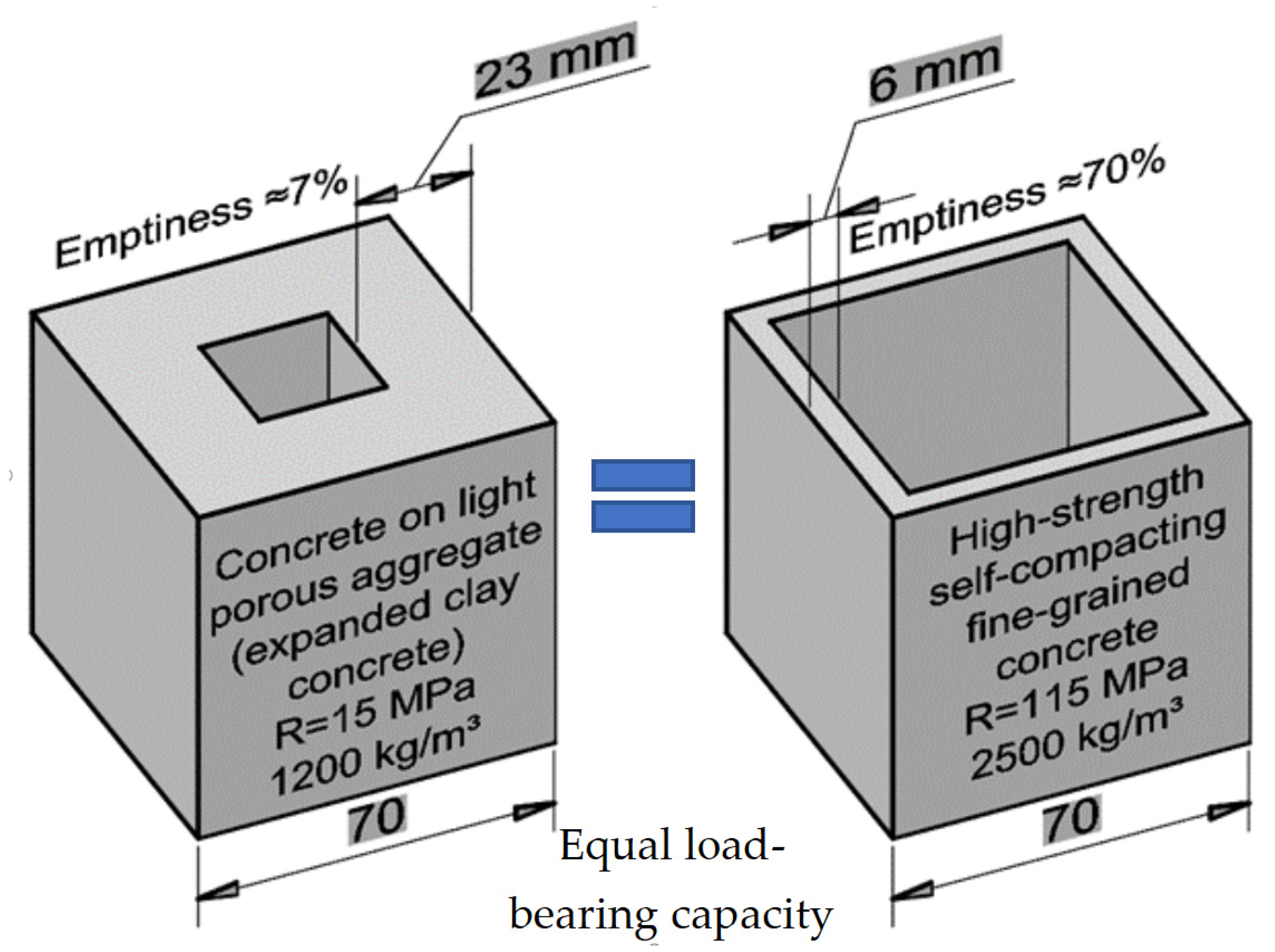
- Global CO2 emissions can be significantly reduced by increasing the efficiency of production and the use of Portland cement-based building materials. As a new idea, a rejection of the manufacture of wall blocks from structural and thermal insulating lightweight concrete was proposed, in favor of hollow blocks made from high-strength fine-aggregate concrete, produced using the most advanced technical solutions. This made it possible to increase the efficiency of using Portland cement by 2–2.5 times compared to that in ordinary concrete.
- The maximum reduction in the thickness of walls and partitions and ensuring a rational configuration provided enough strength, minimal conductive and convection heat transfer of the concrete used, with a maximum volume of voids, and low material consumption and weight of the wall block. This approach made it possible to easily rationalize the block cross-section to increase the efficiency of using Portland cement, including by reducing the volume of concrete mixture in the block.
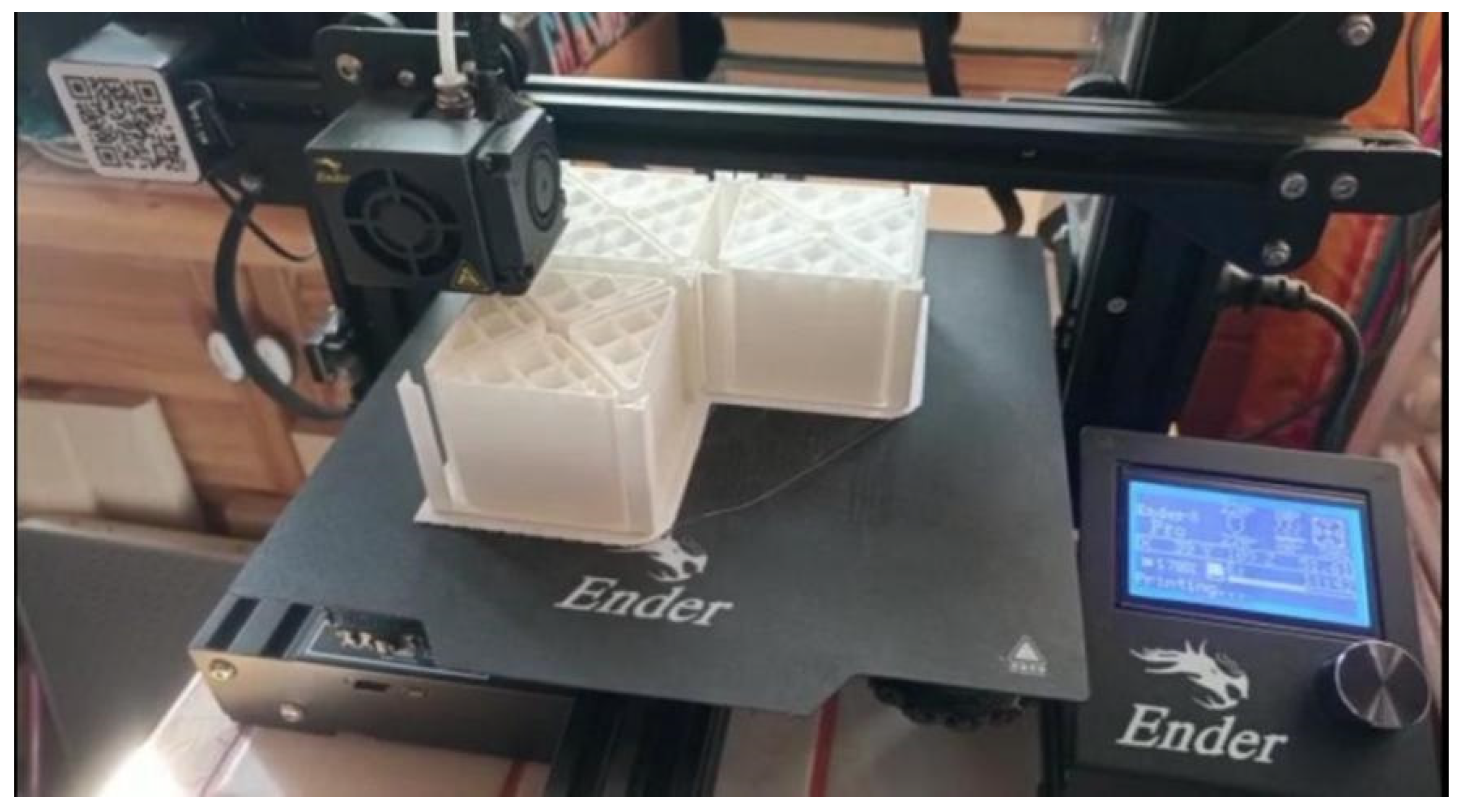
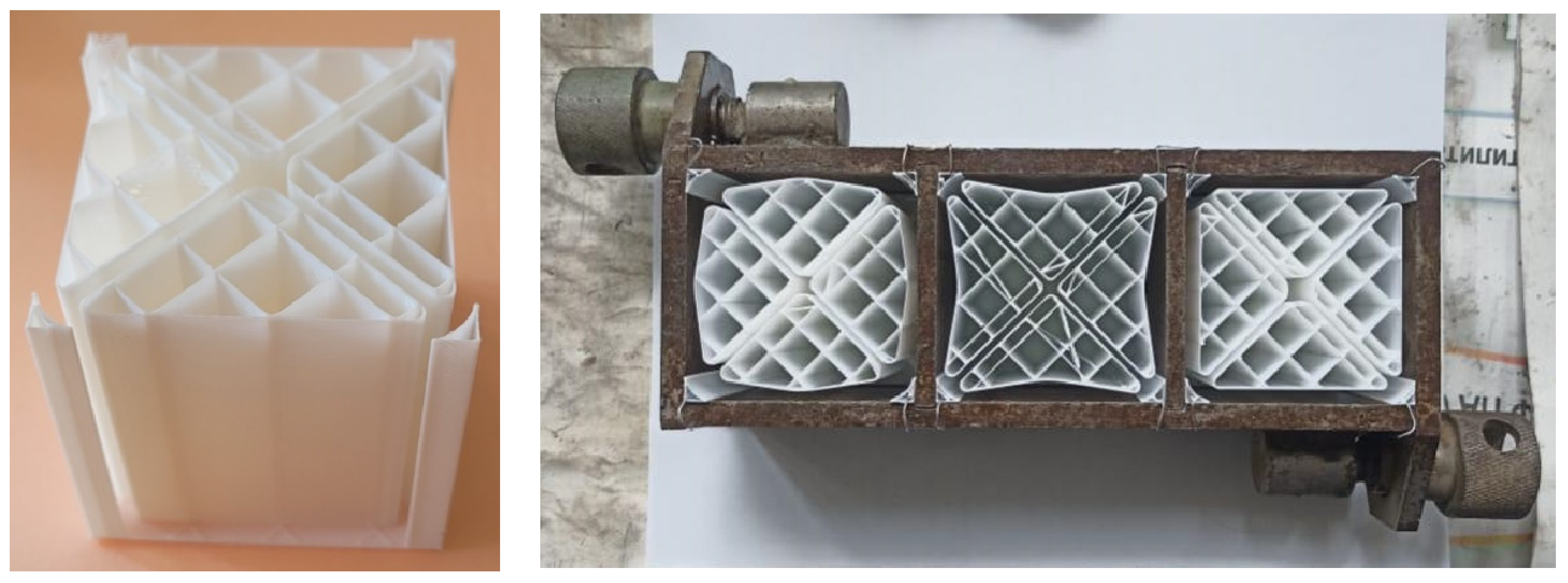
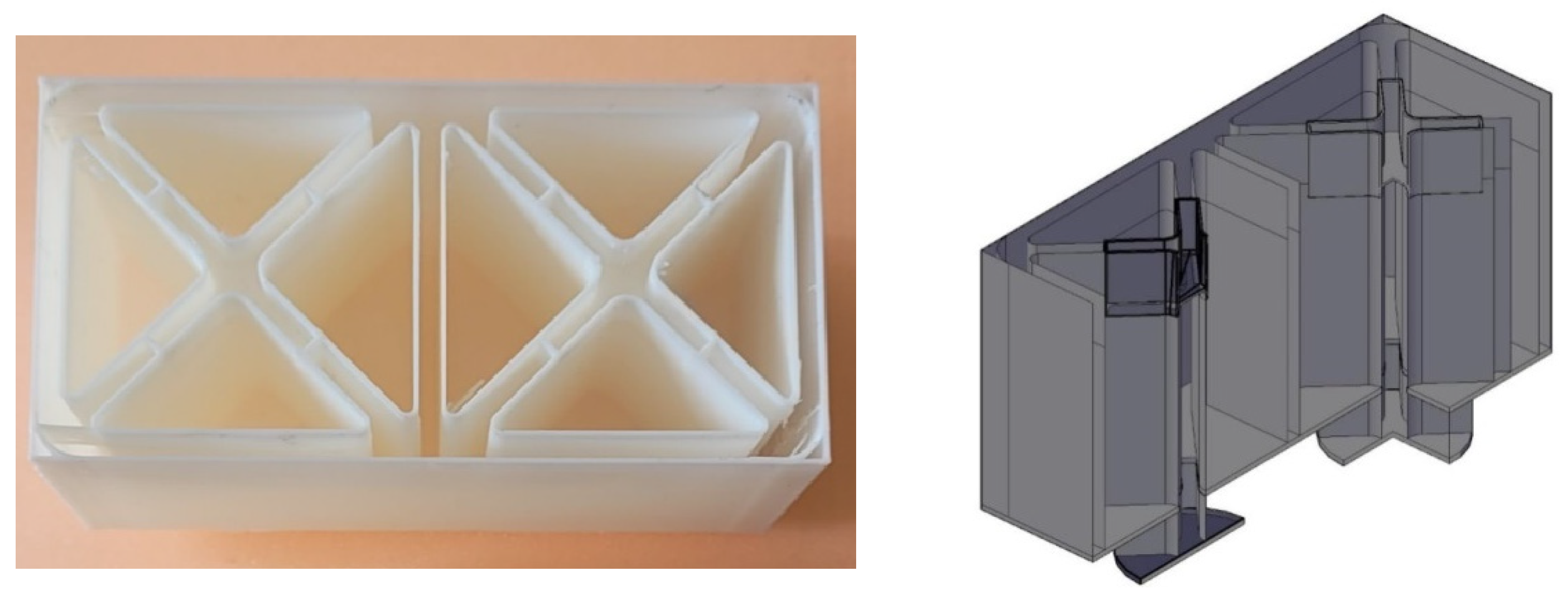
- The use of the FDM 3D printing method allowed the production of disposable formwork or void formers for the production of hollow concrete blocks with a free configuration of walls and partitions in a horizontal section. Due to this, it became possible to use at each zone of the section the minimum amount of concrete necessary to bear all design loads, taking into account the standardized coefficient of safety. At the same time, varying the configuration of the cross-section in blocks had virtually no effect on their manufacturing technology.
- The simplicity of wall blocks’ production with a free cross-section configuration allows the developed technology to compete with the 3D printing method in the production of building structures with a free configuration.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lee, C.-C.; Zhao, Y.-N. Heterogeneity analysis of factors influencing CO2 emissions: The role of human capital, urbanization, and FDI. Renew. Sustain. Energy Rev. 2023, 185, 113644. [Google Scholar] [CrossRef]
- Ghazali, A.; Ali, G. Investigation of key contributors of CO2 emissions in extended STIRPAT model for newly industrialized countries: A dynamic common correlated estimator (DCCE) approach. Energy Rep. 2019, 5, 242–252. [Google Scholar] [CrossRef]
- Dziejarski, B.; Serafin, J.; Andersson, K.; Krzyżyńska, R. CO2 capture materials: A review of current trends and future challenges. Mater. Today Sustain. 2023, 24, 100483. [Google Scholar] [CrossRef]
- Xu, C.; Yang, F.; Zhou, B.; Xu, Y.; Jiang, J.; Chen, X.; Song, M. Total-factor CO2 performance in China’s construction sector: Spatiotemporal trend, driver and future pathway. Environ. Impact Assess. Rev. 2024, 104, 107346. [Google Scholar] [CrossRef]
- Chai, S.Y.W.; Ngu, L.H.; How, B.S.; Chin, M.Y.; Abdouka, K.; Adini, M.J.B.A.; Kassim, A.M. Review of CO2 capture in construction-related industry and their utilization. Int. J. Greenh. Gas Control 2022, 119, 103727. [Google Scholar] [CrossRef]
- Supriya; Chaudhury, R.; Sharma, U.; Thapliyal, P.C.; Singh, L.P. Low-CO2 emission strategies to achieve net zero target in cement sector. J. Clean. Prod. 2023, 417, 137466. [Google Scholar] [CrossRef]
- Ropo, M.; Mustonen, H.; Knuutila, M.; Luoranen, M.; Kosonen, A. Considering embodied CO2 emissions and carbon compensation cost in life cycle cost optimization of carbon-neutral building energy systems. Environ. Impact Assess. Rev. 2023, 101, 107100. [Google Scholar] [CrossRef]
- Farahzadi, L.; Kioumarsi, M. Application of machine learning initiatives and intelligent perspectives for CO2 emissions reduction in construction. J. Clean. Prod. 2023, 384, 135504. [Google Scholar] [CrossRef]
- Mishina, Y.; Sasaki, Y.; Yokoyama, K. Study on Worldwide Embodied Impacts of Construction: Analysis of WIOD Release 2016. Energies 2021, 14, 3172. [Google Scholar] [CrossRef]
- Mehta, P.K.; Meryman, H. Tools for Reducing Carbon Emissions Due to Cement Consumption. Structure 2009, 1, 11–15. [Google Scholar]
- Yoo, D.-Y.; Banthia, N. Mechanical properties of ultra-high-performance fiber-reinforced concrete: A review. Cem. Concr. Compos. 2016, 73, 267–280. [Google Scholar] [CrossRef]
- Gu, C.; Ye, G.; Sun, W. Ultrahigh performance concrete-properties, applications and perspectives. Sci. China Technol. Sci. 2015, 58, 587–599. [Google Scholar] [CrossRef]
- Zhang, X.; Wu, Z.; Xie, J.; Hu, X.; Shi, C. Trends toward lower-carbon ultra-high performance concrete (UHPC)—A review. Constr. Build. Mater. 2024, 420, 135602. [Google Scholar] [CrossRef]
- Ji, C.; Wu, Y.; Zhao, Z.; Chen, C.; Yao, L. Life Cycle Assessment of Off-Site Construction Using Ultra-High-Performance Concrete. Sustainability 2022, 14, 6907. [Google Scholar] [CrossRef]
- Wang, D.; Shi, C.; Wu, Z.; Xiao, J.; Huang, Z.; Fang, Z. A review on ultra high performance concrete: Part II. Hydration, microstructure and properties. Constr. Build. Mater. 2015, 96, 368–377. [Google Scholar] [CrossRef]
- Bonneau, O.; Vernet, C.; Moranville, M.; Aïtcin, P.-C. Characterization of the granular packing and percolation threshold of reactive powder concrete. Cem. Concr. Res. 2000, 30, 1861–1867. [Google Scholar] [CrossRef]
- Habert, G.; Arribe, D.; Dehove, T.; Espinasse, L.; Roy, R.L. Reducing environmental impact by increasing the strength of concrete: Quantification of the improvement to concrete bridges. J. Clean. Prod. 2012, 35, 250–262. [Google Scholar] [CrossRef]
- Bulygina, I.; Senatov, F.; Choudhary, R.; Kolesnikov, E.; Kaloshkin, S.; Scholz, R.; Knyazeva, M.; Walther, F.; Anisimova, N.; Kiselevskiy, M. Biomimetic scaffold fabricated with a mammalian trabecular bone template. Polym. Degrad. Stab. 2020, 172, 109076. [Google Scholar] [CrossRef]
- Lesovik, V.S.; Elistratkin, M.Y.; Sal’nikova, A.S. High strength concrete for lego-blocks. Bull. BSTU Named V.G. Shukhov 2021, 5, 8–18. [Google Scholar] [CrossRef]
- Lesovik, V.S.; Elistratkin, M.Y.; Salnikova, A.S.; Pospelova, E.A. Analysis of the Factors of Increasing the Efficiency of Employment Binder in High-Strength Self-Compacting Concretes. Lect. Notes Civ. Eng. 2021, 160, 237–243. [Google Scholar] [CrossRef]
- McCarthy, M.J.; Dyer, T.D. Pozzolanas and Pozzolanic Materials. In Lea’s Chemistry of Cement and Concrete, 5th ed.; Butterworth-Heinemann: Oxford, UK, 2019; Volume 9, pp. 363–467. [Google Scholar] [CrossRef]
- Liu, Y.; Jia, H.; Sun, Z.; Pan, Y.; Zhang, G.; Zheng, S. High-efficiency removal of gaseous HCHO by amine functionalized natural opoka. Chem. Phys. Lett. 2019, 722, 32–38. [Google Scholar] [CrossRef]
- Strokova, V.; Zhernovsky, I.; Ogurtsova, Y.; Maksakov, A.; Kozhukhova, M.; Sobolev, K. Artificial aggregates based on granulated reactive silica powders. Adv. Powder Technol. 2014, 25, 1076–1081. [Google Scholar] [CrossRef]
- Sheremet, A.A.; Elistratkin, M.Y.; Sheremet, E.O.; Lesovik, V.S.; Shatalova, S.V. Investigation of physico-mechanical properties of coarse-pored expanded clay concrete for three-layer 3d additive construction. Bull. BSTU Named V.G. Shukhov 2022, 11, 30–39. [Google Scholar] [CrossRef]
- Shatalova, S.V.; Chernysheva, N.V.; Lesovik, V.S.; Elistratkin, M.Y.; Sheremet, A.A. Development of a comprehensive solution for 3d printing of wall structures. Bull. BSTU Named V.G. Shukhov 2022, 10, 8–19. [Google Scholar] [CrossRef]
- Wu, Q.; Xue, Q.; Yu, Z. Research status of super sulfate cement. J. Clean. Prod. 2021, 294, 126228. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mineral Composition, % | Mineral Additive | Specific Surface (m2/kg) | Setting Time (min) | Compressive Strength at 28 Day, MPa | |||||
|---|---|---|---|---|---|---|---|---|---|
| C3S | C2S | C3A | C4AF | Content, % | Type | Initial | Final | ||
| 62.25 | 16.44 | 4.25 | 13.13 | 9.5 | Opoka | 340 | 120 | 280 | 54.7 |
| Sieve Opening, mm | 0.16 | 0.315 | 0.63 | Fineness Modulus |
|---|---|---|---|---|
| Partial residue,% | 41 | 45 | 14 | 1.4 |
| Total residue, wt. % | 100 | 59 | 14 |
| Mix ID | Mix Composition | Water/Binder Ratio | Binder: Quartz Sand | |||
|---|---|---|---|---|---|---|
| Binder ID | Superplasticizing Additive, % | AMRC % | Microsilica, % | |||
| 1 | Composite binder * | 1.5 | 20 | – | 0.22 | 1:1 |
| 2 | 10 | 5 | ||||
| 3 | – | – | ||||
| Control | CEM I 42.5N | – | 10 | – | 0.45 | 1:3 |
| Mix ID | Parameters of Fresh Concrete | Parameters of Consolidated Concrete | Parameters of the Efficiency of Using Portland Cement | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Workability Grade | Cone Flow Diameter (According to Abrams Cone), cm | Viscosity Grade | Average Density, kg/m3 | Compressive Strength (28 Days), MPa | Strength Grade | Impact Strength, J/cm3 | Shrinkage, mm/m | Water Absorbance, % | Freeze–Thaw Resistance Grade, F | CC Proportion, % | CEUC, MPa per 1% CC | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| 1 | PK2 | 68 | V2 | 2400 | 145 | B110 | 0.17 | 0.08 | 2.9 | >100 | 25.3 | 5.7 |
| 2 | PK2 | 67 | V2 | 2455 | 160 | B120 | 0.17 | 0.07 | 2.1 | >100 | 26.9 | 5.9 |
| 3 | PK2 | 70 | V2 | 2463 | 162 | B125 | 0.15 | 0.09 | 3.0 | >100 | 31.7 | 5.1 |
| 4 | not applicable | 2085 | 43 | B30 | 0.11 | 0.44 | 10.6 | 100 | 22.5 | 1.9 | ||
| Void Former ID | Void Former Configuration | Cross-Section Area, mm2 | Weight, g | Voids’ Proportion in Hollow Wall Concrete Blocks, % | Average Density, kg/m3 | Compressive Strength of Hollow Concrete Block, MPa | CC, % | CEUC, MPa/1% | CO2 Emission, g: per Block 7 × 7 × 7 cm, per 1 MPa | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Hollow Concrete Block | Concrete Matrix | 5 Days | 28 Days | ||||||||
| A |  | 1478 | 287 | 70 | 858 | 2474 | 9.8 | 13.1 | 14.8 | 0.89 | 32.5 2.5 |
| B |  | 1478 | 288 | 70 | 840 | 2484 | 10.9 | 14.6 | 0.99 | 32.6 2.2 | |
| C |  | 1470 | 280 | 70 | 816 | 2506 | 12.3 | 16.4 | 1.11 | 31.7 1.9 | |
| D |  | 4900 | 287 | 65–67 | 820 | - | 5.8 | 9.2 | 17 | 0.54 | 37.3 4.1 |
| E |  | 4900 | 189 | 82 | 550 | - | 0.72 | 1.9 | 67 | 0.03 | 96.9 51 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elistratkin, M.; Salnikova, A.; Alfimova, N.; Kozhukhova, N.; Pospelova, E. Hollow Concrete Block Based on High-Strength Concrete as a Tool for Reducing the Carbon Footprint in Construction. J. Compos. Sci. 2024, 8, 358. https://doi.org/10.3390/jcs8090358
Elistratkin M, Salnikova A, Alfimova N, Kozhukhova N, Pospelova E. Hollow Concrete Block Based on High-Strength Concrete as a Tool for Reducing the Carbon Footprint in Construction. Journal of Composites Science. 2024; 8(9):358. https://doi.org/10.3390/jcs8090358
Chicago/Turabian StyleElistratkin, Mikhail, Alena Salnikova, Nataliya Alfimova, Natalia Kozhukhova, and Elena Pospelova. 2024. "Hollow Concrete Block Based on High-Strength Concrete as a Tool for Reducing the Carbon Footprint in Construction" Journal of Composites Science 8, no. 9: 358. https://doi.org/10.3390/jcs8090358
APA StyleElistratkin, M., Salnikova, A., Alfimova, N., Kozhukhova, N., & Pospelova, E. (2024). Hollow Concrete Block Based on High-Strength Concrete as a Tool for Reducing the Carbon Footprint in Construction. Journal of Composites Science, 8(9), 358. https://doi.org/10.3390/jcs8090358